Спосіб правки профілей
Формула / Реферат
Способ правки профилей, при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до величины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, отличающийся тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000Н/мм, и с сопротивлениями менее 1000 Н/мм , напряжение растяжения снимают до достижения остаточного удлинения по меньшей мере 0,27% и продольных остаточных напряжений для указанных марок сталей соответственно менее ± 100 Н/мм2 и менее ±50 Н/мм2.
Текст
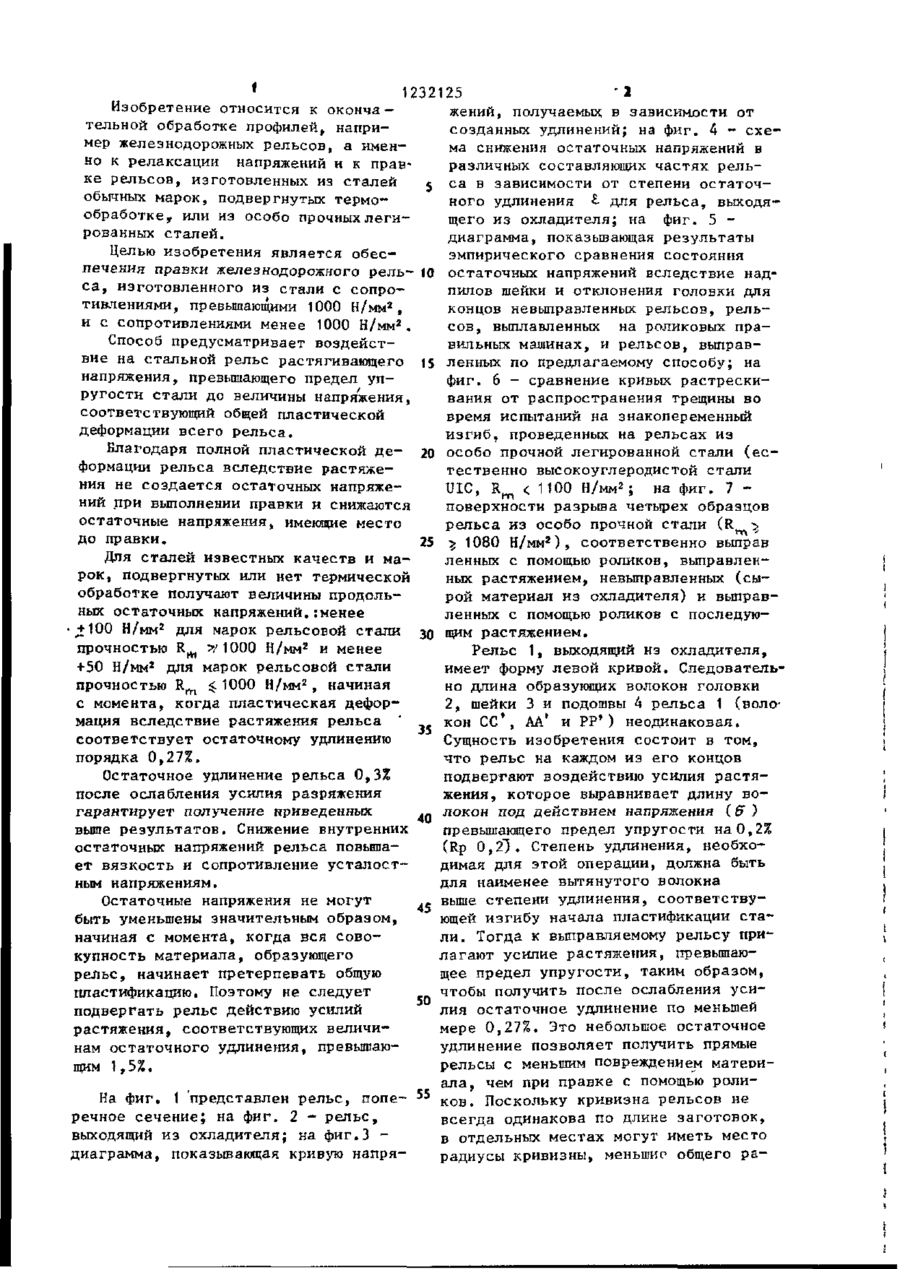
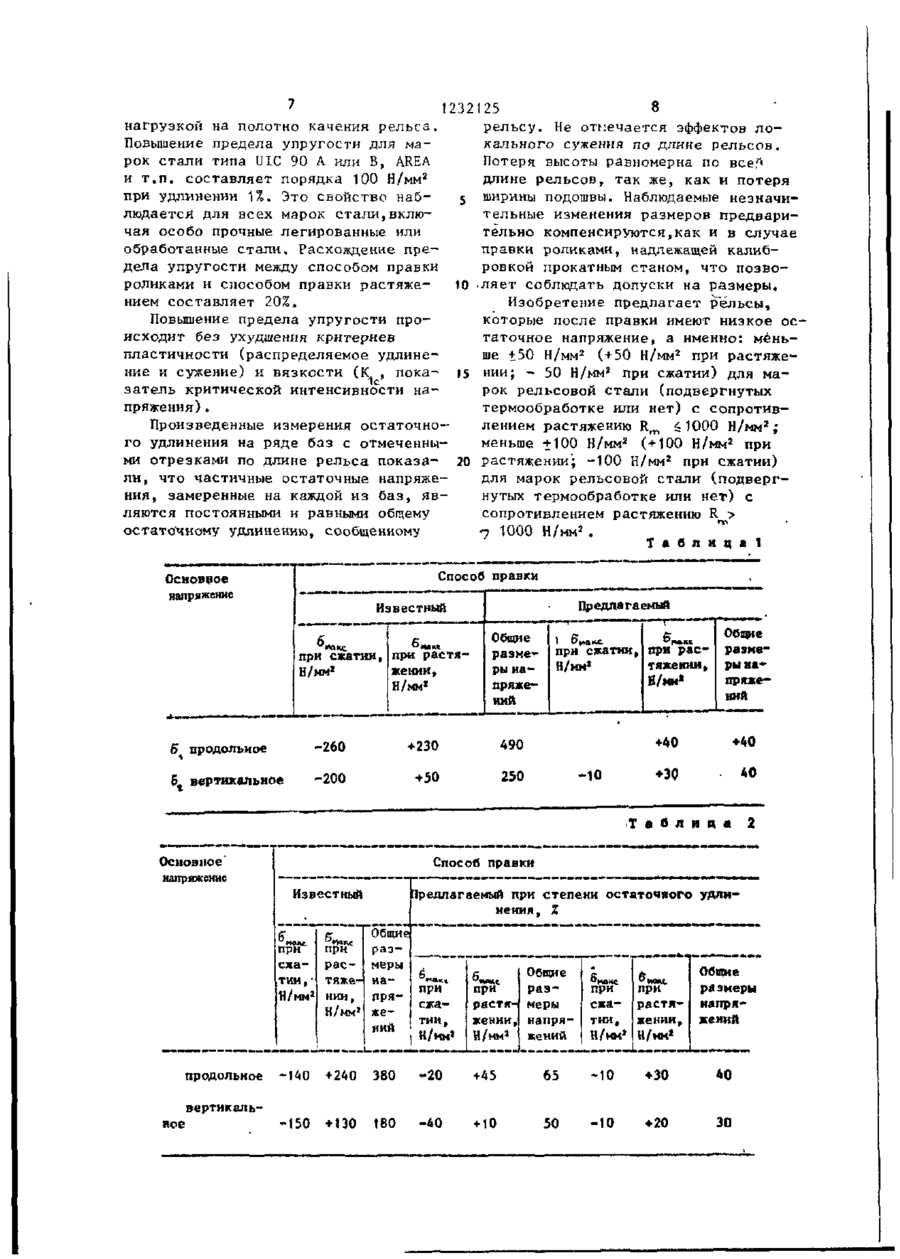
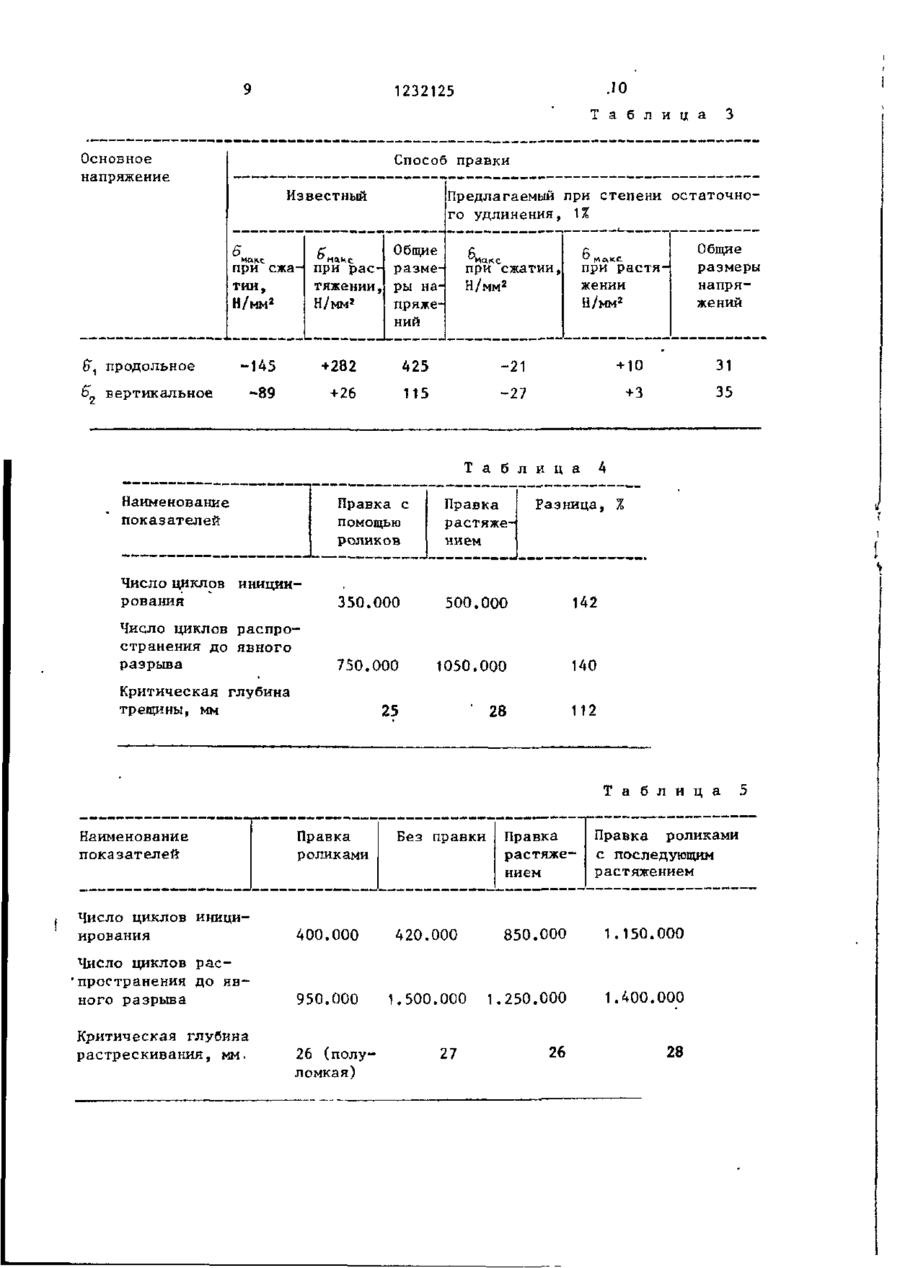
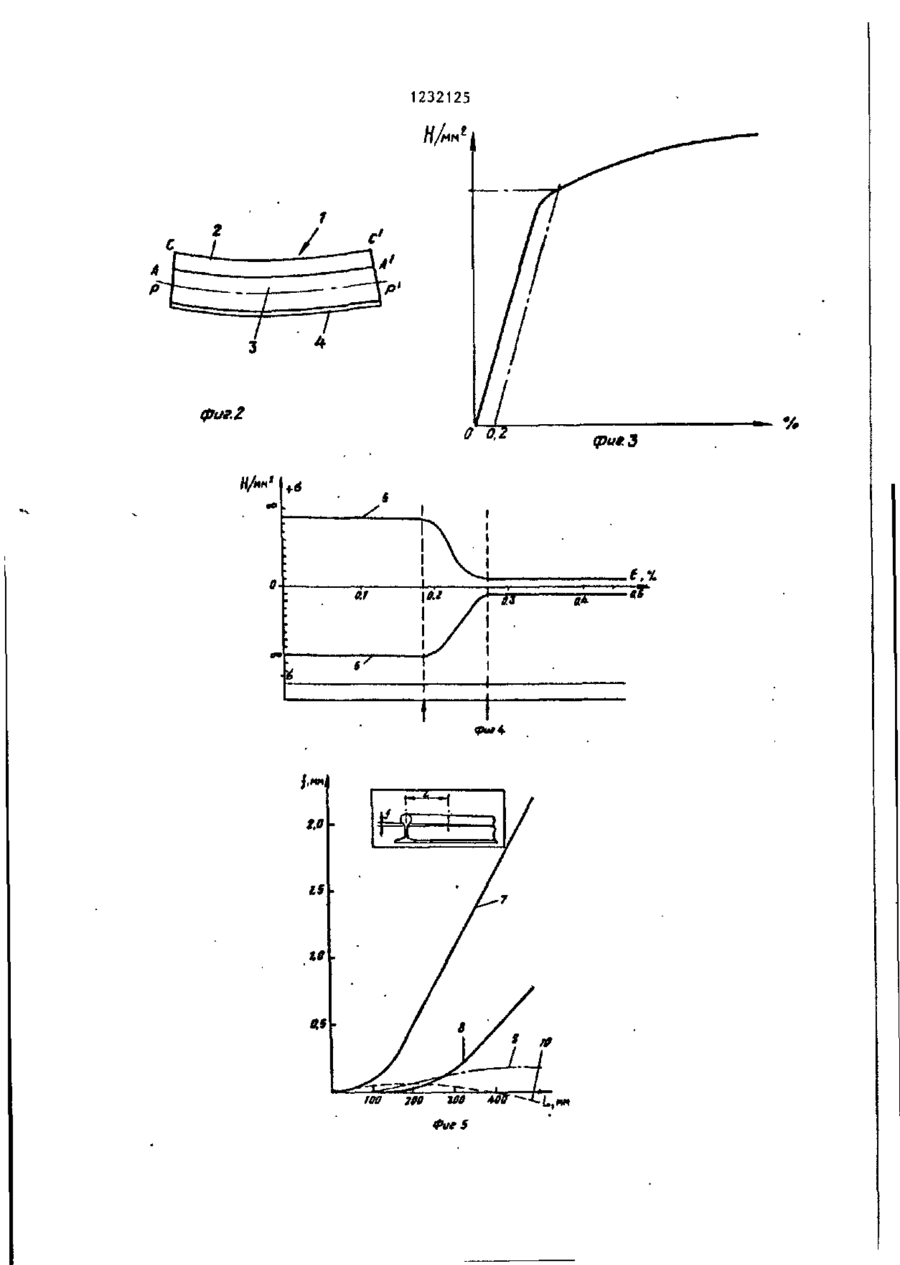
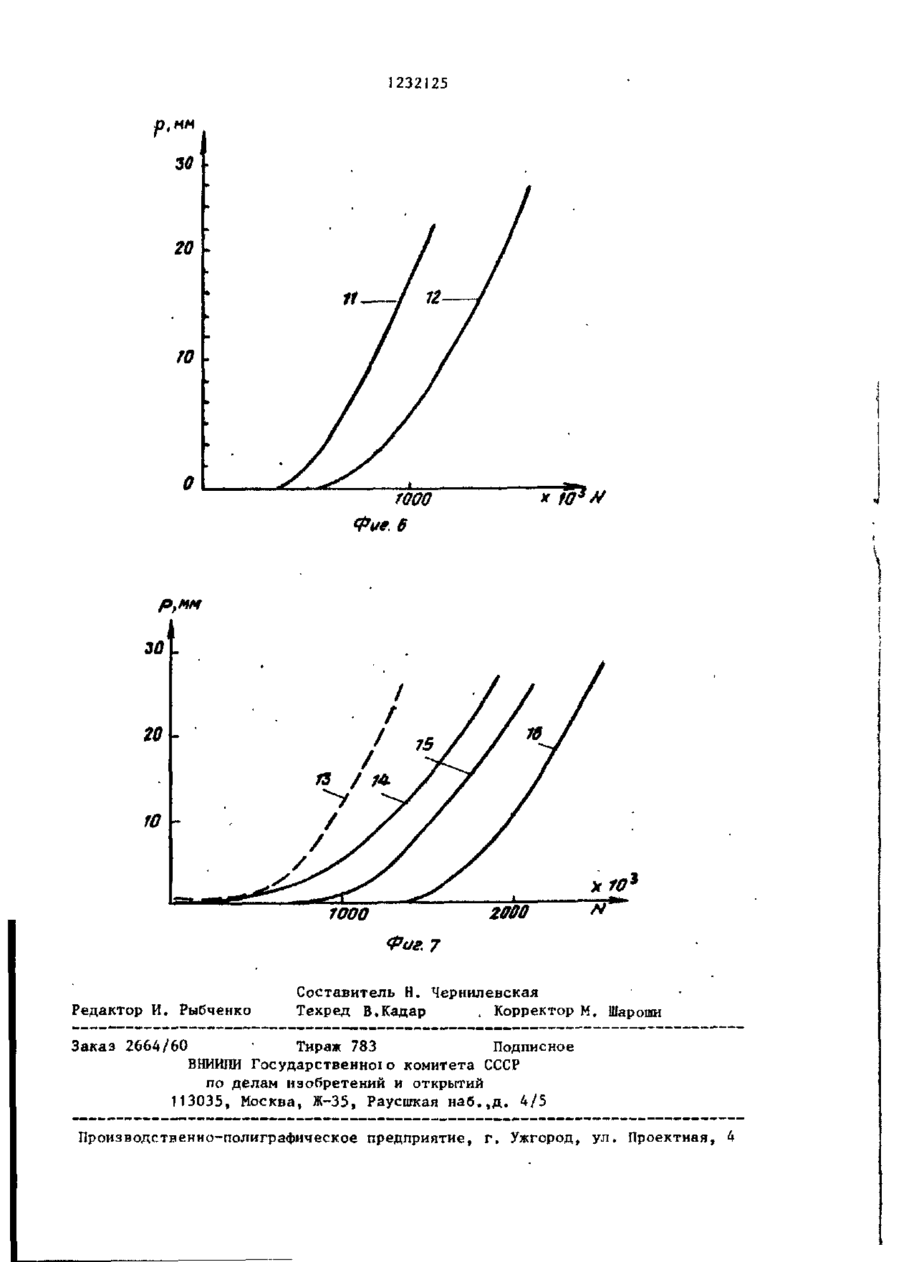
СПОСОБ ПРАВКИ ПРОФИЛЕЙ,при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до ве личины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, о т л и ч а ю щ и й с я тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000 Н/мм 2 , и с сопротивлениями менее 1000 Н/мм 2 , напряжение растяжения снимают до достижения остаточного удлинения по меньшей мере • 0,27% и продольных остаточных напряжений для указанных марок сталей соответственно менее +,100 Н/мм2 и менее +50 Н/мм 2 . с «о О) С 00 сп If* 1232125 Изобретение относится к окончажении, получаемых в зависимости от тельной обработке профилей, наприсозданных удлинений; на фиг. 4 - схемер железнодорожных рельсов, а именма снижения остаточных напряжений в но к релаксации напряжений и к прав* различных составляющих частях рельке рельсов, изготовленных из сталей са в зависимости от степени остаточобычных марок, подвергнутых термоного удлинения £ для рельса, выходяобработке, или из особо прочных легищего из охладителя; на фиг. 5 рованных сталей. диаграмма, показывающая результаты Целью изобретения является обесэмпирического сравнения состояния печения правки железнодорожного рель- ю остаточных напряжений вследствие надса, изготовленного из стали с сопропилов шейки и отклонения головки для 2 тивлениями, превышающими 1000 Н/мм , концов невыправленных рельсов, рель2 и с сопротивлениями менее 1000 Н/мм . сов, выплавленных на роликовых праСпособ предусматривает воздействильных машинах, и рельсов, выправвие на стальной рельс растягивающего 15 ленных по предлагаемому способу; на напряжения, превышающего предел упфиг, 