Спосіб зміцнення інструменту з швидкоріжучих сталей
Формула / Реферат
Способ упрочнения инструмента из быстрорежущей стали, включающий объемную закалку, отпуск и поверхностное упрочнение высококонцентрированным источником нагрева, отличающийся тем, что после объемной закалки проводят поверхностное упрочнение и трехкратный отпуск при температуре 540-560°С.
Текст
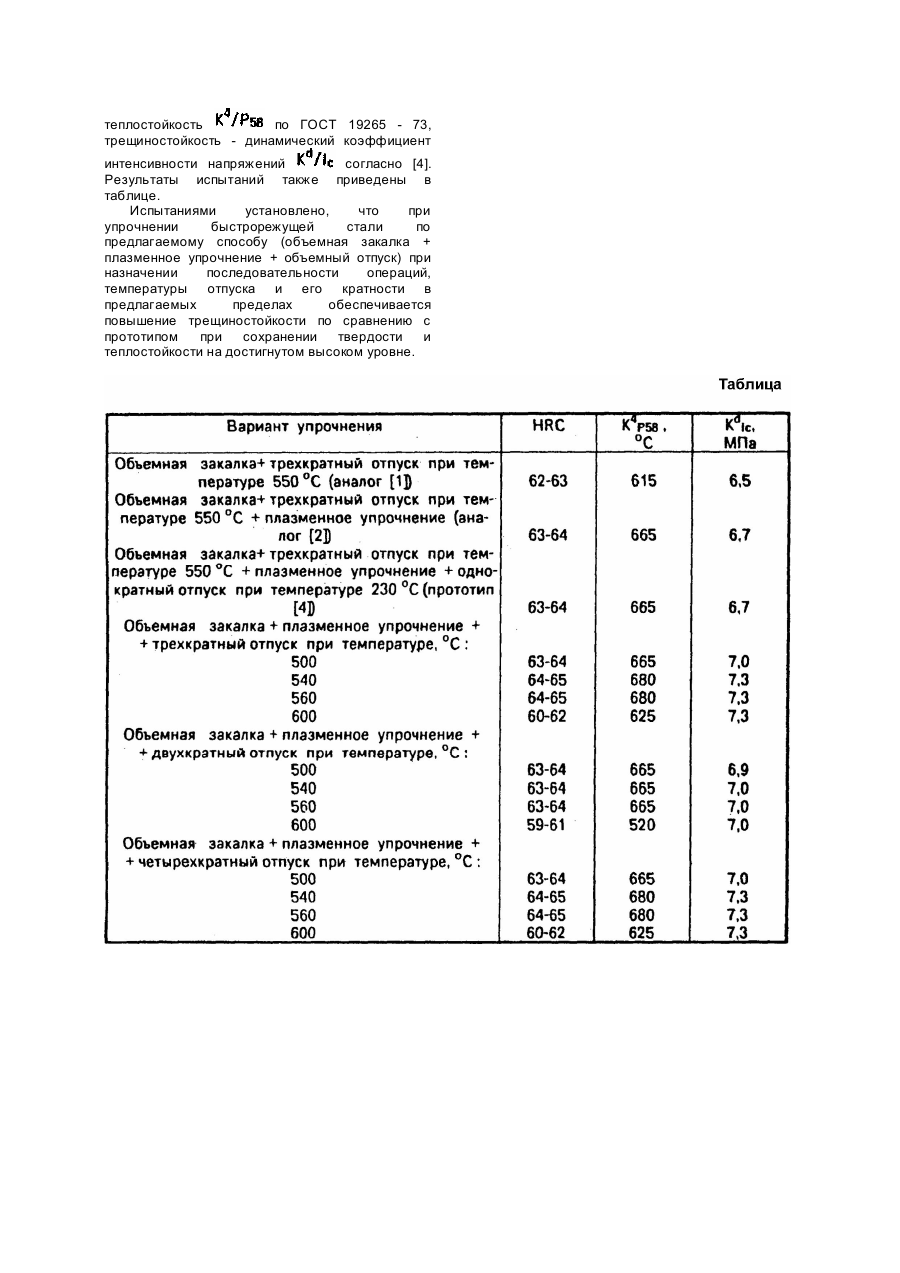
Изобретение относится к области термообработки изделий, в частности к упрочнению режущего, штампового и формующего инструмента, выполненного из быстрорежущих сталей. Инструмент, изготовленный из быстрорежущих сталей, выходит из строя по причине низкой теплостойкости и повышенной хрупкости (низкой трещиностойкости), что в значительной мере определяется содержанием в закаленной стали остаточного аустенита и дисперсных карбидов легирующих элементов. Так например, известен способ комплексного упрочнения инструмента из быстрорежущих сталей включающий объемную термическую обработку - закалку и трехкратный отпуск при температуре 540 - 560°C [1]. Инструмент, изготовленный из стали, обработанной известным способом, при высокой твердости обладает низкой теплостойкостью и низкой трещиностойкостью, так как при объемной закалке не происходит полное растворение первичной карбидной фазы и насыщение твердого раствора легирующими элементами Известен также способ комплексного упрочнения инструмента из быстрорежущих сталей, включающий объемную термообработку (закалку и трехкратный отпуск при температуре 560°C) и последующую поверхностную обработку высококонцентрированным источником нагрева (ВКИН) -лазерным лучом [2]. Данный способ позволяет получить мартенситно-карбидную структуру с высокой твердостью во всем объеме металла инструмента от объемной термообработки и повышенную твердость и теплостойкость в поверхностной рабочей зоне от обработки ВКИН, Однако, при обработке инструмента данным способом в поверхностной упрочненной зоне сохраняется высокое содержание остаточного аустенита, так как при скоростном нагреве ВКИН, малой длительности выдержки и последующем быстром естественном охлаждении мартенситная реакция полностью не происходит из-за высокой легированности твердого раствора. Не происходит также дисперсионное твердение металла упрочненной зоны. Следствием этого является пониженная трещиностойкость рабочей поверхности инструмента. Наиболее близким техническим решением, прототипом является способ комплексного упрочнения инструмента из быстрорежущих сталей, включающий объемную термообработку (закалку с трехкратным отпуском согласно ГОСТ 19265 - 73), поверхностную обработку ВКИНлазерным лучом и последующий однократный объемный отпуск при температуре 230°C, из стали Р6М5 лазерами непрерывного действия [3]. Способ позволяет повысить эксплуатационные свойства (твердость, теплостойкость) за счет предварительной объемной термообработки, дополнительно повысить теплостойкость