Спосіб фрезерування фасонних деталей
Формула / Реферат
Способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением направления последнего, отличающийся тем, что дополнительное перемещение заготовке сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношения
а величины круговой и тангенциальных подач связывают соотношением
где N - произвольное целое число, выбираемое таким образом, чтобы полученное значение Sкр было наиболее близким к нормативному;
Dфр - диаметр фрезы;
а - угол, определяемый из соотношения
где R - радиус цилиндрической поверхности;
b - ширина плоской поверхности заготовки;
r - радиус галтели.
Текст
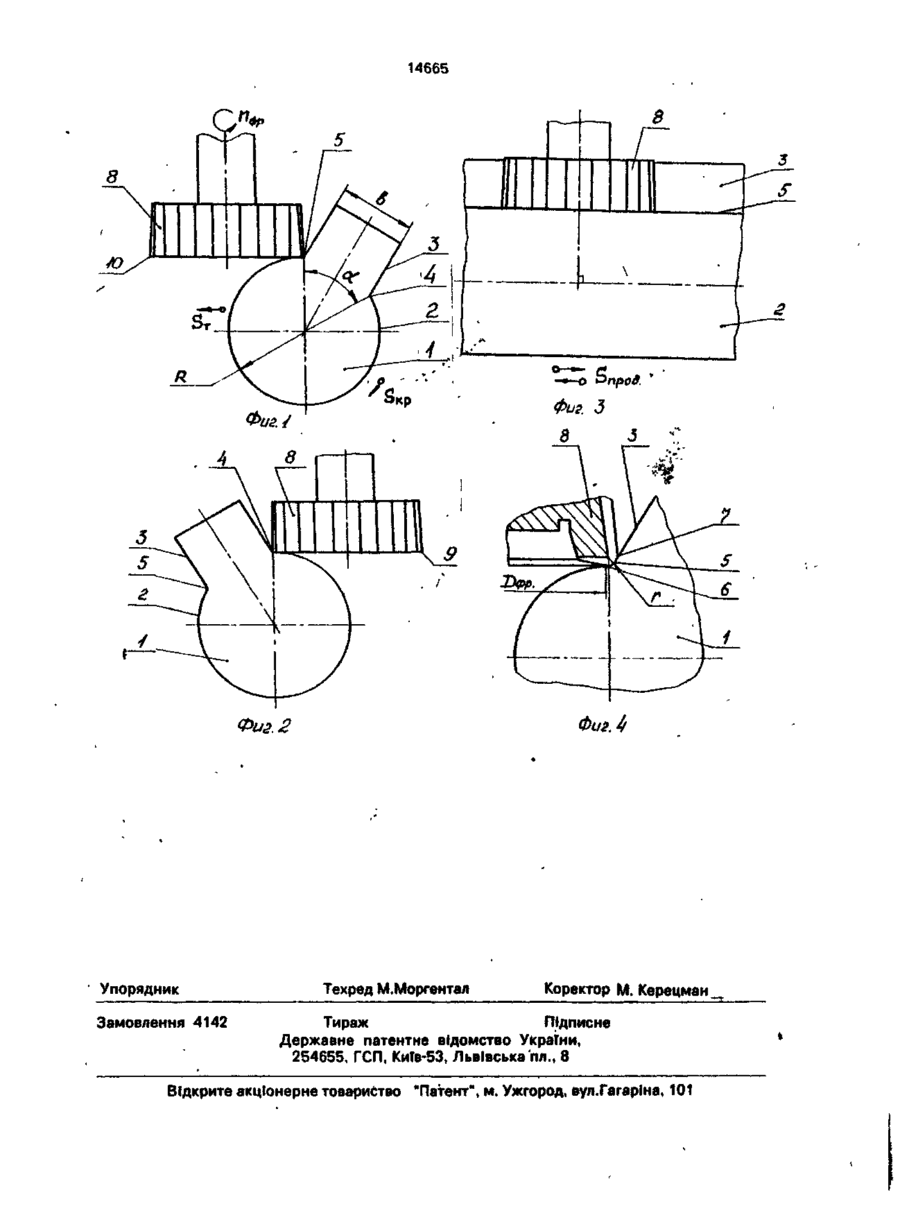
Способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением направления последнего, о т л и ч а ю щ и й с я тем, что дополнительное перемещение заготовке сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношения SKD Я ——— ( 1 ———— ). з величины кругові v 360 вой и тангенциальных подач связывают соотношением 360° где N - произвольное целое число, выбираемое таким образом, чтобы полученное значение SKp было наиболее близким к нормативному; Рфр - диаметр фрезы; а - угол, определяемый из соотношения b +2r arcsln 2R где R - радиус цилиндрической поверхности; b - ширина плоской поверхности заготовки; г - радиус галтели. С > ON Os СЛ Изобретение относится к обработке поверхностей сложной конфигурации и может быть использовано при обработке фасонных деталей, имеющих форму цилиндрической поверхности, сопряженной галтелью с плоской поверхностью, преимущественно для чистовой обработки. Известен способ обработки поверхностей вращения торцовой фрезой, при котором ее ось скрещивают под прямым углом с осью заготовки, последней сообщают вра щение, а фрезе движение подачи в тэнгенциональном направлении, перпендикулярном ее оси (авт.св. СССР № 1255302, кл. В 23 С 3/04, 1986). Недостатком этого способа является невозможность обработки части поверхности вращения, прилегающей к галтельным переходам, и самих галтелей деталей цилиндрической формы с выступом, что значительно снижает качество обработки. 14665 Известен также способ фрезерования фасонных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение 5 вдоль нее и дополнительное перемещение перед изменением направления перемещения заготовки (авт.св. СССР № 1028436, кл. В 23 С 3/08, 1983). Указанный способ является наиболее 10 близким к настоящему изобретению по технической сущности и достигаемому эффекту в результате чего и принят в качестве прототипа. Однако при осуществлении данного 15 способа с характерным для него сочетанием движений также не обеспечивается обработка той части поверхности вращения, которая прилегает к галтелям и самих галтелей деталей цилиндрической формы с выступом, 20 что отрицательно сказывается на качестве обработки фасонных деталей и снижает технологические возможности способа. В основу изобретения поставлена задача усовершенствования технологии обра- 25 ботки деталей, имеющих форму цилиндрической поверхности, сопряженной галтелью