Спосіб плоского фрезерування торцевими фрезами
Номер патенту: 40156
Опубліковано: 16.07.2001
Автори: Лоєв Володимир Юхимович, Мельничук Петро Петрович, Громовий Олексій Андрійович, Виговський Георгій Миколайович

Формула / Реферат
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими та чистовими різальними елементами, який відрізняється тим, що найбільшу частину припуску видаляють чорновими різальними елементами, які нерухомо закріплені відносно корпусу фрези, який рухається за коловою траєкторією, після чого чистовий припуск видаляють різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора повздовжньої подачі заготовки.
Текст
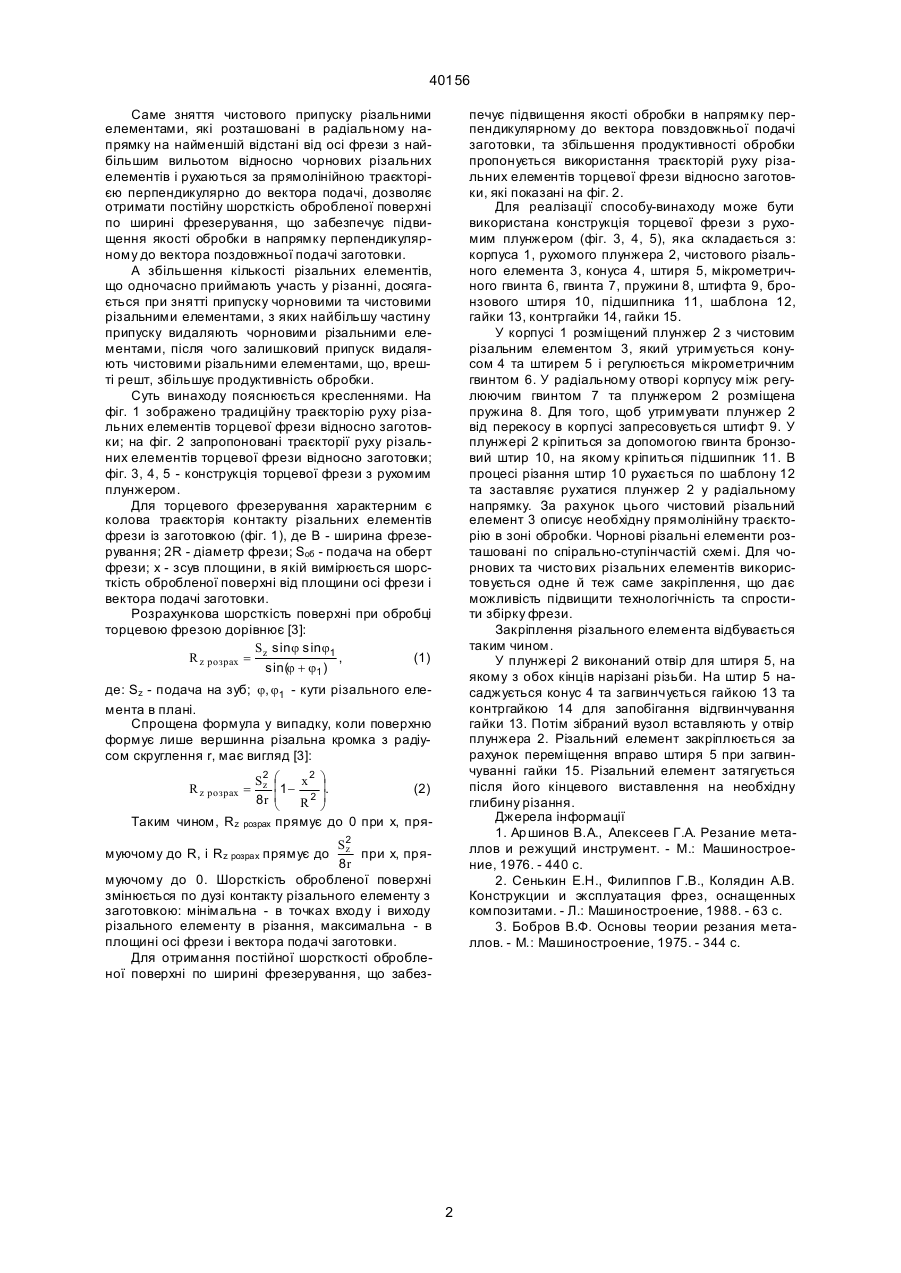
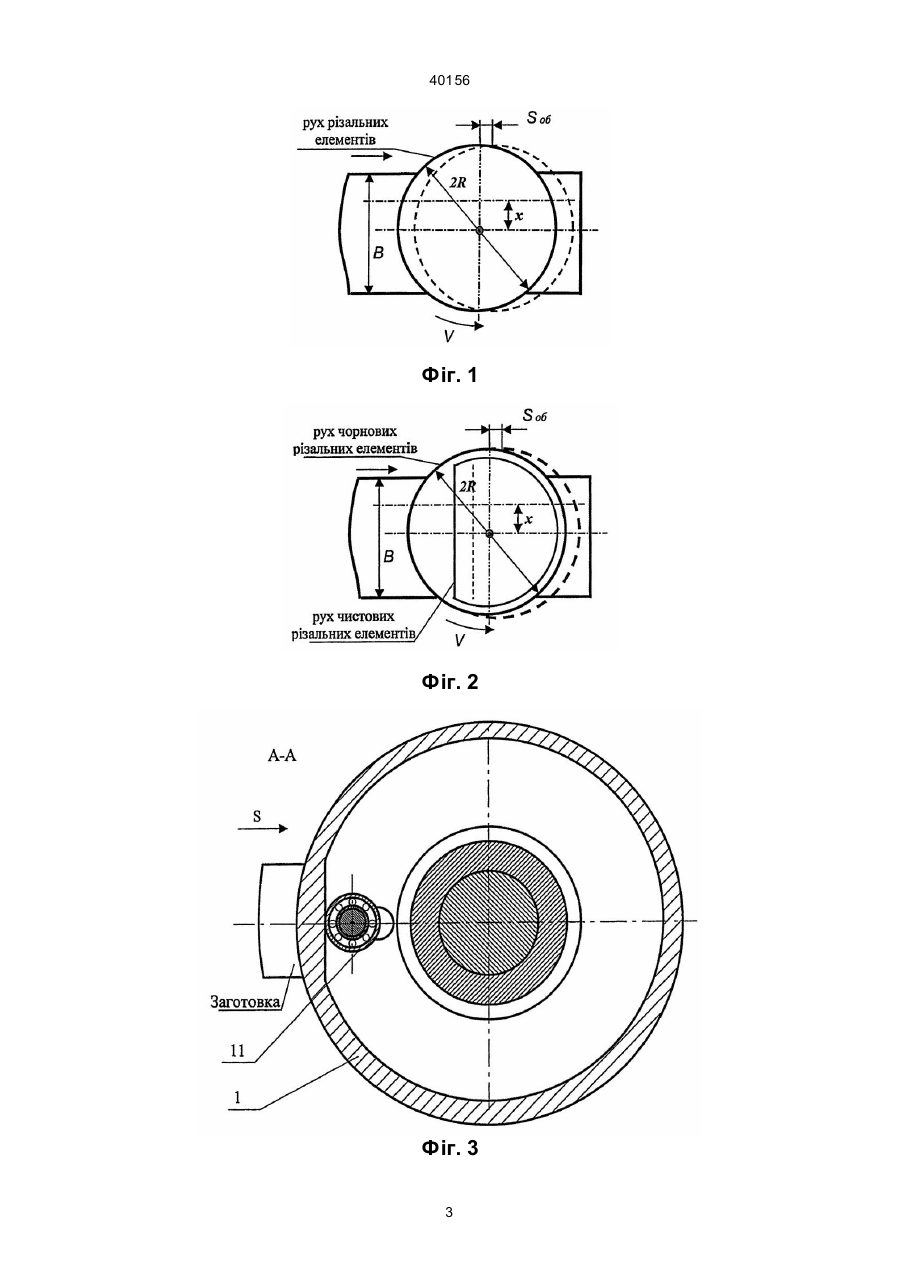
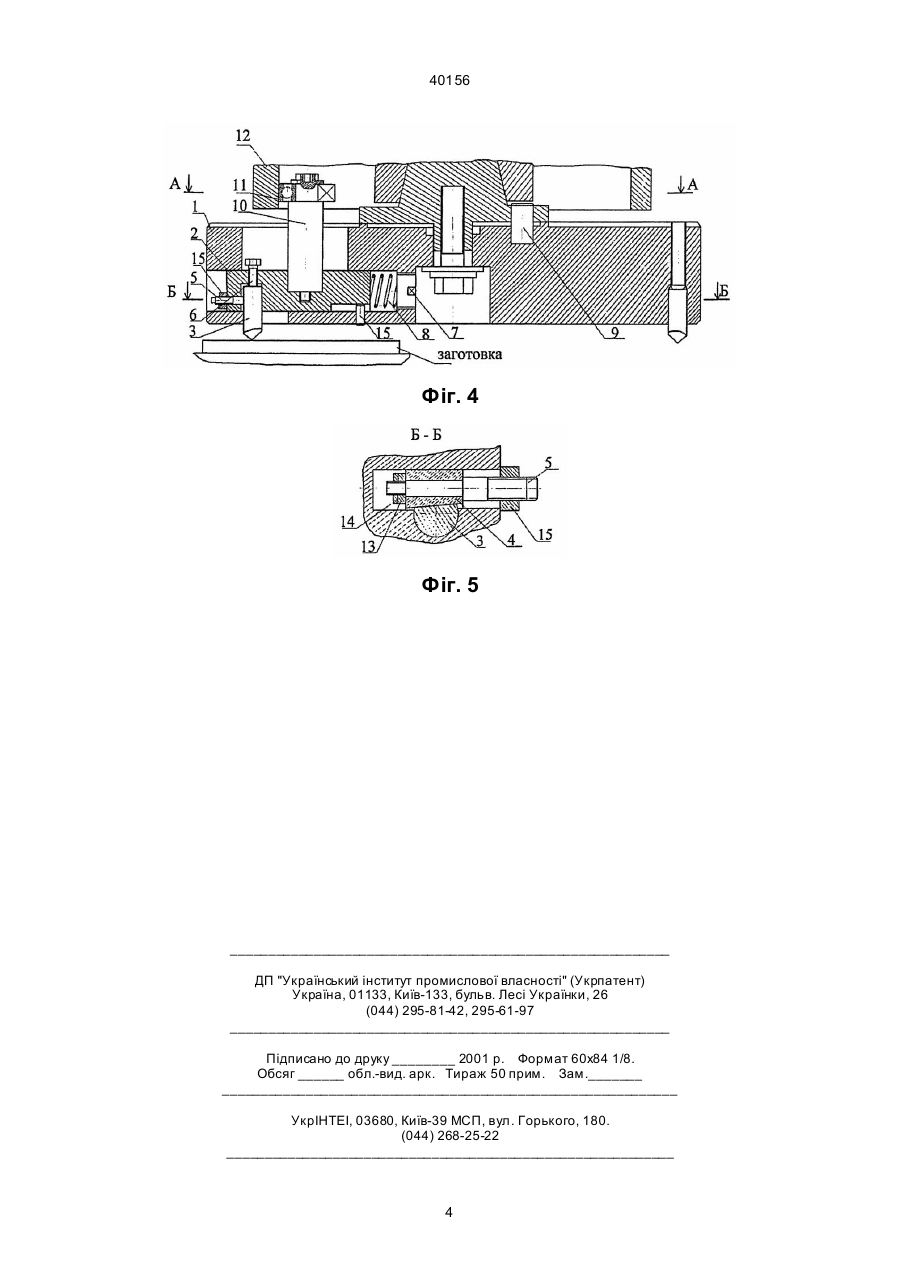
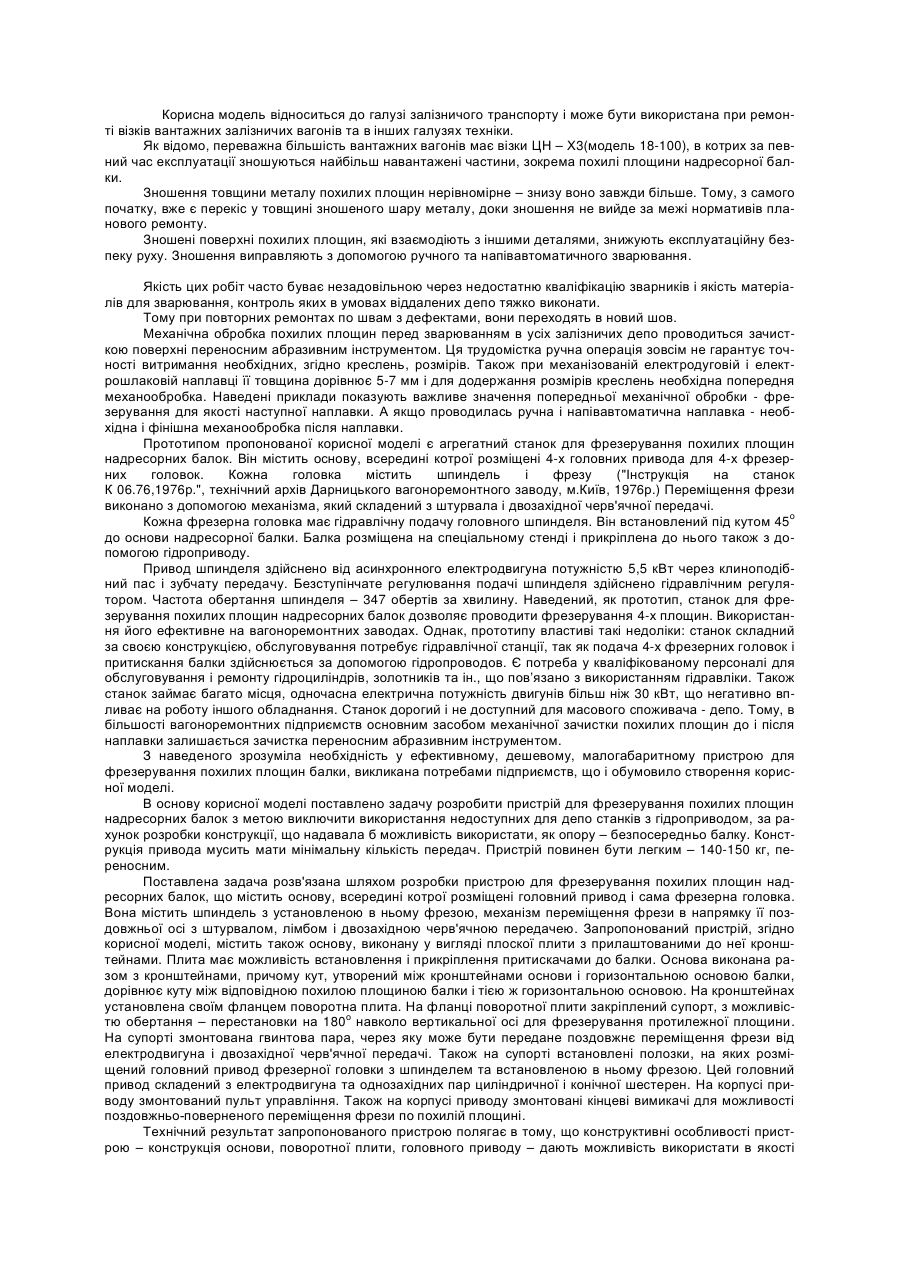
Спосіб плоского фрезерування торцевими фрезами, що включає зняття припуску чорновими 40156 Саме зняття чистового припуску різальними елементами, які розташовані в радіальному напрямку на найменшій відстані від осі фрези з найбільшим вильотом відносно чорнових різальних елементів і рухаються за прямолінійною траєкторією перпендикулярно до вектора подачі, дозволяє отримати постійну шорсткість обробленої поверхні по ширині фрезерування, що забезпечує підвищення якості обробки в напрямку перпендикулярному до вектора поздовжньої подачі заготовки. А збільшення кількості різальних елементів, що