Порошок для одержання покриттів
Номер патенту: 4153
Опубліковано: 27.12.1994
Автори: Євтіфєєв Сергій Леонідович, Медведюк Анатолій Васильович, Сіньковский Анатолій Степанович, Раддац Ольга Васильовна
Формула / Реферат
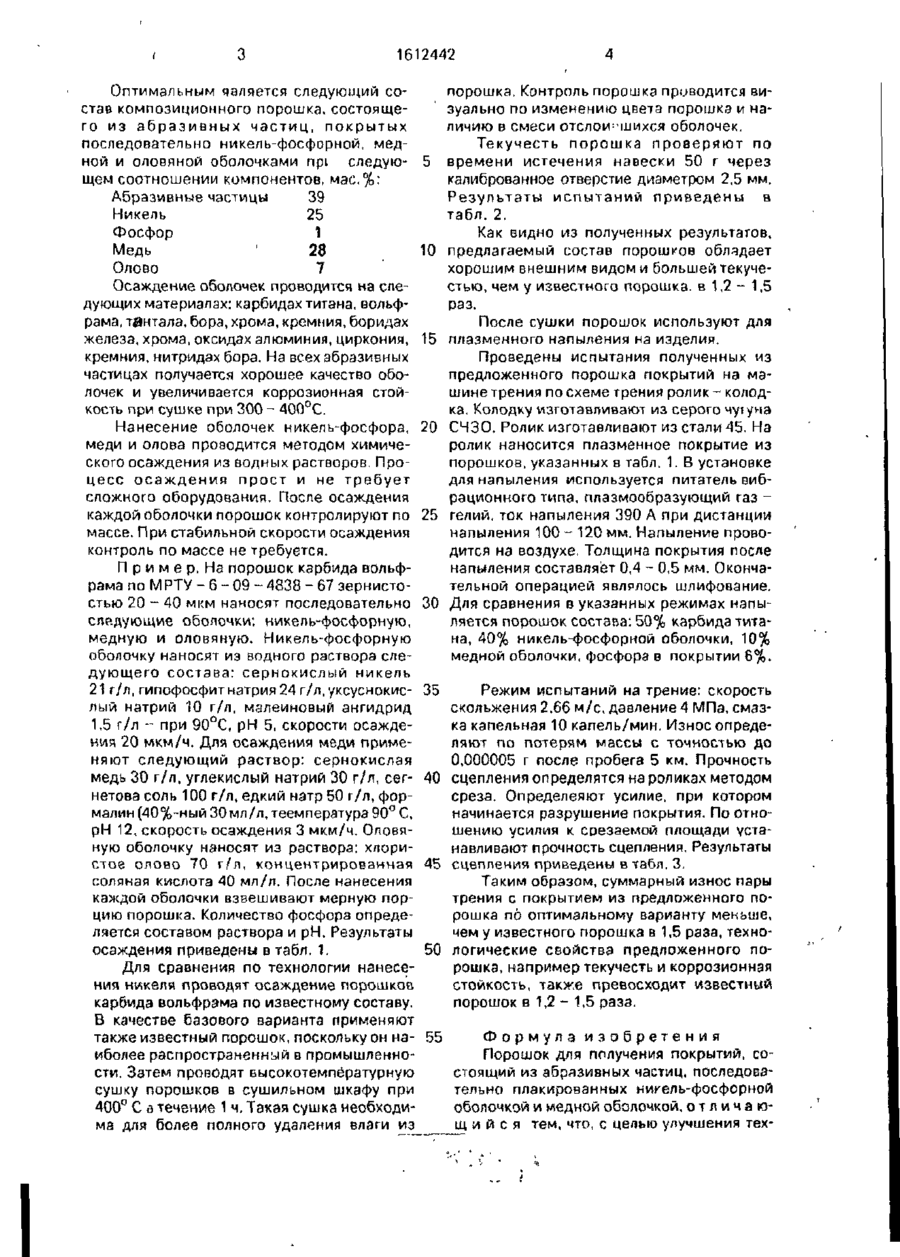
Порошок для получения покрытий, состоящий из абразивных частиц, последовательно плакированных никель-фосфорной оболочкой и медной оболочкой, отличающийся тем, что, с целью улучшения технологических свойств порошка и повышения прочности сцепления напыленного покрытия и его износостойкости, частицы дополнительно плакированы расположенным на медной оболочке слоем олова при следующем соотношении компонентов в порошке, маc. %:
абразивные частицы 20-80
никель 7-47
фосфор 1-5
медь 8-50
олово 1-10.