с плоской поверхностью, в которой за счет изменения характера движения заготовки обеспечивается последовательное со- 30 вмещение с режущей кромкой инструмента обеих галтельных переходов при одновременном сохранении постоянным расстояния оси вращения заготовки до торца инструмента, осуществляя за счет этого пол- 35 ную обработку детали при высоком качестве поверхности, и расширяя тем самым технологические возможности способа. Поставленная задача решается тем, что в известном способе фрезерования фасон- 40 ных деталей, при котором инструменту сообщают вращение, а заготовке - круговую подачу вокруг своей оси, возвратно-поступательное перемещение вдоль нее и дополнительное перемещение перед изменением 45 направления последнего, согласно изобретению, дополнительное перемещение заготовки сообщают в тангенциальном направлении, при этом величину круговой подачи заготовки выбирают из соотношения S0 где N - произвольное целое число, выбираемое таким образом, чтобы полученное значение SKP было наиболее близким к нормативному; Ифр - диаметр фрезы; а- угол, определяемый из соотношения b +2r a=2arcsln 2R где R - радиус цилиндрической поверхности; b - ширина плоской поверхности заготовки; г - радиус галтели. Использование заявляемого способа в совокупности со всеми существенными признаками, включая отличительные, где дополнительное перемещение заготовке сообщают в тангенциальном направлении, причем величину тангенциальной подачи согласуют с величиной круговой подачи заготовки в заданном соотношении, полученным расчетно-экспериментальным путем, позволяет обеспечивать постоянным расстояние оси вращения заготовки до торца фрезы, что является обязательным условием полной обработки круглой цилиндрической поверхности, и иметь возможность в начальной стадии обрабатывать один галтельный переход, затем поверхность круглого цилиндра, а в конечной стадии процесса - второй галтельный переход. Причем для обработки двух галтелей соответственно использовать обе стороны поперечного профиля фрезы, перемещая заготовку постепенно от одного из них к другому (тангенциальное движение). Если величины круговой и тангенциальных подач не выдержаны в заданном соотношении, то либо один из галтельных переходов останется необработанным, либо в конце обработки левый участок профиля фрезы врежется в нижнюю часть выступа, т.е. в том и другом случае поставленная задача не будет достигнута. Таким образом, осуществление заявляемого способа позволит значительно улучшить качество обработки фасонных деталей, расширит технологические возможности его применения. На фиг.1 представлена схема обработки S*p =* — - — ( 1 -* — ), а величины кругозаготовки на начальной стадии процесса; на фиг.2 - то же, но в конечной стадии; на фиг.З вой и тангенциальных подач связывают со- взаимное расположение заготовки и инстотношением 55 румента в плоскости продольной подачи заготовки; на фиг.4 - обработка галтеяьного ае перехода. 