Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів
Номер патенту: 31052
Опубліковано: 25.03.2008
Формула / Реферат
Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів з використанням металопорошкової шихти, здійснюваний за допомогою спеціального двосекційного газового пальника, який відрізняється тим, що надходження рідкої ванни металів на сферичну поверхню вкладиша відбувається від низу до верху із застосуванням формувального вогнетривкого елемента, а мундштук підігрівальної секції пальника містить сопло з щілинним отвором, площа якого в 1,5-2,5 рази менша від площі перерізу отвору сопла пальника, при цьому металопорошкова шихта містить порошок бронзи, наприклад, марки Бр05Ц5С5 складу, мас. %: Sn=5; Zn=5; Pb=5.
Текст
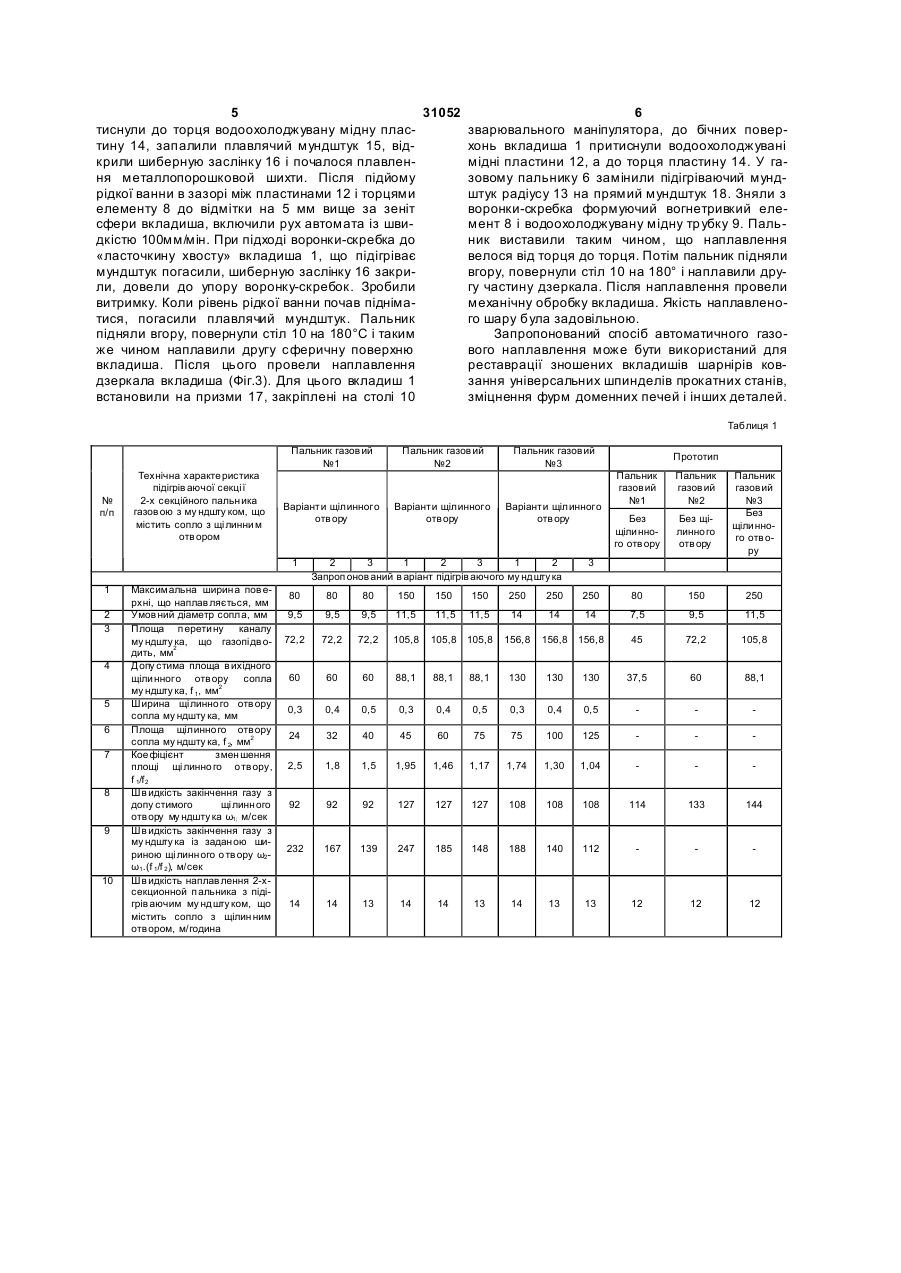
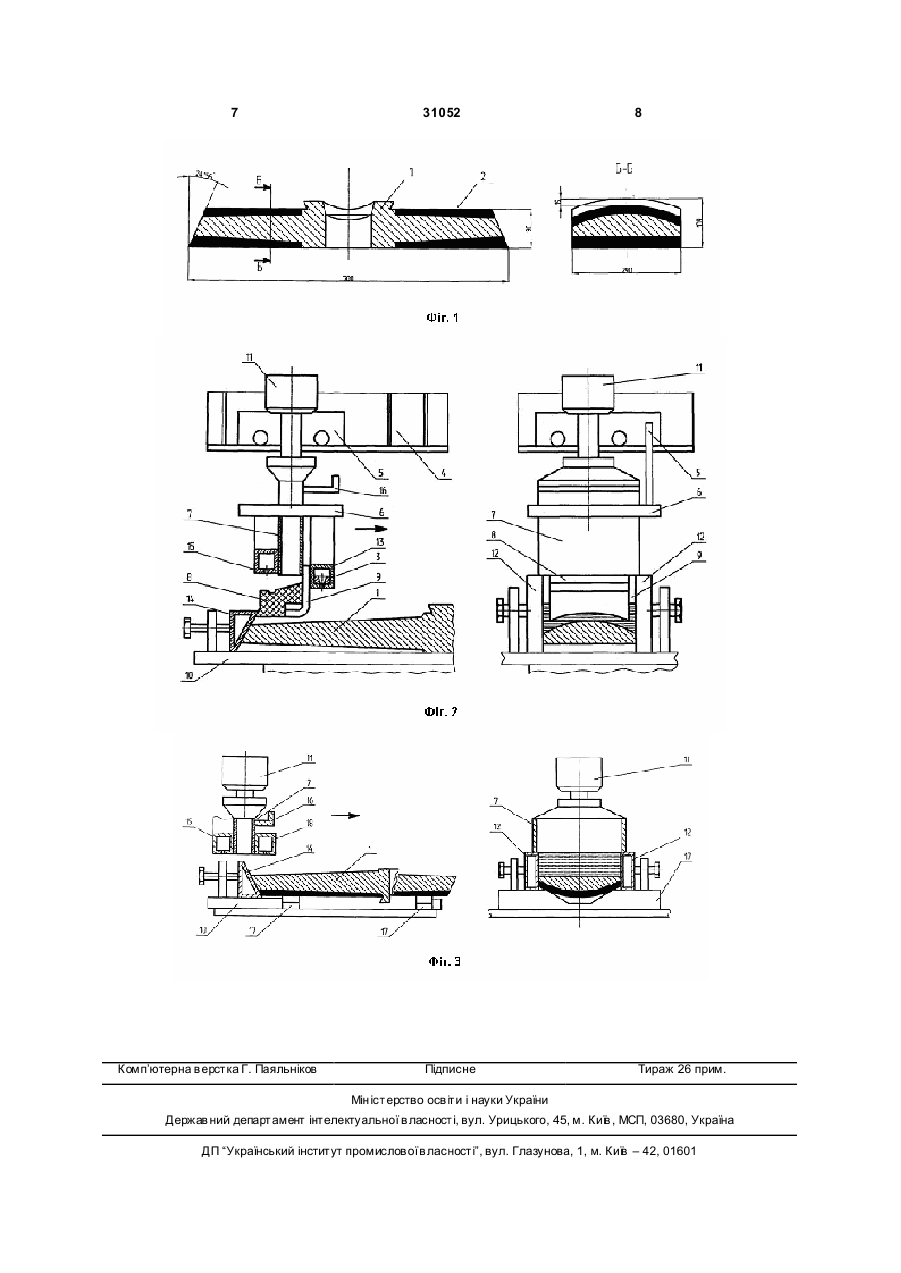
Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів з використанням металопорошкової шихти , здійснюваний за 2 (19) 1 3 31052 4 газового пальника, надходження рідкої ванни тепловим потоком, см 2. Таким чином, при зменметалу на сферичну поверхню вкладиша відбушенні ширини щілини сопла зменшується площа вається від низу до верху із застосуванням форнагріву тепловим потоком, що підвищує щільність муючого вогнетривкого елементу, а мундштук теплового потоку і підвищується швидкість нагріпідігріваючої секції пальника містить сопло з щіву, що позитивно позначається на швидкості налинним отвором, площа якого в 1,5-2,5 разу меплавлення і продуктивності процесу. нше площі перетину отвору сопла пальника. При Металопорошкова шихта містить порошок цьому металопорошкова шихта містить порошок бронзи марки Бр05Ц5С5, хімічний состав якої: бронзи, наприклад, Бр05ц5с5 складу мас. %: Sn=5%; Zn=5%; Pb=5%. Ця бронза має нижчий Sn=5; Zn=5; Pb=5. коефіцієнт тертя, чим бронза марки Загальними для відомого і пропонованого Бра10ЖЗМц1,5, з якої зазвичай роблять вкладиспособів автоматичного газового наплавлення ші, тому що вона володіє високою міцністю і доббронзових вкладишів шарнірів ковзання універре сприймає ударні навантаження, характерні сальних шпінделів є: для з'єднань шпинделів прокатних станів. - використання спеціального багатопрофільНаплавляючи на бронзу марки ного 2-х-секційного газового пальника; БрА10ЖЗМц1,5 бронзу марки Бр05Ц5С5або бро- використання металопорошкової