Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць
Номер патенту: 38533
Опубліковано: 15.05.2001
Автори: Кренделєв Василій Миколайович, Козлов Олег Євгенійович, Кнохін Валерій Георгійович, Тумко Олександр Миколайович, Севостьянов Юрій Петрович, Барков Євгеній Миколайович, Макаренко Анатолій Миколайович, Лейбензон Вадим Олександрович, Ревякін Станіслав Володимирович
Формула / Реферат
(21) 2000074365
(54) (57)
Дата прийняття
рішення
09.04.2001 р.
Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць, що включає электродугову виплавку сталі, розливку в злитки, нагрів злитків і деформацію в два етапи з проміжним охолоджуванням осьової заготівлі до температури нижче за 150°С і нагрівом, на першому з яких злитки піддають прокатуванню на осьову заготівлю, а на другому етапі осьову заготівлю деформують радіальним куванням з подальшою нормалізацією, відмінною тим, що нагрів злитків проводять через 2,5-9 годин після закінчення розливки, прокатуванняя злитків здійснюють з мірою деформації, рівної 0,5-0,8 сумарної міри деформації за обидва етапи, і проміжне охолоджування осьової заготівлі до температури 150°С проводять зі середньою швидкістю 4-7°с/с.
Текст
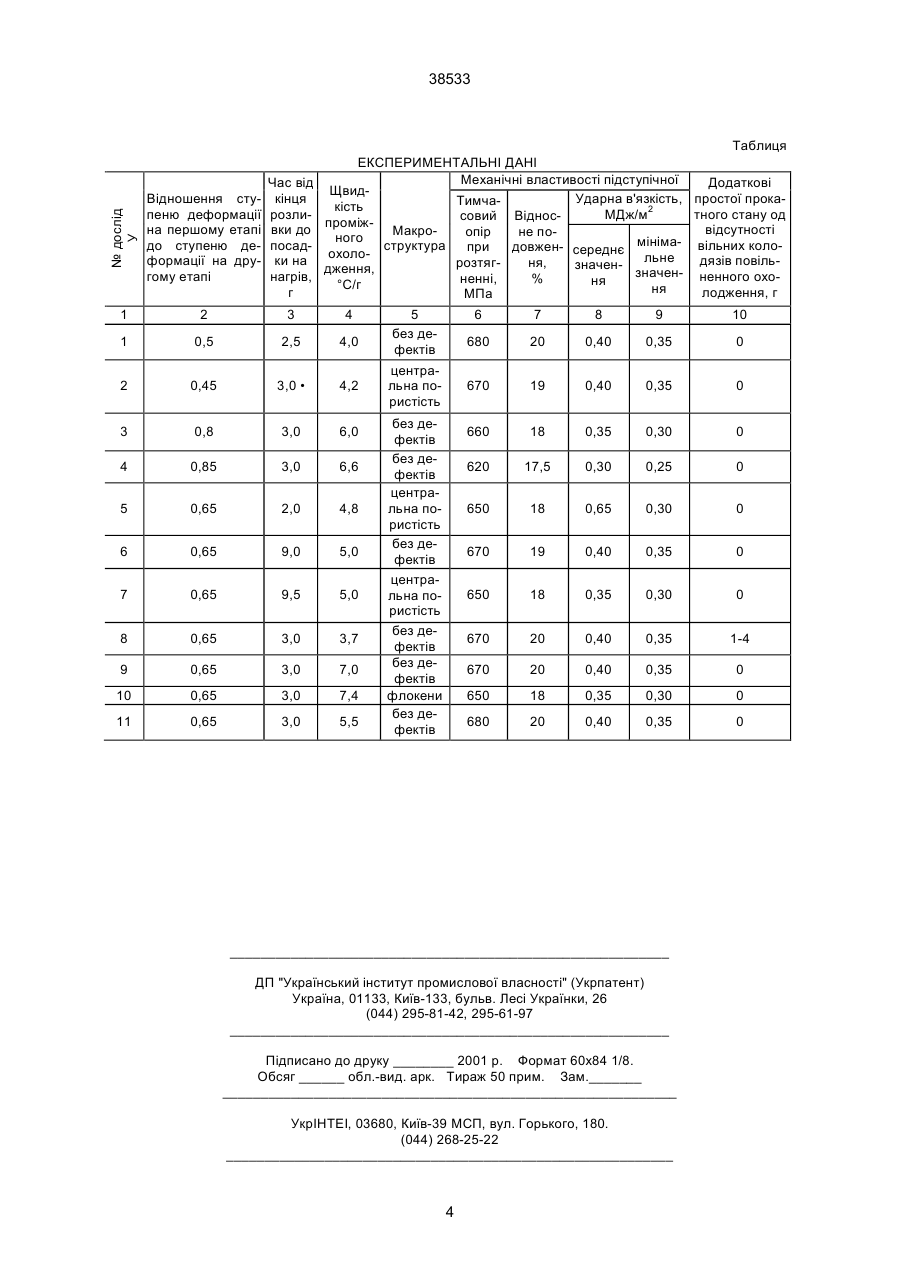
Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць, що 38533 тиск, що передається злитку робочим валянням діаметром 900-1100 мм при коефіцієнті витягу за один прохід 1,1-1,2 і висоті смуги від 250 до 750 мм, не проникає в центральну частину гуркоту і створює в ньому розтягуючі напруження, які руйнують пористу серцевину злитка, що розкочується. У основу винаходу поставлена задача удосконалення способу виробництва профільних заготівель для осей вагонів магістральних залізниць, в якому завдяки новим технічним рішенням по нагріву і прокатуванні злитків на осьову заготівлю, післядеформаційному охолоджуванню осьової заготівлі і її радіальної гарячої деформації забезпечується гарантована відсутність внутрішніх дефектів профільної заготівлі і висока продуктивність процесу. Поставлена задача вирішується тим, що в способі виробництва профільних заготівель для осей вагонів магістральних залізниць, що включає електродугову виплавку стали, розливку в злитки, нагрів злитків і деформацію в два етапи з проміжним охолоджуванням до температури нижче за 150°С і нагрівом, на першому з яких злитки прокатують на обжимно-заготовочном стані на осьову заготівлю, а на другому етапі осьову заготівлю деформують куванням на радіально-ковочной машині з подальшою нормалізацією, згідно з винаходом, нагрів злитків проводять через 2,5-9 ч після закінчення разливки, плющення злитків здійснюють з сумарною мірою деформації рівної 0,5-0,8 від сумарної міри деформації за обидва етапи і після прокатування осьову заготівлю охолоджують до температури нижче за 150°С зі середньою швидкістю 4-7 с/год. Нагрів злитків через 2,5-9 ч після закінчення разливки дозволяє отримувати більш щільну структуру злитка перед прокатуванням. Це пов'язано з тим, що нагрів злитків раніше 2,5 ч після закінчення разливання вимагає раннього зняття прибуткових надставок для отримання міцної прибуткової частини перед стриперуванням злитків. При стриперуванні злитків спокійної сталі, з якої виробляють профільні заготівлі для осей вагонів, прибуткова частина повинна бути твердою і міцною, оскільки клещевий кран, стискаючи її, повинен відривати злиток від ізложниці. Якщо прибуткова частина злитків не затверділа, то стриперування злитків і їх посадка на нагрів