360 Заготовка 1 в поперечном сечении имеет форму круга (его части) 2 радиуса R с выступом 3 ширимой Ь. В местах сопряже 14665 ния выступа 3 с кругом 2 образуются галтельные переходы 4 и 5. Эти переходы могут быть выполнены, в частности, по дуге окружности радиуса г (фиг.4). Дуга начинается в точке 6 (общей точке галтели 5 и круга 2) и 5 заканчивается в точке 7 (общей точке галтели 5 и выступа 3). Аналогично выглядит и галтель 4. Торцовая среза 8 в начале обработки располагается таким образом, что ее режу- 10 щая кромка совмещается с галтельным переходом 5, а торец располагается в плоскости, след которой - суть касательная к окружности 2 в точке 6. Кроме того, в плоскости продольного сечения заготовки 1 ось 15 фрезы 8 скрещивают под прямым углом с осью заготовки 1 (фиг.З). Положение фрезы 8 в процессе обработки не меняется. Если в начальной стадии обработки правый участок 9 профиля фрезы 8 совмещается с левым 20 галтельным переходом 5, производя его обработку, то в конце обработки левый участок 10 профиля фрезы 8 совмещается с правым галтельным переходом 4 (фиг.1 и 2). В промежутке между этими этапами происходит 25 обработка цилиндрической поверхности 2 заготовки 1. В процессе обработки фреза 8 вращается вокруг своей оси с частотой Пфр, определяемой необходимой скоростью резания. 30 Заготовке 1 сообщают возвратно-поступательное перемещение со скоростью продольной подачи Бпрод. вдоль ее оси. В тот момент, когда реверсируется продольная подача заготовки 1, ей сообщают поворот 35 вокруг ее оси на величину круговой подачи SKP И дополнительное перемещение в тан- генциа іьном направлении (вдоль торца фре- • зы 8) на величину подачи ST. И так далее до полной обработки участка поверхности 2. 40 Для того, чтобы в начале обработки были совмещены участки 5 заготовки и 9 профиля фрезы 8 необходимо соблюсти два условия. Во-первых, величина круговой подачи SKp должна быть кратна длине дуги радиуса R 45 между точками 6 галтелей 4 и 5. Иными словами SKP п а v )• 360° где N - произвольное целое число выбирают таким образом, чтобы полученное значение SKP было возможно близким к нормативному. а- угол, определяемый из соотношения b+2r 2R • Во-вторых, должно быть выдержано определенное соотношение между величинами подач SKp И ST. ОНО равно а ST Dp 360 е ) где D ^ p - д и а м е т р п л о с к о г о т о р ц а фрезы 8. Д а н н ы е с о о т н о ш е н и я получены расчетно-экспериментальным п у т е м , и являются обязательной с о с т а в н о й частью п р е д л а г а е мого способа. Если о н о н е будет в ы д е р ж а н о , то либо о д и н и з галтельноїх п е р е х о д о в останется н е о б р а б о т а н н ы м , в д а н н о м случае, это будет правый п е р е х о д 5, л и б о в к о н ц е о б р а ботки левый участок 1 0 профиля фрезы 8 врежется в н и ж н ю ю часть выступа 3 . П р е д л а г а е м ы й с п о с о б м о ж е т быть р е а лизован в известных к о н с т р у к ц и я х у н и в е р сальных в е р т и к а л ь н о - ф р е з е р н ы х с т а н к о в , снабженных приспособлением, которое обеспечивает периодический поворот заготовки. Таким приспособлением может быть поворотный