Спосіб футерівки металургійних ємкостей
Номер патенту: 43373
Опубліковано: 17.12.2001
Автори: Донцов Михайло Степанович, Димитров Назарей Вікторович
Формула / Реферат
Способ футеровки металлургических емкостей, включающий непрерывную подачу набивной огнеупорной массы пескометной головкой по винтовой линии в зазор между футеруемой поверхностью емкости и формирующим упором с одновременным воздействием на огнеупорную массу силой, перпендикулярной футеруемой поверхности емкости, одновременное изменение скоростей окружного, вертикального и радиального перемещений пескометной головки с формирующим упором относительно оси её вращения, отличающийся тем, что изменение скоростей окружного, вертикального и радиального перемещений пескометной головки и формирующего упора выполняют в прямо пропорциональной зависимости от величины отклонения толщины и геометрии футеруемой поверхности емкости от требуемой, при этом при уменьшении толщины и геометрии футеруемой поверхности емкости от требуемой скорости окружного, вертикального и радиального перемещений пескометной головки и формирующего упора уменьшают, а при увеличении - увеличивают, причем измерение толщины и геометрии футеруемой поверхности емкости выполняют бесконтактным методом, при этом сигнал рассогласования истинной и требуемой толщины геометрии футеруемой поверхности емкости, полученный бесконтактным методом, подают на реверсивные электронные системы счета и показаний, а последние подают сигнал рассогласования на электронное логическое устройство, которое воздействует на регулируемые электроприводы перемещения пескометной головки с формирующим упором.
Текст
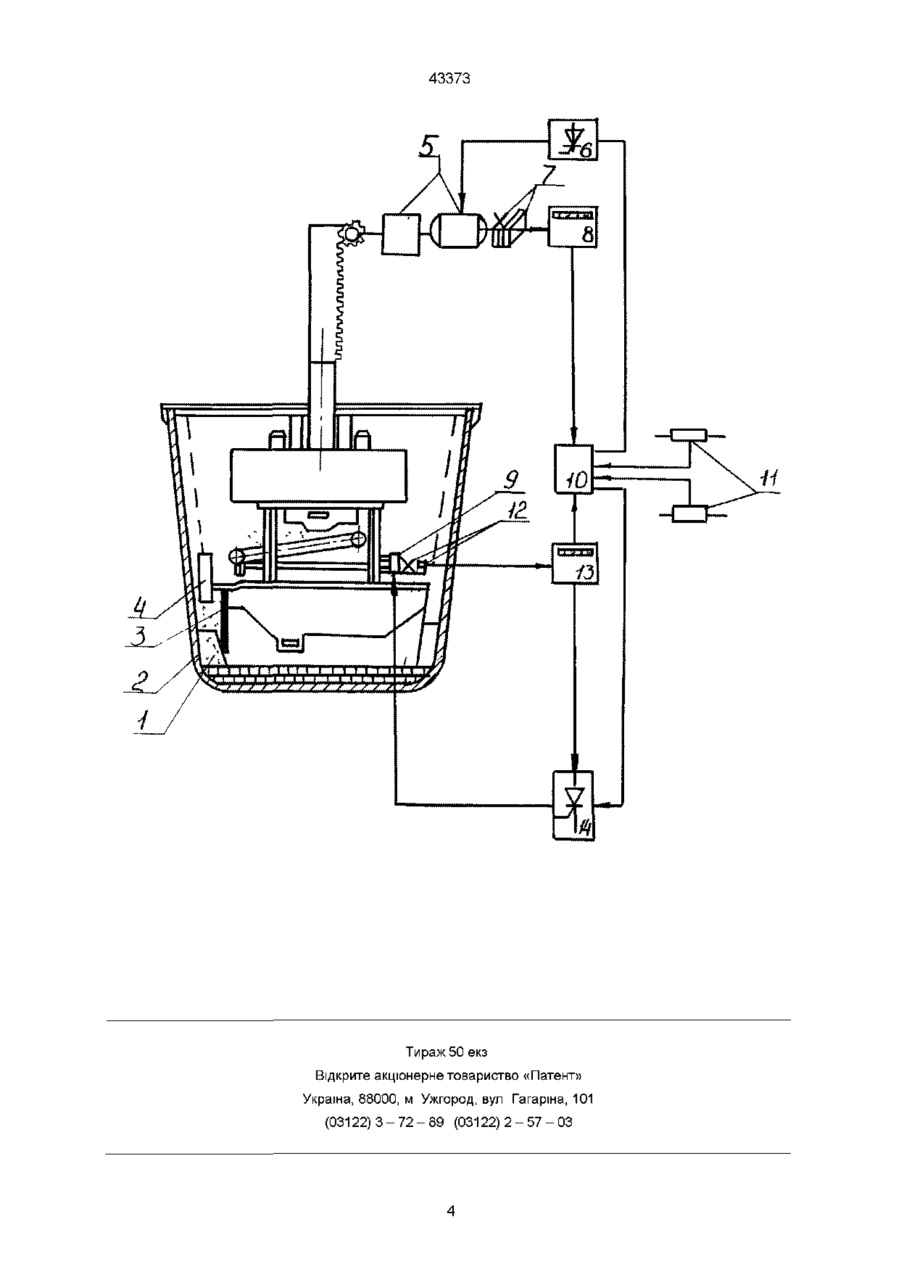
Способ футеровки металлургических емкостей, включающий непрерывную подачу набивной огнеупорной массы пескометной головкой по винтовой линии в зазор между футеруемой поверхностью емкости и формирующим упором с одновременным воздействием на огнеупорную массу силой, перпендикулярной футеруемой поверхности емкости, одновременное изменение скоростей окружного, вертикального и радиального перемещений пескометной головки с формирующим упором относи тельно оси ее вращения, отличающийся тем, что изменение скоростей окружного, вертикального и радиального перемещений пескометной головки и формирующего упора выполняют в прямо пропорциональной зависимости от величины отклонения толщины и геометрии футеруемой поверхности емкости от требуемой, при этом при уменьшении толщины и геометрии футеруемой поверхности емкости от требуемой скорости окружного, вертикального и радиального перемещений пескометной головки и формирующего упора уменьшают, а при увеличении - увеличивают, причем измерение толщины и геометрии футеруемой поверхности емкости выполняют бесконтактным методом, при этом сигнал рассогласования истинной и требуемой толщины геометрии футеруемой поверхности емкости, полученный бесконтактным методом, подают