неможливі. У цьому випадку при захопленні кліщами крана прибуткової частини остання руйнується і не може передати необхідні зусилля від крана до тіла стриперованого злитка. При ранньому знятті надставок порушуються умови кристалізації головної частини злитка: в підприбильній частині злитка утвориться усадкова раковина і підусадкова рихлість, проникаюча глибоко в тіло злитка, яка при подальшому прокатуванні і куванні не заварюється. Збільшення часу між закінченням разливання і посадкою злитків на нагрів більше за 9 ч приводить до того, що метал перед посадкою на нагрів має температуру нижче за 500°С і знижені пластичні властивості. Посадка таких злитків в нагрівальний колодязь і нагрів до 1250-1300°С спричиняє появу значних розтягуючих напружень в осьовій частині злитків, які сприяють розвитку осьової пористості металу, що ллється, до збільшення розмірів внутрішніх несплошностей, які при подальшій деформації з обмеженим коефіцієнтом витягу не заварюються. Прокатування нагрітих злитків на обжимнозаготівковому реверсивному стані із мірою деформації рівної 05,-0,8 від сумарної міри деформації за весь деформаційний переділ злитків на профільні заготівлі для осей вагонів дозволяє отримувати щільну макроструктуру в гарячекатаних осьових заготівлях при досить високій продуктивності процесу. При прокатуванні з сумарним коефіцієнтом витягу менше 0,5 від сумарного витягу за весь деформаційний переділ в макроструктурі гарячекатаних заготівель спостерігаються залишки осьової пористості злитків, що не заварилися при деформації. При подальшому куванні осьових заготівель з центральною пористістю на радіальнообжимній машині вказані внутрішні дефекти не зникають, оскільки при радіальному куванні заготівель діаметром більше за 180 мм через малу одиничну обтиснення стискаючий тиск, переданий бойками осьовій заготівлі, не проникає в центральну частину профілю і створює в ній розтягуючі напруги, які не сприяють заварюванню центральної пористості. Крім того, збільшення деформації при низькопродуктивній операції кування за рахунок зменшення деформації при високопродуктивній операції прокату значно зменшує продуктивність процесу. При прокатуванні з сумарним коефіцієнтом витягу більше за 0,8 від сумарного витягу за весь деформаційний переділ з подальшим куванням на радіально-кувальній машині не забезпечуються необхідні механічні властивості. Пов'язане це з недостатньою мірою деформації після нагріву осьової заготівлі під кування. Через малу міру деформації спостерігається різнозерниста по перетину профілю структура: в центральній частині поковки, а також на половині радіуса, звідки відбирають проби для випробування, зерна значно крупніші, ніж на периферії профілю. У центральній частині профільної заготівлі при малих обтисненнях не відбувається рекристалізація структури, метал успадковує грубозернисту структуру, отриману в процесі нагріву під кування, яке при фазових перетвореннях утворить видманштетну структуру. Тому такий метал має низький рівень механічних властивостей, не задовольняючий вимогам ГОСТ 4008-89. Причому низький рівень мають і пластичні показники і показники міцності. Проміжне охолоджування до температури 150ºС3 зі середньою швидкістю 4-7ºс/год.