Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 43512
Опубліковано: 17.12.2001
Автори: Ладохін Сергій Васильович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович, Левицький Микола Іванович

Формула / Реферат
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем при електромагнітному перемішуванні утвореного розплаву, який відрізняється тим, що легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження електронного променя.
Текст
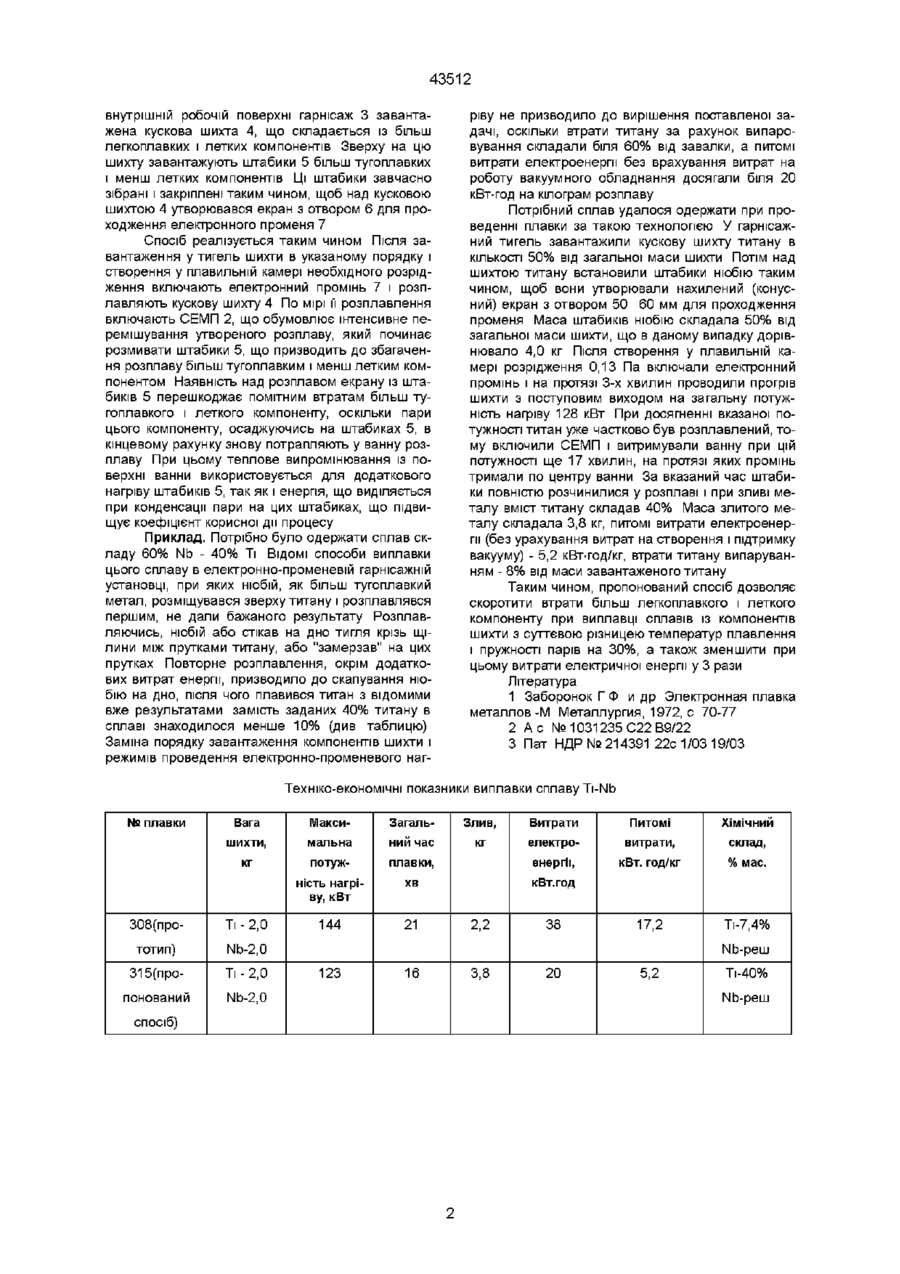
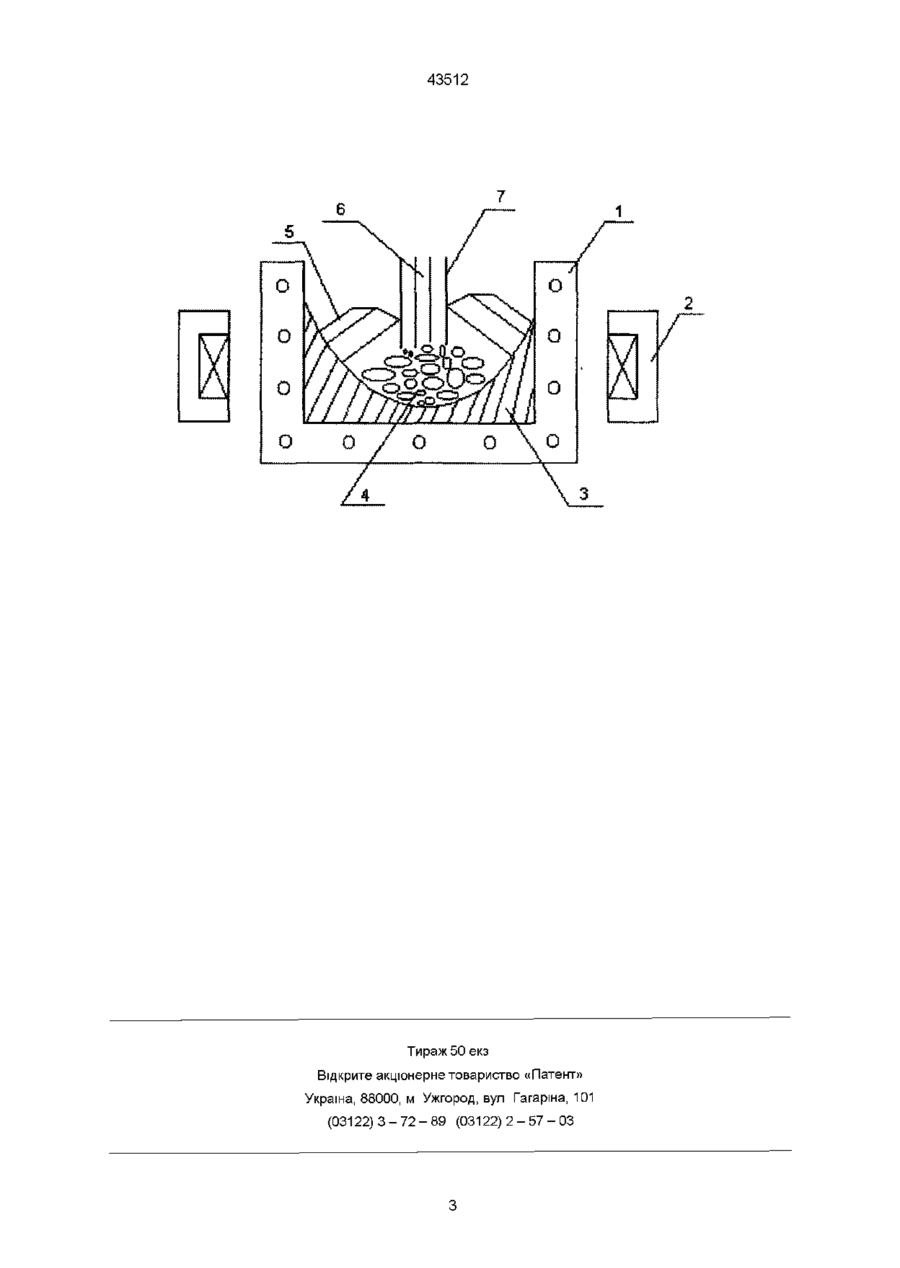
Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронни променем при електромагнітному перемішуванні утвореного розплаву, який відрізняється тим, що легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження електронного променя Пропонований винахід відноситься до металургійної та ливарної технологи, а більш конкретно - до одержання сплавів із використанням електронно-променевих джерел нагріву ВІДОМІ способи виплавки сплавів в електронно-променевих установках, при яких шихту завантажують у кристалізатор або плавильну ємність і потім нагрівають електронним променем до повного и розплавлення [1] У випадку плавки сипучої шихти для її дегазації в період завантаження відключають потужність електронного променя і шихту завантажують при температурі металу у кристалізаторі на 50 150°С нижчу температури його плавлення, а прогрів шихти ведуть при потужності електронного променя 0,2 0,5 від потужності, необхідної для її розплавлення [2] Однак при цьому спостерігається збільшення тривалості плавки ізза періодичних відключень потужності променя та повільного прогріву шихти при невисокій потужності променя легкоплавких і більш летких компонентів наслідок їх випарування Одночасно з цим спостерігається збільшення витрат електроенергії, що пов'язано як з и втратами на випаровування металів, так і з тепловим випромінюванням з поверхні, що обігрівається електронами Крім цього, цей спосіб непридатний у випадку, коли потрібно одержати сплав еквіатомного або близького до нього складу із елементів, що суттєво відрізняються температурою плавлення і пружністю пари, із-за необхідності введення в рідку ванну одночасно великої маси металу, що при даній схемі плавки здійснити практично неможливо Метою пропонованого винаходу є скорочення