Спосіб правки абразивного інструмента
Номер патенту: 3838
Опубліковано: 15.12.2004
Автори: Калафатова Людмила Павлівна, Поєзд Світлана Андріївна, Шевченко Вікторія Олександрівна

Формула / Реферат
Спосіб правки абразивного інструмента, при якому в зазор між абразивним інструментом, що обертається, і притиром, установленим під кутом до вектора швидкості круга в точці дотику, подають вільний абразив розміром, що дорівнює 0,6-0,9 розміру зерен абразивного інструмента у вигляді суспензії, що складається з абразиву, глини і рідинної фази, та надають інструментові і притиру відносні зворотно-поступальні переміщення уздовж твірної і безперервний рух у напрямку до робочої поверхні інструмента, який відрізняється тим, що як рідинну фазу беруть 0,5-1,5 % водного розчину поверхнево-активних речовин (ПАР) і суспензію приймають при наступному співвідношенні компонентів, мас. %:
абразив
51,0-60,0
глина
20,0-25,0
водний розчин ПАР
решта.
Текст
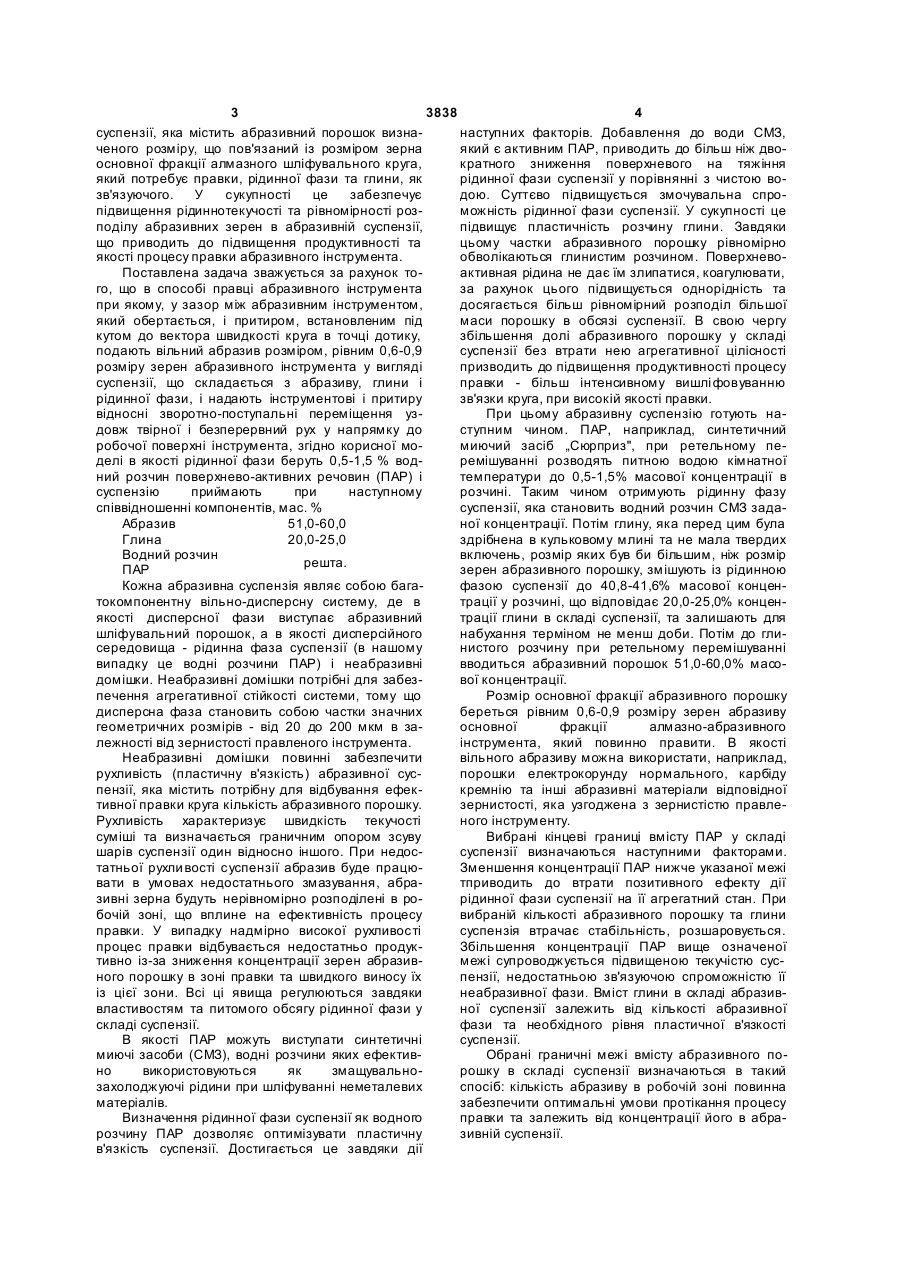
Спосіб правки абразивного інструмента, при якому в зазор між абразивним інструментом, що обертається, і притиром, установленим під кутом до вектора швидкості круга в точці дотику, подають вільний абразив розміром, що дорівнює 0,6 3 3838 4 суспензії, яка містить абразивний порошок визнанаступних факторів. Добавлення до води СМЗ, ченого розміру, що пов'язаний із розміром зерна який є активним ПАР, приводить до більш ніж двоосновної фракції алмазного шліфувального круга, кратного зниження поверхневого на тяжіння який потребує правки, рідинної фази та глини, як рідинної фази суспензії у порівнянні з чистою возв'язуючого. У сукупності це забезпечує дою. Суттєво підвищується змочувальна спропідвищення рідиннотекучості та рівномірності розможність рідинної фази суспензії. У сукупності це поділу абразивних зерен в абразивній суспензії, підвищує пластичність розчину глини. Завдяки що приводить до підвищення продуктивності та цьому частки абразивного порошку рівномірно якості процесу правки абразивного інструмента. обволікаються глинистим розчином. ПоверхневоПоставлена задача зважується за рахунок тоактивная рідина не дає їм злипатися, коагулювати, го, що в способі правці абразивного інструмента за рахунок цього підвищується однорідність та при якому, у зазор між абразивним інструментом, досягається більш рівномірний розподіл більшої який обертається, і притиром, встановленим під маси порошку в обсязі суспензії. В свою чергу кутом до вектора швидкості круга в точці дотику, збільшення долі абразивного порошку у складі подають вільний абразив розміром, рівним 0,6-0,9 суспензії без втрати нею агрегативної цілісності розміру зерен абразивного інструмента у вигляді призводить до підвищення продуктивності процесу суспензії, що складається з абразиву, глини і правки - більш інтенсивному вишлі фовуванню рідинної фази, і надають інструментові і притиру зв'язки круга, при високій якості правки. відносні зворотно-поступальні переміщення узПри цьому абразивну суспензію готують надовж твірної і безперервний рух у напрямку до ступним чином. ПАР, наприклад, синтетичний робочої поверхні інструмента, згідно корисної момиючий засіб „Сюрприз", при ретельному педелі в якості рідинної фази беруть 0,5-1,5 % водремішуванні розводять питною водою кімнатної ний розчин поверхнево-активних речовин (ПАР) і температури до 0,5-1,5% масової концентрації в суспензію приймають при наступному розчині. Таким чином отримують рідинну фазу співвідношенні компонентів, мас. % суспензії, яка