стол с горизонтальной осью вращения или делительная головка. Стол с установленной на нем заготовкой в процессе обработки совершает возвратно-поступательное перемещение в направлении продольной подачи и периодическое поперечное движение (тангенциальная подача ST). Таким образом, применение данного способа для обработки фасонных деталей позволяет повысить качество при обработке поверхности вращения, которая прилегает к галтелям и самих галтелей деталей цилиндрической формы с выступом. I 14665 В Фиг. Фиг, 2 Упорядник Замовлення 4142 Техред М.Моргентал Коректор М. Керецман Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл м 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюKhmelnytskyi Yurii Volodymyrovych
Автори російськоюХмельницкий Юрий Владимирович
МПК / Мітки
МПК: B23C 3/00
Мітки: спосіб, деталей, фрезерування, фасонних
Код посилання
<a href="https://ua.patents.su/4-14665-sposib-frezeruvannya-fasonnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб фрезерування фасонних деталей</a>
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Тільга Степан Сергійович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Дідківський Олександр Володимирович, Ашимов Марат Ашимович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: заготовки, обробки, спосіб, механічної, виробу, прокатного
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб заготовлення деталей покришок пневматичних шин
Номер патенту: 3436
Опубліковано: 27.12.1994
Автори: Гітніков Ара Гершович, Скорняков Едуард Сергійович, Єрохін Олександр Петрович, Нечипоренко Олександр Григорович, Смірнов Олександр Генадійович, Глебік Микола Михайлович
МПК: B29D 30/38
Мітки: пневматичних, покришок, деталей, спосіб, заготовлення, шин
Формула / Реферат:
Способ заготовки деталей покрышек пневматических шин, при котором подаваемую полосу обрезиненного корда разрезают под требуемым углом к расположению нитей корда на заготовки заданной длины, перемещают их плоскопараллельно, разворачивают заготовки до угла, соответствующего заданному углу расположения нитей корда в состыкованных заготовках, и стыкуют их по продольным кромкам с получением длинномерной заготовки детали покрышки, отличающийся...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: спосіб, пружинних, виготовлення, деталей
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Спосіб випробування на міцність кінцевої фрези
Номер патенту: 231
Опубліковано: 30.04.1993
Автори: Ніколаєнко Олег Павлович, Ніколаєнко Юлій Павлович
МПК: G01N 3/58
Мітки: кінцевої, міцність, фрези, випробування, спосіб
Формула / Реферат:
Способ испытания на прочность концевой фрезы, заключающийся в том, что осуществляют резание заготовки при постоянных скорости резания и подачи, подачу направляют к обрабатываемой поверхности под углом, величину которого выбирают в зависимости от требуемого характера изменения нагрузки, отличающийся тем, что, с целью обеспечения испытания на прочность концевой фрезы с большой длиной режущей части, резание заготовки осуществляют до...
