Спосіб одержання профільних заготовок для осей рухомого складу
Номер патенту: 41070
Опубліковано: 12.05.2009
Автори: Лоза Володимир Васильович, Логозинський Ігор Миколайович, Сальніков Анатолій Семенович, Тумко Олександр Миколайович, Севастьянов Юрій Петрович
Формула / Реферат
Спосіб одержання профільних заготовок для осей рухомого складу, що включає виплавку сталі в електропечі, позапічне рафінування на установці "піч-ківш", вакуумування розплаву та кінцеве розкислення сталі, розливання сталі в злитки, прокатку злитків на проміжні осьові заготовки, уповільнене охолодження осьових заготовок та їх наступне нагрівання під кування з одержанням профільних заготовок, нормалізацію та виправлення профільних заготовок, який відрізняється тим, що перед вакуумуванням у розплав додатково вводять титан, а після вакуумування розплаву вводять кальцій, при цьому вміст титану та кальцію в сталі становить, мас. %: 0,012-0,030 та 0,0010-0,0020 відповідно, а виправлення профільних заготовок сполучають з процесом нормалізації, причому виправлення заготовок здійснюють при охолодженні заготовок, при цьому температура закінчення процесу виправлення становить 700-600 °С.
Текст
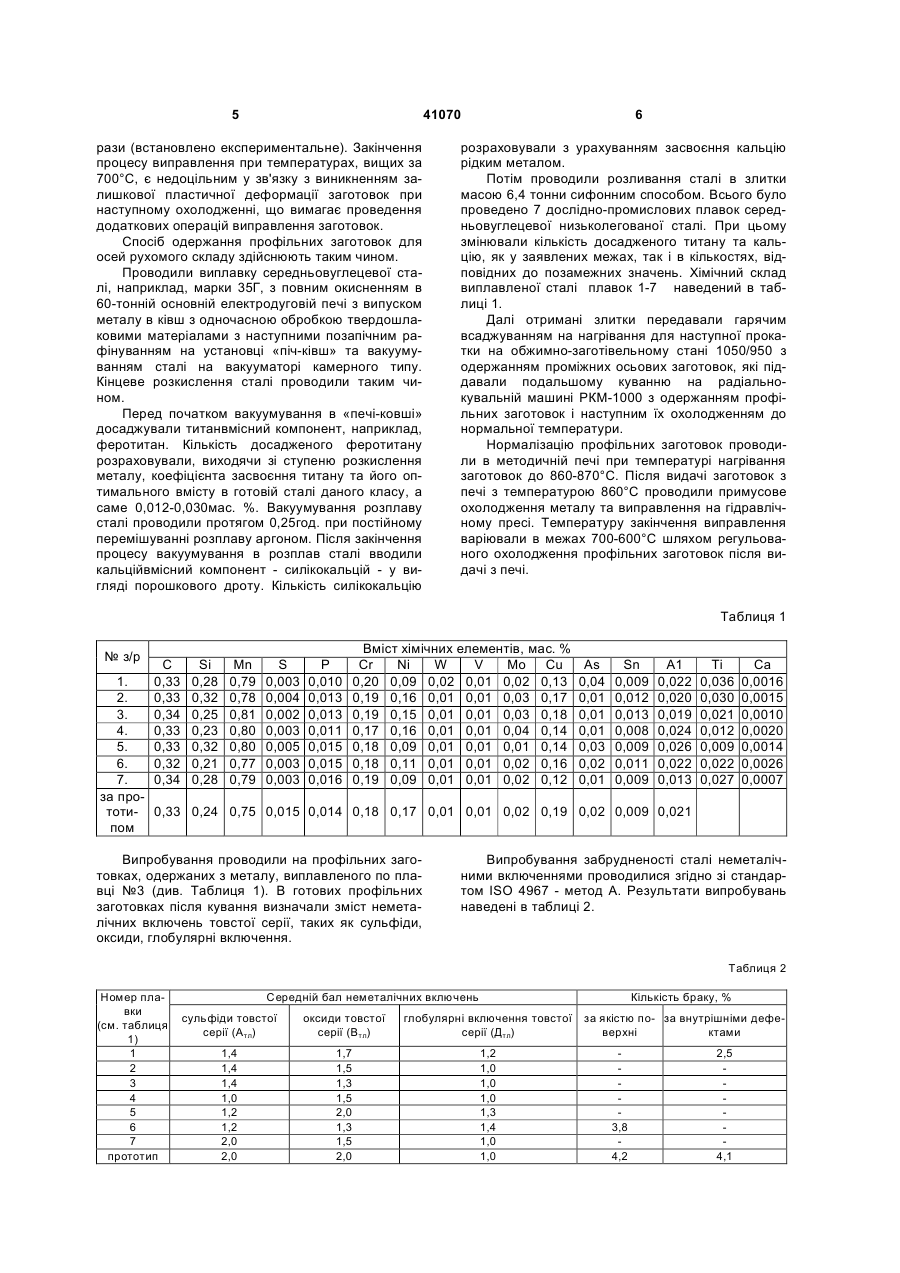
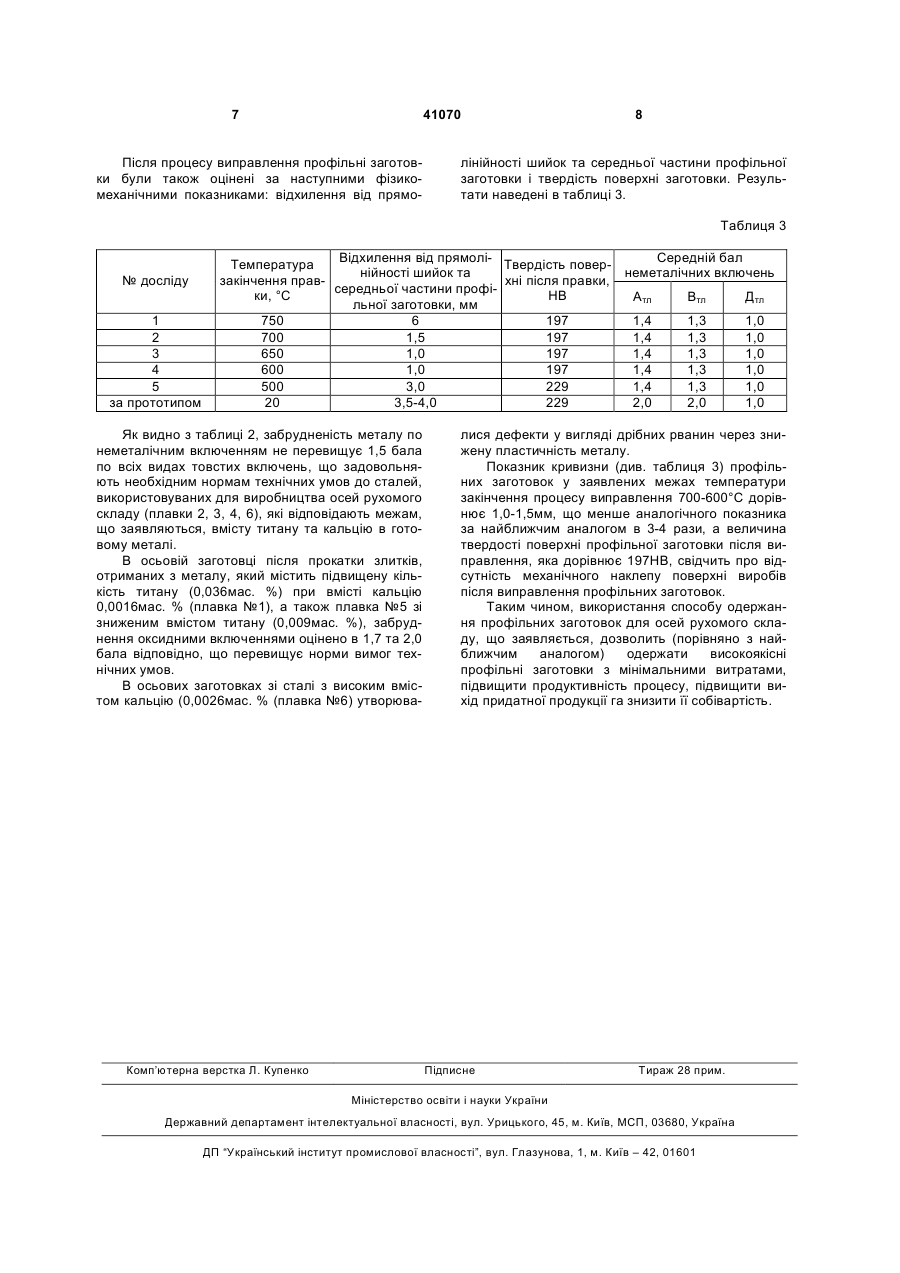
Спосіб одержання профільних заготовок для осей рухомого складу, що включає виплавку сталі в електропечі, позапічне рафінування на установці "піч-ківш", вакуумування розплаву та кінцеве роз 3 ратур по перетину заготовок відбувається їх деформування. Це викликане структурними перетвореннями в металі, що супроводжуються різними по величині об'ємними змінами, які викликають залишкову пластичну деформацію металу. Такі заготовки піддають наступному багаторазовому (холодному ) виправленню при нормальних умовах. Процес виправлення е досить праце- і енергоємним, а поверхневий наклеп, який має місце при холодному виправленні, погіршує умови подальшої механічної обробки профільних заготовок, що значно підвищує енергоємність процесу. В основу корисної моделі поставлена задача вдосконалення способу одержання профільних заготовок для осей рухомого складу шляхом введення нових режимів розкислення сталі, а також виправлення готових профільних заготовок, які сприяють підвищенню розкислення металу, технологічності виробничого процесу, що забезпечує поліпшення якості сталі, підвищення виходу придатної продукції та зниження питомих витрат. Поставлена задача вирішується тим, що в способі одержання профільних заготовок для осей рухомого складу, який включає виплавку сталі в електропечі, позапічне рафінування на установці «піч-ківш», вакуумування розплаву та кінцеве розкислення сталі, розливання сталі в злитки, прокатку злитків на проміжні осьові заготовки, уповільнене охолодження осьових заготовок та їх наступне нагрівання під кування з одержанням профільних заготовок, нормалізацію та виправлення профільних заготовок, новим, відповідно