Текст
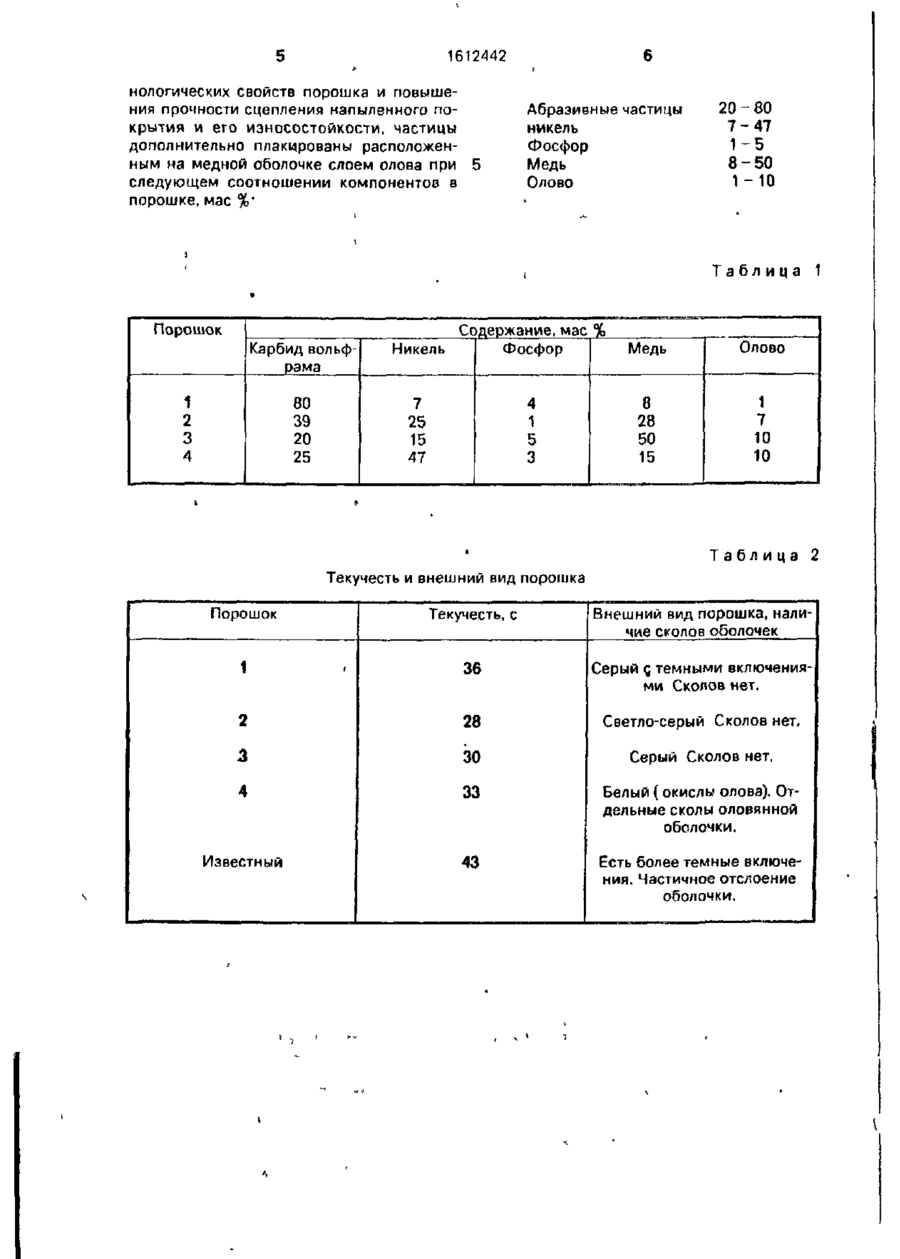
Изобретение относится к порошковой металлургии, в частности к созданию композиционных порошковых материалов для нанесения защитных покрытий. Цель изобретения - улучшение технологических свойств порошка, повышение прочности сцепления напыленного покрытия и его износостойкости Порошок состоит из абразивных частиц, последовательно плакированных никель-фосфорной, медной и оловянной оболочками при следующем соотношении компонентов в порошке, мас.%: абразивные частицы 20 - 80; никель 7 - 47; фосфор 1 - 5; медь 8 - 50; олово 1 - 1 0 . Улучшение технологических свойств заключается в повышении его текучести s 1,2-1,5 раза и коррозионной стойкости при хранении и сушке порошка 300 - 400°С. Прочность сцепления напыленного покрытия составляет 55 - 86 МПа, износ 0,001215 г при скорости скольжения 2,66 м/с, давлении 4 МЛа при пробеге 5 км. 3 табл. Изобретение относится к порошковой металлургии, а именно к созданию композиционных порошковых материалов для нанесения защитных покрытий. Цель изобретения -улучшение технологических свойств порошка, повышение прочности сцепления напыленного покрытия и его износостойкости. Предложенный порошок состоит из абразивных частиц, плакированных никельфосфорной оболочкой, медной оболочкой и дополнительно оловом при следующем соотношении компонентов. iv.ac %: Абразивные частицы 2 0 - 8 0 Никель 7-47 Фосфор 1 -5 Медь 8-50 Олово 1 - 10 Улучшение технологических свойств заключается в повышении его текучести и коррозийной стойкости при хранении и сушке порошка при 300 - 400°С. При увеличении текучести понимается следующее. При напылении порошков на детали они транспортируются из в'/ібробункера в горелку с помощью шлангов и трубок небольшого сечения При недостаточной текучести происходит засорение и подача прекращается. Это связано с тем, что в порошке содержится влага и его необходимо сушить, но его поверхность окисляется, т.е. ухудшается товэрный вид и изменяются показатели покрытия. Если частицы порошка имеют неудачную форму или материал порошка обладает большим коэффициентом гренич, на порошок требуется наносить покрытие для снижения коэффициента трения, причем это покрытие должно не у\>дшзть свойства напыленного материала. Таким образом, все причины малой текучести порошка взаимосвязаны. 45-90 ю го з 1612442 Оптимальным яаляется следующий сопорошка. Контроль порошка приводится вистав композиционного порошка, состоящезуально по изменению цвета порошка и наго из абразивных частиц, покрытых личию в смеси отслоившихся оболочек. последовательно никель-фосфорной, медТекучесть порошка проверяют по ной и оловяной оболочками npt следую- 5 времени истечения навески 50 г через щем соотношении компонентов, мас.