Спосіб автоматичного газополум’яного наплавлення сталевих і чавунних прокатних валків сортових станів
Номер патенту: 42409
Опубліковано: 10.07.2009
Формула / Реферат
Спосіб автоматичного газополум'яного наплавлення чавуном сталевих і чавунних прокатних валків сортових станів, що включає використання металопорошкової шихти, технологічних флюсів і модифікуючих присадок і який здійснюють за допомогою спеціального двосекційного пальника газового, який відрізняється тим, що подачу рідкої ванни металу на поверхню калібра валка, розташованого горизонтально, здійснюють в зазор між профілем калібра і профілем вогнетривкого елемента, що містить похилу поверхню під кутом 15-30° до горизонту, з якою металопорошкову шихту подають в зону плавлення з швидкістю, яка в 3-5 разів вище за швидкість наплавлення, а металопорошкова шихта містить нікель в кількості 2,5-3,0 %, і заздалегідь нагрівають сталевий або чавунний валок до температури 450 °С і в зону установки кристалізатора, на наплавлений шар, направляють охолоджувальний потік, наприклад, вуглекислого газу.
Текст
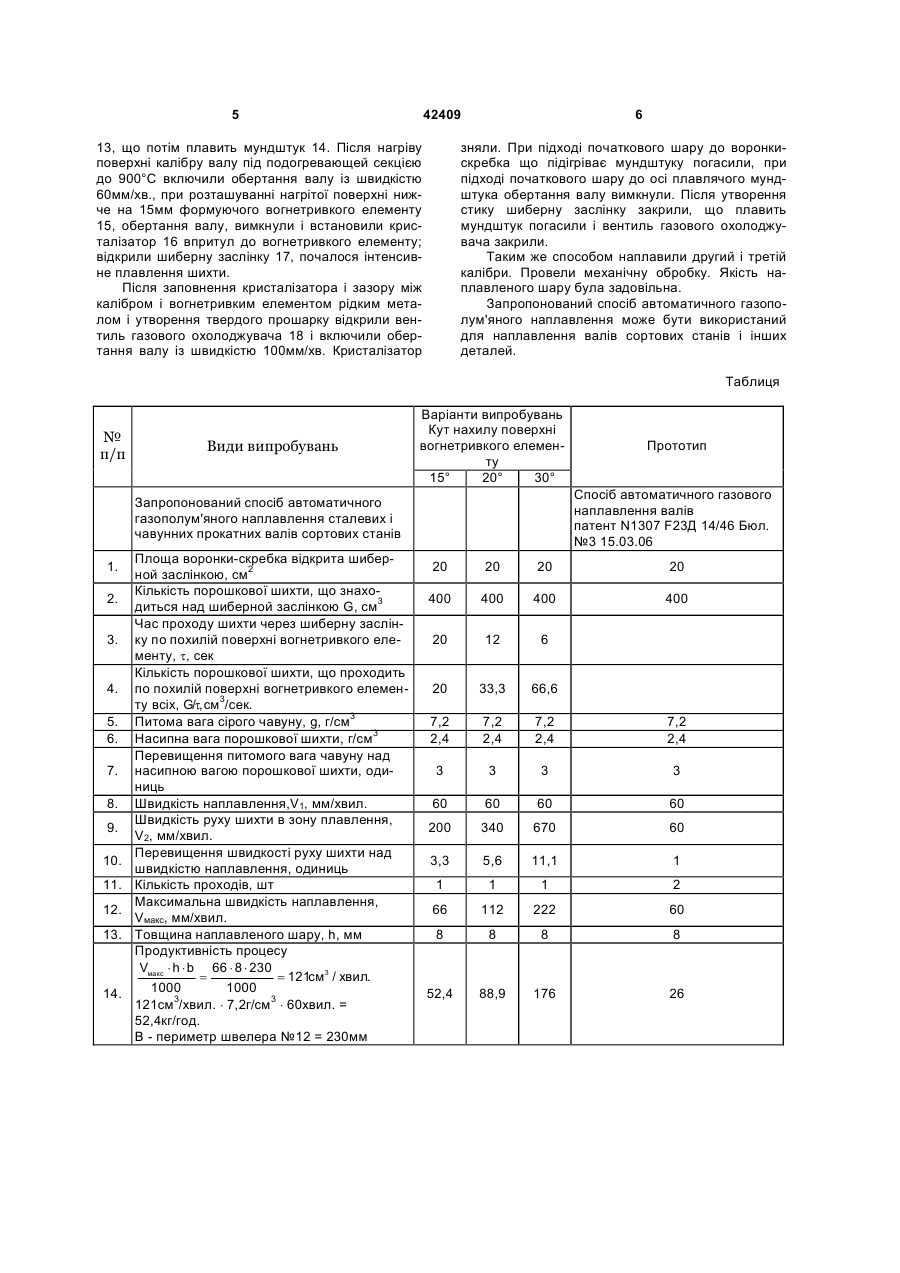
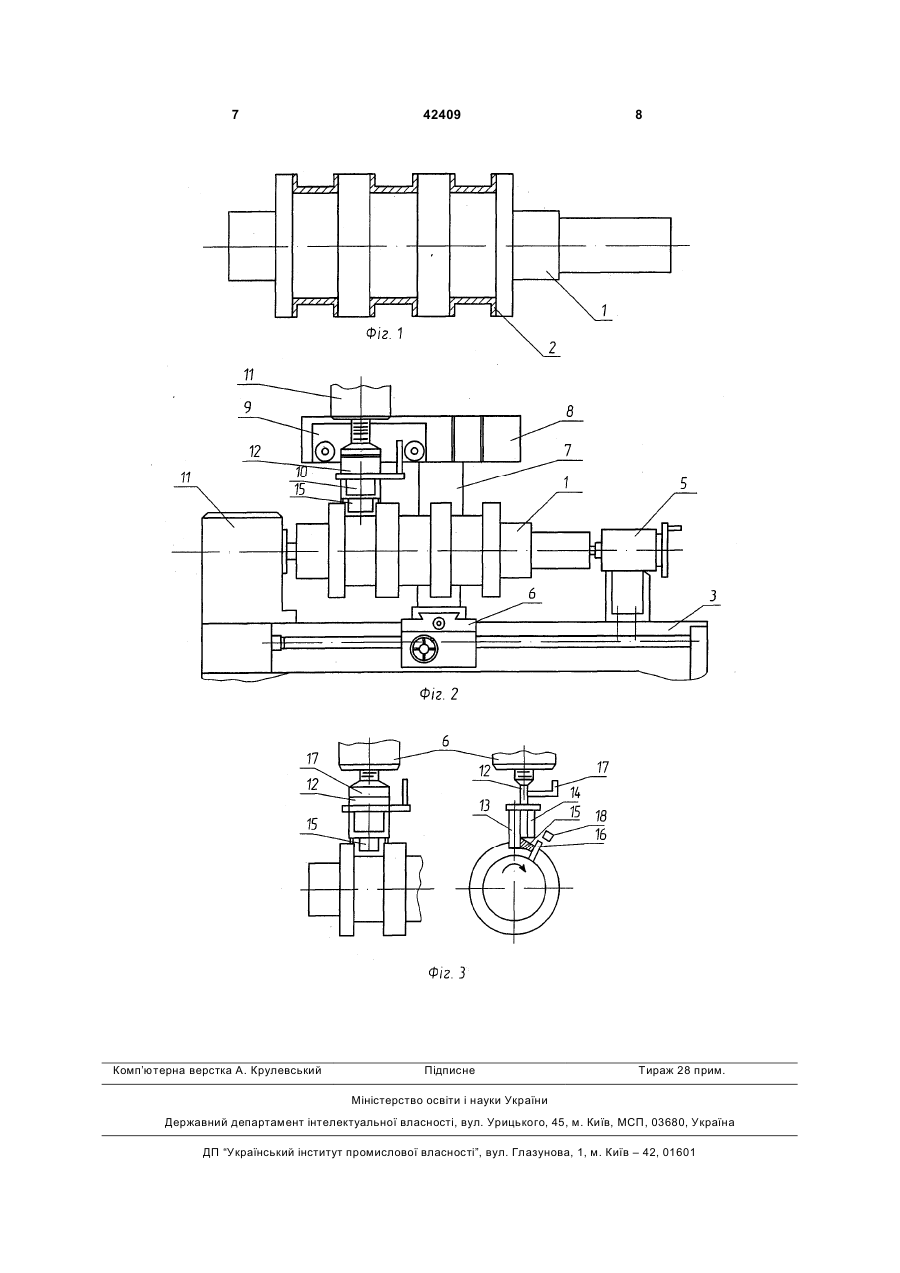
Спосіб автоматичного газополум'яного наплавлення чавуном сталевих і чавунних прокатних валків сортових станів, що включає використання металопорошкової шихти, технологічних флюсів і модифікуючих присадок і який здійснюють за допомогою спеціального двосекційного пальника газового, який відрізняється тим, що подачу рід 3 го двосекційного пальника газового; - використання спеціального широкофакельного 2-х секційного пальника газового; Відмітними СУТТЄВИМИ ознаками запропонованого способу автоматичного газополум'яного наплавлення чавуном прокатних валів від прототипу є: - надходження рідкої ванни металу на поверхню калібру валу, розташованого горизонтально, відбувається в зазор межу профілем калібру вала і профілем вогнетривкого елементу; - вогнетривкий елемент містить похилу поверхню, розташовану під кутом 15-30° до горизонту, з якою металопорошкова шихта подається в зону плавлення з швидкістю в 3-5 разів вище за швидкість наплавлення; - металопорошкова шихта містить нікель в кількості Ni=2,5-3,0%; - температура попереднього нагріву сталевого або чавунного вала складає 450°C; - у зону установки кристалізатора, на наплавлений шар, направлений потік що охолоджує, наприклад, вуглекислого, газу. Наявність цих ознак дозволяє класифікувати корисну модель, як відповідну критерію «новизна». Надходження рідкої ванни металу на поверхню калібру вала, розташованого горизонтально, відбувається в зазор між профілем калібру вала профілем вогнетривкого елементу. Це забезпечує високу продуктивність наплавлення, оскільки виключається необхідність роздільного наплавлення