втрат електричної енергії при виплавці сплавів в електронно-променевій гарнісажній установці та витрат шихтових матеріалів за рахунок вибору раціональної схеми укладки шихтових матеріалів і їх плавки в плавильній ємності Поставлена мета досягається тим, що у способі виплавки сплаву в електронно-променевій гарнісажній установці, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем при електромагнітному перемішуванні утвореного розплаву, згідно з винаходом легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження електронного променя Суть способу пояснюється малюнком У тигель 1, оснащений системою електромагнітного перемішування (СЕМП) 2 і що має на Відомий також спосіб одержання в електронно-променевих печах нікелевих сплавів за пат НДР [3] Згідно З ЦИМ способом для введення у сплав високореактивних елементів до основного сплаву додають 1 6% чистого титану і (або) 0 8% чистого ніобію, а також 0,2 6% алюмінію у вигляді сплаву алюмінію з магнієм, отож поряд із титаном, ніобієм та алюмінієм в одержаному сплаві знаходиться також і магній Шихтові матеріали завантажуються таким чином, що першими плавляться більш тугоплавкі і менш леткі компоненти, а потім більш легкоплавкі і більш леткі компоненти Недоліком відомого способу є суттєві втрати більш Зоя ю CO 43512 внутрішній робочій поверхні гарнісаж 3 завантажена кускова шихта 4, що складається із більш легкоплавких і летких компонентів Зверху на цю шихту завантажують штабики 5 більш тугоплавких і менш летких компонентів Ці штабики завчасно зібрані і закріплені таким чином, щоб над кусковою шихтою 4 утворювався екран з отвором 6 для проходження електронного променя 7 Спосіб реалізується таким чином Після завантаження у тигель шихти в указаному порядку і створення у плавильній камері необхідного розрідження включають електронний промінь 7 і розплавляють кускову шихту 4 По мірі її розплавлення включають СЕМП 2, що обумовлює інтенсивне перемішування утвореного розплаву, який починає розмивати штабики 5, що призводить до збагачення розплаву більш тугоплавким і менш летким компонентом Наявність над розплавом екрану із штабиків 5 перешкоджає помітним втратам більш тугоплавкого і леткого компоненту, оскільки пари цього компоненту, осаджуючись на штабиках 5, в кінцевому рахунку знову потрапляють у ванну