одночасно приймають участь у різанні, досягається при знятті припуску чорновими та чистовими різальними елементами, з яких найбільшу частину припуску видаляють чорновими різальними елементами, після чого залишковий припуск видаляють чистовими різальними елементами, що, врешті решт, збільшує продуктивність обробки. Суть винаходу пояснюється кресленнями. На фіг. 1 зображено традиційну траєкторію руху різальних елементів торцевої фрези відносно заготовки; на фіг. 2 запропоновані траєкторії руху різальних елементів торцевої фрези відносно заготовки; фіг. 3, 4, 5 - конструкція торцевої фрези з рухомим плунжером. Для торцевого фрезерування характерним є колова траєкторія контакту різальних елементів фрези із заготовкою (фіг. 1), де В - ширина фрезерування; 2R - діаметр фрези; Sоб - подача на оберт фрези; х - зсув площини, в якій вимірюється шорсткість обробленої поверхні від площини осі фрези і вектора подачі заготовки. Розрахункова шорсткість поверхні при обробці торцевою фрезою дорівнює [3]: S sinj sinj1 R z розрах = z , (1) sin(j + j1 ) печує підвищення якості обробки в напрямку перпендикулярному до вектора повздовжньої подачі заготовки, та збільшення продуктивності обробки пропонується використання траєкторій руху різальних елементів торцевої фрези відносно заготовки, які показані на фіг. 2. Для реалізації способу-винаходу може бути використана конструкція торцевої фрези з