становить водний розчин СМЗ задаАбразив 51,0-60,0 ної концентрації. Потім глину, яка перед цим була Глина 20,0-25,0 здрібнена в кульковому млині та не мала твердих Водний розчин включень, розмір яких був би більшим, ніж розмір решта. ПАР зерен абразивного порошку, змішують із рідинною Кожна абразивна суспензія являє собою багафазою суспензії до 40,8-41,6% масової концентокомпонентну вільно-дисперсну систему, де в трації у розчині, що відповідає 20,0-25,0% конценякості дисперсної фази виступає абразивний трації глини в складі суспензії, та залишають для шліфувальний порошок, а в якості дисперсійного набухання терміном не менш доби. Потім до глисередовища - рідинна фаза суспензії (в нашому нистого розчину при ретельному перемішуванні випадку це водні розчини ПАР) і неабразивні вводиться абразивний порошок 51,0-60,0% масодомішки. Неабразивні домішки потрібні для забезвої концентрації. печення агрегативної стійкості системи, тому що Розмір основної фракції абразивного порошку дисперсна фаза становить собою частки значних береться рівним 0,6-0,9 розміру зерен абразиву геометричних розмірів - від 20 до 200 мкм в заосновної фракції алмазно-абразивного лежності від зернистості правленого інструмента. інструмента, який повинно правити. В якості Неабразивні домішки повинні забезпечити вільного абразиву можна використати, наприклад, рухливість (пластичну в'язкість) абразивної суспорошки електрокорунду нормального, карбіду пензії, яка містить потрібну для відбування ефеккремнію та інші абразивні матеріали відповідної тивної правки круга кількість абразивного порошку. зернистості, яка узгоджена з зернистістю правлеРухливість характеризує швидкість текучості ного інструменту. суміші та визначається граничним опором зсуву Вибрані кінцеві границі вмісту ПАР у складі шарів суспензії один відносно іншого. При недоссуспензії визначаються наступними факторами. татньої рухли вості суспензії абразив буде працюЗменшення концентрації ПАР нижче указаної межі вати в умовах недостатнього змазування, абратприводить до втрати позитивного ефекту дії зивні зерна будуть нерівномірно розподілені в рорідинної фази суспензії на її агрегатний стан. При бочій зоні, що вплине на ефективність процесу вибраній кількості абразивного порошку та глини правки. У випадку надмірно високої рухливості суспензія втрачає стабільність, розшаровується. процес правки відбувається недостатньо продукЗбільшення концентрації ПАР вище означеної тивно із-за зниження концентрації зерен абразивмежі супроводжується підвищеною текучістю сусного порошку в зоні правки та швидкого виносу їх пензії, недостатньою зв'язуючою спроможністю її із цієї зони. Всі ці явища регулюються завдяки неабразивної фази. Вміст глини в складі абразиввластивостям та питомого обсягу рідинної фази у ної суспензії залежить від кількості абразивної складі суспензії. фази та необхідного рівня пластичної в'язкості В якості ПАР можуть виступати синтетичні суспензії. миючі засоби (СМЗ), водні розчини яких ефективОбрані граничні межі вмісту абразивного поно використовуються як змащувальнорошку в складі суспензії визначаються в такий захолоджуючі рідини при шліфуванні неметалевих спосіб: кількість абразиву в робочій зоні повинна матеріалів. забезпечити оптимальні умови протікання процесу Визначення рідинної фази суспензії як водного правки та залежить від концентрації його в абрарозчину ПАР дозволяє оптимізувати пластичну зивній суспензії. в'язкість суспензії. Достигається це завдяки дії 5 3838 6 Зменшення