розплаву При цьому теплове випромінювання із поверхні ванни використовується для додаткового нагріву штабиків 5, так як і енергія, що виділяється при конденсації пари на цих штабиках, що підвищує коефіцієнт корисної дії процесу Приклад. Потрібно було одержати сплав складу 60% Nb - 40% Ті ВІДОМІ способи виплавки цього сплаву в електронно-променевій гарнісажній установці, при яких ніобій, як більш тугоплавкий метал, розміщувався зверху титану і розплавлявся першим, не дали бажаного результату Розплавляючись, ніобій або стікав на дно тигля крізь щілини між прутками титану, або "замерзав" на цих прутках Повторне розплавлення, окрім додаткових витрат енергії, призводило до скапування ніобію на дно, після чого плавився титан з відомими вже результатами замість заданих 40% титану в сплаві знаходилося менше 10% (див таблицю) Заміна порядку завантаження компонентів шихти і режимів проведення електронно-променевого наг ріву не призводило до вирішення поставленої задачі, оскільки втрати титану за рахунок випаровування складали біля 60% від завалки, а питомі витрати електроенергії без врахування витрат на роботу вакуумного обладнання досягали біля 20 кВт-год на кілограм розплаву Потрібний сплав удалося одержати при проведенні плавки за такою технологією У гарнісажний тигель завантажили кускову шихту титану в КІЛЬКОСТІ 50% від загальної маси шихти Потім над шихтою титану встановили штабики ніобію таким чином, щоб вони утворювали нахилений (конусний) екран з отвором 50 60 мм для проходження променя Маса штабиків ніобію складала 50% від загальної маси шихти, що в даному випадку дорівнювало 4,0 кг Після створення у плавильній камері розрідження 0,13 Па включали електронний промінь і на протязі 3-х хвилин проводили прогрів шихти з поступовим виходом на загальну потужність нагріву 128 кВт При досягненні вказаної потужності титан уже частково був розплавлений, тому включили СЕМП і витримували ванну при цій потужності ще 17 хвилин, на протязі яких промінь тримали по центру ванни За вказаний час штабики повністю розчинилися у розплаві і при зливі металу вміст титану складав 40% Маса злитого металу складала 3,8 кг, питомі витрати електроенергії (без урахування витрат на створення і підтримку вакууму) - 5,2 кВт-год/кг, втрати титану випаруванням - 8% від маси