рухомим плунжером (фіг. 3, 4, 5), яка складається з: корпуса 1, рухомого плунжера 2, чистового різального елемента 3, конуса 4, штиря 5, мікрометричного гвинта 6, гвинта 7, пружини 8, штифта 9, бронзового штиря 10, підшипника 11, шаблона 12, гайки 13, контргайки 14, гайки 15. У корпусі 1 розміщений плунжер 2 з чистовим різальним елементом 3, який утримується конусом 4 та штирем 5 і регулюється мікрометричним гвинтом 6. У радіальному отворі корпусу між регулюючим гвинтом 7 та плунжером 2 розміщена пружина 8. Для того, щоб утримувати плунжер 2 від перекосу в корпусі запресовується штифт 9. У плунжері 2 кріпиться за допомогою гвинта бронзовий штир 10, на якому кріпиться підшипник 11. В процесі різання штир 10 рухається по шаблону 12 та заставляє рухатися плунжер 2 у радіальному напрямку. За рахунок цього чистовий різальний елемент 3 описує необхідну прямолінійну траєкторію в зоні обробки. Чорнові різальні елементи розташовані по спірально-ступінчастій схемі. Для чорнових та чисто вих різальних елементів використовується одне й теж саме закріплення, що дає можливість підвищити технологічність та спростити збірку фрези. Закріплення різального елемента відбувається таким чином. У плунжері 2 виконаний отвір для штиря 5, на якому з обох кінців нарізані різьби. На штир 5 насаджується конус 4 та загвинчується гайкою 13 та контргайкою 14 для запобігання відгвинчування гайки 13. Потім зібраний