Машина для контактного стикового зварювання труб
Номер патенту: 4278
Опубліковано: 27.12.1994
Автори: Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Кучук-Яценко Сергій Іванович
Формула / Реферат
Машина для контактной стыковой сварки труб, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, отличающаяся тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между собой труб, смонтированных в кольцевом зазоре, образованном центральной штангой и неподвижным механизмом зажатия.
Текст
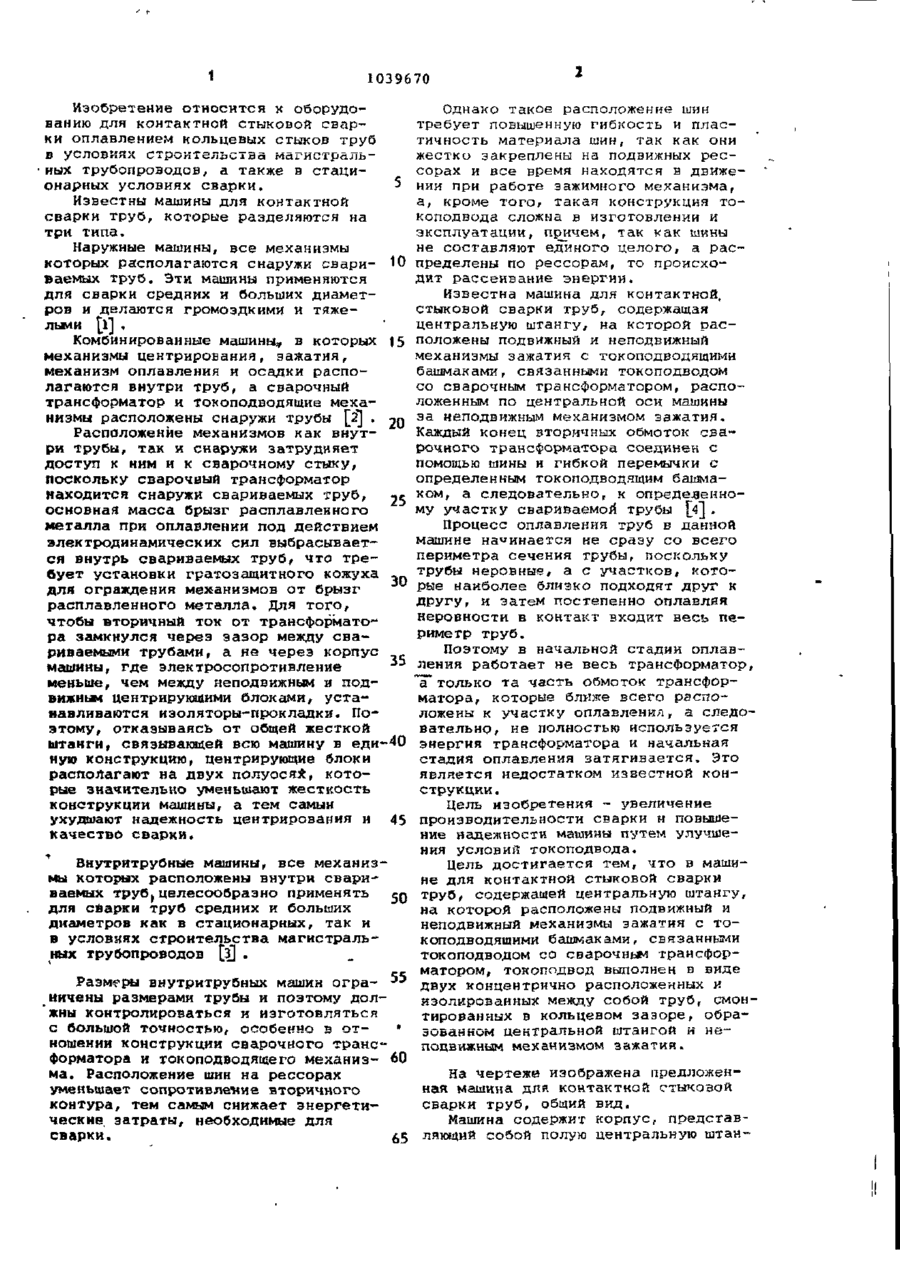
МАШИНА ДЛЯ КОНТАКТНОЙ СТЬЬ- • КОБОЙ СВАРКИ ТРУБ, содержащая центральную штангу, на которой расположены подвижный и неподвижный механизмы зажатия с токоподводящими башмаками, связанными токоподводом со сварочным трансформатором, о т л и ч а ю щ а я с я тем, что, с целью увеличения производительности сварки и повышения надежности машины путем улучшения условий токоподвода, токоподвод выполнен в виде двух концентрично расположенных, изолированных между собой труб, смонтироааьных в кольцевом зазоре, образованном центральной штангой и неподвиж- " .ным механизмом зажатия. и f 1039670 Изобретение относится к оборудоОднако такое расположение шин ванию для контактной стыковой свартребует повышенную гибкость и пласки оплавлением кольцевых стыков труб тичность материала шин, так как они Б условиях строительства магистральжестки закреплены на подвижных ресных трубопроводов, а также в стацисорах и все время находятся в движеонарных условиях сварки. нии при работе зажимного механизма, а, кроме того, такая конструкция тоИзвестны машины для контактной коподвода сложна в изготовлении и сварки труб, которые разделяются на эксплуатации, причем, так как шины три типа. не составляют единого целого, а расНаружные машины, все механизмы которых располагаются снаружи свари- 10 пределены по рессорам, то происходит рассеивание энергии. ваемых труб. Эти машины применяются для сварки средних и больших диаметИзвестна машина для контактной, ров и делаются громоздкими и тяжестыковой сварки труб, содержащая лыми \lj , центральную штангу, на которой расКомбинированные машины, в которых 15 положены подвижный и неподвижный механизмы зажатия с токоподводящими механизмы центрирования, зажатия, башмаками, связанными токоподводом механизм оплавления и осадки распосо сварочным трансформатором, располагаются внутри труб, а сварочный ложенным по центральной оси машины трансформатор и токоподводящие мехаза неподвижным механизмом зажатия. низмы расположены снаружи трубы [2] . 20 Каждый конец вторичных обмоток сваРасположение механизмов как внутрочного трансформатора соединен с ри трубы, так и снаружи затрудняет помощью шины и гибкой перемычки с доступ к ним и к сварочному стыку, определенным токоподводящим башмапоскольку сварочный трансформатор ком, а следовательно, к определеннонаходится снаружи свариваемых труб, 25 му участку свариваемой трубы \4]. основная масса брызг расплавленного металла при оплавлении под действием Процесс оплавления труб в данной электродинамических сил выбрасываетмашине начинается не сразу со всего ся внутрь свариваемых труб, что трепериметра сечения трубы, поскольку бует установки гратозащитного кожуха трубы неровные, а с участков, котодля ограждения механизмов от брызг 30 рые наиболее близко подходят друг к расплавленного металла. Для того, ДРУгу г и затем постепенно оплавляя чтобы вторичный ток от трансформатонеровности в контакт входит весь пера замкнулся через зазор между свариметр труб. риваемыми трубами, а не через корпус Поэтому в начальной стадии оплавмашины, где электросопротивление 35 ления работает не весь трансформатор, меньше, чем между неподвижным и под~аГ только та часть обмоток трансфорвижным центрирующими блоками, устаматора, которые ближе всего распонавливаются изоляторы-прокладки. Положены к участку оплавленил, а следоэтому, отказываясь от общей жесткой вательно, не полностью используется