6 - сравнение кривых растрескиругости стали до величины напряжения, вания от распространения трещины во соответствующий общей пластической время испытаний на знакопеременный деформации всего рельса. изгиб, проведенных на рельсах из Благодаря полной пластической де- 20 особо прочной легированной стали (есформации рельса вследствие растяжетественно высокоуглеродистой стали 2 ния не создается остаточных напряжеUIC, R m /1000 Н/мм2 и менее Рельс 1, выходящий из охладителя, +50 Н/мм2 для марок рельсовой стали имеет форму левой кривой. Следовательпрочностью R m ^.1000 Н/мм 2 , начиная но длина образующих волокон головки с момента, когда пластическая дефор2, шейки 3 и подошвы 4 рельса 1 (воломация вследствие растяжения рельса кон СС*, АА* и РР* ) неодинаковая. 35 соответствует остаточному удлинению Сущность изобретения состоит в том, порядка 0,27%. что рельс на каждом из его концов Остаточное удлинение рельса 0,3% подвергают воздействию усилия растяпосле ослабления усилия разряжения жения, которое выравнивает длину вогарантирует получение приведенных локон под действием напряжения (6 ) 40 выше результатов. Снижение внутренних превышающего предел упругости на 0,2% остаточных напряжений рельса повыша(Rp 0,2). Степень удлинения, необхоет вязкость и сопротивление усталостдимая для этой операции, должна быть ным напряжениям. для наименее вытянутого волокна Остаточные напряжения не могут выше степени удлинения, соответству45 быть уменьшены значительным образом, ющей изгибу начала пластификации станачиная с момента, когда вся соволи. Тогда к выправляемому рельсу прикупность материала, образующего лагают усилие растяжения, превышаюрельс, начинает претерпевать общую щее предел упругости, таким образом, пластификацию. Поэтому не следует чтобы получить после ослабления уси50 лия остаточное удлинение по меньшей подвергать рельс действию усилий растяжения, соответствующих величимере 0,27%. Это небольшое остаточное нам остаточного удлинения, превышаюудлинение позволяет получить прямые щим 1,5%. рельсы с меньшим повреждением материала, чем при правке с помощью ролиНа фиг. 1 'представлен рельс, попе- 5 5 ков. Поскольку кривизна рельсов не речное сечение; на фиг. 2 - рельс, всегда одинакова по длине заготовок, выходящий из охладителя; на фиг.