до корисної моделі, є то, що перед вакуумуванням у розплав додатково вводять титан, а після вакуумування розплаву вводять кальцій, при цьому вміст титану та кальцію в сталі становить, мас. %: 0,012-0,030 та 0,0010-0,0020 відповідно, а виправлення профільних заготовок поєднують з процесом нормалізації, причому виправлення заготовок здійснюють при охолодженні заготовок, при цьому температура закінчення процесу виправлення становить 700-600°С. Причинно-наслідковий зв'язок між сукупністю суттєвих ознак способу та технічним результатом, що досягається, полягає в наступному. Введення титану в розплав сталі перед процесом вакуумування сприяє більш повному виведенню кисню зі сталі, а також ефективному видаленню в шлакову фазу первинних великих неметалічних включень у процесі вакуумування, який проводиться при одночасному перемішуванні розплаву аргоном. Крім того, титан утворює додаткові центри - зародки у вигляді дрібних нітридних включень, які сприяють формуванню дрібнодисперсних включень в процесі кристалізації розплаву, через що знижується ймовірність утворення великих неметалічних включень. Введення оптимізованої кількості кальцію після вакуумування сталі дозволяє з урахуванням наявного в розплаві титану та алюмінію забезпечити найбільш високий ступінь розкислення металу перед розливанням залежно від хімічного складу сталі, а також модифікувати неметалічні 41070 4 включення, підвищити ступінь їх видалення з розплаву. Таким чином, забезпечення визначеної послідовності введення компонентів розкислення при рафінуванні сталі дозволяє одержати високий рівень чистоти сталі за неметалічними включеннями, їх оптимальну форму, що сприяє позитивному впливу на міцнісні характеристики профільної заготовки. При охолодженні профільних заготовок в процесі нормалізації в діапазоні від 870°С до 700°С відбувається фазове (g - a) - перетворення металу, що супроводжується збільшенням об'єму металу. Через нерівномірність охолодження металу по перетину профілю (поверхня заготовки охолоджується швидше, ніж центральні шари) відбуваються нерівномірні об'ємні зміни по перетину профілю, які приводять до викривлення заготовки, до неприпустимого відхилення від прямолінійності шийок та середньої частини профільних заготовок. Тому процес виправлення закінчують при температурі, нижчий за 700°С, коли об'ємні зміни внаслідок фазових перетворень припиняються. Пластична деформація вуглецевих низьколегованих сталей при температурі 600-700°С під час виправлення супроводжується процесами, які руйнують структуру металу, такими як повернення, полігонізації та рекристалізації. В цьому випадку сталь з перлітно-ферітною структурою має мінімальний опір деформації. При здійсненні процесу виправлення у вищевказаному діапазоні температур процес виправлення здійснюється з мінімальними енергетичними витратами, при цьому виключається деформаційний наклеп у ферітній фазі металу, а також