на реверсивные электронные системы счета и показаний, а последние подают сигнал рассогласования на электронное логическое устройство, которое воздействует на регулируемые электроприводы перемещения пескометной головки с формирующим упором Изобретение относится к области металлургии, в частности к технологии выполнения набивных футеровок металлургических емкостей Известен способ футеровки емкостей путем подачи кинетической энергией огнеупорной массы в зазор между кожухом емкости и опорным элементом, при этом огнеупорную массу дополнительно уплотняют, одновременно воздействуя силой, направленной радиально кожуху емкости, и футеровку осуществляют по винтовой линии непрерывно (см Авт свид СССР № 460675, кл B22D41/02, 1975, БИ №7) Причиной, препятствующей достижению требуемого технического результата известным способом футеровки металлургических емкостей, является необеспечение измерения толщины и геометрии футеруемой поверхности емкости, а в целом и получение требуемой толщины и геометрии футеруемой поверхности емкости Известен способ футеровки емкостей, например разливочных ковшей, выбранный авторами в качестве прототипа, состоящий в непрерывной подаче огнеупорной массы пескометной головкой по винтовой линии в зазор между опорным элементом и кожухом емкости с одновременным воздействием на огнеупорную массу силой, перпендикулярной кожуху емкости, и одновременным изменением скорости окружного, вертикального и радиального перемещений пескометной головки с формирующим упором в зависимости от величины и знака рассогласования истинного и требуемого текущих уровней поверхности футеровки при постоянном соотношении этих скоростей во всем диапазоне регулирования для поддержания постоянного текущего уровня поверхности футеровки относительно оси вращения пескометной головки (см Авт свид СССР № 671922, кл B22D41/02, 1979, БИ №25) Причиной, препятствующей достижению требуемого технического результата прототипом, является ненадежное исполнение процесса измерения толщины и геометрии футеруемой поверхности емкости и воздействия на регулируемые электроприводы пескометной головки с форми ю о го 1^ го го 43373 рующим упором, а соответственно, и необеспечение параметров емкости в целом В основу изобретения поставлена задача усовершенствования технологии футеровки металлургических емкостей, в которой в зависимости от величины отклонения толщины и геометрии футеруемой поверхности емкости от требуемой выполняют изменение скоростей перемещений пескометной головки с формирующим упором в различных направлениях, а измерение толщины и геометрии футеруемой поверхности емкости выполняют бесконтактным методом и воздействуют сигналом рассогласования истинной и требуемой их величин через реверсивные электронные системы счета, показаний и электронное логическое устройство на регулируемые электроприводы пескометной головки с формирующим упором, чем обеспечиваются требуемые