шихти і нзу марки Бр010Ф1 отримали вкладиш, що волотехнологічних флюсів. Відмітними істотними діє високою міцністю і пружністю серцевини і ниознаками запропонованого способу автоматичнозьким коефіцієнтом тертя поверхні, що го газового наплавлення бронзових вкладишів підвищило термін служби вкладишів шарнірів шарнірів ковзання універсальних шпинделів проковзання універсальних шпинделів прокатних катних станів від прототипу є: станів. - надходження рідкої ванни металу на сфеТаким чином, характер прояву запропоноваричну поверхню вкладиша відбувається від низу них істотних ознак забезпечує досягнення необдо верху із застосуванням формуючого вогнетрихідного технічного результату, що полягає в навкого елементу; плавленні бронзою вкладишів шарнірів ковзання - мундштук підігріваючої секції пальника місуніверсальних шпинделів прокатних станів, що тить сопло з щілинним отвором, площа якого в забезпечує значне підвищення їх терміну служби 1,5-2,5 разу менше площі перетину отвор у сопла за рахунок їх відновлення. пальника; Приклад. Для відновлення зношеного брон- металопорошкова шихта містить порошок зового вкладиша 1 шарніра ковзання універсальбронзи марки Бр05Ц5С5. ного шпинделя робочої кліті ДУО толстолистовоРідка ванна, утворена в результаті плавленго стану 2250мм, зображеного на Фіг.1, провели ня металопорошкової шихти плавлячим пальнинаплавлення на поверхні, що тр уться, вкладиша ком стікає в зазор між бортовими елементами і шаруючи бронзу 2. Наплавлення здійснили на торцями вогнетривкого формуючого елементу і, наплавлювальний установці, зображеній на Фіг.2, піднімаючись вгору, поступає в зазор між сферищо застосовується для наплавлення електродучною поверхнею бронзового вкладиша і сферою ги. Установка має траверзу 4, на якій пересувавогнетривкого елементу; охолоджується при зіткється наплавлювальний автомат 5 із закріпленим ненні з холодним вогнетривким елементом і в нім газовим пальником 6, воронки-скребка 7, утворює наплавлений шар. Такий спосіб надхоприкріпленими до неї формувальним вогнетривдження рідкої ванни у форму відомий, як сифоким елементом 8 і мідної водоохолоджуваної нове розливання і відрізняється високою якістю трубки 9, що закриває з торця, освічену форму і металу. зварювальний маніпулятор, на столі якого 10 Мундштук підігріваючої секції