гарантує відсутність флокенів у готовій продукції без додаткових витрат на протифлокенну обробку. Збільшення швидкості проміжного охолоджування більше за 7ºс/год. для прутиків діаметром 200-300 мм не гарантує відсутність флокенів у металі. У цьому випадку охолоджування прокату протікає з такою нерівномірністю по перетину профілю, що розчинений в сталі водень з поверхневих шарів, що складаються з ферритної і цементних фаз диффундує в центральну частину прутика, де зберігся аустеніт, що має значно більшу розчинність водню, ніж феррит. У результаті центральна частина прутка збагачується воднем, який не може видалитися з металу внаслідок недостатнього перебування прокату при температурі 650-300ºС, коли він 2 38533 дифузійне активний. Тому при температурі нижче за 150ºС в прокаті утворяться флокени. Зменшення швидкості проміжного охолоджування нижче за 4ºс/год.гарантує відсутність флокенів у готовій продукції, однак такий режим вимагає додаткових витрат на підігрівання металу під час охолоджування, зменшення продуктивності стану, так як у цьому випадку "вузьким" місцем стають колодязі уповільненого охолоджування, продуктивність яких буде визначати продуктивність стану: збільшення часу охолоджування на 10-15% зменшує продуктивність стану також на 10-15% і таким чином зменшує продуктивність процесу на ту ж величину. Крім того, збільшення часу охолоджування прокату викликає додаткові втрати металу в окалину. Приклади реалізації способу, що пропонується В умовах металургійного заводу, що має в своєму складі обжимно-заготівельний стан 1050/950 і радіально-кувальну машину РКМ-1000, в процесі виробництва профільних заготівель для осей вагонів досліджували вплив режиму посадки злитків на нагрів, міри деформації при прокатуванні і куванні, а також швидкості проміжного охолоджування осьової заготівлі на якість макроструктури, механічні властивості готової продукції і продуктивність процесу. Для експериментальних досліджень використали промислові плавки, виплавлені електродуговым способом, що містять в рідкому металі від 4 до 6 ppm водня 0,4-0,5% вуглеводу; 0,55-0,90% Марганця; 0,15-0,35% кремнію; 0,010-0,025% алюмінію, не більше за 0,040% фосфори і сірки, не більше за 0,30% хрому і нікелю і не більше за 0,25% міді. Досвідчений метал розливали сифоном в злитки масою 4,8 т, які в підприбильній частині мають перетин 650х650 мм, в донній частині 530´530 мм і довжину тіла 1740 мм. Після кристалізації злитки саджали в нагрівальні колодязі і нагрівали до температури 1250°С. При цьому варіювали час між закінченням разливання і посадкою на нагрівання за рахунок витримки злитків перед посадкою. Для зменшення часу між закінченням разливання і посадкою на нагрівання менше за 2,5 ч зменшували час між закінченням разливання і зняттям прибуткових надставок. Прокатування злитків на осьові заготівлі діаметром 200-300 мм здійснювали на обжимній і заготівельній клітях стану 1050/950. Діаметр осьової заготівлі вибирали в залежності від необхідної міри формації при куванні. Температура кінця прокатування змінювалася в межах 900-1000°С. Після подовжнього прокатування і розкрою осьові заготівлі завантажували в неопалювальні колодязі, швидкість охолоджування в яких варіювали шляхом зміни температури металу при завантаженні від 650 до 850°С, зміни маси металу, що завантажується в колодязь від 90 до 150 т, підняттям кришки колодязя на відстані 0,1-0,2 м від його стінок, ущільненням кришок і збільшенням їх товщини. Температуру металу, що охолоджується вимірювали переносним термопаром, що встановлюється в отворі кришки колодязя. Після уповільненого охолоджування осьові заготівлі вибірково зачищали абразивними колами або обточували для видалення поверхневих дефектів, розкроювали на мірні