размеры толщины и геометрии футеруемой поверхности емкости, и за счет этого снижается расход футеровочной массы, увеличивается емкость ее с одновременным повышением стойкости при наливах жидкого металла, а также облегчается труд оператора Поставленная задача решается тем, что в способе футеровки металлургических емкостей, включающем непрерывную подачу набивной огнеупорной массы пескометной головкой по винтовой линии в зазор между футеруемой поверхностью емкости и формирующим упором с одновременным воздействием на набивную огнеупорную массу силой, например сжатым воздухом, перпендикулярной футеруемой поверхности емкости, одновременное изменение скоростей окружного, вертикального и радиального перемещений пескометной головки с формирующим упором относительно оси ее вращения, согласно изобретению изменение скоростей окружного, вертикального и радиального перемещений пескометной головки и формирующего упора выполняют в прямо пропорциональной зависимости от величины отклонения толщины и геометрии футеруемой поверхности емкости от требуемой (заданной), при этом при уменьшении толщины и геометрии футеруемой поверхности емкости от требуемой скорости окружного, вертикального и радиального перемещений пескометной головки и формирующего упора уменьшают, а при увеличении - увеличивают, причем измерение толщины и геометрии футеруемой поверхности емкости выполняют бесконтактным методом, например импульсными бесконтактными электронными датчиками, при этом сигнал рассогласования истинной и требуемой толщины и геометрии футеруемой поверхности емкости, полученный бесконтактным методом, подают на реверсивные электронные системы счета и показаний, а последние подают сигнал рассогласования на электронное логическое устройство, которое воздействует на соответствующие регулируемые электроприводы пескометной головки с формирующим упором Отличительными существенными признаками предложенного способа футеровки металлургических емкостей от прототипа являются - выполнение изменения скоростей окружающего вертикального и радиального перемещений пескометной головки и формирующего упора в прямо пропорциональной зависимости от вели чины отклонения толщины и геометрии футеруемой поверхности емкости от требуемой, где при уменьшении их параметров от требуемых скорости перемещений пескометной головки и формирующего упора уменьшают, а при увеличении увеличивают, - выполнение измерения толщины и геометрии футеруемой поверхности емкости бесконтактным методом, - подача сигнала рассогласования истинной и требуемой толщины и геометрии футеруемой поверхности емкости, полученного бесконтактным методом, на реверсивные электронные системы счета и показаний, - подача системы счета и показаний сигнала рассогласования на электронное логическое устройство и воздействие последним на электроприводы пескометной головки с формирующим упором Наличие этих приказов позволяет классифицировать