Електроліт бронзування
Номер патенту: 4225
Опубліковано: 17.01.2005
Автори: Байрачний Борис Іванович, Майзеліс Антоніна Олександрівна, Трубнікова Лариса Валентинівна, Тканов Дмитро Олексійович
Формула / Реферат
Електроліт бронзування, що містить міді борфторид, олова борфторид і борфтористоводневу кислоту, який відрізняється тим, що він додатково містить кобальту етилендіамінтетраацетат і трилон Б при наступному співвідношенні компонентів (г/дм3):
міді борфторид (у перерахуванні на метал)
20-25
олова борфторид (у перерахуванні на метал)
80-100
кобальту етилендіамінтетраацетат (у перерахуванні на метал)
4-5
борфтористоводнева кислота
40-70
трилон Б
8-10.
Текст
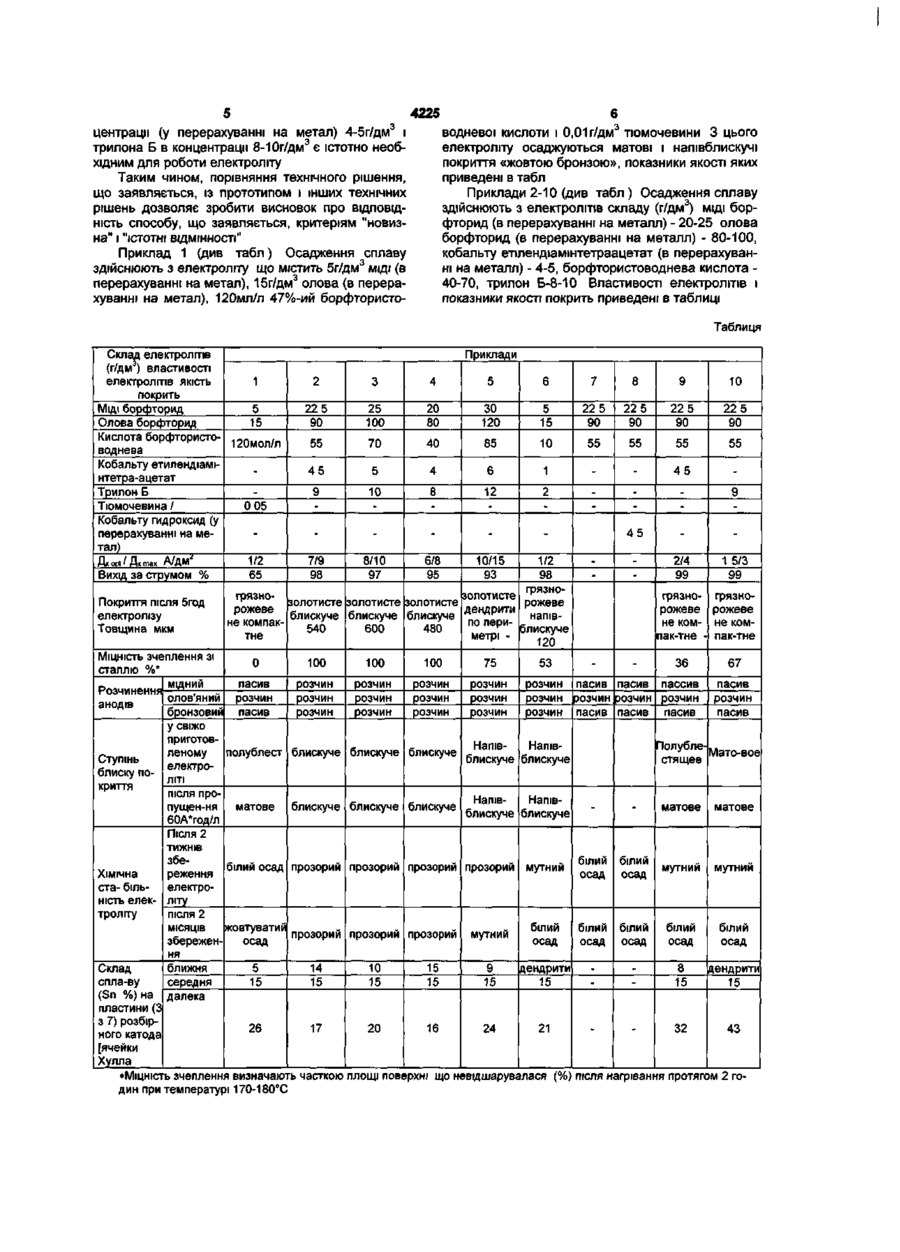
Електроліт бронзування, що містить МІДІ борфторид, олова борфторид і борфтористоводневу кислоту, який відрізняється тим, що він додатко во містить кобальту етилендіамінтетраацетат і трилон Б при наступному співвідношенні компонентів (г/дм3) МІДІ борфторид (у перераху20-25 ванні на метал) олова борфторид (у перера80-100 хуванні на метал) кобальту етилендіамінтетраацетат (у перерахуванні на метал) 4-5 борфтористоводнева кислота 40-70 трилон Б 8-Ю Корисна модель відноситься до області гальваностегії, зокрема, до електрохімічного осадження блискучих покрить сплавом мідь-олово складу «жовта» бронза і може бути використай в практиці гальванічних цехів при декоративній обробці виробів, для захисту від корозії, у тому числі і сталевих виробів у киплячій прісній воді, а також для надання антифрикційних, оптичних і ш властивостей поверхні виробів ВІДОМІ електроліти бронзування, що містять іони МІДІ у вигляді ціаніду й олово у вигляді станату [1] Вони дозволяють осаджувати покриття як "жовтою" (10-20% олова), так і "білою" (40-45% олова) бронзою Однак вони отруйні, швидкість осадження покрить недостатньо висока, а електроліт дуже чутливий до нагромадження двовалентного олова, що негативно позначається на якості покрить ВІДОМІ І більш екологічно чисті електроліти фенолсульфонові, сульфатні, сульфаматні, перхлоратні, триполіфосфатні, пірофосфатні і борфтористоводневі [2] Однак швидкість нарощування компактних покрить з них невисока (до ЗА/дм2, більш високу густину струму застосовують для осадження дисперсних покрить), з них не виходить осаджувати товсті (0,1-1 мм) покриття сплавом, однорідним по складу Електроліти ХІМІЧНО нестабільні через постійне окислення ІОНІВ двовалентного олова до чотирьохвалентного, наслідком чого є погіршення якості покрить 3 пірофосфатних, триполіфосфатних і фенолсульфонових можна осаджувати бронзові покриття на сталь (МІЦНІСТЬ зчеплення при цьому не завжди досить висока), із сульфатних, сульфаматних і перхлоратних - не можна, через високу швидкість контактного витиснення МІДІ сталевою