Спосіб рівняння пиляльних дисків
Номер патенту: 4281
Опубліковано: 27.12.1994
Автори: Гребе Олександр Констянтинович, Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Пащук Віталій Олександровіч
Формула / Реферат
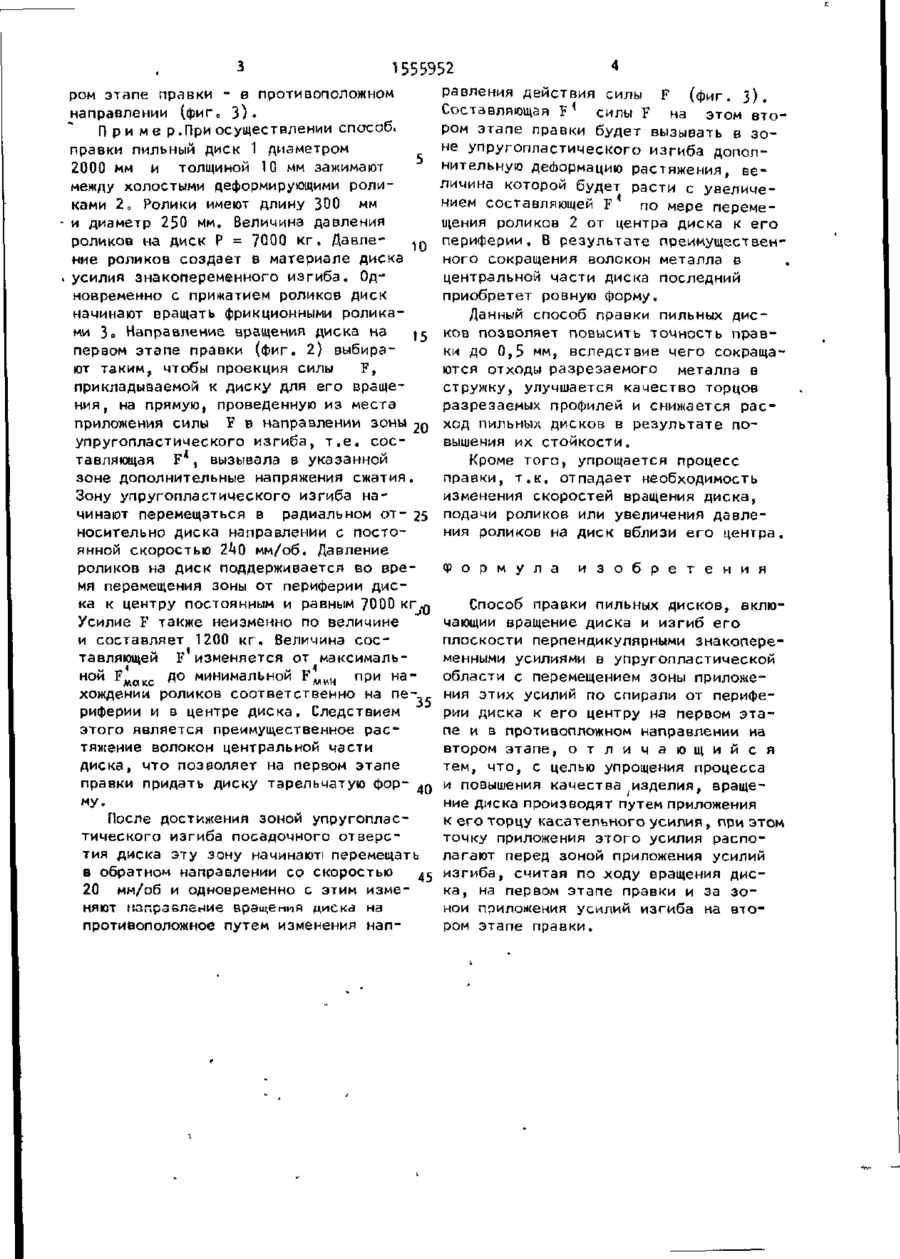
Способ правки пильных дисков, включающий вращение диска и изгиб его плоскости перпендикулярными знакопеременными усилиями в упругопластической области с перемещением зоны приложения этих усилий по спирали от периферии диска к его центру на первом этапе и в противоположном направлении на втором этапе, отличающийся тем, что, с целью упрощения процесса и повышения качества изделия, вращение диска производят путем приложения к его торцу касательного усилия, при этом точку приложения этого усилия располагают перед зоной приложения усилий изгиба, считая по ходу вращения диска, на первом этапе правки и за зоной приложения усилий изгиба на втором этапе правки.