изобретение, как соответствующее критерию "новизна" Изменение скоростей окружного, радиального и вертикального перемещений пескометной головки с формирующим упором в прямо пропорциональной зависимости от величин отклонения толщины и геометрии футеруемой поверхности емкости от требуемой, где при уменьшении их параметров от требуемых - скорости перемещений уменьшают, а при увеличении - увеличивают, обеспечивает выполнение требуемых размеров толщины и геометрии футеруемой поверхности емкости В случае уменьшения толщины и изменения геометрии футеруемой поверхности емкости увеличивают контакт рабочего органа /пескометной головки с формирующим упором/ со средой /футеруемой поверхностью/ путем уменьшения его скорости перемещений, а, соответственно, подают и больший объем набивной огнеупорной массы При увеличении толщины и геометрии футеруемой поверхности емкости уменьшают контакт рабочего органа со средой путем увеличения скорости его перемещений и, соответственно, подают меньший объем набивной огнеупорной массы В других случаях не обеспечиваются заданные параметры футеруемой поверхности емкости За счет прямо пропорционального изменения скорости перемещений рабочего органа обеспечивается выполнение требуемых размеров толщины и геометрии футеруемой поверхности емкости, а вместе с тем повышается стойкость ее при наливах жидкого металла, снижается расход футеровочной массы и облегчается труд оператора Изменение толщины и геометрии футеруемой поверхности емкости бесконтактным методом обеспечивает повышение надежности и точности измерения отклонения от требуемых параметров толщины и геометрии футеруемой поверхности емкости Технический результат обеспечивается путем устранения неточности измерений, а соответственно, и обеспечивается выполнение требуемых параметров толщины и геометрии футеруемой поверхности емкости Подача сигнала рассогласования истинной и требуемой толщины и геометрии футеруемой поверхности емкости на реверсивные электронные системы счета и показаний и последними на элек 43373 тронное логическое устройство, воздействующее на соответствующие регулируемые электроприводы пескометной головки с формирующим упором обеспечивает введение своевременной и точной коррекции перемещений их, тем самым изменяется период их контакта с поверхностью емкости и подачи объема футеровочной массы, чем обеспечивается выполнение требуемых параметров толщины и геометрии футеруемой поверхности емкости Таким образом, характер проявления предложенных существенных признаков обеспечивает достижение требуемого технического результата требуемых /заданных/ размеров толщины и геометрии футеруемой поверхности емкости, за счет чего увеличивается надежность и стойкость ее при наливах жидкого металла, снижается расход футеровочной массы и облегчается труд оператора Предложенный способ футеровки металлургических емкостей поясняется чертежом, где представлена блок-схема