концентрації абразивного порошку Перевищення вмісту глини в суспензії в межі, нижче зазначеної межі приводить до зниження що вище заявляється, знизить рухливість суспродуктивності процесу правки, що позначається пензії. У цьому випадку абразив працює в умовах на його тривалості, необхідної для забезпечення недостатнього змащення, виявляється ускладневиходу на максимально можливий рівень ріжучої ним доступ суспензії, що несе абразивний пороспроможності шліфувального круга забезпечувашок у зону правки через зазор між кругом, який ний даним способом. Перевищення концентрації правиться, і притиром. Зерна вільного абразиву абразивного порошку проти зазначеної верхньої будуть нерівномірно розподілені в зоні правки, межі веде до втрати агрегатної стійкості суспензії надходження їх у зону стане переривчастим. Опита до відмовлень у системі її подачі до робочої суване явище негативно позначиться на продукзони. тивності правки. Через нерівномірність Вміст глини в суспензії нижче зазначеної межі вишліфовування зв'язки круга, який піддається при обговореному вище вмісті абразивного повиправленню, не буде забезпечуватися задана рошку не забезпечить агрегатної стійкості суспензії макрогеометрия профілю круга через утворення через недостатню сполучну здатність неабразивконцентричних канавок на його робочій поверхні, ної фази. При цьому при надлишку рідини в складі тобто знизить якість правки. суспензії відбудеться розшарування, нерівномірна Результати процесу правки можуть бути отриподача абразивних зерен у зону виправлення, мані при значенні кута нахилу притиру швидкий винос їх із зони, що знизить продукa 20 - 60° і швидкості його подачі Vnp=5-18 = тивність процесу і позначиться на якості мкм/с. інструмента, який піддається правці. Таблиця Склад суспензії Склад 1 Склад 2 Склад 3 Склад 4 Склад 5 Склад 6 Вміст компонентів у складі, мас. % Абразивний порошок Глина Водний розчин ПАР Абразивний порошок Глина Водний розчин ПАР Абразивний порошок Глина Водний розчин ПАР Абразивний порошок Глина Водний розчин ПАР Абразивний порошок Глина Водний розчин ПАР Абразивний порошок Глина Вода 65 25 1,5 45 25 0,5 51 25 1,5 20 51 0,5 53 23 1,0 46 23 до 100 Співвідношення dв.а./dкр=0,8* Шорсткість поЧас правки, с. верхні.Ка 25,2 0,52 27 0,2 23,8 0,16 22 0,12 22 0,14 28 0,18 *Примітка: 1. У таблиці dв.а./dкр - співвідношення розмірів зерен вільного абразиву та круга, який правиться. 2. При використанні абразивних суспензій складів №№ 3 - 5 за час, наведений в таблиці, ріжуча спроможність інструмента R досягає рівня R=(l,8-2,0) xl0-4cм 3/хв.Н, а для складу № 6 - R =1,6 х 10-4 см 3/хв Н. Приклад. Для експериментальної перевірки способу були приготовані наступні склади абразивних суспензій (табл.). Готування абразивних суспензій складів №№ 1-5 ведуть у такий спосіб. ПАР, наприклад, синтетичний миючий засіб „Сюрприз", при ретельному перемішуванні розводять питною водою кімнатної температури до 0,5-1,5% масової концентрації в розчині. Таким чином отримують рідинну фазу суспензії, яка становить водний розчин СМЗ заданої концентрації. Глину, попередньо здрібнену в к ульковому млині і яка не має твердих включень, розмір яких був би біль шим, ніж розмір зерен абразивного порошку, змішують із рідинною фазою суспензії до 40,8-41,6% масової концентрації у розчині, що відповідає 20,025,0% концентрації глини в складі суспензії, та залишають для набухання терміном не менш доби. Потім до глинистого розчину при ретельному перемішуванні вводиться абразивний порошок 51,0-60,0% масової концентрації. Розмір основної фракції абразивного порошку вибирається рівним 0,6-1,0 розміру зерна абразиву основної фракції алмазно-абразивного інструмента, що піддається правці. 