завантаженого титану Таким чином, пропонований спосіб дозволяє скоротити втрати більш легкоплавкого і леткого компоненту при виплавці сплавів із компонентів шихти з суттєвою різницею температур плавлення і пружності парів на 30%, а також зменшити при цьому витрати електричної енергії у 3 рази Література 1 Заборонок ГФ и др Электронная плавка металлов-М Металлургия, 1972, с 70-77 2 A c № 1031235 С22В9/22 3 Пат НДР №214391 22с 1/03 19/03 Техніко-економічні показники виплавки сплаву Ti-Nb № плавки Вага шихти, кг Максимальна потужність нагріву, кВт Загальний час плавки, хв Злив, кг Витрати електроенергії, кВт. год Питомі витрати, кВт. год/кг Хімічний склад, % мас. 308(про Ті - 2,0 144 21 2,2 38 17,2 Ті-7,4% тотип) Nb-2,0 Запро Ті - 2,0 понований Nb-2,0 спосіб) Nb-реш 123 16 3,8 20 5,2 Ті-40% Nb-реш 43512 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03 43512
ДивитисяДодаткова інформація
Автори англійськоюLevystkyi Mykola Ivanovych, Ladokhin Serhii Vasyliovych, Anikin Yurii Pylypovych, Miroshnychenko Volodymyr Ivanovych
Автори російськоюЛевицкий Николай Иванович, Ладохин Сергей Васильевич, Аникин Юрий Филиппович, Мирошниченко Владимир Иванович
МПК / Мітки
Мітки: виплавки, спосіб, електронно-променевий, гарнісажній, сплаву, установці
Код посилання
<a href="https://ua.patents.su/4-43512-sposib-viplavki-splavu-v-elektronno-promenevijj-garnisazhnijj-ustanovci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сплаву в електронно-променевій гарнісажній установці</a>
Спосіб економічної плавки реакційних металів в електронно-променевій печі
Номер патенту: 36276
Опубліковано: 16.04.2001
Автори: Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович, Смітюх Григорій Євдокимович, Чайка Микола Васильович
Мітки: спосіб, металів, плавки, реакційних, печі, електронно-променевий, економічно
Формула / Реферат:
Спосіб економічної плавки реакційних металів в електронно-променевій печі, який включає горизонтальну, з двох сторін назустріч, подачу в лотоках некомпактної шихти, нарізне плавлення кожної електронними променями в проміжну ємність і періодичний злив розплаву металу в кристалізатор, який відрізняється тим, що здійснюють одночасне плавлення шихти в єдину проміжну ємність, а передній фронт плавлення по ширині лотока формують під кутом a = 10±...