З в отдельных местах могут иметь место диаграмма, показывающая кривую напрярадиусы кривизны, меньшие общего ра З 12321 25 4 диуса. Остаточное удлинение порядка напряжений рельсов, выправленных по нескольких десятых процента позволяет известному (с помощью роликов) и устранить наиболее короткие и более предлагаемому способам соответствендлинные складки. Существование внутно 073 В 10 и 073 D 09 приведены ренних напряжений вследствие охлажj в табл. 1; рельсов 236 D 23 - в дения обусловливает различную длину табл. 2, рельсов 150 С 13 - в табл.3. волокон в рельсе. Правка рельса штчсПо сравнению с известным способом тическнм удлинением всех волокон и правки рельсов предлагаемый способ предпочтительным пластическим удлипри степени остаточного удлинения нением наиболее ,коротких волокон при-10 0,3% - 1,0% обеспечивает снижение водит к релаксации внутренних остауровня остаточных напряжений по меньточных напряжений стали. На фиг. 4 шей мере в 5-10 раз и разброса велиприведен пример развития остаточных чин остаточных напряжений в 5 раз. продольных напряжений в зависимости Релаксация внутренних остаточных от степени остаточного удлинения для 15 напряжений такова, что нет сущестрельса из обычно применяемой марки венной разницы между уровнем напрястали, где на абсциссе - остаточное жений рельсов, выправленных растяжеудлинение £ , а на одинате - продольнием, и уровнем напряжений материаное остаточное напряжение 6 ("-" для лов с ослабленными напряжениями,слусжатия, "+" для растяжения). Кривая 20 жащих эталонами при эталонировании 5 характеризует остаточное напряжетензометрических датчиков. Например, ние подошвы, а кривая 6 - остаточное при способе правки с помощью роликов напряжение головки рельса. Остаточные напряжения сжатия достаточно большие напряжения остаются постоянными и выкак в продольном, так и в поперечном сокими до тех пор, пока усилия растя-25 направлениях в шейке рельса и в месжения, прилагаемые к рельсу, располатах соединений, причем эти напряжегаются в области упругости стали ния уравновешиваются, особенно в про(£ ~ 0,185%): остаточные напряжения дольном направлении, сильными напряравномерно уменьшаются за пределами жениями растяжения в головке и пообласти упругости, достигая постоян- З о дошве рельса. При способе правки расных минимальных величин, начиная с тяжением остаточные напряжения слабее