устройства, реализующего предложенный способ Блок-схема устройства содержит слой 1 набивной огнеупорной массы футеруемой поверхности емкости, защитную кладку 2 металлургической емкости, формирующий упор 3, пескометную головку 4, электродвигатель 5, регулируемый электропривод 6, импульсный бесконтактный электронный датчик 7, реверсивные электронные системы счета и показаний 8 перемещений пескометной головки с формирующим упором, электродвигатель 9 радиального перемещения пескометной головки с формирующим упором, электронное логическое устройство 10 и задающее устройство 11, импульсный электронный бесконтактный датчик 12, реверсивная электронная система счета и показаний 13, регулируемый электропривод 14 радиального перемещения пескометной головки с формирующим упором Способ футеровки металлургических емкостей осуществляется следующим образом Металлургическую емкость, например сталеразливочный ковш, счищают от изношенной рабочей футеруемой поверхности, проверяют и ремонтируют при необходимости защитную кладку 2, устанавливают и закрепляют в вертикальном положении на стенде (условно не показано) Затем помещают пескометную головку 4 с формирующим упором 3 у дна емкости на требуемом расстоянии от защитной кладки 2 емкости, чем и определяют требуемую (заданную) толщину футеруемой поверхности ее В бункер (условно не показано) загружают предварительно подготовленную, например в смесителе, набивную огнеупорную массу в необходимом количестве для набивки футеруемой поверхности одной емкости и посредством физической силы, например сжатого воздуха (условно не показано), подают через пескометную головку 4 по винтовой линии в зазор между футеруемой поверхностью емкости и формирующим упором 3 Набивная огнеупорная масса подается физической силой через пескометную головку 4 перпендикулярно футеруемой поверхности емкости Одновременно пескометная головка 4 с формирующим упором 3 перемещается относительно своей оси в окружном, вертикальном и радиальном направлении посредством регулируемых электроприводов 6 и 14, задающих устройств 11, электродвигателей 5 и 9 Требуемая толщина слоя 1 набивной огнеупорной массы и геометрия футеруемой поверхности емкости устанавливается посредством задающего устройства 11 При движении пескометной головки 4 с формирующим упором 3 в указанных направлениях производят непрерывную подачу через нее набивной огнеупорной массы и образуют слой 1 набивной огнеупорной массы футеруемой поверхности емкости В случае отклонения от требуемых толщины и геометрии футеруемой поверхности емкости импульсные бесконтактные электронные датчики 7 и 12 выдают сигналы рассогласования истинной и требуемой ее величин на реверсивные электронные системы счета и показаний 8 и 13, которые измеряют и показывают пройденные расстояния пескометной головкой 4 с формирующим упором 3, толщину и геометрию футеруемой поверхности емкости С реверсивных электронных систем