%: калиброванное отверстие диаметром 2,5 мм. Абразивные частицы 39 Результаты испытаний приведены в Никель 25 табл. 2. Фосфор 1 Как видно из полученных результатов, 10 предлагаемый состав порошков обладает Медь ' 28 хорошим внешним видом и большей текучеОлово 7 стью, чем у известного порошка, в 1,2 - 1,5 Осаждение оболочек, проводится на слераз. дующих материалах: карбидах титана, вольфрама, тантала, бора, хрома, кремния, боридах После сушки порошок используют для железа, хрома, оксидах алюминия, циркония, 15 плазменного напыления на изделия. кремния, нитридах бора. На всех абразивных Проведены испытания полученных из частицах получается хорошее качество обопредложенного порошка покрытий на малочек и увеличивается коррозионная стойшине трения по схеме трения ролик - колодкость при сушке при 300 - 400°С. ка. Колодку изготавливают из серого чуіуна Нанесение оболочек никель-фосфора, 20 СЧЗО. Ролик изготавливают из стали 45. На меди и олова проводится методом химичеролик наносится плазменное покрытие из ского осаждения из водных растворов. Пропорошков, указанных в табл. 1. В установке цесс осаждения прост и не требует для напыления используется питатель вибсложного оборудования. После осаждения рационного типа, ппазмообразующий газ каждой оболочки порошок контролируют по 25 гелий, ток напыления 390 А при дистанции массе. При стабильной скорости осаждения напыления 100 - 120 мм. Напыление провоконтроль по массе не требуется. дится на воздухе. Толщина покрытия после напыления составляет 0,4 - 0,5 мм. ОкончаП р и м е р. На порошок карбида вольфрама по МРТУ - 6 - 09 - 4838 - 67 зернистотельной операцией являлось шлифование. стью 20 - 40 мкм наносят последовательно 30 Для сравнения в указанных режимах напыследующие оболочки: никель-фосфорную, ляется порошок состава: 50% карбида титамедную и оловяную. Никель-фосфорную на, 40% никель-фосфорной оболочки, 10% оболочку наносят из водного раствора слемедной оболочки, фосфора в покрытии 6%. дующего состава: сернокислый никель 21 г/л, гипофосфит натрия 24 г/л, уксуснокис- 35 Режим испытаний на трение: скорость лый натрий 10 г/л, малеиновый ангидрид скольжения 2,66 м/с, давление 4 МПа, смаз1,5 г/л - при 90°С, рН 5, скорости осаждека капельная 10 капель/мин. Износ опредения 20 мкм/ч. Для осаждения меди примеляют по потерям массы с точностью до няют следующий раствор: сернокислая 0,000005 г после пробега 5 км. Прочность медь 30 г/л, углекислый натрий 30 г/л, сег- 40 сцепления определятся на роликах методом нетова соль 100 г/л, едкий натр 50 г/л, форсреза. Определеяют усилие, при котором малин (40%-ный 30 мл/л, теемпература 90° С, начинается разрушение покрытия. По отнорН 12, скорость осаждения 3 мкм/ч. Оловяшению усилия к соезаемой площади устаную оболочку наносят из раствора: хлоринавливают прочность сцепления. Результаты стое олово 70 r/л, концентрированная 45 сцепления приведены в табл. 3. соляная кислота 40 мл/л. После нанесения Таким образом, суммарный износ пары каждой оболочки взвешивают мерную портрения с покрытием из предложенного поцию порошка. Количество фосфора опредерошка по оптимальному варианту меньше, ляется составом раствора и рН. Результаты чем у известного порошка а 1,5 раза, техноосаждения приведены в табл. 1. 