остаточного удлинения порядка 0,27%. и намного более равномерны. Область остаточного удлинения, заЭмпирическая проверка релаксации ключенная между пределом упругости внутренних напряжений, возникших ( £ = 0,2%) и минимальными значениями вследствие правки растяжением, заклюостаточных напряжений (в данном слу- 35 чается в отделении головки рельса от чае 5^10 Н/мм2 дли £ й 0,27%), явостального профиля и в измерении его ляется областью погрешности. Начиная отклонения f на стыке по мере продвис минимального значения остаточного жения вперед линии пропила. Результанапряжения (£^0,27% или 0,3%), уветы испытаний, проведенных на рельсе личение остаточного удлинения не дает UIC 60 NDB, представлены на диаграмположительных результатов. Если это ме фиг. 5, абсцисса которой указывает не повышение предела упругости вследдлину L пропила, а ордината - отклоствие холодной деформации, То повышенение і головки с пропилом относительние предела упругости может быть проно остальной части рельса на его 45 изредено по желанию: например, для стыке. естестденно высокоуглеродистой стали Кривая 7 показывает, что рельс марки А нормы UIC или для марки AREA U1С 60 NDB, выправленный с помощью повышение предела упругости составляроликов, имеет отклонение головки f ет порядка 100 Н/ммг для дополнитель50 2 мм при длине пропила L 500 мм, а ного остаточного удлинения 1%, т.е. кривая 8 - отклонение f невыправленстепени остаточного удлинения 0,3% ного рельса изменяющиеся от 0 до в данном случае достаточно для сня0,8 мм. Кривые 9 и 10 показывают,что тия остаточных напряжений или для их рельсы, выправленные растяжением при уменьшения в отношении порядка 10:1. 55 остаточном удлинении 0,3-1%, имеют отклонение і соответственно 0,2 и Результаты измерений, полученные -0,1 мм (небольшое перекрытие) при методом резки, подтверждаемые методлине пропила L 500 мм. Найдено отнодами отверждения и сверла, остаточных 1232125 гаение величин f порядка 1:10 в пользу предлагаемого способа. Минимальная степень остаточного удлинения порядка 0,3% необходима для лолучес ния максимальной релаксации внутренних напряжений: степень >длинения больше 1,5% не дает дополнительных преимуществ. Испытания на усталость состоят в 10 том, что отрезок рельса с надпилом на головке подвергают знакопеременному изгибу на базе 1,400 м при