и износостойкость рабочей' поверхности за счет обработки ВШН и последующего объемного отпуска. Однако, низкая температура окончательного отпуска и однократное его выполнение не обеспечивают полное превращение остаточного аустенита в мартенсит и выделение дисперсной карбидной фазы (дисперсионное твердение). Следствием этого является недостаточно высокая трещиностойкость рабочей зоны инструмента. В основу изобретения поставлена задача усовершенствования способа упрочнения инструмента из быстрорежущих сталей, в котором изменение режима и последовательности осуществления действий позволит обеспечить уменьшение количества остаточного аустенита в структуре упрочненной зоны и выделение дисперсных карбидов и за счет этого повысить трещиностойкость рабочей поверхности инструмента. Для решения поставленной задачи в способе упрочнения инструмента из быстрорежущих сталей, включающем объемную термообработку (закалку и отпуск) и поверхностное упрочнение ВКИН, в соответствии с изобретением трехкратный объемный отпуск при температуре 540 - 560°C выполняют после объемной закалки и поверхностного упрочнения. Выбор указанного интервала изменения температуры отпуска и его кратности обусловлен следующим. Снижение температуры ниже нижнего предела (540°C) не способствует повышению трещиностойкости в связи с неполным превращением остаточного аустенита в мартенсит и неполной реализацией процесса дисперсионного твердения. Повышение температуры выше верхнего предела (560°C) вызывает наличие в структуре сорбита отпуска и снижение твердости и теплостойкости упрочненной зоны. Применение 1-, 2-кратного отпуска при температурах ниже нижнего предела и в предлагаемом интервале также не обеспечивает полноту превращения и повышение трещи нестойкости. Применение 1-, 2-кратного отпуска при температуре выше верхнего предела вызывает снижение твердости и теплостойкости. 4-кратный отпуск дает такие же значения эксплуатационных свойств, как и 3-кратный во всем диапазоне изменения температуры, однако при этом повышается стоимость упрочнения за счет выполнения дополнительной операции. Пример конкретного выполнения. Образцы из стали Р6М5 в отожженном состоянии размерами 10 ´ 10 ´ 55мм подвергались объемной термообработке и поверхностному упрочнению ВКИН - плазменной струей по способам-аналогам, способу-прототипу и предлагаемому способу. Режимы объемной закалки и плазменного упрочнения были одинаковыми для всех вариантов комплексного упрочнения: - объемная закалка - нагрев до 1220°C и охлаждение в масле; - плазменное упрочнение плазмотроном косвенного действия с секционированной межэлектродной вставкой ППУ-85 [4]: мощность плазменной струи: 32кВт, скорость перемещения плазмотрона: 35м/ч. Температура отпуска (выдержка 1ч) и кратность его выполнения назначалась в соответствии с рассматриваемыми способами упрочнения. Варианты комплексной обработки с различной последовательностью выполнения