вузол вставляють у отвір плунжера 2. Різальний елемент закріплюється за рахунок переміщення вправо штиря 5 при загвинчуванні гайки 15. Різальний елемент затягується після його кінцевого виставлення на необхідну глибину різання. Джерела інформації 1. Ар шинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. - М.: Машиностроение, 1976. - 440 с. 2. Сенькин Е.Н., Филиппов Г.В., Колядин А.В. Конструкции и эксплуатация фрез, оснащенных композитами. - Л.: Машиностроение, 1988. - 63 с. 3. Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975. - 344 с. де: Sz - подача на зуб; j, j1 - кути різального елемента в плані. Спрощена формула у випадку, коли поверхню формує лише вершинна різальна кромка з радіусом скруглення r, має вигляд [3]: 2 ö æ ç 1- x ÷. (2) ç R2 ÷ è ø Таким чином, Rz розрах прямує до 0 при х, пря R z розрах = S2 z 8r S2 z при х, пря8r муючому до 0. Шорсткість обробленої поверхні змінюється по дузі контакту різального елементу з заготовкою: мінімальна - в точках входу і виходу різального елементу в різання, максимальна - в площині осі фрези і вектора подачі заготовки. Для отримання постійної шорсткості обробленої поверхні по ширині фрезерування, що забез муючому до R, і Rz розрах прямує до 2 40156 Фіг. 1 Фіг. 2 Фіг. 3 3 40156 Фіг. 4 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deck milling by face mills
