Спосіб зміцнення інструментальних сталей
Номер патенту: 40126
Опубліковано: 16.07.2001
Автори: Нестеров Олег Юрійович, Самотугін Сергій Савелійович
Формула / Реферат
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, і відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву.
Текст
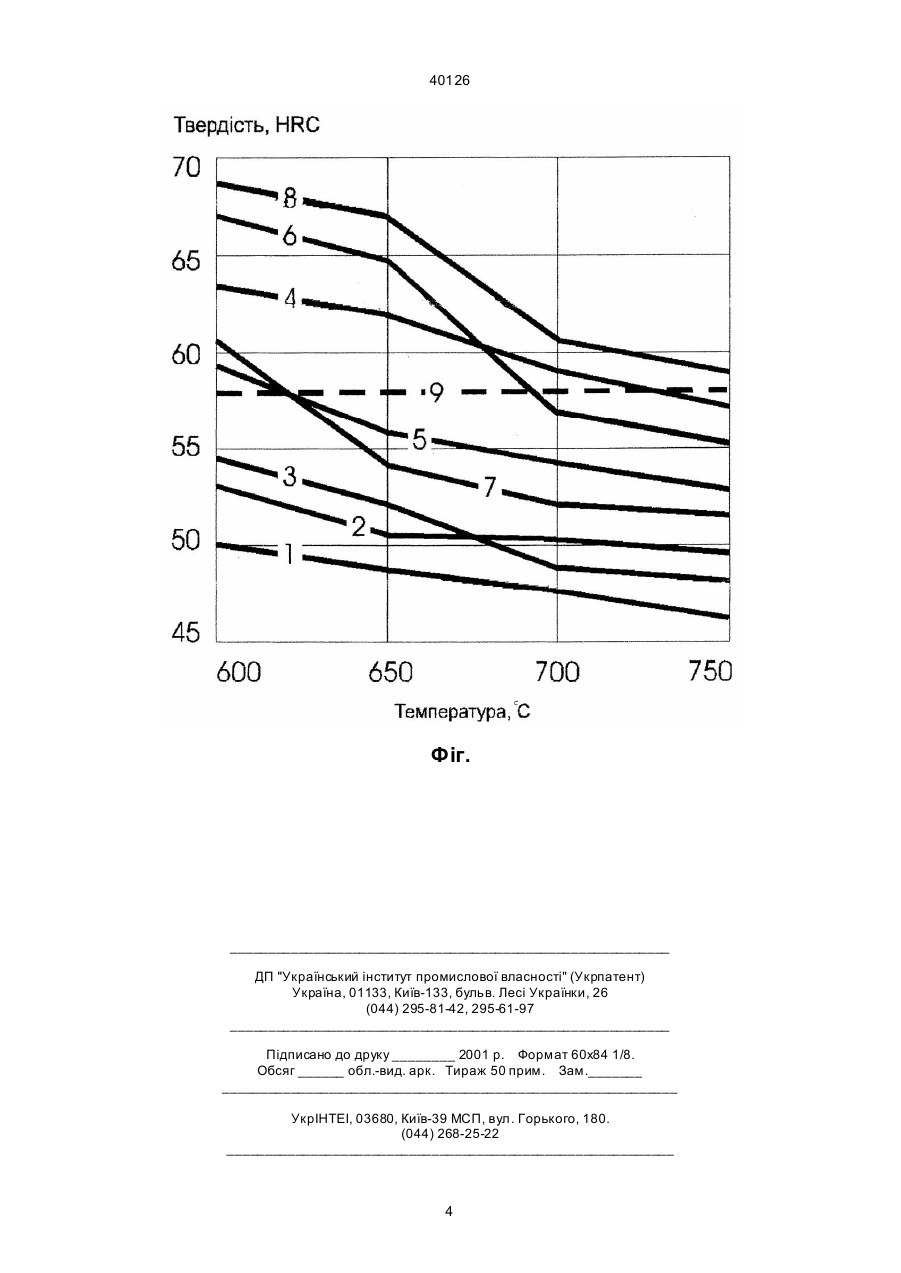
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, який відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву. (19) (21) 2000063517 (22) 16.06.2000 (24) 16.07.2001 (33) UA (46) 16.07.2001, Бюл. № 6, 2001 р. (72) Самотугін Сергій Савелійович, Нестеров Олег Юрійович 40126 ється у температурних режимах недогріву або перегріву. У температурному режимі недогріву в інструментальних сталях простежується значний розбіг значень твердості та теплостійкості. Це явище зумовлено незакінченістю фазових α+γ - утворень у початковій структурі та стр уктурною неоднорідністю інструментальної сталі після об'ємного гартування. Для швидкоріжучої сталі важливим фактором є повнота розчинення карбідної фази, яка не досягається при недогріві під гартування. Швидкісний плазмовий нагрів до температур, що близькі температурі розплавлення, забезпечує отримання твердості, яка необхідна для експлуатації інструменту. В температурному режимі перегріву зниження експлуатаційних властивостей інструментальних сталей відбувається у результаті утворення крупнозернистої крихкої структури значного збільшення розмірів аустенітного зерна. Після плазмового поверхневого зміцнення відбувається значне роздрібнення структури, за рахунок чого і спостерігається підвищення експлуатаційних властивостей інструментальних сталей. Також відбувається значна економія електроенергії. Спосіб здійснюють таким чином: зразки розміщують в термопечі, де виконують об'ємне гартування. Гартування здійснюють в температурному режимі недогріву або перегріву, потім зразки піддають обробці ВКДН та розміщують у печі, де здійснюють відпуск. Були вибрані три типи інструментальних сталей: вуглецева евтектоїдна сталь У8, низьколегована сталь 90ХФ та швидкоріжуча сталь Р6М5. Дослідження виконувались на циліндричних зразках Æ 15 мм. Плазмове зміцнення виконувалось плазмотроном попередньої дії з секціонованою міжелектродною вставкою ППУ-85 (4), потужність плазмового струменя складає 32 квт, швидкість руху плазмотрона 25 м/г. На зміцнених зразках за відомими методиками визначались експлуатаційні властивості - твердість по Роквеллу вання, дозволяє значно підвищити міцність - див. таблицю 1 при неоднозначній зміні пластичних властивостей. Структура швидкоріжучої сталі Р6М5 після об’ємного гартування від оптимальної температури (1220°С±5°С) складається з мартенсіту, первинних карбідів та залишкового аустеніту (1). Досягаємий рівень властивостей такої сталі в гартованому стані визначається повнотою розчинення карбідної фази. Зниження температури гартування нижче стандартного рівня не дозволяє отримати необхідну твердість, необхідну міцність через недостатній ступінь легування твердого розчину. Це призведе до низької стійкості інструменту через поломки або втрати геометричної форми інструменту внаслідок пластичних деформувань. Обмеження верхнього температурного рівня гартування визначається тим, що гартування безпосередньо від температури початку інтенсивного розчинення карбідів Ме 6С зменшує міцність та ударну в'язкість, що пов'язано з початком росту зерна, при цьому стійкість інструменту зменшується достатньо різко, а зниження температури гартування на 10 - 