основою 3 борфтористоводневих електролітів осаджують на сталь покриття тільки «білою» бронзою Найбільш близьким технічним рішенням є електроліт бронзування, що містить 5г/дм3 МІДІ (В перерахуванні на метал), 15г/дм3 олова (в перерахуванні на метал), 120мл/л 47%-ий борфтористоводневої кислоти і 0,01 г/дм3 тюмочевини [3] 3 цього електроліту при катодній густині струму 1-2а/дм2 осаджується сплав зі вмістом МІДІ 80-90% ("жовта бронза") Однак він дає можливість одержувати тільки напівблискучий осад сплавів, тоді як більш високою корозійною СТІЙКІСТЮ, нечутливістю до "хапання" руками володіють блискучі покриття Крім того, відомий електроліт має низьку продуктивність, оскільки катодна густина струму не перевищує 2А/дм2 МІДНІ аноди при електролізі в ньому пасивуються, а покриття при їх використанні виходять нерівномірними і різнотонними Бронзові аноди погано розчиняються, а покриття при цьому осаджуються губчатими Робота, що рекомендується, з олов'яними анодами приводить до надмірного нагромадження ІОНІВ олова в електроліті як за рахунок різниці в складі катодного й анодного матеріалу, так і за рахунок реакції контактного витиснення МІДІ більш негативним оловом Порушення співвідношення між концент со ю CM CM 422S раціями металів у розчині викликає зміну складу сплаву, що осаджується Задачею, що вирішується даним винаходом, є розширення інтервалу робочих густин струму, стабільності електроліту і підвищення якості покрить за рахунок їх більш високого ступеня блиску, більш міцного зчеплення зі сталевою основою й однорідності за складом різних ділянок і шарів В основу корисної моделі покладена задача створення електроліту на основі МІДІ борфториду, олова борфториду і борфтористоводневої кислоти Для рішення поставленої задачі запропоновано електроліт, що додатково містить кобальту етилендіамінтетраацетат і трилон Б при співвідношенні компонентів (г/дм3) МІДІ борфторид (у перерахуванні на метал) 20-25 олова борфторид (у перерахуванні на метал) 80-100 кобальту етилендіамінтетраацетат (у перерахуванні на метал) 4-5 борфтористводнева кислота 40-70 трилон Б 8-10 Процес електроосадження здійснюють при кімнатній температурі, катодній густині струму 1ЮА/дм2 і співвідношенні поверхні анода і катода S a Sk=(2-4) 1 Аноди бронзові, складу одержуваних покрить Електроліт готують у такий спосіб У борфтористоводневій кислоті, що відповідає загальному ВМІСТОВІ борфторидів в електроліті, розчиняють МІДІ основний карбонат в КІЛЬКОСТІ, еквівалентній сумарному ЗМІСТОВІ ІОНІВ МІДІ Й олова в електроліті, потім вводять порошок олова в КІЛЬКОСТІ, ЩО відповідає ЗМІСТОВІ олова в електроліті, відфільтровують витиснутий порошок МІДІ В окремій порції води розчиняють будь-яку сіль кобальту, осаджують кобальту гідроксид натрію гідроксидом Наступного