Автори англійськоюVyhovskyi Heorhii Mykolaiovych, Hromovyi Oleksii Andriiovych, Loiev Volodymyr Yukhymovych, Melnychuk Petro Petrovych
Назва патенту російськоюСпособ плоского фрезерования торцовыми фрезами
Автори російськоюВыговский Георгий Николаевич, Громовой Алексей Андреевич, Лоев Владимир Ефимович, Мельничук Петр Петрович
МПК / Мітки
МПК: B23C 3/00
Мітки: фрезерування, плоского, торцевими, спосіб, фрезами
Код посилання
<a href="https://ua.patents.su/4-40156-sposib-ploskogo-frezeruvannya-torcevimi-frezami.html" target="_blank" rel="follow" title="База патентів України">Спосіб плоского фрезерування торцевими фрезами</a>
Пристрій для фрезерування похилих площин надресорних балок
Номер патенту: 747
Опубліковано: 15.03.2001
Автори: Багнюк Олександр Михайлович, Кордунян Володимир Іванович, Войтович Микола Іванович, Паршиков Юрій Васильович, Гринюк Валерій Степанович, Войтенко Володимир Федорович
МПК: B23C 3/00
Мітки: фрезерування, похилих, пристрій, балок, надресорних, площин
Формула / Реферат:
Пристрій для фрезерування похилих площин надресорних балок, що містить основу, всередині якої розміщені головний привід і фрезерна головка з шпинделем і встановленою в ньому фрезою, механізм переміщення фрези по осі з штурвалом, лімбом і двозахідною черв'ячною передачею, який відрізняється тим, що основа виконана у вигляді плоскої плити з прилаштованими до неї кронштейнами з можливістю встановлення плити на верхній . поверхні надресорної...