пальника місвстановили бронзовий вкладиш 1. У бункер 11 тить сопло з щілинним отвором, площа якого в завантажили металопорошкову шихту, що скла1,5-2,5 разу менше площі перетину газовідвідного дається з 80% бронзового порошку марки каналу мундштука. Це необхідно для того, щоб Бр05Ц5С5, зробленого шляхом подрібнення бропідвищити кінетичну енергію газової суміші, що нзової стружки, що утворюється при обробці брозакінчується з мундштука, і забезпечити ефектинзових деталей, і 20% технологічних флюсів. До вний нагрів бронзи при розташуванні мундштука вкладиша 1 з боків притиснули гвинтами водопальника від поверхні нагріву на відстані більше охолоджувані мідні пластини 12, створюючі з то20мм. Результати випробування приведені в табрцями вогнетривкого елементу 8 зазор, який при лиці 1. Найбільш ефективним є мундштук з щінаплавленні заповнюється рідкій ванні, що полинним отвором шириною 0,3мм. При збільшенні ступає вгору, в зазор між вогнетривким елеменширини щілинного отвору більше 0,5мм швидтом 8 і сферичною поверхнею вкладиша 1. Накість закінчення газу і щільність теплового потоку плавлювальний автомат 5 виставили так, що зменшується і швидкість нагріву знижується, а підігріваючий мундштук 13 розташувався над при зменшенні ширини щілинного отвору менше торцем і частково над сферою вкладиша. Підігрі0,3мм швидкість закінчення газу перевищує швиваючий мундштук містив сопло 3 з щілинним дкість звуку і процес нагріву погіршується. отвором шириною 0,3мм. Запалили підігріваючий Зменшення ширини щілинного отвору також мундштук 13 і після нагріву поверхні під ним до підвищує щільність теплового потоку 900°С включили рух наплавлювального автомата 5 із швидкістю 100мм/мин. Коли торець формуюQ = q ккал / см 2 чого вогнетривкого елементу 8 співпав з похилим F , де q - щільність теплового пототорцем вкладиша 1, рух автомата вимкнули, прику, Q - тепловий потік, ккал, F - площа нагріву 5 31052 6 тиснули до торця водоохолоджувану мідну пласзварювального маніпулятора, до бічних повертину 14, запалили плавлячий мундштук 15, відхонь вкладиша 1 притиснули водоохолоджувані крили шиберную заслінку 16 і почалося плавленмідні пластини 12, а до торця пластину 14. У ганя металлопорошковой шихти. Після підйому зовому пальнику 6 замінили підігріваючий мундрідкої ванни в зазорі між пластинами 12 