счета и показаний 8 и 13 сигналы рассогласования подают на электронное логическое устройство 10, которое воздействует на соответствующие регулирующие регулируемые электроприводы 6 и 14 для изменения скоростей перемещений пескометной головки 4 с формирующим упором 3 посредством электродвигателей 5 и 9 При отклонении толщины и геометрии футеруемой поверхности емкости от требуемой (заданной) скорости окружного, вертикального и радиального перемещений пескометной головки 4 с формирующим упором 3 уменьшают в случае уменьшения их параметров и увеличивают в случае увеличения их параметров от требуемых После окончания набивки футеруемой поверхности емкости удаляют осыпь набивной огнеупорной массы, проверяют качество футеруемой поверхности и направляют емкость для сушки на специальном стенде Затем повторяется процесс набивки футеровки следующей металлургической емкости Предложенный способ футеровки металлургических емкостей не вызывает затруднений в исполнении, обеспечивает требуемые размеры толщины и геометрии футеруемой поверхности емкости и ее качество, за счет чего снижается расход набивной огнеупорной массы, увеличивается объем емкости с одновременным повышением стойкости при наливах жидкого металла, а также облегчает труд обслуживающего персонала 43373 —————————————— Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for lining of metallurgical containers
Автори англійськоюDontsov Mykhailo Stepanovych, Dymytrov Nazarei Viktorovych
Назва патенту російськоюСпособ футеровки металлургических емкостей
Автори російськоюДонцов Михаил Степанович, Димитров Назарей Викторович
МПК / Мітки
МПК: B22D 41/02
Мітки: ємкостей, спосіб, металургійних, футерівки
Код посилання
<a href="https://ua.patents.su/4-43373-sposib-futerivki-metalurgijjnikh-ehmkostejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерівки металургійних ємкостей</a>
Спосіб розбирання вогнетривкої футерівки посудини для розміщення металу
Номер патенту: 22722
Опубліковано: 07.04.1998
Автори: Скакун Михайло Дмитрович, Соколовський Борис Цудікович, Пищіда Валерій Іванович
МПК: C21C 5/44
Мітки: розбирання, металу, футерівки, розміщення, посудини, вогнетривкої, спосіб
Формула / Реферат:
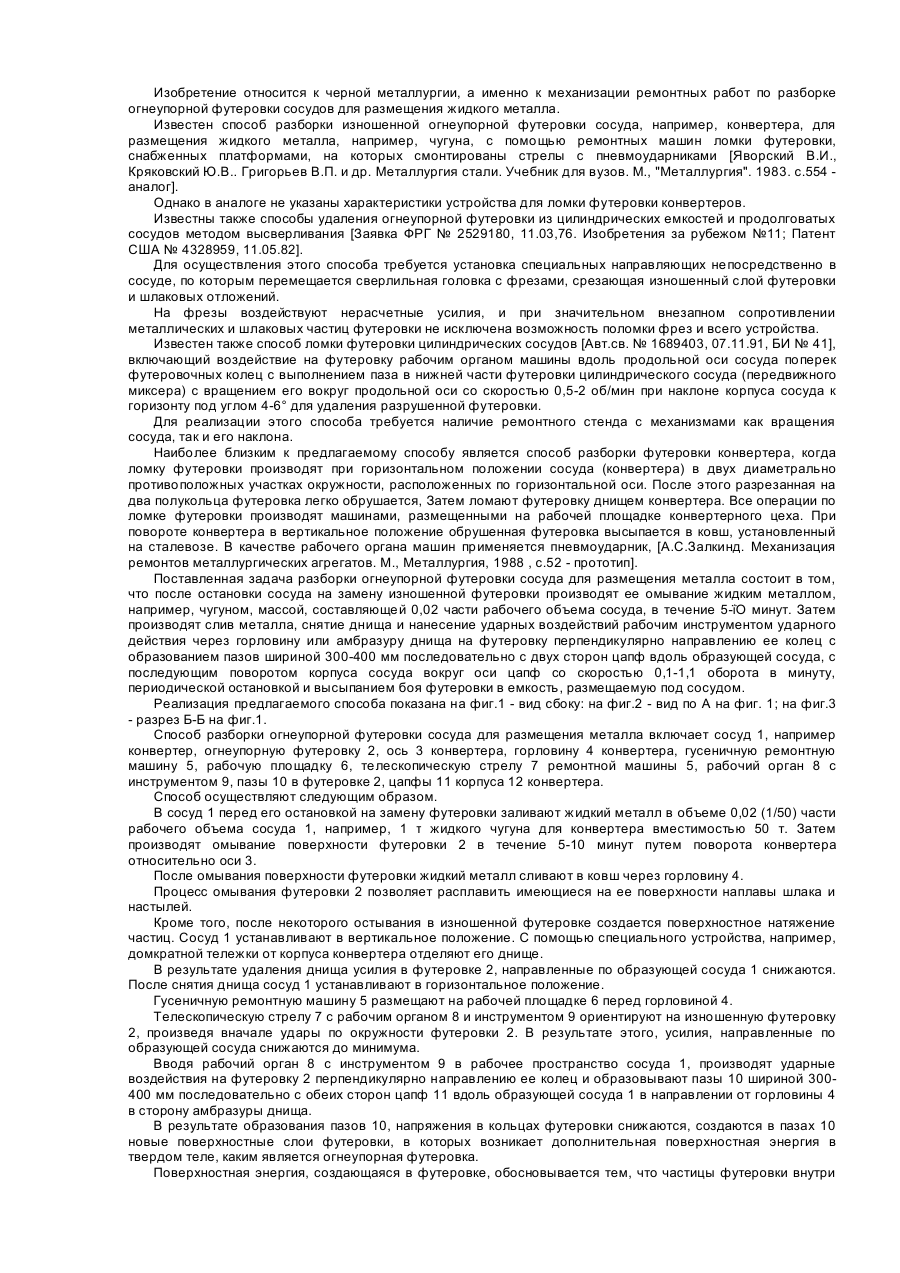
Способ разборки огнеупорной футеровки сосуда для размещения металла, преимущественно жидкого чугуна, включающий воздействие на нее рабочего инструмента ударного действия вдоль продольной оси сосуда и поперек футеровочных колец с образованием пазов, отличающийся тем, что после остановки сосуда на замену изношенной футеровки, производят ее омывание в течение 5-10 минут жидким металлом, например чугуном, массой 0,02 части рабочего объема сосуда...
Спосіб розігріву футеровки металургійних ковшів
Номер патенту: 6936
Опубліковано: 31.03.1995
Автори: Щербін Арнольд Іванович, Чорний Олександр Михайлович, Петренко Людмила Абрамівна, Городецький Олександр Аркадійович, Аріст Леонід Михайлович, Яровинський Юхим Абович