Спосіб отримання плоского прокату з малопластичних сталей і сплавів
Номер патенту: 8258
Опубліковано: 29.03.1996
Автори: Полухін Пйотр Івановіч, Колосов Александр Фйодоровіч, Гусєв Дмітрій Івановіч, Полухін Владімір Пєтровіч, Брінза Вячєслав Владіміровіч, Воронцов Вячєслав Константіновіч, Бойко Владімір Фйодоровіч
МПК: B21B 1/38
Мітки: сплавів, спосіб, прокату, плоского, малопластичних, сталей, отримання
Формула / Реферат:
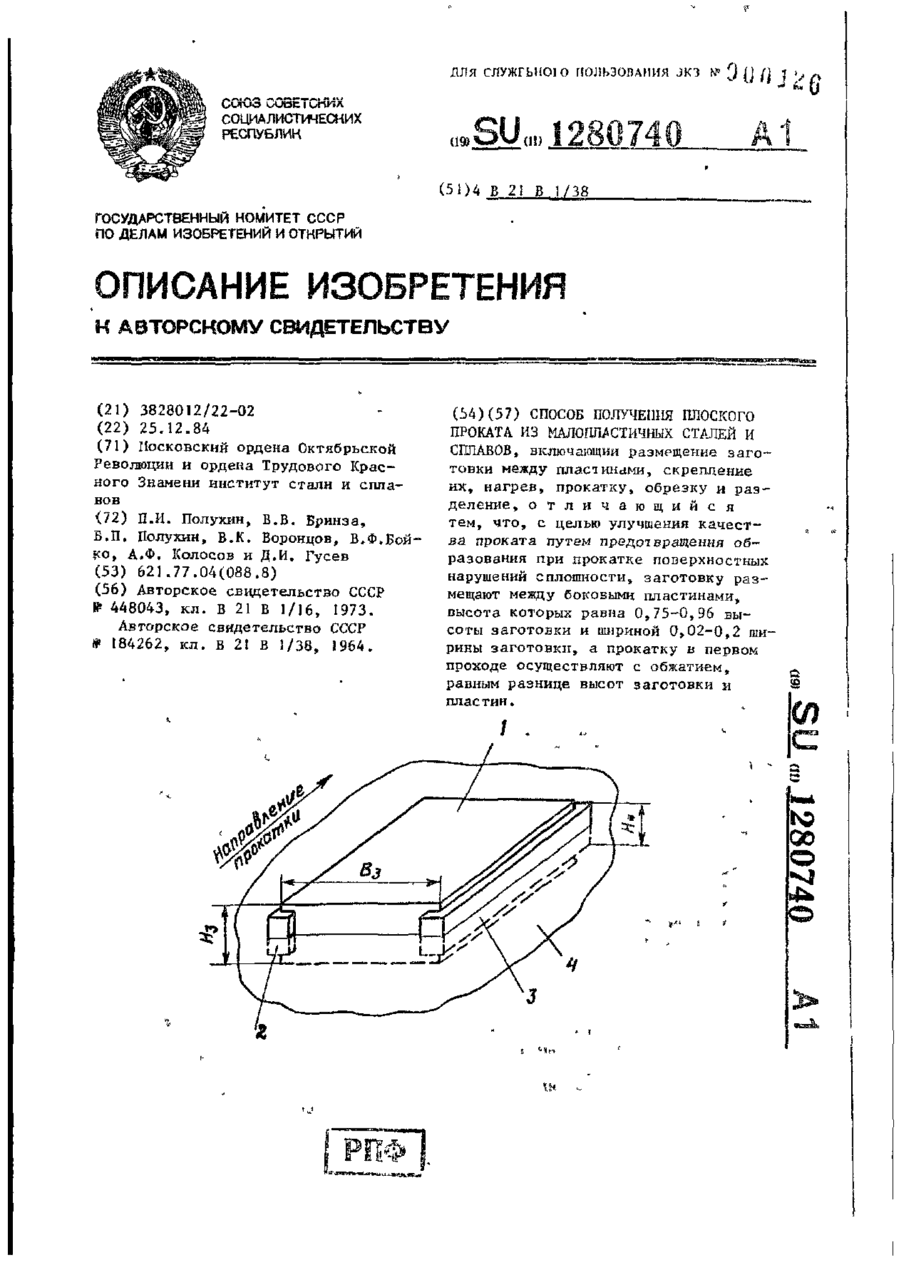
Способ получения плоского проката из малопластичных сталей и сплавов, включающий размещение заготовки между пластинами, скрепление их, нагрев, прокатку, обрезку и разделение, отличающийся тем, что, с целью улучшения качества проката путем предотвращения образования при прокатке поверхностных нарушений сплошности, заготовку размещают между боковыми пластинами, высота которых равна 0,75-0,96 высоты заготовки и шириной 0,02-0,2 ширины...