і торцями штук радіусу 13 на прямий мундштук 18. Зняли з елементу 8 до відмітки на 5 мм вище за зеніт воронки-скребка формуючий вогнетривкий елесфери вкладиша, включили рух автомата із швимент 8 і водоохолоджувану мідну тр убку 9. Пальдкістю 100мм/мін. При підході воронки-скребка до ник виставили таким чином, що наплавлення «ласточкину хвосту» вкладиша 1, що підігріває велося від торця до торця. Потім пальник підняли мундштук погасили, шиберную заслінку 16 закривгору, повернули стіл 10 на 180° і наплавили друли, довели до упору воронку-скребок. Зробили гу частину дзеркала. Після наплавлення провели витримку. Коли рівень рідкої ванни почав піднімамеханічну обробку вкладиша. Якість наплавленотися, погасили плавлячий мундштук. Пальник го шару була задовільною. підняли вгору, повернули стіл 10 на 180°С і таким Запропонований спосіб автоматичного газоже чином наплавили другу сферичну поверхню вого наплавлення може бути використаний для вкладиша. Після цього провели наплавлення реставрації зношених вкладишів шарнірів ковдзеркала вкладиша (Фіг.3). Для цього вкладиш 1 зання універсальних шпинделів прокатних станів, встановили на призми 17, закріплені на столі 10 зміцнення фурм доменних печей і інших деталей. Таблиця 1 Пальник газов ий №1 № п/п Технічна характе ристика підігрів аючої секції 2-х секційного пальн ика газов ою з му ндшту ком, що містить сопло з щі линни м отв ором Варіанти щілинного отв ору 1 1 2 3 4 5 6 7 8 9 10 Максимальна ширин а пов ерхні, що наплав ляється, мм Умов ний діаметр сопла, мм Площа п еретину каналу му ндшту ка, що газопі дв о2 дить, мм Допу стима площа в ихідного щіли нного отв ору сопла 2 му ндшту ка, f 1, мм Ширина щі линно го отв ору сопла му ндшту ка, мм Площа щілинно го отв ору 2 сопла му ндшту ка, f 2, мм Кое фіцієнт змен шення площі щі линно го о тв ору, f 1/f 2 Шв идкість закінчення газу з допу стимого щі линн ого отв ору му ндшту ка ω1; м/сек Шв идкість закінчення газу з му ндшту ка із задан ою шириною щі линн ого о тв ору ω2ω1.