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович
МПК: B21D 7/00
Мітки: спосіб, деталей, виготовлення
Формула / Реферат:
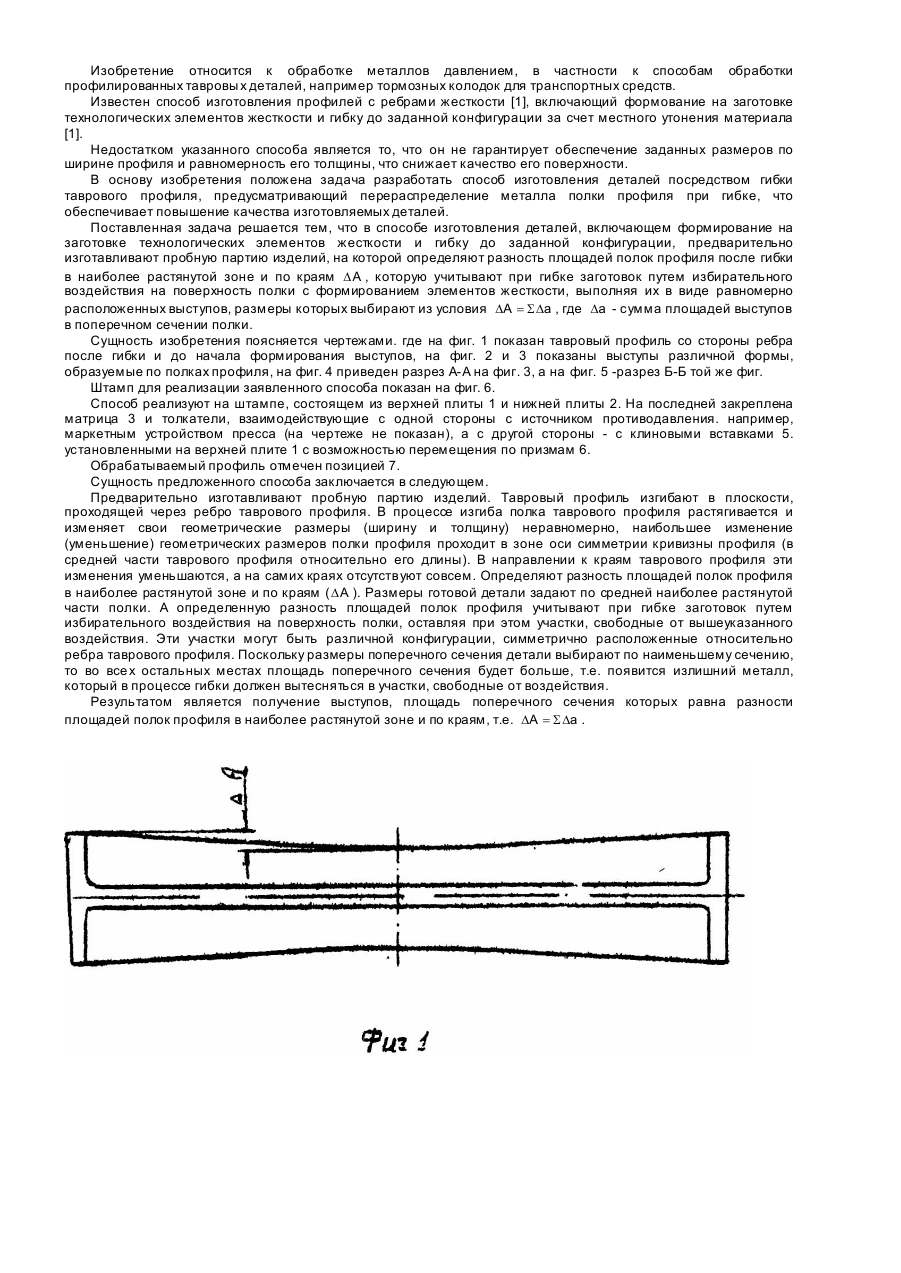
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Попередній патент: Спосіб одержання білкового гідролізату з крові великої рогатої худоби
Наступний патент: Прес бодрова-юдакова для віджимання олії
Випадковий патент: Канал вимірювання радіальної швидкості літальних апаратів з можливістю формування та обробки зображення ла