штанги, связывающей всю машину в еди -40 энергия трансформатора и начальная ную конструкцию, центрирующие блоки стадия оплавления затягивается. Это располагают на двух полуосях, котоявляется недостатком известной конрые значительно уменьшают жесткость струкции. конструкции машины, а тем самый Цель изобретения ~ увеличение ухудшают надежность центрирования и производительности сварки н повыше45 качество сварки. ние надежности машины путем улучшения условий токоподвода. Внутритрубные машины, все механизЦель достигается тем, что в машимы которых расположены внутри сварине для контактной стыковой сварки ваемых труб^целесообразно применять труб, содержащей центральную штангу, 50 на которой расположены подвижный и для сварки труб средних и больших диаметров как в стационарных, так и неподвижный механизмы зажатия с тов условиях строительства магистралькоподводящими башмаками, связанными ных трубопроводов [з] . токоподводом со сварочным трансформатором, токоподвод выполнен в виде Размеры внутритрубных машин огра- 55 двух концентрично расположенных и ничены размерами трубы и поэтому долизолированных между собой труб, смонжны контролироваться и изготовляться тированных в кольцевом зазоре, обрас большой точностью, особенно в отзованном центральной штангой и неношении конструкции сварочного трансподвижным механизмом зажатия. форматора и токоподводящего механиз- 60 ма . Расположение шин на рессорах На чертеже изображена предложенуменьшает сопротивление вторичного ная машина для контактной стыковой контура, тем самым снижает энергетисварки труб, общий вид. ческие, затраты, необходимые для Кашина содержит корпус, лредставсварки. ляющий собой полую центральную штан™ 1039670 гу 1 с опорными дисками 2 и 3, на которой размещены неподвижный 4 и подвижный 5 механизмы зажатия свариваемых труб, меланизм б сплавления и осадки, сварочный трансформатор 7, установленный по центральной оси машины. На концах центрирующих элементов механизмов зажатия закреплены токоподводящие башмаки 8 и 9. В кольцевом зазоре между корпусом машины центральной штангой 1 и неподвижным 4 механизмом зажатия размещены токоподводтрубы 10 и 11 концентрично одна другой и изолированные между собой прокладкой 12. Одни концы труб 10 и 11 подсоединены к вторичным обмоткам сварочного трансформатора 7, а другие - с помощью гибких перемычек 13 и 14 соответственно к токоподводящим башмакам 8 и 9 неподвижного 4 и подвижного 5 механизмов гажатия. Рабочий процесс сварки груб происходит следующим образом. Машина заводится в свариваемую трубу так, что торец трї, бы располагается между Т О К О П О Д Е О Д Я Щ И М И башмаками 8 и 9, рабочая жидкость подается в полости цилиндров (не показаны) неподвижного 4 механизма зажатия и происходит прижим башмаков 8 к внутренней поверхности трубы. Таким образом происходит зажатие первой свариваемой трубы (или центрирование и зажатие машины отгюсит тельно трубопровода). Далее на свободный конец сварочной машины надвигается вторая труба до упора в торец первой. Зажатие производится подвижным 5 гчеханизмом зажатия аналогично первому . Подается ток на сварочный трансформатор 7 и рабочая жидкость под давлением подается в полости цилиндра механизма 6 оплавления и осадки. Редактор М. Келемеш Шток цилиндра оплавления и осадки перемещается в сторону стыка подвижного механизма 5 зажатия и удержИВаемий им свариваемой трубы. Ток от вторичных обмоток сварочного трансформатора 7 черо - трубы ) 10 и 11 и гибкие перемычки 13 и 14 подводится к токоподводящим башмакам 8 и 9 на каждый конец свариваемых труб. 10 Так как поверхности торцов труб неровные, то весь ток вторичных обмоток трансформатора, г ротекающих по трубам-токоподводам 10 и 11, сосредотачивается на участках контакта 15 труб и происходит оплавление неровностей до полного оплавления всего периметра свариваемых труб, а затем производится осадка труб. После сварки рабочая жидкость подается в