7 3838 8 Крім названих складів суспензій використовуR=(l,4-l,6) x 10 -4 см 3/хвН. При зниженні R до рівня валася суспензія відомого складу (№ 6). R=0,2x10-4 см 3/хв Н процес шліфування БНП поПравку здійснювали в лабораторних умовах винний бути припинений через масовий брак плапри шліфуванні багатогранних ріжучих пластинок, стин, пов'язаний із недотриманням вимог ДСТУ по що не переточуються, (БНП) з мінералокерамики точності та якості формованих поверхонь. У проВО-13 типу 05.111-160716 за ДСТУ 25003-81 клас цесі обробки здійснювався безперервний контроль G на верстаті типу МШ-383. оброблюваних БНП по параметрах, передбачених Режими шліфування: тиск у зоні контакту круга ДСТУ 25003-81. Наявність при обробці бракованих з гранню пластини Р=0,4МПа, швидкість різання V пластин служило сигналом початку процесу прав= 20 м/с. Характеристика алмазного ки. шліфувального круга: 6А2-350х10х4 х315 АС4 Отримані при проведенні експериментів ре80/63-4-В2-01. зультати показують, що використання абразивної Ціль правки створення заданого суспензії складів, що заявляються (№№ 4, 5), при мікрорельєфу робочої поверхні затупленого круга правці алмазних шліфувальних кругів забезпечує в шляхом вишлі фовування зв'язки зернами вільного порівнянні з базовим складом (склад № 6) скороабразиву, що знаходиться в складі абразивної чення часу правки, тобто підвищення продуктивсуспензії, яка подається примусово в зазор між ності процесу правки на 15%. Наприклад, при притиром і кругом, що обертається на робочій співвідношенні dв.а./dкр для складів № 4 і № 5 час швидкості. При правці використовували притир з відновлення ріжучої спроможності інструмента чавун у, швидкість подачі притира до поверхні крускладає 22,4 с, що свідчить про підвищення га в процесі правки складала Vпр =15-20 мкм/с. ріжучої спроможності алмазного круга на 15% при Час відновлення ріжучої спроможності інструмента поліпшенні якості правки, яка визначається (час правки) визначався, виходячи з забезпечення поліпшенням якості шліфованої поверхні БНП, у заданої ріжучої спроможності круга. Спроможність 1,5 і 1,3 рази відповідно. При цьому зниження часу ріжучого інструмента залежить від вильоту алмазправки інструмента істотно знижує непродуктивні них зерен круга зі зв'язки та визначається ковитрати алмазоносного шару шліфувального круга ефіцієнтом ріжучої спроможності R, см 3/хвН. Для та вільного абразиву. забезпечення раціональної, з погляду експлуаЗастосування складу суспензії, що заявтаційних характеристик круга, величини вильоту ляється, (склад № 4 ) дозволило при незначних зерен - в інтервалі (0,35-0,6)dкр, де dкр - середній витратах часу на правку і мінімальну витрату алрозмір зерна основної фракції алмазного круга, мазоносного шару в процесі правки в порівнянні з коефіцієнт ріжучої спроможності при шліфуванні базовим об'єктом (склад №6) збільшити кількість багатогранних пластин, що не переточуються, пластин, що випускаються між правками, на 50% (БНП) із мінералокерамики ВО-13 із зазначеними при поліпшенні якості оброблюваної поверхні в 1,5 вище режимами повинний знаходиться в межах рази. Комп’ютерна в ерстка М. Клюкін Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститупромислов ої в ласності”, вул. Глазунов а, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюKalafatova Liudmyla Pavlivna