(f 1/f 2), м/сек Шв идкість наплав лення 2-хсекционной п альника з підігрів аючим му ндшту ком, що містить сопло з щілин ним отв ором, м/година Пальник газов ий №2 Варіанти щілинного отв ору Пальник газов ий №3 Варіанти щілинного отв ору 2 3 1 2 3 1 2 Запроп онов аний в аріант підігрів аючого му ндшту ка Прототип Пальник газов ий №1 Пальник газов ий №2 Без щіли нного отв ору Без щілинно го отв ору Пальник газов ий №3 Без щіли нного отв ору 3 80 80 80 150 150 150 250 250 250 80 150 250 9,5 9,5 9,5 11,5 11,5 11,5 14 14 14 7,5 9,5 11,5 72,2 72,2 72,2 105,8 105,8 105,8 156,8 156,8 156,8 45 72,2 105,8 60 60 60 88,1 88,1 88,1 130 130 130 37,5 60 88,1 0,3 0,4 0,5 0,3 0,4 0,5 0,3 0,4 0,5 24 32 40 45 60 75 75 100 125 2,5 1,8 1,5 1,95 1,46 1,17 1,74 1,30 1,04 92 92 92 127 127 127 108 108 108 114 133 144 232 167 139 247 185 148 188 140 112 14 14 13 14 14 13 14 13 13 12 12 12 7 Комп’ютерна в ерстка Г. Паяльніков 31052 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automated oxyacetelene surfacing of bronze pads of slide r bearings of multipurpose spindles of roll mills
Автори англійськоюTrakshynskyi Roman Borysovych, Shtepa Ihor Yevhenovych
Назва патенту російськоюСпособ автоматической газовой наплавки бронзовых вкладышей шарниров скольжения универсальных шпинделей прокатных станов
Автори російськоюТракшинский Роман Борисович, Штепа Игорь Евгеньевич
МПК / Мітки
МПК: F23D 14/48
Мітки: спосіб, ковзання, універсальних, шарнірів, бронзових, вкладишів, прокатних, газового, станів, шпинделів, наплавлення, автоматичного
Код посилання
<a href="https://ua.patents.su/4-31052-sposib-avtomatichnogo-gazovogo-naplavlennya-bronzovikh-vkladishiv-sharniriv-kovzannya-universalnikh-shpindeliv-prokatnikh-staniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного газового наплавлення бронзових вкладишів шарнірів ковзання універсальних шпинделів прокатних станів</a>
Спосіб автоматичного газового наплавлення сталевих і чавунних прокатних валків
Номер патенту: 13167
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
МПК: F23D 14/46
Мітки: валків, сталевих, чавунних, автоматичного, наплавлення, прокатних, спосіб, газового
Формула / Реферат:
Спосіб автоматичного газового наплавлення чавуном сталевих і чавунних прокатних валків, що включає використання металевопорошкової шихти, технологічних флюсів і модифікувальних присадок, спеціального багатофакельного двосекційного газового пальника, який відрізняється тим, що температура нагрівання рідкої наплавної ванни встановлюється на 50-100 °С вище температури плавлення матеріалу валка, а температура нагрівання валка перед наплавленням...