дня відмитий осад кобальту гидрооксида вносять у розчин, що містить трилон Б (динатрійову сіль етилендіамінтетраацетатної кислоти) у КІЛЬКОСТІ, що відповідає загальному ВМІСТОВІ КИС ЛОТНОГО залишку етилендіамінтетраацетатної кислоти в складі електроліту Уводять отриманий розчин кобальту етилендіамінтетраацетата і трилона Б в розчин, що містить МІДІ борфторид, олова борфторид і борфтористоводневу кислоту Об'єм електроліту доводять до мітки При сумісному використанні трилона Б и кобальту етилендіамінтетраацетату експериментально виявлена висока хімічна стабільність розчину, а також те, що умови електролізу, яки створилися, дозволяють одержувати блискучі дрібнокристалічні, добре зчеплені зі сталлю покриття сплавом «жовта бронза» у широкому діапазоні густин струму Спільне введення в електроліт трилона Б и кобальту етилендіамінтетраацетата необхідно для забезпечення хімічної СТІЙКОСТІ електроліту, більш кращої розчинності мідних і бронзових анодів, а також сталості умов сумісного осадження МІДІ Й олова в часі й у широкому діапазоні густин струму завдяки створюваної при їх введенні рівноваги редокси реакцій і реакцій комплексоутворення в системі, що містить різновалентні юни купруму, олова і кобальту Це дозволяє підвищити концентрації ІОНІВ металів в електроліті і, як наслідок, підвищити допустимі густини струму, а також забезпечити однорідність по складу різних ділянок і шарів одержуваних покрить сплавом Крім того, при СПІЛЬНІЙ присутності трилона Б и кобальту етилендіамінтетраацетата осаджуються блискучі покриття, збільшується поляризація при виділенні сплаву, що разом з високою швидкістю осадження забезпечує нанесення добре зчеплених зі сталлю покрить У технічному плані ВІДМІННОЮ рисою пропонуємого винаходу є те, що електроліт додатково містить трилон Б и кобальту етілендіамінтетраацетат, тобто в електроліті знаходяться в рівновазі не тільки звичайні пдратовані різновалентні юни МІДІ й олова, але й іони кобальту, що не розряджуються спільно зі сплавом, а також комплексні сполуки з кислотним залишком етилендіамінтетраацетатної кислоти Відоме використання ІОНІВ кобальту у вигляді різних солей в електролітах, що містять олово Однак з цих сполук кобальт сумісно осаджується з оловом на катоді, а в пропонуємому електроліті кобальт з етилендіамінтетраацетата не розряджується на катоді, а тільки разом із трилоном Б бере участь у ХІМІЧНІЙ рівновазі в розчині і впливає на виділення сплаву мщь-олово, знаходячись у прикатодному шарі Відоме використання трилона Б як для осадження сплавів олова, так і для осадження сплавів МІДІ, але не відомо його використання разом з кобальту етілендіамінтетраацетатом в борфтористоводневому електроліті для осадження сплаву мщь-олово А саме введення цих речовин в поєднанні, як