Текст
Изобретение относится к металлургическому производству9 а точнее к процессам подготовки дисков (Д) пил горячей резки проката. Цель изобретения - упрощение процесса правки и повышение качества Д. Правку Д осуществляют путем его вращения и знакопеременного изгиба в упругопластическои Изобретение относится к металлургическому производству( а точнее к процессам подготовки дисков пил горячей резки проката,, Целью изобретения является упрощение процесса правки и повышение качества дисков. На фиг. 1 представлен процесс правки пильного диска посредством знакопеременного изгиба деформирующими роликами ; на фиг„ 2 и фигс 3 - примеры конкретного выполнения способа. Способ правки пильного диска 1 позволяет из первом этапе процесса правки роликами 2 придать диску однозначную кривизну тарельчатой формы. 13-90 области„ Вращение Д происходит за счет приложения к его торцу касательного усилий, например, от приводного фрикционного ролика (ФР), а изгиб за счет размещения с двух его сторон в шахматном порядке нескольких правильных роликов (ПР), На первом этапе правки ПР перемещаются по плоскости Д от его периферии к центру. Томка приложения усилия от ФР расположена перед зоной действия ПР, считая по ходу вращения Д. На втором этэпе правки ПР перемещаются от центра 0 к , его периферии.Точка приложения усилия от ФР расположена зз зоной действия ПР, За счет такого взаимодействия ПР и ФР иа первом этапе правки Д придается коническая форма, а на второй этапе происходит полное выправление Д. 3 ил. Так как ропики 2 явпяюіся ХОЛОСТЬІ ми, то с целью обеспечения вращения диска на него воздействуют вращающимися фрикционными роликами 3» прижимаемыми к торцу диска и создающими усилие F. Для вращения диска, зажаго^ го между деформирующими роликами,, необходимо к его полотну приложить дополнительное усилие Р о Зто дополнительное усилие и создается вращающимися фрикционными роликами (фиг. 1 ) . Для этой цели можно использовать и цевочную шестерню (не показана) а На первом этапе правки правильные ролики 2 перемещаются от периферии диска к его центру (фиг, 2 ) , а на вто*-""*'*Ч 1555952 4 ром этапе правки - в противоположном направлении (фиг0 3)• П р и м е р . П р и осуществлении способ, правки пильный диск 1 диаметром 2000 мм и толщиной 10 мм зажимают между холостыми деформирующими роликами 2 D Ролики имеют длину 300 мм и диаметр 250 мм. Величина давления .JQ роликов на диск Р = 7 Q к г . ДавлеQQ ние роликов создает в материале диска усилия знакопеременного изгиба. Одновременно с прижатием роликов диск начинают вращать фрикционными ролика15 ми Зо Направление вращения диска на первом этапе правки {фиг. 2) выбирают таким, чтобы проекция силы F, прикладываемой к диску для его вращения, на прямую, проведенную из места приложения силы Ї1 в направлении зоны 2Q упругопластического и з г и б а , т . е . с о с тавляющая ¥А , вызывала в указанной зоне дополнительные напряжения сжатия. Зону упругопластического изгиба н а чинают перемещаться в радиальном о т - 25 носительно диска направлении с постоянной скоростью 240 мм/об. Давление роликов на диск поддерживается во время перемещения зоны от периферии д и с ка к центру постоянным и равным 7000 к г YJ Усилие F также неизменно по величине и составляет 1200 к г . Величина с о с тавляющей F изменяется от максимальной F M a k X до минимальной F м м при н а хождении роликов соответственно на п е риферии и в центре д и с к а . Следствием 35 этого является преимущественное растяжение волокон центральной части диска, что позволяет на первом этапе равления действия силы F (фиг. 3 ) . Составляющая F* силы F на этом втором этапе правки будет вызывать в зоне упругопластического изгиба дополнительную деформацию растяжения, величина которой будет расти с увеличением составляющей F* по мере перемещения роликов 2 от центра диска к его периферии, В результате преимущественного сокращения волокон металла в центральной части диска последний приобретет ровную форму. Данный способ правки пильных дисков позволяет повысить точность правки до 0,5 мм, вследствие чего сокращаются отходы разрезаемого металла а стружку, улучшается качество торцов разрезаемых профилей и снижается расХОД ПИЛЬНЫХ Д И С К О В В результате повышения их с т о й к о с т и . Кроме т о г о , упрощается процесс правки, т . к . отпадает необходимость изменения скоростей вращения д и с к а , подачи роликов или увеличения давления роликов на диск вблизи е г о центра. правки придать диску тарельчатую фор- 4 0 М УПосле достижения зоной упругопластического изгиба посадочного отверстия диска эту зону начинаюті перемещать в обратном направлении со скоростью ^5 20 мм/об и одновременно с этим изменяют направление вращений диска на противоположное путем изменения нап и повышения качества изделия, вращение диска производят путем приложения к его торцу касательного усилия, при этом точку приложения э т о г о усилия располагают перед зоной приложения усилий и з г и б а , считая по ходу вращения д и с к а , на первом этапе правки и за з о ной приложения усилий изгиба на в т о ром этапе правки. Ф о р м у л а и з о б р е т е н и я Способ правки пильных д и с к о в , включающий вращение диска и изгиб е г о плоскости перпендикулярными знакопеременными усилиями в упругопластической области с перемещением зоны приложения этих усилий по спирали от периферии диска к е г о центру на первом э т а пе и в противопложном направлении на втором э т а п е , о т л и ч а ю щ и й с я тем, ч т о , с целью упрощения процесса t555952 J Щиг. Z фиг.