горизонтальних і вертикальних поверхонь, властивих прототипу. Крім того, за рахунок застосування вогнетривкого елементу забезпечується наплавлення з мінімальними припусками на механічну обробку, чого немає у прототипу. Вогнетривкий елемент містить похилу поверхню, розташовану під кутом 15-30° до горизонту, з якою металопорошкова шихта подається в зону плавлення з швидкістю в 3-5 разів вище за швидкість наплавлення.. Це забезпечує виконання наплавлення за один прохід, оскільки кількість шихти, що подається в зону плавлення, покриває різницю між насипною вагою порошкової шихти і питомою вагою рідкого металу. У прототипу доводиться робити наплавлення в 2-3 проходи. При цьому найбільш ефективним кутом нахилу поверхні вогнетривкого елементу є кут 20°, що забезпечує рідке наплавлення із швидкістю 160мм/хв. З приведених в таблиці результатів випробування способу наплавлення видно, що при куті нахилу менш 15° швидкість подачі шихти не забезпечує однопрохідного наплавлення із швидкістю 60мм/хв., а при куті нахилу більш 30°, швидкість подачі шихти забезпечує однопрохідне наплавлення із швидкістю більше 222мм/хв., що є дуже високою швидкістю і кут нахилу більш 30° не прийнятний. Металопорошкова шихта, що містить нікель в кількості Ni=2,5-3,0%, забезпечує утворення структури основної металевої маси білого чавуну у вигляді троостито-сорбіту і троостітной, вищою зносостійкістю, що володіє, і твердістю в порівнянні із структурою перлитового сорбіту металевої основи білого чавуну у прототипу. При цьому чавун задо 42409 4 вільно обробляється твердосплавним металорізальним інструментом. Відомо, що основним хімічним елементом, після вуглецю, що визначає структуру і твердість білого чавуну, є нікель (див. «Довідник машинобудівника» т.6 стор. 321). Пояснюється це тим, що при кристалізації рідкого чавуну утворюється легований нікелем аустеніт. Такий аустеніт володіє стійкістю проти ізотермічного розпаду при температурі 727°C і розпадається при нижчих температурах на відповідні структури залежно від ступеня його легування. Температура попереднього нагріву сталевого або чавунного валка 450°C забезпечує ізотермічний розпад аустеніту, що переохолоджував, і перетворення його в тростито-сорбіт і в троостіт з твердістю НВ=400кг/мм2. У той час нагрів валка температури 450°C забезпечує його самоотпуск за рахунок витримки після наплавлення в термостаті до повного охолоджування. У зону установки кристалізатору, на наплавлений шар, направлений потік охолоджуючого вуглекислого газу, що забезпечує виникнення в нім структури білого чавуну. Відомо, що при вмісті в білому чавуні вуглецю і кремнію в сумі: C+Si=4,75,2% при швидкості охолоджування до температури 950°C, рівною 3,7-4,2мм/сек, утворюється білий чавун (див. «Довідник машинобудівника», т.6, стор.318). Таким чином, характер прояву запропонованих істотних ознак, забезпечує досягнення необхідного технічного результату, що складається у створенні високо-зносостійкій структури у чавуна що наплавляють, і необхідної швидкості подачі металопорошкової шихти в зону плавлення, що забезпечує високу продуктивність наплавлення і підвищення терміну служби чавунних і сталевих валків сортових станів. Здійснення способу автоматичного газополум'яного наплавлення сталевих і чавунних прокатних валків сортових станів приведене в прикладі. Приклад. Для відновлення зношеного чавунного валка 1 чистовой кліті сортопрокатного стану 600мм, зображеного на Фіг.1, провели наплавлення на робочу поверхню калібру ящика вала швелера №12 шару чавуну 2. Наплавлення здійснили на наплавлювальній установці, зображеній на Фіг.2, вживаною для наплавлення електродуги сталевих валів сортових станів. Установка складається із станини 3, передньої бабки 4 і задньої бабки 5, супорта 6, на якому встановлена колона 7 з траверсой 8 і наплавлювальним автоматом 9 із закріпленою в ньому 2-х секційним пальником газовим 10 і бункери металопорошкової шихти 11, сполученого шлангом з воронкою-скребком 12. Встановили на наплавлювальний верстат заздалегідь нагрітий до 450°C вал 1 і два з трьох калібрів закрили термоізоляційними пристроями, а над третім виставили 2-х секційний газовий пальник так, щоб вісь вісь підігріваючого мундштука 13 була в зеніті, тоді вісь плавлячого мундштука 14 зміщена в зеніте у бік обертання валка 45мм (Фіг.3). Формуючий вогнетривкий елемент 15, закріплений під воронкоюскребком розташовується по осі калібру ящика з утворенням зазору 5мм. Підігріваючий мундштук 5 42409 13, що потім плавить мундштук 14. Після нагріву поверхні калібру валу під подогревающей секцією до 900°C включили обертання валу із швидкістю 60мм/хв., при розташуванні нагрітої поверхні нижче на 15мм формуючого вогнетривкого елементу 15, обертання валу, вимкнули і встановили кристалізатор 16 впритул до вогнетривкого елементу; відкрили шиберну заслінку 17, почалося інтенсивне плавлення шихти. Після заповнення кристалізатора і зазору між калібром і вогнетривким елементом рідким металом і утворення твердого прошарку відкрили вентиль газового охолоджувача 18 і включили обертання валу із швидкістю 100мм/хв. Кристалізатор 6 зняли. При підході початкового шару до воронкискребка що підігріває мундштуку погасили, при підході початкового шару до осі плавлячого мундштука обертання валу вимкнули. Після утворення стику шиберну заслінку закрили, що плавить мундштук погасили і вентиль газового охолоджувача закрили. Таким же способом наплавили другий і третій калібри. Провели механічну обробку. Якість наплавленого шару