МПК: B22D 41/00
Мітки: спосіб, ковшів, розігріву, футеровки, металургійних
Формула / Реферат:
(57) Способ разогрева футеровки металлургических ковшей, включающий подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, отличающийся тем, что зазор между ковшом и крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200°С в течение 20-30 мин., после чего перегородку извлекают.
Шихта для виготовлення заправного матеріалу для ремонту футеровки металургійних печей
Номер патенту: 18392
Опубліковано: 25.12.1997
Автори: Щербенко Геноріета Микитівна, Шенцов Миколай Іларіонович, Ільченко Ніна Володимирівна, Антонов Георгій Іванович, Тіцкій Володимир Іванович
МПК: C04B 35/06
Мітки: шихта, заправного, металургійних, виготовлення, ремонту, печей, матеріалу, футеровки
Формула / Реферат:
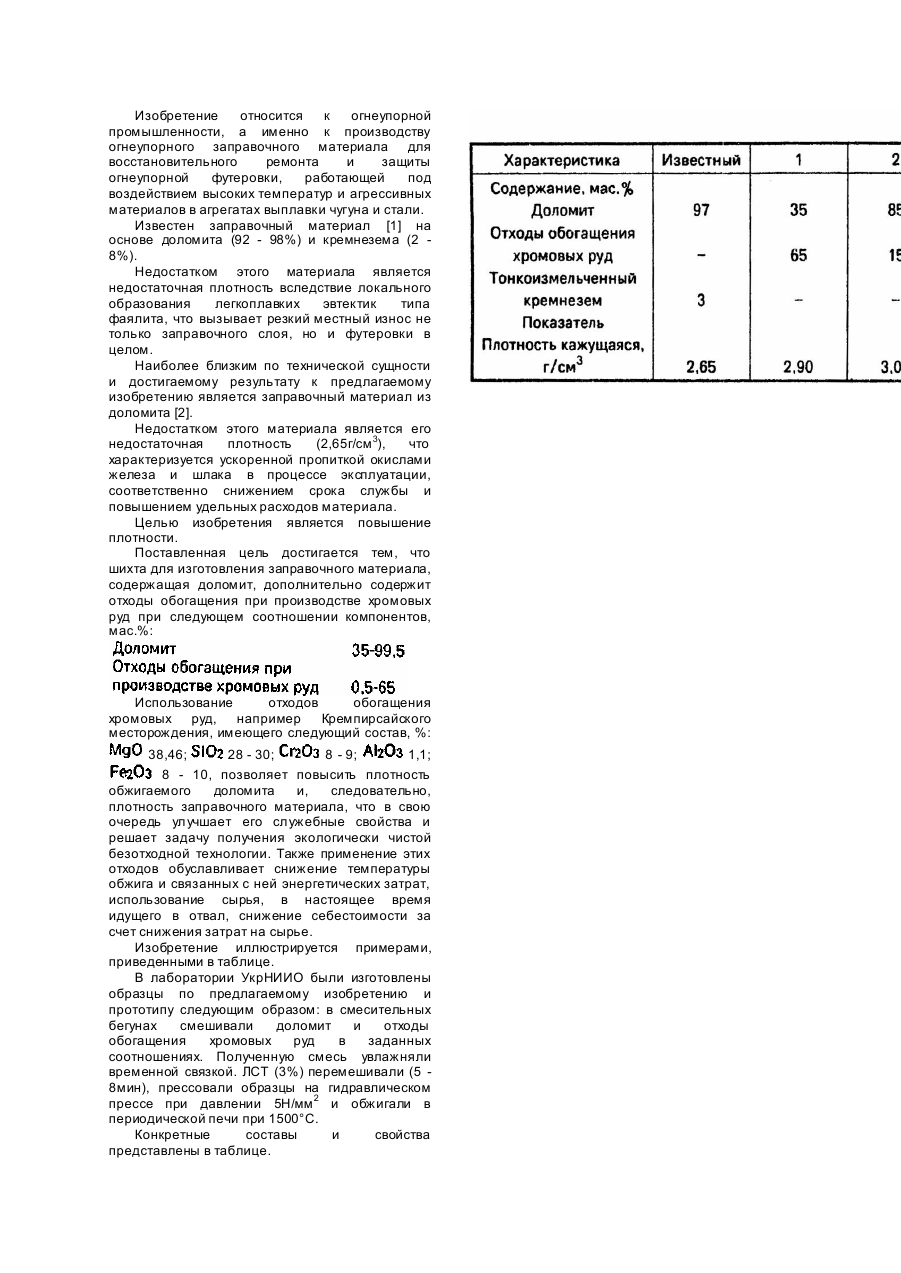
Шихта для изготовления заправочного материала для ремонта футеровки металлургических печей содержит доломит, отличающаяся тем, что она дополнительно содержит отходы обогащения при производстве хромовых руд при следующем соотношении компонентов, мас.%:
Спосіб ремонту вуглецевмісної футеровки
Номер патенту: 25009
Опубліковано: 25.12.1998
Автори: Демура Микола Трохимович, Оробцев Юрій Вікторович, Капелянов Володимир Якович, Кузнецов Олександр Михайлович
МПК: F27D 1/00
Мітки: спосіб, ремонту, футеровки, вуглецевмісної
Формула / Реферат:
1. Способ ремонта углеродсодержащей футеровки, включающий очистку ремонтируемой поверхности от расплава, нанесение добавочной порции набивочной огнеупорной массы, содержащей наполнитель, и связующее, ее формовку и витротрамбовку, покрытие защитным слоем и последующий обжиг, отличающийся тем, что после очистки ремонтируемой поверхности, ее температуру доводят до температуры плавления связующего, которое затем в виде порошка торкретируют на...
Машина ремонту футеровки металургійних агрегатів

Номер патенту: 15952
Опубліковано: 29.08.1997
Автори: Докучиц Віктор Павлович, Соколовський Борис Цезаревич, Полінов Олександр Олексійович, Олійник Сергій Сергійович, Штепа Олександр Васильович, Стаднічук Миколай Петрович, Марьян Сергій Дмитрович
МПК: F27D 23/00, B62D 55/00
Мітки: металургійних, футеровки, машина, агрегатів, ремонту
Формула / Реферат:
1. Машина ремонта футеровки металлургических агрегатов, содержащая раму, шарнирно присоединенные к ней по бокам траковые гусеничные тележки и стреловое оборудование с рабочим органом, отличающаяся тем, что, с целью расширения эксплуатационных возможностей путем лучшей приспосабливаемости гусеничных тележек к криволинейной поверхности футеровки, шарниры присоединения гусеничной тележки к раме расположены соосно, их оси паралеяьны опорной...
Попередній патент: Тяговий привід потяга
Наступний патент: Спосіб виготовлення хірургічного шовного матеріалу
Випадковий патент: Пристрій для розігрівання в'язких продуктів в ємкості