відсутня залишкова пластична деформація готових профільних заготовок. Таким чином, поєднання процесу виправлення та нормалізації готових профільних заготовок приводить до зниження питомих витрат, повністю виключається утворення наклепу поверхні профільних заготовок, що забезпечує підвищення їх якості. При введенні в розплав титану, коли його зміст у сталі становить менше 0,012мас. %, не забезпечується його ефективний вплив на розкислення металу, а також наступне формування дрібнодисперсних зародків неметалічних включень, а значення верхньої межі вмісту титану в сталі 0,03мас. % обмежується заданим хімічним складом середньовуглецевих низьколегованих сталей, які використовуються для виготовлення осей рухомого складу та підвищеною ймовірністю утворення додаткових карбо-нітридних включень. Нижня межа вмісту кальцію в сталі (0,0010мас. %) обумовлена досягненням необхідного та достатнього ступеня розкислення металу, а також необхідністю модифікування неметалічних включень, а верхня межа - 0,0020мас. %, обмежується необхідністю виключення великих глобулярних включень, які негативно впливають на пластичність сталі при деформації, та, відповідно, якість прокату по внутрішнім і поверхневим дефектам. Проведення операції виправлення при температурах, нижчих за 600°С, вимагає підвищення зусиль виправлення заготовки (порівняно з інтервалом температур, який заявляється,) в 1,6-4,0 5 41070 рази (встановлено експериментальне). Закінчення процесу виправлення при температурах, вищих за 700°С, є недоцільним у зв'язку з виникненням залишкової пластичної деформації заготовок при наступному охолодженні, що вимагає проведення додаткових операцій виправлення заготовок. Спосіб одержання профільних заготовок для осей рухомого складу здійснюють таким чином. Проводили виплавку середньовуглецевої сталі, наприклад, марки 35Г, з повним окисненням в 60-тонній основній електродуговій печі з випуском металу в ківш з одночасною обробкою твердошлаковими матеріалами з наступними позапічним рафінуванням на установці «піч-ківш» та вакуумуванням сталі на вакууматорі камерного типу. Кінцеве розкислення сталі проводили таким чином. Перед початком вакуумування в «печі-ковші» досаджували титанвмісний компонент, наприклад, феротитан. Кількість досадженого феротитану розраховували, виходячи зі ступеню розкислення металу, коефіцієнта засвоєння титану та його оптимального вмісту в готовій сталі даного класу, а саме 0,012-0,030мас. %. Вакуумування розплаву сталі проводили протягом 0,25год. при постійному перемішуванні розплаву аргоном. Після закінчення процесу вакуумування в розплав сталі вводили кальційвмісний компонент - силікокальцій - у вигляді порошкового дроту. Кількість силікокальцію 6 розраховували з урахуванням засвоєння кальцію рідким металом. Потім проводили розливання сталі в злитки масою 6,4 тонни сифонним способом. Всього було проведено 7 дослідно-промислових плавок середньовуглецевої