15ºС в реальних умовах термічної обробки неможливо. Вплив температури гартування при комплексному зміцненні на твердість сталі Р6М5 див. таблицю 1. Окрім твердості, важливою експлуатаційною властивістю є теплостійкість - див. фіг. На ній зображені такі криві: крива 1 - об'ємне гартування від 1120°С; крива 2 - об'ємне гартування від 1120°С + плазмове зміцнення; крива 3 - об'ємне гартування від 1170°С; крива 4 - об'ємне гартування від 1170°С + плазмове зміцнення; крива 5 - об'ємне гартування від 1270°С; крива 6 - об'ємне гартування від 1270°С + плазмове зміцнення; крива 7 - об'ємне гартування від 1220°С; крива 8 - об'ємне гартування від 1220°С + плазмове зміцнення; крива 9 - стандартний рівень теплостійкості. Випробування проводились при чотирьох різних температурах витримки: від 600°С до 750°С з кроком 50°С. За результатами дослідження встановлено, що за допомогою плазмового поверхневого зміцнення можливо значно розширити температурний інтервал об'ємного гартування інструментальних сталей. Запропонована, сукупність ознак дозволяє знизити втрати на електроенергію та підвищити експлуатаційні властивості інструменту (твердість, теплостійкість) у разі недогріву при об'ємному гартуванні та наступної плазмової обробки. Позитивний результат досягається також при перегріві з наступною плазмовою обробкою. В останньому разі також можливо досягнути відбракування інструменту. Висновки: 1. ДослІдженнями встановлено, що температура нагріву під об'ємне гартування (в режимах недогріву або перегріву) для сталей вуглецевих та низьколегованих не впливає на характер перетворювань та твердість при подальшому плазмовому зміцненні. 4 НRC та теплостійкість Кр58 за ГОСТ 19265-73 (для сталі Р6М5). Нагрів під гартування сталі У8 здійснювався за режимом - див. таблицю 1. При гартуванні від температур, які є нижчими та вищими точки Ас1, спостерігається значний розбіг значень твердості. Твердість даної сталі після плазмового зміцнення значно вища ніж у випадку об'ємного гартування в температурному режимі недогріву або перегріву. За отриманими даними - див. таблицю 1, встановлено, що плазмова обробка вуглецевої інстр ументальної сталі дозволяє ліквідувати у поверхневому шарі недоліки відхилення від оптимальних режимів об'ємного гартування. Для низьколегованої сталі 90ХФ плазмова обробка після об'ємного гартування від температур, які є нижчими та вищими рекомендованої, дозволяє також отримати більш високу твердість, але ступінь підвищення HRC є різною, що визначається особливостями фазових та структурних утворювань в умовах швидкісної перекристалізації. Результати досліджень та режими об'ємного гартування - див. таблицю 1. Плазмова поверхнева обробка, яка проведена для інструментальних сталей 90ХФ та У8 при різних температурах гарту 2 40126 2. Температура об'ємного гартування швидкоріжучої сталі визначає ступінь розчинення карбідів та твердість. З її підвищенням твердість лінійно зростає. Плазмова обробка забезпечує більш повне розчинення карбідів в порівнянні з об'ємним гартуванням та більш вищий рівень твердості та теплостійкості. Використання плазмового зміцнення дозволяє значно розширити стандартний інтервал температур об’ємного гартування, наприклад, для сталі Р6М5 - від 1170°С до 1270°С. 3. Плазмове зміцнення сталей можна запропонувати як метод виправлення браку при об'ємному гартуванні сталі (недогрів, перегрів). Таблиця Результати замірів твердості інструментальних сталей У8, 90ХФ, Р6 М5 після: плазмового зміцнення при різних режимах