частоте 10 Гц под нагрузкой порядка 14 т в период инициирования растрес- 15 кивания и 9 тн в период распространения растрескивания, прилагаемой к головке в двух отстоящих одна от другой на 150 мм точках, расположенных симметрично по обе стороны цент- 20 рального поперечного пропила. Распространение усталостной трещины, начиная от пропила регистрируется с помощью тензометрических датчиков с использованием метода, называемого 25 электрическим и основывающегося на изменении сопротивления рельса в процессе развития трещины. Путем изменения амплитуды прилагаемых напряжений производят ряд отметок по числу дан- зо ных суммарных циклов и строят кривую, показывающую глубину трещины Р в зависимости от числа N осуществленных циклов. В первом примере испытания проведе. 35 ны на двух отрезках рельса UIC 60 марки Б из естественно высокоуглеродистой стали, полученных из одной и той же заготовки, один из которых выправлен с помощью роликов, а другой - растяжением. ляет 1,55. Кривые 11 и 12 отображают данные табл. 4 (p=f/N/). Бо втором примере указанные испытания проведены на четырех отрезках рельса 136RE из легированной или хромкремневанадиевой стали с сопрог тивлением разрыву R m ъ 1080 Н/мм , полученных из одной и той же заготовки: выправленном роликами, выправленном растяжением, выправленном (сырой материал из охладителя), выправленном роликами с последующим растяжением. В табл. 5 показано повышение числа циклов инициирования и числа циклов распространения при правке растяжением сравнительно с правкой роликами. Кривые 13-16 на фиг, 7 отображают данные табл. 5 (р = f/N/) для рельсов из стали 136 RE, выправленных роликами (кривая 13), невыправленных (кривая 14), выправленных растяжением (кривая 15)и выправленных роликами с последующей правкой растжением (кривая 16). Из табл. 5 и кривых 13-16 на фиг. 7 следует, что сопротивление рельса распространению растрескивания улучшается, когда рельс,выправленный роликами, подвергают правке расинжением с остаточным удлинением по предлагаемому способу для релаксации остаточных напряжений. Улучшение стойкости рельсов к скорости растрескивания связано со снижением остаточных напряжений и, в частности, с квази-исчезновением остаточных напряжений растяжения,возникающих в головке рельса в случае правки роликами. Снижение остаточных напряжений позволяет удовлетвоВ табл. 4 показано, что число рить потребности железнодорожных циклов, необходимых для инициировасетей, в частности испытывающих больния растрескивания, и число циклов, необходимых для его распространения, 45 шие нагрузки (например, шахтных путей) . Правка растяжением значительно при равных условиях испытаний, знаповышает сопротивление рельсов устачительно выше при правке растяжением, лостным напряжением по сравнению с что свидетельствует о лучшей вязкосправкой на роликовых машинах. ти и, следовательно, повышенной на50 дежности. Правка растяжением обеспечивает, кроме того, повышение предела упруИз фиг. 6 следует, что сопротивгости металла в противоположность способу правки роликами, который ление усталостным напряжениям рельса, имеет склонность снижать этот превыправленного растяжением (кривая 12), выше такового рельса, выправлен-^5 дел. Это преимущество имеет особую ценность для головки рельса, поскольного с помощью роликов (кривая 11) ку более высокий предел упругости отношение поверхностей усталости при позволяет создавать колеса с высокой правке растяжением и роликами состав 8 t 1 232125 нагрузкой на полотно качения рельса. рельсу. Не отмечается эффектов лоПовышение предела упругости для макального сужения по длине рельсов. Потеря высоты равномерна по все** рок стали типа UIC 90 Л или В, AREA длине рельсов, так же, как и потеря и т.п. составляет порядка 100 Н/мм2 5 ширины подошвы. Наблюдаемые незначипри удлинении 1%. Это свойство набтельные изменения размеров предварилюдается для всех марок стали,вклютельно компенсируются,как и в случае чая особо прочные легированные или правки роликами, надлежащей калибобработанные стали. Расхождение преровкой прокатным станом, что позводела упругости между способом правки 10 ляет соблюдать допуски на размеры. роликами и способом правки растяжеИзобретение предлагает рельсы, нием составляет 20%. которые после правки имеют низкое осПовышение предела упругости протаточное напряжение, а именно: меньисходит без ухудшения критериев ше +50 Н/мм2(+50 Н/мм2 при растяжепластичности (распределяемое удлине2 ние и сужение) и вязкости (К , пока- 15 нии; - 50 Н/мм при сжатии) для марок рельсовой стали (подвергнутых затель критической интенсивности натермообработке или нет) с сопротивпряжения) . лением растяжению R m