низьколегованої сталі. При цьому змінювали кількість досадженого титану та кальцію, як у заявлених межах, так і в кількостях, відповідних до позамежних значень. Хімічний склад виплавленої сталі плавок 1-7 наведений в таблиці 1. Далі отримані злитки передавали гарячим всаджуванням на нагрівання для наступної прокатки на обжимно-заготівельному стані 1050/950 з одержанням проміжних осьових заготовок, які піддавали подальшому куванню на радіальнокувальній машині РКМ-1000 з одержанням профільних заготовок і наступним їх охолодженням до нормальної температури. Нормалізацію профільних заготовок проводили в методичній печі при температурі нагрівання заготовок до 860-870°С. Після видачі заготовок з печі з температурою 860°С проводили примусове охолодження металу та виправлення на гідравлічному пресі. Температуру закінчення виправлення варіювали в межах 700-600°С шляхом регульованого охолодження профільних заготовок після видачі з печі. Таблиця 1 № з/р С 0,33 0,33 0,34 0,33 0,33 0,32 0,34 Si 0,28 0,32 0,25 0,23 0,32 0,21 0,28 Mn 0,79 0,78 0,81 0,80 0,80 0,77 0,79 S 0,003 0,004 0,002 0,003 0,005 0,003 0,003 P 0,010 0,013 0,013 0,011 0,015 0,015 0,016 Вміст хімічних елементів, мас. % Cr Ni W V Mo Сu 0,20 0,09 0,02 0,01 0,02 0,13 0,19 0,16 0,01 0,01 0,03 0,17 0,19 0,15 0,01 0,01 0,03 0,18 0,17 0,16 0,01 0,01 0,04 0,14 0,18 0,09 0,01 0,01 0,01 0,14 0,18 0,11 0,01 0,01 0,02 0,16 0,19 0,09 0,01 0,01 0,02 0,12 1. 2. 3. 4. 5. 6. 7. за прототи- 0,33 0,24 0,75 0,015 0,014 0,18 0,17 0,01 0,01 0,02 0,19 пом Випробування проводили на профільних заготовках, одержаних з металу, виплавленого по плавці №3 (див. Таблиця 1). В готових профільних заготовках після кування визначали зміст неметалічних включень товстої серії, таких як сульфіди, оксиди, глобулярні включення. As 0,04 0,01 0,01 0,01 0,03 0,02 0,01 Sn 0,009 0,012 0,013 0,008 0,009 0,011 0,009 A1 0,022 0,020 0,019 0,024 0,026 0,022 0,013 Ті 0,036 0,030 0,021 0,012 0,009 0,022 0,027 Са 0,0016 0,0015 0,0010 0,0020 0,0014 0,0026 0,0007 0,02 0,009 0,021 Випробування забрудненості сталі неметалічними включеннями проводилися згідно зі стандартом ISO 4967 - метод А. Результати випробувань наведені в таблиці 2. Таблиця 2 Номер плавки (см. таблиця 1) 1 2 3 4 5 6 7 прототип Середній бал неметалічних включень Кількість браку, % сульфіди товстої серії (Атл) оксиди товстої серії (Втл) глобулярні включення товстої серії (Дтл) 1,4 1,4 1,4 1,0 1,2 1,2 2,0 2,0 1,7 1,5 1,3 1,5 2,0 1,3 1,5 2,0 1,2 1,0 1,0 1,0 1,3 1,4 1,0 1,0 за якістю по- за внутрішніми дефеверхні ктами 3,8 4,2 2,5 4,1 7 41070 Після процесу виправлення профільні заготовки були також оцінені за наступними фізикомеханічними показниками: відхилення від прямо 8 лінійності шийок та середньої частини профільної заготовки і твердість поверхні заготовки. Результати наведені в таблиці 3. Таблиця 3 № досліду 1 2 3 4 5 за прототипом Середній бал Відхилення від