Спосіб фрезерування фасонних деталей
Номер патенту: 14665
Опубліковано: 20.01.1997
Автор: Хмельницький Юрій Володимирович
МПК: B23C 3/00
Мітки: фрезерування, фасонних, деталей, спосіб
Формула / Реферат:
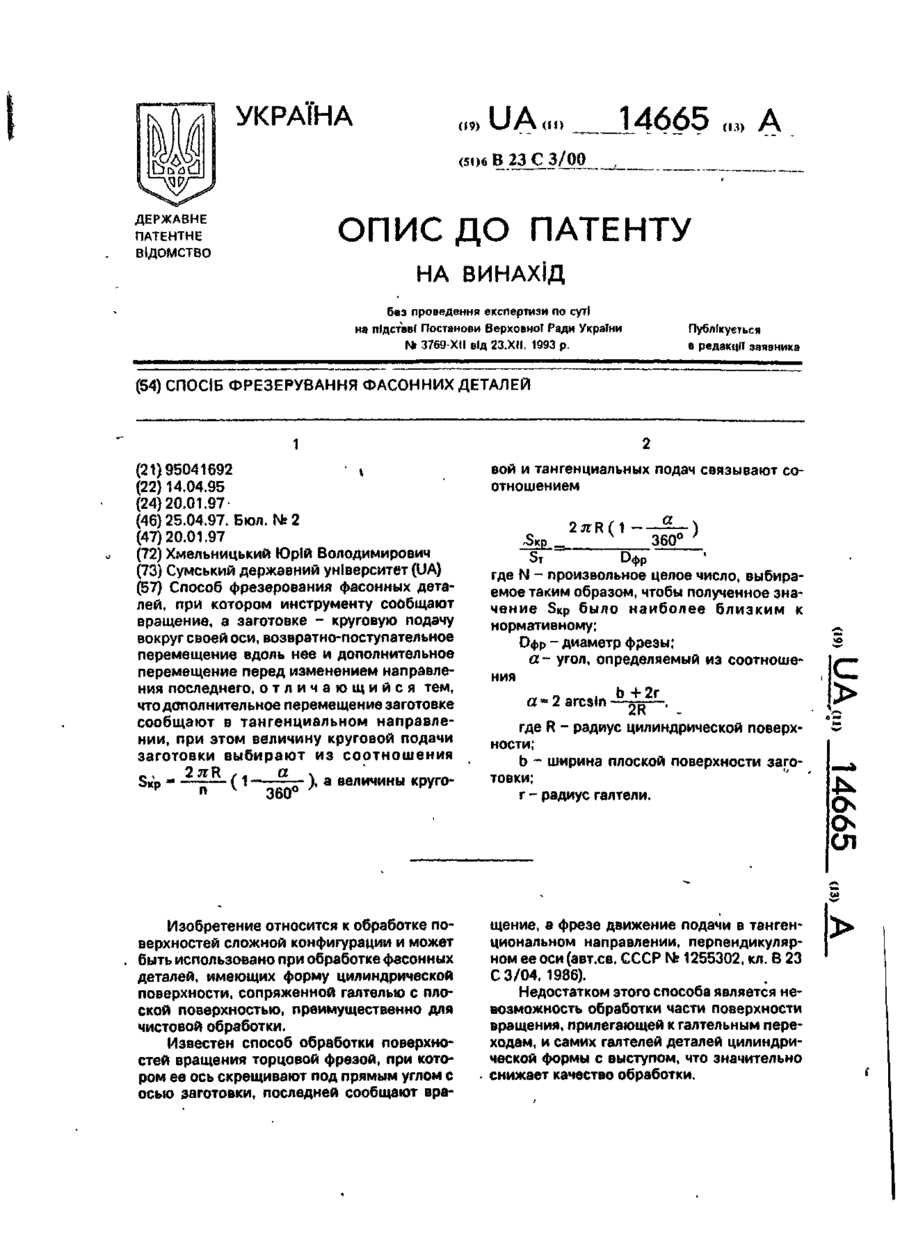
Способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением направления последнего, отличающийся тем, что дополнительное перемещение заготовке сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношенияа величины...