противоположные рабочим по20 лости цилиндров, и механизмы машины возвращаются в исходное положение. Машина с помощью привода перемещения (не показан) выезжает из сваренной плети так, чтобы торец плети трубо25 провода попал на место сварки, и все операции повторяются. Таким образом, выполнение токоподвода в виде двух труб, расположенных друг в друге и изолированных между 30 собой, в зазоре м^жду центральной штакгой корпуса машины и неподвижным механизмом зажатия значительно улучшает конструкцию токолодвода, тем самым повышается надежность машины. Во вторичном контуре конструкция 35 предложенного концентри ієского токоподвода является сумматором тока и распределителем эго для подвода тока в определенный момент оплавления в снижает 40 нужное место стыка, что трансформатоэнергетические затраты ра, уменьшается время начальной стадии оплавления неров.ностей іруб, а следовательно, повышается производите пь-ность сварки„ Составитель В Техред д. Корректор Заказ 6795/11 Тираж 1106 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП ''Патент'', г. Ужгород, ул. Проектная, 4 Шекмар
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for resistance butt welding of pipes
Автори англійськоюLebiediev Volodymyr Kostiantynovych, Kuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Halian Borys Opanasovych
Назва патенту російськоюМашина для контактной стыковой сварки труб
Автори російськоюЛебедев Владимир Константинович, Кучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Галян Борис Афанасьевич
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, контактного, машина, труб, стикового
Код посилання
<a href="https://ua.patents.su/4-4278-mashina-dlya-kontaktnogo-stikovogo-zvaryuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Машина для контактного стикового зварювання труб</a>
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Сахарнов Василь Олексійович, Галян Борис Опанасович
МПК: B23K 31/02, B23K 11/04
Мітки: машина, зварювання, стикового, труб, контактного
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: труб, стикового, машина, контактного, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Галян Борис Опанасович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, контактного, труб, зварювання, машина
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Машина для контактного стикового зварювання труб
Номер патенту: 3131
Опубліковано: 26.12.1994
Автори: Кривенко Валерій Георгійович, Мірошниченко Олександр Петрович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04, B23K 101/10
Мітки: труб, стикового, машина, контактного, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную штангу с двумя опорными дисками на концах, механизм оплавления и осадки, связанный с обоймой, установленной на штанге с возможностью продольного относительно нее перемещения, смонтированные на штанге неподвижный и подвижный зажимы свариваемых труб, включающие рычаги, одни концы которых снабжены зажимными и токоподводящими башмаками и посредством шарниров и серег связаны с...
Машина для контактного стикового зварювання труб

Номер патенту: 3126
Опубліковано: 26.12.1994
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Мірошниченко Олександр Петрович, Головачов Віктор Миколайович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, машина, труб
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая привод оплавления и осадки, центральную штангу, а также смонтированные на ней неподвижный и подвижный механизмы разжатия, каждый из которых включает разжимной рычаг, на концах которого соответственно расположены зажимные и токоподводящие башмаки, элементы, установленные с возможностью взаимодействия с концами рычагов посредством роликов, привод и пружину возврата разжимных рычагов,...
Попередній патент: Магнітний уловлювач
Наступний патент: Спосіб рівняння пиляльних дисків
Випадковий патент: Спосіб підготування флюсу для агломерації