50 логические свойства предложенного поДля сравнения по технологии нанесения никеля проводят осаждение порошков карбида вольфрама по известному составу. В качестве базового варианта применяют также известный порошок, поскольку он на- 55 иболее распространенный в промышленности. Затем проводят высокотемпературную сушку порошков в сушильном шкафу при 400° С а течение 1 ч. Такая сушка необходима для более полного удаления влаги из рошка, например текучесть и коррозионная стойкость, также превосходит известный порошок в 1,2 - 1,5 раза. Формула изобретения Порошок для получения покрытий, состоящий из абразивных частиц, последовательно плакированных никель-фосфорной оболочкой и медной оболочкой, о т л и ч а ю щ и й с я тем, что, с целью улучшения тех 1612442 нологических свойств порошка и повышения прочности сцепления напыленного покрытия и его износостойкости, частицы дополнительно плакированы расположенным на медной оболочке слоем олова при следующем соотношении компонентов в порошке, мае %' Абразивные частицы никель Фосфор Медь Олово 20-80 7-47 1-5 8-50 1 -10 Таблица Порошок Карбид вольфрама Никель Содержание, мае % Фосфор Медь Олово 80 39 20 25 7 25 15 4 1 5 8 28 50 7 3 15 1 1 2 3 4 47 1 10 10 Таблица 2 Текучесть и внешний вид порошка Порошок Текучесть, с Внешний вид порошка, наличие сколов оболочек 1 36 Серый Q темными включениями Сколов нет. 2 28 Светло-серый Сколов нет, 3 30 Серый Сколов нет. 4 33 Белый (окислы олова). Отдельные сколы оловянной оболочки. Известный 43 Есть более темные включения. Частичное отслоение оболочки. 1612442 Таблица 3 Порошок *Весовой износ, г Коэффициент трения Прочность сцепления, МПа 1 0,001215 0,007800 0,02 63 2 0,001320 0,002415 0,019 86 3 0,004475 0,003215 0,02 70 4 0,003925 0,003585 0,019 68 Известный 0,002200 0,003425 0,02 55 в числителе износ ролика с покрытием, в знаменателе колодки. Составитель Е. Хромушина Редактор М.Стрельникова Техред М Моргентал Корректор Н. Ревская Заказ 4135/ДСП Тираж 371 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder for producing coatings
Автори англійськоюYevtifieiev Serhii Leonidovych, Medvediuk Anatolii Vasyliovych, Raddats Olha Vasyliovna, Sinkovskyi Anatolii Stepanovych
Назва патенту російськоюПорошок для получения покрытий
Автори російськоюЕвтифеев Сергей Леонидович, Медведюк Анатолий Васильевич, Раддац Ольга Васильевна, Синьковский Анатолий Степанович
МПК / Мітки
МПК: B22F 1/02, C23C 4/10, C23C 28/00
Мітки: покриттів, порошок, одержання
Код посилання
<a href="https://ua.patents.su/4-4153-poroshok-dlya-oderzhannya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Порошок для одержання покриттів</a>
Шлікер для одержання зносостійких покриттів
Номер патенту: 4307
Опубліковано: 27.12.1994
Автори: Ткаченко Микола Володимирович, Мартинова Людмила Михайлівна, Романова Людмила Георгіївна, Андреєва Ірина Анатоліївна, Лісовський Анатолій Феліксович, Сушко Валерій Олександрович
МПК: B22F 3/22, C23C 20/00
Мітки: покриттів, шлікер, зносостійких, одержання
Формула / Реферат:
Шликер для получения износостойких покрытий, содержащий порошки карбида вольфрама, связующего металла, выбранного из группы, включающей кобальт, никель и железо, поливиниловый спирт и воду, отличающийся тем, что, с целью повышения прочности получаемых покрытий за счет улучшения реологических характеристик шликера, он дополнительно содержит порошок кремния и натрийкарбоксимeтилцeлюлозу или альгинат натрия, при следующем соотношении...