Спосіб автоматичного газового наплавлення
Номер патенту: 10144
Опубліковано: 15.11.2005
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
МПК: C23C 6/00, B22D 19/00
Мітки: наплавлення, спосіб, автоматичного, газового
Формула / Реферат:
Спосіб автоматичного газового наплавлення, що включає попереднє нагрівання деталі, що наплавляють, газокисневим пальником і поступове плавлення шихтових матеріалів, що містять зернистий наповнювач, порошок легкоплавкого матричного сплаву і технологічний флюс, який відрізняється тим, що процес наплавлення ведуть, поєднуючи попереднє нагрівання поверхні, що наплавляють, і плавлення шихтових матеріалів, причому попереднє нагрівання поверхні...
Пристрій для роз’єднання та з’єднання шпинделів із валками прокатних станів
Номер патенту: 18685
Опубліковано: 25.12.1997
Автори: Авер'янов Юрій Степанович, Діденко Валерій Корнійович, Ядловський Іван Теодорович, Хусід Віктор Аронович, Алексєєнко Георгій Якович
МПК: B21B 35/14
Мітки: пристрій, з'єднання, шпинделів, валками, роз'єднання, станів, прокатних
Формула / Реферат:
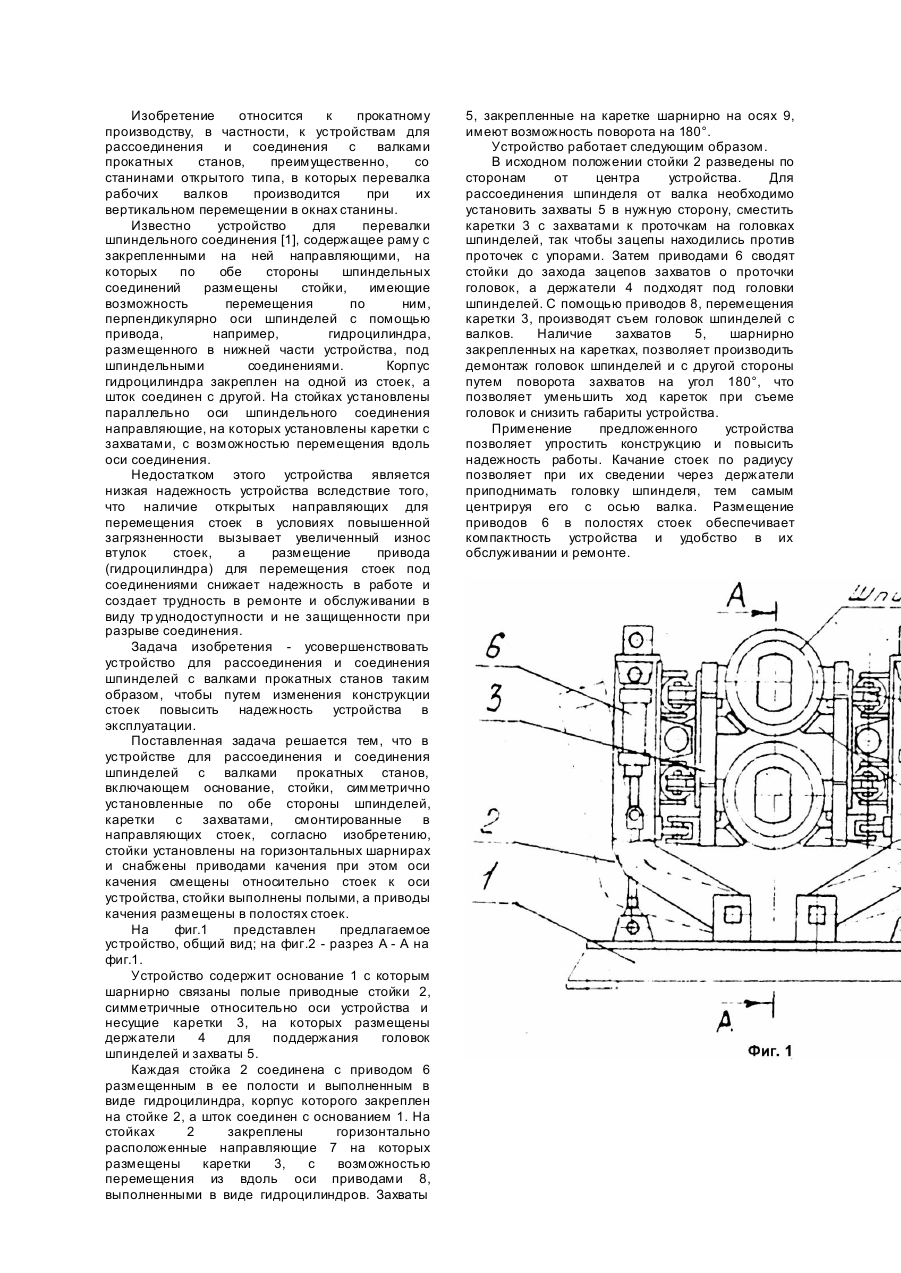
1. Устройство для рассоединения и соединения шпинделей с валками прокатных станов, включающее основание, стойки, симметрично установленные по обе стороны шпинделей, каретки с захватами, смонтированные в направляющих стоек, отличающееся тем, что стойки установлены на горизонтальных шарнирах и снабжены приводами качения, при этом оси качения смещены относительно стоек к оси устройства.2. Устройство по п.1, отличающееся тем, что стойки...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 77906