виявлено експериментально, дозволяє досягти умов, які забезпечують таке співвідношення концентрацій сполук металів різної валентності, що досягається хімічна СТІЙКІСТЬ електроліту і соосадження МІДІ й олова з утворенням сплаву складу "жовта" бронза з більш високою поляризацією й у широкому діапазоні густин струму, а також забезпечується дрібнокристалічність, однорідність і більш високий ступінь блиску покрить Таким чином, розширення інтервалу робочих густин струму, підвищення стабільності електроліту і якості покрить, що досягається тільки при спільному введенні в електроліт додатково кобальту етилендіамінтетраацетата і трилона Б встановлено авторами вперше в процесі експериментів При використанні концентрацій МІДІ борфториду й олова борфториду менше приведених, знижується продуктивність процесу, при перевищенні концентрацій погіршується якість покрить При використанні борфтористоводневої кислоти концентрації менше 40 г/дм1 погіршується хімічна СТІЙКІСТЬ електроліту, більш 70г/дм3 - зменшується продуктивність процесу Зменшення концентрацій трилона Б и кобальту етилендіамінтетраацетата нижче нижньої межі приводить до погіршення хімічної СТІЙКОСТІ електроліту При концентраціях цих компонентів, що перевищують верхню межу, знижується однорідність покрить за складом Тобто, наявність в електроліті додатково введених кобальту етилендіамінтетраацетата в кон 4225 центрацп (у перерахуванні на метал) 4-5г/дм і 3 трилона Б в концентрації 8-10г/дм є істотно необхідним для роботи електроліту Таким чином, порівняння технічного рішення, що заявляється, із прототипом і інших технічних рішень дозволяє зробити висновок про ВІДПОВІДНІСТЬ способу, що заявляється, критеріям "новизна" І "ІСТОТНІ ВІДМІННОСТІ" Приклад 1 (див табл) Осадження сплаву 3 здійснюють з електроліту що містить 5г/дм МІДІ (в 3 перерахуванні на метал), 15г/дм олова (в перерахуванні на метал), 120мл/л 47%-ий борфтористо водневої кислоти і 0,01 г/дм тюмочевини 3 цього електроліту осаджуються матові і напівблискучі покриття «жовтою бронзою», показники якості яких приведені в табл Приклади 2-10 (див табл ) Осадження сплаву 3 здійснюють з електролітів складу (г/дм ) МІДІ борфторид (в перерахуванні на металл) - 20-25 олова борфторид (в перерахуванні на металл) - 80-100, кобальту етілендіамінтетраацетат (в перерахуванні на металл) - 4-5, борфтористоводнева кислота 40-70, трилон Б-8-10 Властивості електролітів і показники якості покрить приведені в таблиці Таблиця Склад електролітів 3 (г/дм ) властивості електролітів якість покрить Приклади 1 5 Олова борфторид 15 Кислота борфтористо120мол/л воднева Кобальту етилендіамінтетра-ацетат Трилон Б Тюмочевина / 0 05 Кобальту гидроксид (у перерахуванні на метал) 1/2 Дкорі/Дктах А/ДМ' Вихід за струмом % 65 МІДІ борфторид Покритгя після 5год електролізу Товщина мкм МІЦНІСТЬ зчеплення зі сталлю %* 2 3 4 5 6 7 8 9 10 22 5 90 25 100 20 80 120 зо 5 15 22 5 90 22 5 90 22 5 90 22 5 90 55 70 40 85 10 55 55 55 55 45 5 4 6 1 45 9 10 8 12 2 9 45 7/9 98 8/10 97 6/8 95 10/15 93 1/2 98 грязнорожеве напівблискуче 120 2/4 99 1 5/3 99 53 грязнозолотисте золотисте золотисте золотисте рожеве дендрити блискуче блискуче блискуче по перине компак540 480 600 метрі тне 0 100 100 100 75 грязнорожеве не компак-тне грязнорожеве не компак-тне 36 67 розчин МІДНИЙ пасив розчин розчин розчин розчин пасив пасив пассив пасив Розчинення олов'яний розчин розчин розчин розчин розчин розчин розчин розчин розчин розчин анодів бронзовий пасив розчин розчин розчин розчин розчин пасив пасив пасив пасив у свіжо приготовНапівНапівПолублеленому полублест блискуче блискуче блискуче Мато-вое Ступінь блискуче блискуче стящее електроблиску політі криття після проНапівНапівпущен-ня матове блискуче блискуче блискуче матове матове блискуче блискуче 60А*год/л Після 2 ТИЖНІВ Хімічна ста- більність електроліту збереження електроліту після 2 білий осад прозорий прозорий прозорий прозорий мутний білий осад білий осад мутний мутний жовтуватий МІСЯЦІВ білий білий білий білий білий прозорий прозорий прозорий мутний збереженосад осад осад осад осад осад ня ближня 5 14 дендрити 10 15 9 8 дендрити Склад спла-ву середня 15 15 15 15 15 15 15 15 (Sn %)і на далека пластини(3 з 7) розбір17 21 26 20 16 24 32 43 ного катода [ячейки Хул л а •МІЦНІСТЬ зчеплення визначають часткою площі поверхні що невід шарувалася (%) після нагрівання протягом 2 годин при температурі 170-180°С 4225 В прикладах 1-10 вихід за струмом, характеристика товстих покрить, осаджених на протязі 5 годин, МІЦНІСТЬ зчеплення зі сталлю, ступінь блиску и склад сплаву на розбірному катоді ячейки Хулла отримані при оптимальній густині струму (Дк opt, див табл ) на мідних зразках (окрім МІЦНОСТІ зчеплення зі сталлю) Максимальна густина Струму ( Д к max, ДИВ Т а б л ) - МЭКСИМЭЛЬНа ГуСТИНЭ струму отримання компактних покрить В електролітах по прикладах 7 и 8 покриття "жовтою" бронзою осаджуються тільки в потенціостатичних умовах Таким чином, зіставлення даних, приведених у прикладах, показує, що пропонований електроліт відрізняється кращою ХІМІЧНОЮ СТІЙКІСТЮ І продуктивністю, а одержані покриття більш високим ступенем блиску, МІЦНІСТЮ зчеплення зі сталевою основою й однорідністю за складом різних ділянок (різні пластини розбірного катода ячейці Хулла) і шарів (якість покрить, що осаджувалися протягом 5 годин) Більш висока хімічна СТІЙКІСТЬ електроліту, у порівнянні з відомими, спрощує обслуговування ванни, дозволяє забезпечити сталість складу одержуваних покрить Збільшення в 3-5 разів верхньої границі густин струму