Композиційний дріт для нанесення покриттів
Номер патенту: 1803
Опубліковано: 25.10.1994
Автори: Кононов Георгій Володимирович, Матвійшин Євген Миколайович, Міліченко Андрій Семенович
МПК: C23C 4/10
Мітки: композиційний, покриттів, нанесення, дріт
Формула / Реферат:
Композиционная проволока для нанесення покрытий, выполненная из металлической оболочки и сердечника, содержащего окислы циркония, отличающаяся тем, что, с целью повышения технологичности проволоки, износостойкости, прочности сцепления и антифрикционных свойств покрытий, оболочка выполнена из никеля, а сердечник дополнительно содержит алюминий при следующем соотношении компонентов сердечника, мас.%:окислы...
Спосіб одержання карбідних покриттів на металах і сплавах
Номер патенту: 2597
Опубліковано: 26.12.1994
Автори: Лоскутов Володимир Федорович, Назаренко Євгенія Іванівна, Хижняк Віктор Гаврилович, Пересенчук Віктор Васильович, Бобіна Марина Миколаївна
МПК: C23C 12/00
Мітки: сплавах, металах, покриттів, спосіб, карбідних, одержання
Формула / Реферат:
Способ получения карбидных покрытий на металлах и сплавах, включающий загрузку деталей в камеру с порошковой смесью, содержащей карбидообразующие элементы и древесный уголь, вакуумирование, нагрев до температуры насыщения, повторное вакуумирование, заполнение камеры четыреххлористым углеродом, выдержку и охлаждение, отличающийся тем, что, с целью снижения хрупкости при сохранении достаточной твердости покрытия, порошковая смесь в качестве...
Спосіб нанесення покриттів

Номер патенту: 2947
Опубліковано: 26.12.1994
Автори: Барановський Анатолій Михайлович, Лінський Микола Федорович, Цикало Сергій Михайлович
Мітки: нанесення, спосіб, покриттів
Формула / Реферат:
Способ нанесения покрытий плазменным напылением порошкообразного металлического материала, включающий введение в плазменную струю газовой взвеси порошкообразного металлического материала и подачу его на подложку, отличающийся тем, что газовую взвесь порошкообразного материала вводят в плазменную струю со сверхзвуковой скоростью.
Суміш для одержання захисних покриттів
Номер патенту: 2784
Опубліковано: 26.12.1994
Автори: Гудзера Сергій Сергійович, Марусяк Роман Олексійович, Нестор Василь Петрович, Нестор Людмила Іллівна, Ватаманюк Василь Іванович, Шемердяк Борис Миронович, Давискиба Петро Михайлович
МПК: C09D 7/12, C08G 18/72, C03C 25/24, C09D 5/08
Мітки: захисних, одержання, суміш, покриттів
Формула / Реферат:
Состав для получения защитных покрытий, включающий алкидо-эпоксидную смолу, полиизоцианатный отвердитель и смесь ксилола и бутилацетата, отличающийся тем, что, с целью улучшения физико-механических свойств покрытий и химической стойкости в солянокислых растворах с хлороганическими добавками, он дополнительно содержит активный аэросил с насыпной плотностью 40—60 г/л, рН водно-спиртовой суспензии 5,5 и содержанием гидроксильных групп 0,3...
Попередній патент: Спиценатягувач
Наступний патент: Порошкова композиція для одержання покриттів
Випадковий патент: Спосіб одержання l-аргінінової солі периндроприлу