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dressing the profiles
Автори англійськоюRaymond Ives Deroche, Ives Bourdon, Andre Faessel
Назва патенту російськоюСпособ правки профилей
Автори російськоюРаймон Ив Дерош, Ив Бурдон, Андре Фаэссель
МПК / Мітки
МПК: B21D 3/00
Мітки: профілей, правки, спосіб
Код посилання
<a href="https://ua.patents.su/8-2672-sposib-pravki-profilejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки профілей</a>
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Проценко Юрій Юрійович, Филонов Юрій Всеволодович, Мних Юрій Вікентійович, Кірієнко Анатолій Іванович, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Мирошниченко Анатолій Васильович
МПК: B21B 1/08
Мітки: профілей, прокатки, спосіб, швелерних
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Пристрій для закріплення віконних профілей
Номер патенту: 1083
Опубліковано: 30.12.1993
Автор: Оліферовський Петро Васильович
МПК: E04F 21/00
Мітки: віконних, пристрій, профілей, закріплення
Формула / Реферат:
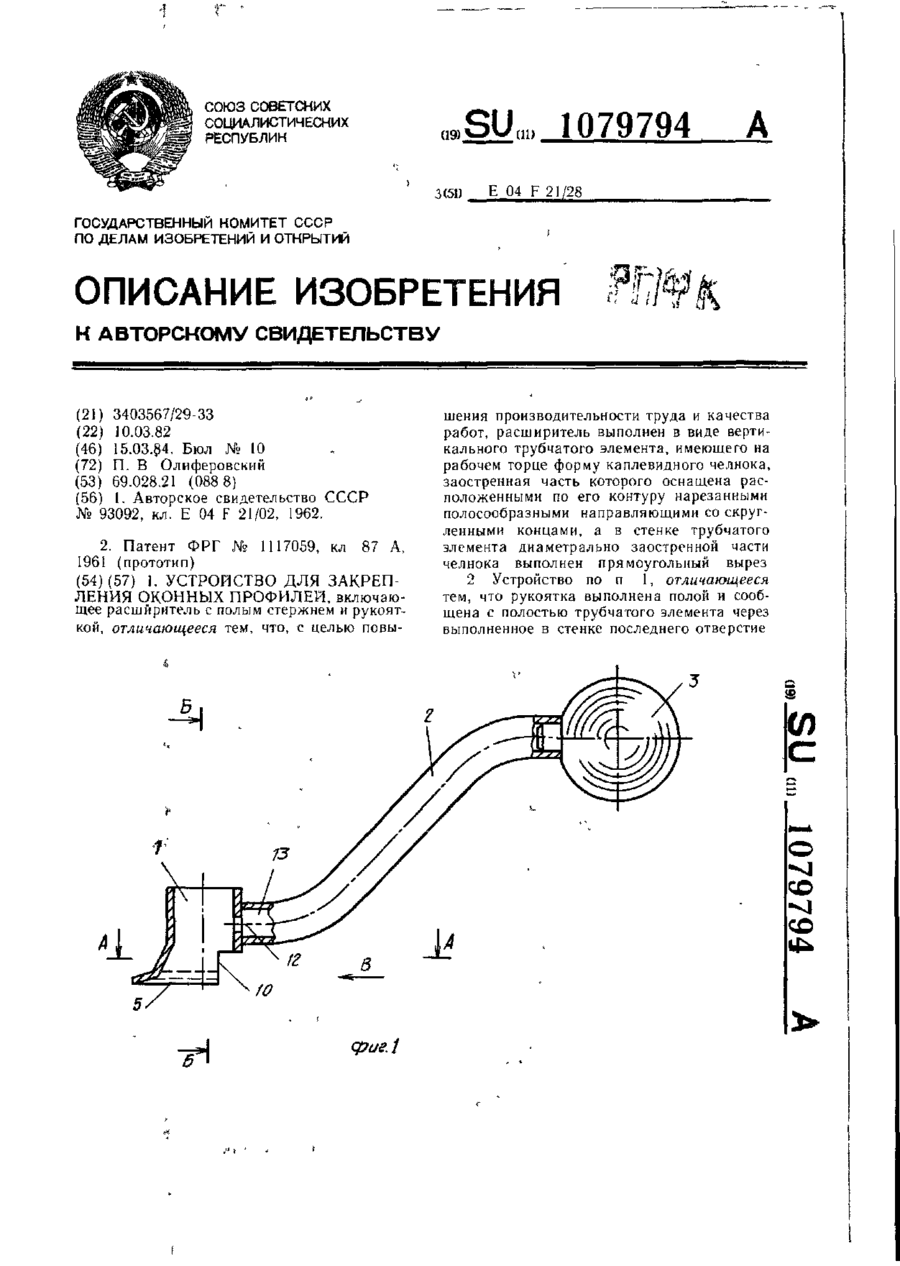
(57) 1. УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ОКОННЫХ ПРОФИЛЕЙ, включающее расширитель с полым стержнем и рукояткой, отличающееся тем, что, с целью повышения производительности труда и качества работ, расширитель выполнен в виде вертикального трубчатого элемента, имеющего на рабочем торце форму каплевидного челнока, заостренная часть которого оснащена расположенными по его контуру нарезанными полосообразными направляющими со скругленными концами, а в...
Штамп для пробивання співвісних отворів в стінках порожнистих деталей і п-подібних профілей
Номер патенту: 192
Опубліковано: 30.04.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: C22B 1/24
Мітки: отворів, деталей, співвісних, стінках, профілей, штамп, порожнистих, пробивання, п-подібних
Формула / Реферат:
Способ получения офлюсованных окатышей извысококремнистых железорудных концентратов, включающий окатывание их в барабанном окомкователе с флюсом с получением окатышей, состоящих из внутреннего ядра и наружного слоя из концентрата с флюсом или без него, упрочняющий обжиг, охлаждение и рециркуляцию части окомкованной шихты, отличающийся тем, что, с целью повышения прочности окатышей, рециркулируемую часть шихты перед скатыванием опудривают...