в сполученні з високими виходами по струму (вище в 1,5 рази) дозволяє в 4-7 разів підняти продуктивність процесу Нормальне розчинення бронзових анодів сприяє сталості сполуки електроліту й одержува Комп ютерна верстка В Мацело них покрить, а мідного й олов'яних - надає можливість електрохімічного корегування складу електроліту по іонах металів, що спрощує обслуговування Більш висока МІЦНІСТЬ зчеплення покрить зі сталевою основою, рівномірність за складом, а також можливість осадження товстих покрить розширює асортимент деталей, що покриваються Економічна ДОЦІЛЬНІСТЬ використання пропонованого електроліту обумовлена меншими витратами на корегування електроліту (хімікати, обслуговування), електроенергію (за рахунок більш високого виходу за струмом), а також можливістю заміни більш дорогих електролітів при осадженні блискучих покрить на сталеві деталі й одержанні товстих покрить Джерела інформації 1 ГОСТ 9 047-75 Покрытия металлические и неметаллические неорганические Операции технологических процессов получения покрытий 2 В В Бондарь, В В Гринина, В Н Павлов Электроосаждение двойных сплавов (Итоги науки и техники) -1979, т 16 - 329с 3 А Ф Иванов С А Гинцберг О некоторых возможностях интенсификации процесса электроосаждения меднооловянистых сплавов // Интенсификация электролитических процессов нанесения металлопокрытиями М МДНТП, 1970 с 125-129 Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького 45 м Київ МСП 03680 Україна ДП Український інститут промислової власності вул Глазунова 1 м Київ-42 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn electrolyte for bronzing
Автори англійськоюBairachnyi Borys Ivanovych, Maizelis Antonina Oleksandrivna, Trubnikova Larysa Valentynivna
Назва патенту російськоюЭлектролит бронзирования
Автори російськоюБайрачный Борис Иванович, Майзелис Антонина Александровна, Трубникова Лариса Валентиновна
МПК / Мітки
МПК: C25D 3/56
Мітки: бронзування, електроліт
Код посилання
<a href="https://ua.patents.su/4-4225-elektrolit-bronzuvannya.html" target="_blank" rel="follow" title="База патентів України">Електроліт бронзування</a>
Електроліт для осадження мідних покриттів
Номер патенту: 3167
Опубліковано: 15.10.2004
Автори: Лівшиц Абрам Борисович, Продан Наталія Митрофанівна, Шелухін Володимир Васильович, Залуська Тетяна Володимирівна
МПК: C25D 3/38
Мітки: осадження, мідних, електроліт, покриттів
Формула / Реферат:
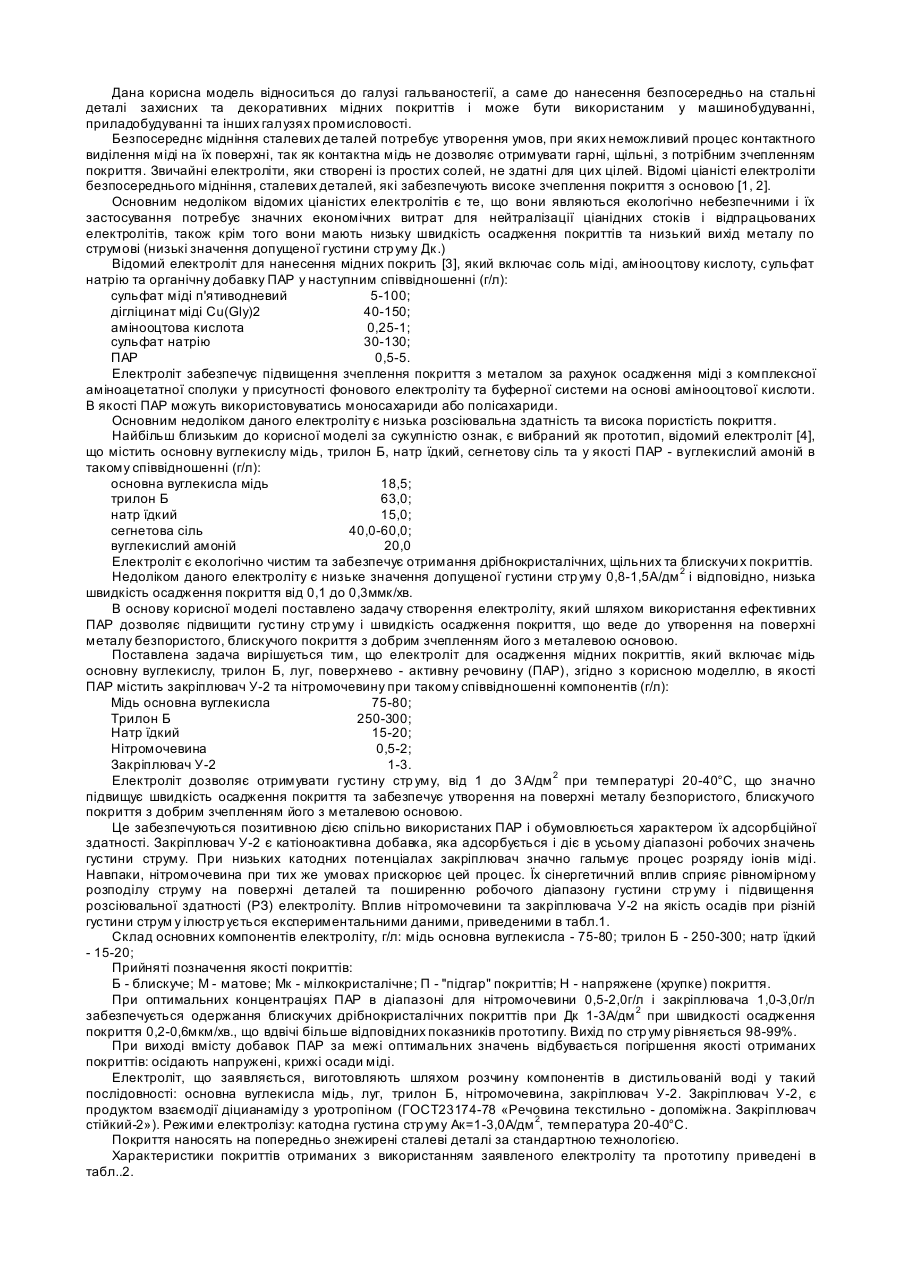
Електроліт для осадження мідних покриттів, що включає сіль міді, трилон Б, луг, поверхнево-активні речовини (ПАР), який відрізняється тим, що як ПАР він містить закріплювач У-2 та нітромочевину з таким співвідношенням компонентів (г/л): мідь основна вуглекисла 75-80 трилон Б 250-300 натр їдкий 15-20 нітромочевина ...