була задовільна. Запропонований спосіб автоматичного газополум'яного наплавлення може бути використаний для наплавлення валів сортових станів і інших деталей. Таблиця № п/п Види випробувань Варіанти випробувань Кут нахилу поверхні вогнетривкого елементу 15° 20° 30° Спосіб автоматичного газового наплавлення валів патент N1307 F23Д 14/46 Бюл. №3 15.03.06 Запропонований спосіб автоматичного газополум'яного наплавлення сталевих і чавунних прокатних валів сортових станів 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Площа воронки-скребка відкрита шиберной заслінкою, см2 Кількість порошкової шихти, що знаходиться над шиберной заслінкою G, см3 Час проходу шихти через шиберну заслінку по похилій поверхні вогнетривкого елементу, t, сек Кількість порошкової шихти, що проходить по похилій поверхні вогнетривкого елементу всіх, G/t, см3/сек. Питома вага сірого чавуну, g, г/см3 Насипна вага порошкової шихти, г/см3 Перевищення питомого вага чавуну над насипною вагою порошкової шихти, одиниць Швидкість наплавлення,V1, мм/хвил. Швидкість руху шихти в зону плавлення, V2, мм/хвил. Перевищення швидкості руху шихти над швидкістю наплавлення, одиниць Кількість проходів, шт Максимальна швидкість наплавлення, Vмакс, мм/хвил. Товщина наплавленого шару, h, мм Продуктивність процесу Vмакс × h × b 66 × 8 × 230 = = 121см3 / хвил. 1000 1000 121см3/хвил. × 7,2г/см3 × 60хвил. = 52,4кг/год. В - периметр швелера №12 = 230мм Прототип 20 20 20 20 400 400 400 400 20 12 6 20 33,3 66,6 7,2 2,4 7,2 2,4 7,2 2,4 7,2 2,4 3 3 3 3 60 60 60 60 200 340 670 60 3,3 5,6 11,1 1 1 1 1 2 66 112 222 60 8 8 8 8 52,4 88,9 176 26 7 Комп’ютерна верстка А. Крулевський 42409 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated gas-flame melting of steel and cast-iron roll rollers of section mills
Автори англійськоюTrakshynskyi Roman Borysovych, Uteshev Oleh Yevhenovych
Назва патенту російськоюСпособ автоматической газопламенной наплавки стальных и чугунных прокатных валков сортовых станов
Автори російськоюТракшинский Роман Борисович, Утешев Олег Евгеньевич
МПК / Мітки
МПК: F23D 14/46
Мітки: сортових, автоматичного, чавунних, прокатних, валків, спосіб, сталевих, станів, газополум'яного, наплавлення
Код посилання
<a href="https://ua.patents.su/4-42409-sposib-avtomatichnogo-gazopolumyanogo-naplavlennya-stalevikh-i-chavunnikh-prokatnikh-valkiv-sortovikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного газополум’яного наплавлення сталевих і чавунних прокатних валків сортових станів</a>
Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
МПК: F23D 14/46
Мітки: чавунних, валків, сталевих, спосіб, автоматичного, прокатних, наплавлення, газового
Формула / Реферат:
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням...
Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів
Номер патенту: 31052
Опубліковано: 25.03.2008
Автори: Штепа Ігор Євгенович, Тракшинський Роман Борисович
МПК: F23D 14/48
Мітки: шарнірів, станів, автоматичного, наплавлення, шпинделів, прокатних, спосіб, газового, універсальних, бронзових, ковзання, вкладишів
Формула / Реферат:
Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів з використанням металопорошкової шихти, здійснюваний за допомогою спеціального двосекційного газового пальника, який відрізняється тим, що надходження рідкої ванни металів на сферичну поверхню вкладиша відбувається від низу до верху із застосуванням формувального вогнетривкого елемента, а мундштук підігрівальної секції...
Спосіб відновлення зношених валків прокатних станів
Номер патенту: 21584
Опубліковано: 06.01.1998
Автори: Горяний Анатолій Григорович, Нечепоренко Володимир Андрійович, Шалімов Володимир Дмитрович, Морозов Валерій Іванович, Силін Микола Василійович, Полещук Валентин Михайлович, Дьомічев Сергій Володимирович, Босий Володимир Миколайович, Шеремет Володимир Олександрович, Шапаренко Олександр Володимирович, Деркач Дмитро Олександрович
МПК: B23K 9/04
Мітки: зношених, валків, спосіб, відновлення, станів, прокатних
Формула / Реферат:
1. Спосіб відновлення зношених валків прокатних станів, що включає попередній нагрів валка, електродугове наплавлення поверхні, що відновлюється, та сповільнене охолодження валка, який відрізняється тим, що після сповільненого охолодження валка на наплавлену поверхню діють мікроплазмовою дугою, нагріваючи поверхню валка у зоні нагріву до оплавлення, з послідовним зміщенням зони нагріву по поверхні, що обробляється.2. Спосіб по п....
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Сирота Дмитро Олександрович, Будаг'янц Микола Абрамович, Ревякін Олександр Миколайович, Гольдштейн Леонід Борисович, Балаклієць Ігор Альбінович, Дяченко Юрій Васильович, Кондратенко Віктор Іванович
МПК: B22D 27/20, B22D 19/16
Мітки: чавунних, лиття, спосіб, двошарових, прокатних, валків
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 62257
Опубліковано: 16.10.2006
Автори: Балаклієць Ігор Альбінович, Філіпов Валентин Семенович, Сирота Олександр Олексійович, Дяченко Юрій Васильович, Будаг'янц Микола Абрамович, Кондратенко Віктор Іванович
МПК: B22D 25/00, B22D 27/20
Мітки: спосіб, валків, двошарових, чавунних, прокатних, лиття
Формула / Реферат:
Пружна муфта, що містить ведучу і ведену півмуфти та першу групу обладнаних пружними обмежувачами гідроциліндрів, циліндри яких закріплені на веденій півмуфті, а штоки зв'язані з ведучою півмуфтою за допомогою шарнірів, осі яких паралельні осі муфти, циліндри гідравлічно зв'язані робочими порожнинами між собою і з пристроєм для забезпечення пружності гідравлічного ланцюга, виконаним у вигляді другої групи гідроциліндрів, оснащених пружними...
Попередній патент: Спосіб виробництва казеїнатів
Наступний патент: Спосіб побудови географічних соціальних (геосоціальних) мереж за допомогою мобільного зв’язку
Випадковий патент: Ортопедичний корсет