Опубліковано: 15.01.2007
Автор: МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 3/00, F16C 33/04, B23H 1/00, B23H 5/00
Мітки: підшипників, спосіб, вкладишів, обробки, ковзання
Формула / Реферат:
1. Спосіб обробки вкладишів підшипників ковзання, що включає створення на поверхні вкладишів комбінованого електроерозійного покриття шляхом нанесення на робочу поверхнею вкладишів методом електроерозійного легування за допомогою електродів-інструментів шарів електроерозійного покриття зі срібла, міді та олов'яного бабіту, причому електроерозійне покриття зі срібла і міді наносять при енергіях імпульсів 0,01-0,05 Дж, а з олов'яного бабіту -...
Спосіб обробки вкладишів підшипників ковзання
Номер патенту: 64613
Опубліковано: 15.08.2006
Автори: Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: B23H 9/00, F16C 33/04, B23H 1/00
Мітки: спосіб, підшипників, вкладишів, обробки, ковзання
Формула / Реферат:
1. Кондуктометрична біосенсорна система для визначення цукрози, що містить два біосенсори, перший з яких має дві пари кондуктометричних електродів, на одну з яких нанесена робоча мембрана, селективна до глюкози, на другу пару кондуктометричних електродів нанесена референтна мембрана, та другий біосенсор, що має дві пари електродів, на одну з яких нанесена робоча мембрана для сумарного визначення цукрози і глюкози, на другу пару електродів...
Попередній патент: Стенд для дослідження очисних характеристик коренезбиральних машин
Наступний патент: Спосіб одержання антимікробного препарату для колорування текстильних матеріалів “фітоколор нр”
Випадковий патент: Блок друку друкарської машини