Спосіб виготовлення складеної попередньонапруженої конструкції
Номер патенту: 1428
Опубліковано: 25.03.1994
Автор: Кучерявий Євген Федорович
МПК: E04C 3/04
Мітки: спосіб, конструкції, складеної, виготовлення, попередньонапруженої
Формула / Реферат:
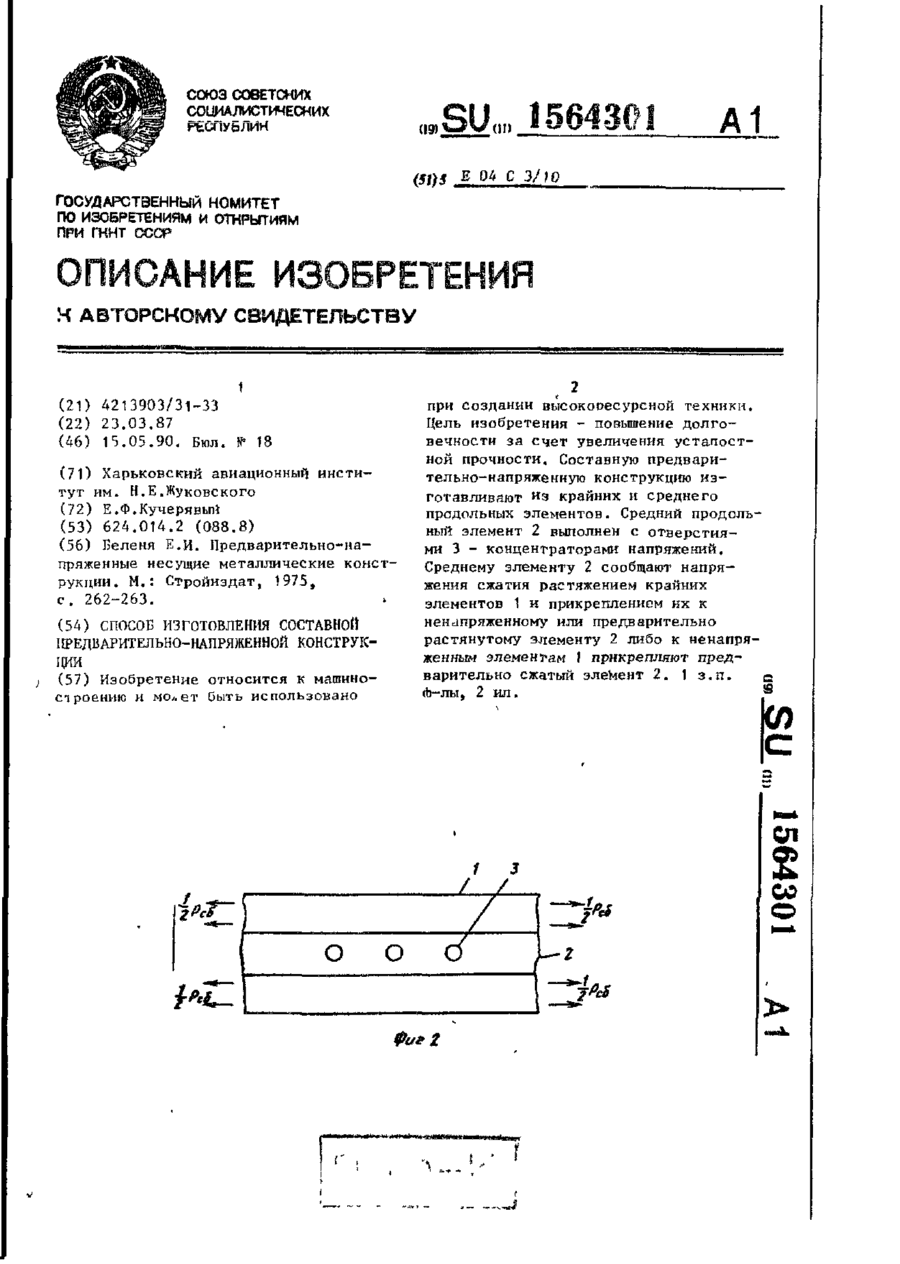
1. Способ изготовления составной предварительно напряженной конструкции из нескольких составляющих продольных элементов с предварительным их деформированием и сборку их в единую конструкцию с сохранением напряженного состояния предварительно деформисчет осуществления их предварительного сжатия и/или предварительного растяжения элементов без концентраторов напряжений. 2. Способ по п. 1 , отличающийся тем, что элементы без...
Спосіб обробки вибухом зварних металоконструкцій
Номер патенту: 103
Опубліковано: 30.04.1993
Автори: Бризгалін Андрій Геннадійович, Первой Віталій Михайлович, Титов Вадим Олександрович, Солнцев Ігор Васильович, Прохоров Володимир Володимирович, Петушков Володимир Георгийович, Борисенко Віталій Олександрович
МПК: B23K 28/00
Мітки: металоконструкцій, вибухом, спосіб, обробки, зварних
Формула / Реферат:
1. Способ обработки взрывом сварных металлоконструкций, при котором шнуровой заряд взрывчатого вещества изготавливают в виде периодической кривой, располагают его симметрично относительно обрабатываемого шва, и осуществляют инициирование с помощью проводника детонации, отличающийся тем, что проводник детонации устанавливают на поверхность металла по одну сторону заряда в контакте с вершинами его периодической кривой.2. Способ по п. 1,...
Попередній патент: Спосіб виготовлення бетаіна
Наступний патент: Засіб отримання похідних 3-гідроксі-1, 4-нафтохінону
Випадковий патент: Спосіб комбінованої фармакотерапії аритмій серця