довжини в залежності від міри деформації на радіально-кувальній машині, нагрівали в кільцевій методичній печі до температури 1200°С і кували на радіально-кувальній машині на заготівлі профільні для осей вагонів магістральних залізниць. Після кування і уповільненого охолоджування профільні заготівлі піддавали нормалізації при температурі 860°С. Ультразвукової контроль макроструктури, відбір проб і випробування металу виготовляли у відповідності з ГОСТ 4008-89. Експериментальні дані приведені в таблиці. Вони свідчать про те, що при відношенні міри деформації на першому етапі до міри деформації на другому етапі менше 0,5 в готовій продукції виявлена центральна пористість (див. табл., досвід 2), а якщо це відношення більше 0,8, то готова продукція не задовольняє ГОСТ 4008-89 за механічними властивостями (див. табл., досвід 4). По ГОСТ 4008-89 при тимчасовому опорі розриву 650,0 Н/мм відносне подовження повинне бути. Бібліографічні дані 1. Металопродукція. Каталог. В двох частинах. Частина 1. М.: Металлургия, 1989, 448с - стр. 1314. 2. ГОСТ 4008-89. Осі вагонів магістральних залізних доріг колії 1520 мм. 3 38533 № дослід У Таблиця ЕКСПЕРИМЕНТАЛЬНІ ДАНІ Механічні властивості підступічної Додаткові Щвидчастини Ударна в'язкість, простої прокаТимчакість тного стану од МДж/м2 совий Відноспроміжвідсутності Макроопір не поного структура при довжен- середнє мініма- вільних колоохолольне дязів повільрозтягня, значендження, значен- ненного охоненні, % ня °С/г ня лодження, г МПа Відношення ступеню деформації на першому етапі до ступеню деформації на другому етапі Час від кінця розливки до посадки на нагрів, г 1 2 3 4 1 0,5 2,5 4,0 2 0,45 3,0 • 4,2 3 0,8 3,0 6,0 4 0,85 3,0 6,6 5 0,65 2,0 4,8 6 0,65 9,0 5,0 7 0,65 9,5 5,0 8 0,65 3,0 3,7 9 0,65 3,0 7,0 10 0,65 3,0 7,4 11 0,65 3,0 5,5 5 без дефектів 6 9 10 20 0,40 0,35 0 670 19 0,40 0,35 0 660 18 0,35 0,30 0 620 17,5 0,30 0,25 0 650 18 0,65 0,30 0 670 19 0,40 0,35 0 650 18 0,35 0,30 0 670 20 0,40 0,35 1-4 670 20 0,40 0,35 0 650 18 0,35 0,30 0 680 без дефектів без дефектів центральна пористість без дефектів центральна пористість без дефектів без дефектів флокени без дефектів 8 680 центральна пористість 7 20 0,40 0,35 0 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of profile billets for axles of railroad cars of main railroads
Автори англійськоюBarkov Yevhenii Mykolaiovych, Leibenzon Vadym Oleksandrovych, Tumko Oleksandr Mykolaiovych, Reviakin Stanyslav Volodymyrovych, Krendeliev Vasylii Mykolaiovych, Knokhin Valerii Heorhiiovych, Kozlov Oleh Yevheniiovych, Sevost'ianov Yurii Petrovych, Makarenko Anatolii Mykolaiovych
Назва патенту російськоюСпособ производства профильных заготовок для осей вагонов магистральных железных дорог
Автори російськоюБарков Евгений Николаевич, Лейбензон Вадим Александрович, Тумко Александр Николаевич, Ревякин Станислав Владимирович, Кренделев Василий Николаевич, Кнохин Валерий Георгиевич, Козлов Олег Евгеньевич, Севостьянов Юрий Петрович, Макаренко Анатолий Николаевич
МПК / Мітки
МПК: B21K 7/00
Мітки: виробництва, профільних, залізниць, осей, магістральних, спосіб, вагонів, заготівель
Код посилання
<a href="https://ua.patents.su/4-38533-sposib-virobnictva-profilnikh-zagotivel-dlya-osejj-vagoniv-magistralnikh-zaliznic.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва профільних заготівель для осей вагонів магістральних залізниць</a>
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: штамп, заготівель, трубних, роздачі