прямоліТемпература Твердість повернеметалічних включень нійності шийок та закінчення правхні після правки, середньої частини профіНВ ки, °С Атл Втл Дтл льної заготовки, мм 750 6 197 1,4 1,3 1,0 700 1,5 197 1,4 1,3 1,0 650 1,0 197 1,4 1,3 1,0 600 1,0 197 1,4 1,3 1,0 500 3,0 229 1,4 1,3 1,0 20 3,5-4,0 229 2,0 2,0 1,0 Як видно з таблиці 2, забрудненість металу по неметалічним включенням не перевищує 1,5 бала по всіх видах товстих включень, що задовольняють необхідним нормам технічних умов до сталей, використовуваних для виробництва осей рухомого складу (плавки 2, 3, 4, 6), які відповідають межам, що заявляються, вмісту титану та кальцію в готовому металі. В осьовій заготовці після прокатки злитків, отриманих з металу, який містить підвищену кількість титану (0,036мас. %) при вмісті кальцію 0,0016мас. % (плавка №1), а також плавка №5 зі зниженим вмістом титану (0,009мас. %), забруднення оксидними включеннями оцінено в 1,7 та 2,0 бала відповідно, що перевищує норми вимог технічних умов. В осьових заготовках зі сталі з високим вмістом кальцію (0,0026мас. % (плавка №6) утворюва Комп’ютерна верстка Л. Купенко лися дефекти у вигляді дрібних рванин через знижену пластичність металу. Показник кривизни (див. таблиця 3) профільних заготовок у заявлених межах температури закінчення процесу виправлення 700-600°С дорівнює 1,0-1,5мм, що менше аналогічного показника за найближчим аналогом в 3-4 рази, а величина твердості поверхні профільної заготовки після виправлення, яка дорівнює 197НВ, свідчить про відсутність механічного наклепу поверхні виробів після виправлення профільних заготовок. Таким чином, використання способу одержання профільних заготовок для осей рухомого складу, що заявляється, дозволить (порівняно з найближчим аналогом) одержати високоякісні профільні заготовки з мінімальними витратами, підвищити продуктивність процесу, підвищити вихід придатної продукції га знизити її собівартість. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing profile billets for axles of rolling stock
Автори англійськоюLohozynskyi Ihor Mykolaiovych, Tumko Oleksandr Mykolaiovych, Salnikov Anatolii Semenovych, Loza Volodymyr Vasyliovych, Sevastianov Yurii Petrovych
Назва патенту російськоюСпособ получения профильных заготовок для осей подвижного состава
Автори російськоюЛогозинский Игорь Николаевич, Тумко Александр Николаевич, Сальников Анатолий Семенович, Лоза Владимир Васильевич, Севастьянов Юрий Петрович
МПК / Мітки
МПК: B21K 7/00, C21D 8/00, C21D 8/06
Мітки: одержання, профільних, спосіб, заготовок, рухомого, складу, осей
Код посилання
<a href="https://ua.patents.su/4-41070-sposib-oderzhannya-profilnikh-zagotovok-dlya-osejj-rukhomogo-skladu.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання профільних заготовок для осей рухомого складу</a>
Пристрій рахування осей рухомого складу

Номер патенту: 50423
Опубліковано: 15.10.2002
Автори: Дуб Віктор Юрійович, Разгонов Адам Пантелійович