Електроліт осадження сплаву ni-ag
Номер патенту: 3837
Опубліковано: 15.12.2004
Автори: Куковицький Миколай Миколайович, Школьнікова Тетяна Василівна, Байрачний Володимир Борисович
МПК: C25D 3/12
Мітки: електроліт, сплаву, осадження, ni-ag
Формула / Реферат:
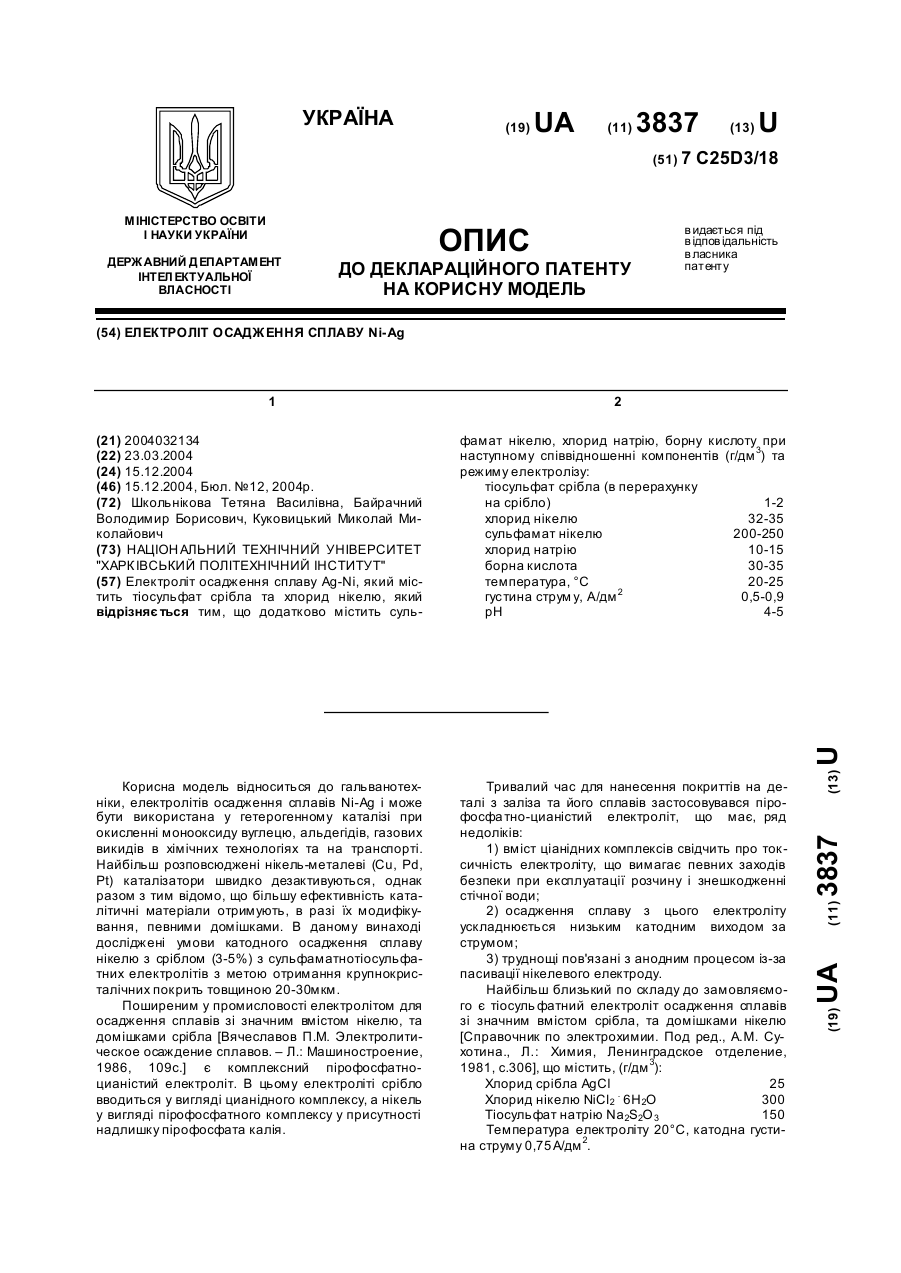
Електроліт осадження сплаву Ag-Ni, який містить тіосульфат срібла та хлорид нікелю, який відрізняється тим, що додатково містить сульфамат нікелю, хлорид натрію, борну кислоту при наступному співвідношенні компонентів (г/дм3) та режиму електролізу: тіосульфат срібла (в перерахунку на срібло) 1-2 хлорид нікелю 32-35 сульфамат нікелю 200-250 ...
Комплексний електроліт для осадження сплаву олово-свинець
Номер патенту: 23860
Опубліковано: 31.08.1998
Автори: Пашинський Леонід Миколайович, Шуляр Галина Степанівна, Афонін Олександр Васильович, Тарасенко Володимир Миколайович, Стрільчук Людмила Василівна, Свиридович Олександр Микитович, Калуш Олександр Захарович, Гасьмаєв Віктор Корнійович, Глядіна Надія Олексіївна, Філіна Ірина Арсентівна
МПК: C25D 3/56
Мітки: електроліт, олово-свинець, комплексний, сплаву, осадження
Формула / Реферат:
Комплексний електроліт для осадження сплаву олово-свинець, який містить сполуки свинцю Pb2+ та олова Sn2+, який відрізняється тим, що як комплексоутворювач використовують хлорид-іони при такому співвідношенні компонентів:Сполуки Sn2+ 7,5-32 г/л (в перерахунку на метал)Сполуки Рb2+ 8,5-35 г/л...