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Спосіб прокатування суцільних залізничних осей
Номер патенту: 26209
Опубліковано: 19.07.1999
Автори: Попов Євген Святославович, Полєщук Валентин Михайлович, Гончарук Валерій Іванович, Кукуй Давид Пенхусович, Піменов Анатолій Романович, Бродський Сергій Сергійович, Хміль Микола Викторович, Несвіт Володимир Васильович, Гончар Володимир Олександрович, Трухін Микола Олексійович, Олійник Юрій Костянтинович
МПК: B21H 1/00
Мітки: осей, прокатування, спосіб, залізничних, суцільних
Формула / Реферат:
1. Спосіб прокатування суцільних залізничних осей на тривалковому стані поперечно-гвинтового прокатування, за яким прокатують передню частину осі із прикладанням зусилля підпирання, а частину осі прокатують при установленні валків на величину пружної деформації заготовки, який відрізняється тим, що з осьовим підпиранням прокатують усю передню шийку і передпідматочину, прокатування решти частини осі проводять з осьовим підпиранням або з...
Пристрій для встановлення заготівель
Номер патенту: 29739
Опубліковано: 15.11.2000
Автори: Костин Олексій Викторович, Зарубицький Євген Улянович, Покинтелиця Микола Іванович, Дейнека Інна Григоровна
МПК: B23D 23/00, B23D 21/00
Мітки: заготівель, встановлення, пристрій
Формула / Реферат:
Устройство для установки заготовок, содержащее основание, на котором жестко закреплен корпус с подвижными и неподвижными зажимами для установки и закрепления заготовки, отличающееся тем, что основание снабжено шарниром, вокруг которого поворачивается корпус с заготовками под действием усилия подачи.
Вантажозахватне пристосування для перевантаження сипучих вантажів з вагонів
Номер патенту: 31213
Опубліковано: 15.12.2000
Автори: Шпень Григорій Михайлович, Сташкевич Олег Георгійович, Варфоломеєв Дмитро Ісидорович, Серік Олексій Тимофійович, Сапожніков Михайло Борисович, Солонінко Олег Дем'янович
МПК: B65G 67/00
Мітки: вантажів, сипучих, вагонів, пристосування, перевантаження, вантажозахватне
Формула / Реферат:
Вантажозахватне пристосування для перевантаження сипучих вантажів з вагонів, що включає гакову підвіску, за допомогою стропів з'єднану зі скобами, яке відрізняється тим, що додатково споряджене рамою, що представляє собою паралелепіпед з розмірами, відповідними периметру вагонів, що перевантажуються, в кутах якої встановлені фіксатори, на кожен з яких надіто огон зі стропом, протягнутим через створи в скобах, виконаних Г-подібною формою, при...
Пристрій для контролю відстані від точки перехрещування осей до торця деталі
Номер патенту: 24724
Опубліковано: 30.10.1998
Автор: Руденко Станіслав Дорофійович
МПК: G01B 5/14
Мітки: осей, пристрій, контролю, деталі, точки, торця, відстані, перехрещування
Формула / Реферат:
Устройство для контроля расстояния от точки перекрещивания осей до торца детали, содержащее основание с слоеными между собой и подвижными в осевом направлении центрами для базирования детали по одной из перекрывающихся осей, стакан, установленный краксиально одному из центров с возможностью относительного перемещения вдоль его оси, механизм центрирования с калибром и отсчетное устройство с измерительным наконечником, отличающееся тем, что оно...
Попередній патент: Спосіб переробки вапнякових відходів, спосіб виробництва офлюсованого агломерату з використанням вапнякових відходів та пристрій для їх переробки
Наступний патент: Спосіб лапаратомії
Випадковий патент: Спосіб одержання радіаційно стійкого силікатного скла