Асинхронний двигун з торцевими дисковими феромагнітними екранами фрагментів роторного контуру
Номер патенту: 530
Опубліковано: 15.09.2000
Автори: Борисенко Валерій Євгенович, Красношапка Наталія Дмитровна
МПК: H02K 17/16
Мітки: торцевими, асинхронний, роторного, феромагнітними, фрагментів, контуру, дисковими, екранами, двигун
Формула / Реферат:
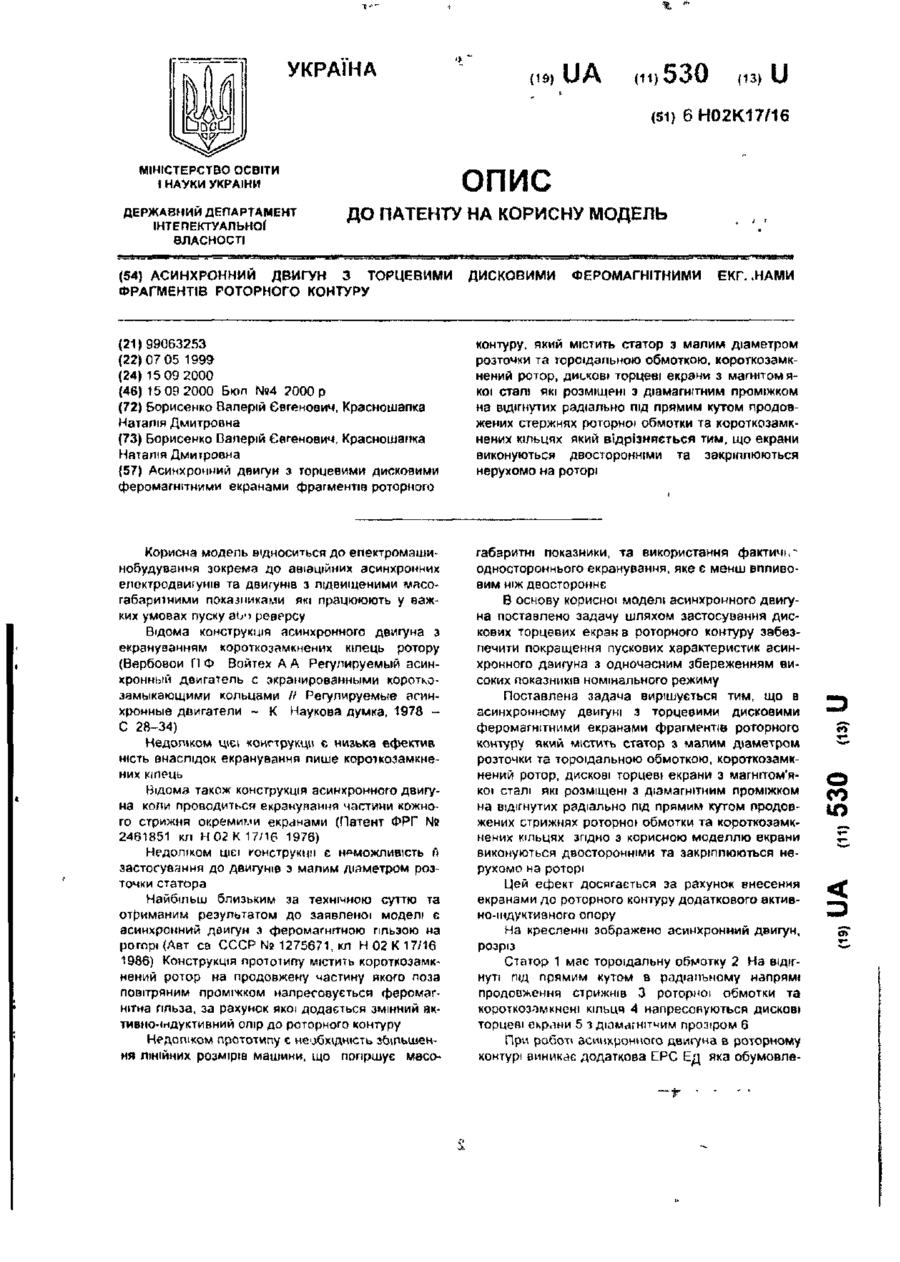
Асинхронний двигун з торцевими дисковими феромагнітними екранами фрагментів роторного контуру, який містить статор з малим діаметром розточки та тороїдальною обмоткою, короткозамкнений ротор, дискові торцеві екрани з магнітом'якої сталі, які розміщені з діамагнітним проміжком на відігнутих радіально під прямим кутом продовжених стержнях роторної обмотки та короткозамкнених кільцях, який відрізняється тим, що екрани виконуються двосторонніми...
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Грицай Ігор Євгенович, Гуліда Едуард Миколайович, Махоркін Євген Миколайович, Афтаназів Іван Семенович
МПК: B23F 5/00
Мітки: обробки, коліс, зубчастих, шліцьових, поверхонь, спосіб
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Попередній патент: Спосіб фіксації незнімних конструкцій зубних протезів
Наступний патент: Спосіб одержання електричної енергії із регенеративної, утвореної з рослин, біомаси і пристрій для реалізації способу (варіанти)
Випадковий патент: Спосіб удосконалення поживного середовища за кобальтом для біотехнології культивування spirulina platensis