Спосіб виплавки сплаву алніко

Номер патенту: 25401
Опубліковано: 30.10.1998
Автор: Соколов Владислав Михайлович
МПК: C22C 33/06
Мітки: сплаву, виплавки, алніко, спосіб
Формула / Реферат:
1. Спосіб виплавки сплаву АЛНІКО, який включає розплавлення шихти і окислювальне рафінування, який відрізняється тим, що шихту розплавляють шляхом введення в флюс, який нагрівають електричним струмом, при цьому частку неметалевої складової у відходах витримують в інтервалі 3 - 60%, температуру флюсу 1500 - 1800°C, а окислювальне рафінування ведуть до тих пір, коли вміст алюмінію стане 0,05 - 1%.2. Спосіб за п.1, який відрізняється тим,...
Спосіб одержання зливків з відходів сплавів титану в електронно-променевій печі з проміжною ємкістю
Номер патенту: 17544
Опубліковано: 06.05.1997
Автори: ДЕРЕЧА Олександр Якович, Калинюк Олексій Михайлович, ТРИГУБ Микола Петрович, Савчинський Дмитро Васильович, Ахонін Сергій Володимирович
Мітки: спосіб, проміжною, ємкістю, відходів, зливків, сплавів, печі, одержання, титану, електронно-променевий
Формула / Реферат:
Способ получения слитков из отходов сплавов титана в электронно-лучевой печи с промежуточной емкостью, включающий подготовку расходуемой заготовки, ее плавление электронными лучами в промежуточную емкость, слив расплава в кристаллизатор и формирование слитка в условиях обогрева свободной поверхности расплава электронными лучами, отличающийся тем, что создают над свободной поверхностью расплава повышенное парциальное давление легколетучих...
Спосіб електронно-променевої плавки титану
Номер патенту: 36275
Опубліковано: 16.04.2001
Автори: Смітюх Григорій Євдокимович, Чайка Микола Васильович, ДЕРЕЧА Олександр Якович, Семенов Генадій Степанович, Цибань Ігор Володимирович
МПК: C22B 9/22
Мітки: спосіб, титану, електронно-променевої, плавки
Формула / Реферат:
1. Спосіб електронно-променевої плавки титану, який включає подачу губчатого титану в коробі, плавлення його електронними променями в проміжну ємність рідкого металу в кристалізатор та формування зливка в ньому, який відрізняється тим, що губчатий титан у зону плавлення подають у вигляді двох чи більше крупних фрагментів блока криці, які розділені площиною вздовж осі обертання, причому торці фрагментів криці повернуті назустріч один...
Спосіб електронно-променевої плавки титанової губки

Номер патенту: 36274
Опубліковано: 16.04.2001
Автори: Чайка Микола Васильович, Семенов Генадій Степанович, ДЕРЕЧА Олександр Якович, Смітюх Григорій Євдокимович
МПК: C22B 9/22
Мітки: титанової, електронно-променевої, плавки, спосіб, губки
Формула / Реферат:
Спосіб електронно-променевої плавки титанової губки, який включає подання губки у коробі, електронно-променевий нагрів і плавлення її в проміжну ємкість, злив рідкого металу в кристалізатор та формування зливка в ньому, який відрізняється тим, що плавлення ведуть безперервно, формуючи дві чи більше паралельні зони нагріву на поверхні губки розгорткою електронного променя по всій ширині короба, при цьому потужність нагріву кожної зони на 30%...
Попередній патент: Програмно-керований електромеханічний силовий блок тренажерного та терапевтичного обладнання
Наступний патент: Спосіб хірургічного лікування бешихи
Випадковий патент: Вібраторна антенна решітка для імпульсних несинусоїдальних сигналів