Лужний електроліт міднення

Номер патенту: 62578
Опубліковано: 15.12.2003
Автори: Байрачний Борис Іванович, Сьомкіна Олена Володимирівна
МПК: C25D 3/38
Мітки: міднення, електроліт, лужний
Формула / Реферат:
Лужний електроліт міднення, що містить мідь сульфатну, калій-натрій виннокислий, гідроксид лужного металу (калію або натрію), який відрізняється тим, що додатково містить сульфаміновокислу мідь та сульфіт натрію при наступному співвідношенні компонентів (г/дм3) та режимах електролізу: мідь сульфатна 15-20 мідь сульфаміновокисла 75-90 калій-натрій ...
Електроліт латунування
Номер патенту: 49107
Опубліковано: 16.09.2002
Автори: Варгалюк Віктор Федорович, Єфіменко Олена Валеріївна, Іванко Вікторія Степанівна
МПК: C25D 3/56
Мітки: електроліт, латунування
Формула / Реферат:
Електроліт латунування, який містить сірчанокислу мідь, сірчанокислий цинк, пірофосфат натрію, винну кислоту, акриламід, який відрізняється тим, що він додатково містить амоній фосфорнокислий двозаміщений та амінокислоту при такому співвідношенні компонентів, г/л: сірчанокисла мідь 8-12 сірчанокислий цинк 65-75 пірофосфат натрію 258-309 ...
Попередній патент: Пристрій для захисту від енергетичного впливу
Наступний патент: Модуль імпульсного пожежогасіння
Випадковий патент: Спосіб пластики анодерми після висічення анальної тріщини