операций и температурой отпуска приведены в таблице. На упрочненных образцах по известным методикам определялись эксплуатационные свойства твердость по Роквеллу теплостойкость по ГОСТ 19265 - 73, трещиностойкость - динамический коэффициент интенсивности напряжений согласно [4]. Результаты испытаний также приведены в таблице. Испытаниями установлено, что при упрочнении быстрорежущей стали по предлагаемому способу (объемная закалка + плазменное упрочнение + объемный отпуск) при назначении последовательности операций, температуры отпуска и его кратности в предлагаемых пределах обеспечивается повышение трещиностойкости по сравнению с прототипом при сохранении твердости и теплостойкости на достигнутом высоком уровне.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hardening tool from rapid steels
Автори англійськоюSamotuhin Serhii Saveliovych
Назва патенту російськоюСпособ упрочнения инструмента из быстрорежущих сталей
Автори російськоюСамотугин Сергей Савельевич
МПК / Мітки
МПК: C21D 9/22
Мітки: зміцнення, сталей, швидкоріжучих, спосіб, інструменту
Код посилання
<a href="https://ua.patents.su/2-15277-sposib-zmicnennya-instrumentu-z-shvidkorizhuchikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення інструменту з швидкоріжучих сталей</a>
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78, C23C 10/10
Мітки: хромокремневольфрамових, спосіб, сталей, зміцнення
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Моісєєв Владислав Федорович, Антонов Віктор Васильович, Шимко Олена Володимирівна, Заблоцький Володимир Кирилович
МПК: C21D 9/22
Мітки: сталей, середньолегованих, обробки, термічної, спосіб, інструменту
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб зміцнення інструменту з твердих сплавів
Номер патенту: 12597
Опубліковано: 28.02.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: інструменту, зміцнення, спосіб, сплавів, твердих
Формула / Реферат:
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Спосіб обробки сталей
Номер патенту: 12399
Опубліковано: 02.12.1996
Автор: Малінов Леонід Соломонович
МПК: C21D 1/00
Мітки: сталей, обробки, спосіб
Формула / Реферат:
1. Способ обработки сталей, включающий термообработку до увеличения содержания метастабильного аустенита г 25%, отличающийся тем, что дополнительно осуществляют деформационное или термическое воздействие на весь объем или локальные участки, до образования мартенсита напряжения или деформации и получения наклепанного аустенита, способного превращаться в мартенсит при последующем нагружении.2. Способ по п. 1, отличающийся тем, что...
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Малінов Леонід Соломонович, Чейлях Олександр Петрович
Мітки: виробів, термообробки, спосіб, переважно, сталей, нержавіючих
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Попередній патент: Прес-форма
Наступний патент: Пристрій для вимірювання температури
Випадковий патент: Витратомір