Автори російськоюКалафатова Людмила Павловна
МПК / Мітки
МПК: B24B 53/00
Мітки: абразивного, спосіб, інструмента, правки
Код посилання
<a href="https://ua.patents.su/4-3838-sposib-pravki-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки абразивного інструмента</a>
Спосіб анодно-механічної правки абразивного інструменту
Номер патенту: 2161
Опубліковано: 26.12.1994
Автори: Хімач Олег Васильович, Покладій Георгій Григорович
МПК: B23P 6/00
Мітки: абразивного, спосіб, анодно-механічної, інструменту, правки
Формула / Реферат:
Способ анодно-механической правки абразивного инструмента на токопроводящей связке в условиях взаимного перемещения контактирующих поверхностей правящего электрода и абразивного инструмента, отличающийся тем, что, с целью повышения производительности и качества правки путем повышения плотности тока, процесс ведут электродом в виде металлической щетки, на ворсинах которой закреплены абразивные зерна, а разность линейных скоростей...
Спосіб профілювання абразивного інструмента
Номер патенту: 71382
Опубліковано: 15.11.2004
Автори: Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Філімонов Євген Васильович
МПК: B24B 53/06
Мітки: абразивного, профілювання, інструмента, спосіб
Формула / Реферат:
Спосіб профілювання абразивного інструмента інструментом, твірна якого відповідає профілю деталі, що шліфується, який відрізняється тим, що твірну абразивного інструмента розбивають на ряд ділянок, сполучених із відповідною ділянкою профілюючого інструмента, всередині кожної ділянки задають знімання за нормаллю до поверхні при наступному процесі абразивної обробки, на межі...
Композиція для виготовлення абразивного інструмента та спосіб його одержання
Номер патенту: 6475
Опубліковано: 29.12.1994
Автори: Никипанчук Михайло Васильович, Ключківський Андрій Іванович, Ключківська Марія Степанівна, Черняк Борис Іванович, Срібний Василь Михайлович, Козак Степан Іванович, Кривошня Наталія Степанівна, Ключківський Юрій Андрійович, Багрійчук Василь Олексійович
МПК: B24D 7/00, C08J 5/14, B24D 5/00
Мітки: композиція, спосіб, одержання, абразивного, інструмента, виготовлення
Формула / Реферат:
1. Композиція для виготовлення абразивного інструменту, що містить абразив, органічну зв'язку і наповнювач, яка відрізняється тим, що як органічну зв'язку вона містить карбамідноформальдегідну смолу, а як наповнювач - виносну кам'яновугільну золу такого складу, мас. %: SiO2 45,23-49,10 Аl2О3 27,42-27,74 Fе2O3+FеО 14,87-16,03 СаO ...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Захаренко Володимир Сергійович, Кузьменко Анатолій Петрович, Польшаков Валерій Іванович
МПК: B24B 53/00
Мітки: шліфувального, спосіб, правки, круга, алмазного
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Зв’язка абразивного інструмента

Номер патенту: 17035
Опубліковано: 18.03.1997
Автори: Шепелев Анатолій Олександрович, Черних Валентина Петрівна, Рубан Феодосій Григорович
МПК: B24D 3/06
Мітки: абразивного, інструмента, зв'язка
Формула / Реферат:
1. Связка абразивного инструмента, содержащая боросиликатное стекло, алюминий, медь, титан и наполнители, отличающаяся тем, что она содержит в качестве наполнителей цинк и нитрид кремния, при следующем соотношении компонентов, мас.%:2. Связка по п.1, отличающаяся тем, что боросиликатное стекло имеет следующий состав, мас.%:
Попередній патент: Штам lactobacillus casei для виготовлення біопрепаратів
Наступний патент: Зубчасте зачеплення
Випадковий патент: Спосіб в'язання сітки