МПК: B61L 1/00
Мітки: рухомого, складу, рахування, осей, пристрій
Формула / Реферат:
Пристрій рахування осей рухомого складу, що містить датчик, регістр, сигналізатор відходу датчика від рейки і котушки, який відрізняється тим, що вихрострумовий датчик з обмоткою збудження, підключеної до вторинної обмотки трансформатора, первинна обмотка якого через резистор приєднана до виходу генератора струму, із п'ятьма приймальними котушками, розташованими ортогонально відносно осі збудження, виходи сигнальних котушок через підсилювачі,...
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі
Номер патенту: 29729
Опубліковано: 25.01.2008
Автори: Мединський Григорій Олексійович, Дубина Олег Вікторович, Антонов Юрій Григорович, Мосьпан Вячеслав Вікторович, Бабенко Вадим Васильович
Мітки: спосіб, виготовлення, сталі, вуглецевої, осей, заготовок, вагонних, локомотивних
Формула / Реферат:
Спосіб виготовлення заготовок для вагонних і локомотивних осей з вуглецевої сталі, що включає пластичну деформацію, нормалізацію, правку й охолодження, який відрізняється тим, що охолодження проводять спочатку на холодильниках до температури 300-500 °С, а потім у колодязях уповільненого охолодження зі швидкістю не більше 0,012 °С/сек.
Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць
Номер патенту: 38533
Опубліковано: 15.05.2001
Автори: Лейбензон Вадим Олександрович, Кнохін Валерій Георгійович, Барков Євгеній Миколайович, Макаренко Анатолій Миколайович, Ревякін Станіслав Володимирович, Кренделєв Василій Миколайович, Козлов Олег Євгенійович, Тумко Олександр Миколайович, Севостьянов Юрій Петрович
МПК: B21K 7/00
Мітки: профільних, осей, залізниць, магістральних, заготівель, спосіб, виробництва, вагонів
Формула / Реферат:
(21) 2000074365(54) (57)Дата прийняттярішення09.04.2001 р.Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць, що включає электродугову виплавку сталі, розливку в злитки, нагрів злитків і деформацію в два етапи з проміжним охолоджуванням осьової заготівлі до температури нижче за 150°С і нагрівом, на першому з яких злитки піддають прокатуванню на осьову заготівлю, а на другому...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Гупка Богдан Васильович, Васильків Василь Васильович, Лясота Оксана Михайлівна, Гевко Ігор Богданович, Пилипець Михайло Ількович
МПК: B21D 11/06
Мітки: гвинтових, спосіб, заготовок, верстат, реалізації, формоутворення, профільних
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Гевко Іван Богданович, Драган Андрій Петрович, Ляшук Олег Леонтійович, Солодкий Ігор Зіновійович, Ковбашин Ірина Василівна
МПК: B21D 11/06
Мітки: профільних, заготовок, гвинтових, навивання, пристрій
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Попередній патент: Спосіб переробки фосфогіпсу – спосіб бем-10
Наступний патент: Рознімний профіль для з’єднання листових панелей
Випадковий патент: Термоелектрична батарея