З Редактор Н. Суханова Составитель И, Хоптяная Техред М.Дидык Корректор Н. Ревская Заказ 757/ДСП Тираж 391 N Подписное ВНИИПИ Государственного комитета по изобретением и открытиям при ҐКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат ''Патент", г, Ужгород, ул. Гагарина,1
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of setting sawing disks
Автори англійськоюIschenko Anatolii Oleksiiovych, Paschuk Vitalii Oleksandrovich, Korchahin Viacheslav Oleksandrovich, Hrebe Oleksandr Konstiantynovych
Назва патенту російськоюСпособ правки пильных дисков
Автори російськоюИщенко Анатолий Алексеевич, Пащук Виталий Александрович, Корчагин Вячеслав Александрович, Гребе Александр Константинович
МПК / Мітки
МПК: B21D 1/00
Мітки: рівняння, дисків, пиляльних, спосіб
Код посилання
<a href="https://ua.patents.su/4-4281-sposib-rivnyannya-pilyalnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівняння пиляльних дисків</a>
Пристрій для зміцнення зубчастих дисків
Номер патенту: 18029
Опубліковано: 01.01.1993
Автори: Корчагін В'ячеслав Олександрович, Бережна Олена Анатоліївна, Іщенко Анатолій Олексійович
МПК: C21D 7/00, B23F 19/00, B23D 45/00
Мітки: пристрій, зміцнення, дисків, зубчастих
Формула / Реферат:
1. Устройство для упрочнения пильных дисков, содержащее планшайбу для установки зубчатого пильного диска с возможностью его вращения, инструмент поверхностного пластического деформирования металла, привод вращения и механизм подачи, отличающееся тем, что инструмент для поверхностного пластического деформирования металла выполнен в виде цевочного колеса, установленного на выходном в злу привода вращения, взаимодействующего своими пальцами с...
Склад робочого шару полірувальної стрічки для шліфування гнучких магнітних дисків
Номер патенту: 2636
Опубліковано: 26.12.1994
Автори: Сакварс Едвін Євгенович, Нігмадьянов Олександр Адгамович, Пєтров Олександр Олександрович
МПК: C09D 127/02, C09D 167/02
Мітки: робочого, шліфування, стрічки, гнучких, шару, магнітних, полірувальної, дисків, склад
Формула / Реферат:
Состав для рабочего слоя полировальной ленты для шлифовки гибких магнитных дисков, включающий абразивный наполнитель, частично омыленный сополимер винилхлорида с винилацетатом, диалкилпо-лиэтиленгликовый эфир ортофосфорной кислоты, олеиновую кислотуй органический растворитель, отличающийся тем, что состав содержит в качестве абразивного наполнителя карбид кремния и оксид алюминия, в качестве органического растворителя ацетон, метилаль,...
Спосіб розбирання замкових з’єднань бурильних труб
Номер патенту: 2362
Опубліковано: 26.12.1994
Автори: Даниляк Ярослав Богданович, Карпаш Олег Михайлович, Зінчак Ярослав Михайлович, Кийко Людмила Миколаївна
МПК: E21B 19/00
Мітки: спосіб, бурильних, розбирання, з'єднань, труб, замкових
Формула / Реферат:
Способ разборки замковых соединений бурильных труб, включающий закрепление бурильной трубы, нагрев замка, приложение к замку вращающего момента в направлении отвинчивания в пределах упругой деформации материала замка при данной температуре, отличающийся тем, что дополнительно при нагреве замка охлаждают трубу, вращающий момент к замку прикладывают парой сил в импульсном режиме при последовательном перемещении места их приложения по периметру...
Спосіб правки профілей
Номер патенту: 2672
Опубліковано: 26.12.1994
Автори: Андре Фаессель, Раймон Ів Дерош, Ів Бурдон
МПК: B21D 3/00
Мітки: профілей, правки, спосіб
Формула / Реферат:
Способ правки профилей, при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до величины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, отличающийся тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000Н/мм, и с...
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Думчев Євген Олександрович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Бондарук Андрій Всеволодович, Дідковський Олександр Володимирович
МПК: B23K 11/04, B23K 11/00
Мітки: зварювання, грату, стикового, гарячому, зрізування, машини, стані, спосіб, контактного
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Попередній патент: Машина для контактного стикового зварювання труб
Наступний патент: Зубчаста муфта
Випадковий патент: Колірний інтерферометричний детектор речовини у пробі