об'ємного гартування Температура гартування, Т, °С Варіант зміцнення Марка сталі У8 Твердість, HRC після гартування Твердість, HRC після гартування + плазмове зміцнення Варіант зміцнення 90ХФ Твердість, HRC після гартування Твердість, HRC після гартування + плазмове зміцнення Варіант зміцнення Р6М5 Твердість, HRC після гартування Твердість, HRC після гартування + плазмове зміцнення 650 700 750 800 850 900 950 1000 1100 15 20 45 55 58 62 63 64 64 65 65 65,5 66 66,5 66,5 67 67,5 67 750 800 850 900 950 45 58 59 59 61 65 68 68 69 65 1170 1220 1270 62 64 65 67 68 66,5 Джерела інформації: 1. Гуляев А.П. Металловедение. - М.: Металлургия, 1986. - с. 355 – 378. 2. Гуреев Д.М., Ялдин Ю.А. О лазерной термической обработке инструментальных сталей // Металловедение и термическая обработка металлов, 1988. - № 5, с. 8 – 9. 3. Углов А.А., Медрес Б.С., Соловьёв А.А. Лазерная обработка инструментальных сталей // Фи зика и химия обработки материалов, 1987. - № 3, с. 6 – 10. 4. Эксплуатационные свойства инструментальных сталей при комплексном объемноповерхностном упрочнении/ Самотугин С.С., П уйко А.В., Соляник Н.Х., Локшина Е.Б. // Металловедение и термическая обработка металлов, 1997. № 5, с. 2 – 6. 3 40126 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for strengthening of tool steels
Автори англійськоюSamotuhin Serhii Saveliiovych, Nesterov Oleh Yuriiovych
Назва патенту російськоюСпособ упрочнения инструментальных сталей
Автори російськоюСамотугин Сергей Савелиевич, Нестеров Олег Юриевич
МПК / Мітки
Мітки: сталей, зміцнення, спосіб, інструментальних
Код посилання
<a href="https://ua.patents.su/4-40126-sposib-zmicnennya-instrumentalnikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення інструментальних сталей</a>
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 3/14
Мітки: переважно, дротин, порошків, інструментальних, сталей, виготовлення, спосіб
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Спосіб зміцнення вуглецевих сталей

Номер патенту: 16402
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: спосіб, зміцнення, вуглецевих, сталей
Спосіб зміцнення вуглецевих сталей
Номер патенту: 15973
Опубліковано: 29.08.1997
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78
Мітки: вуглецевих, зміцнення, спосіб, сталей
Формула / Реферат:
Способ упрочнения углеродистых сталей, включающий нагрев и выдержку в нитроцементи-рующей среде, закалку и отпуск, отличающийся тем, что, с целью повышения твердости и упрощения способа, нагрев и выдержку проводят при температуре АС і, нагрев до температуры закалки проводят со скоростью не менее 40°С в 1 с.
Спосіб зміцнення інструменту з швидкоріжучих сталей
Номер патенту: 15277
Опубліковано: 30.06.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: швидкоріжучих, інструменту, сталей, зміцнення, спосіб
Формула / Реферат:
Способ упрочнения инструмента из быстрорежущей стали, включающий объемную закалку, отпуск и поверхностное упрочнение высококонцентрированным источником нагрева, отличающийся тем, что после объемной закалки проводят поверхностное упрочнение и трехкратный отпуск при температуре 540-560°С.
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C23C 10/10, C21D 1/78
Мітки: спосіб, зміцнення, сталей, хромокремневольфрамових
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Попередній патент: Міцний алкогольний напій
Наступний патент: Інструмент для заведення фасціального трансплантата на держальце молоточка при мірингопластиці
Випадковий патент: Фурма