Спосіб електрохімічної регенерації поверхонь пари тертя механізмів
Номер патенту: 43559
Опубліковано: 15.03.2004
Автори: Турчинський Павло Євгенович, Шульга Юрій Іванович, Чорний Володимир Олександрович
Формула / Реферат
1. Спосіб електрохімічної регенерації поверхонь пари тертя механізмів, який полягає в тому, що зони пари тертя - катода і електроізольованого анода-вставки заповнюють струмопровідною рідиною, яка містить в своєму складі принаймні водний розчин однієї із солей металу, і підводять до катода та анода-вставки електричний струм, який відрізняється тим, що використовують струмопровідну рідину, яку виготовляють на водній основі з додатковим вмістом поліетиленгліколю та сірчаної кислоти при такому співвідношенні компонентів, мас. %:
поліетиленгліколь
1,0-6,0
сіль металу
0,1-0,3
сірчана кислота
0,01-0,1
вода
решта,
при цьому анод-вставку виконують із металу і встановлюють за межами пари тертя, а процес регенерації здійснюють при мінімальних обертах механізму.
2. Спосіб за п. 1, який відрізняється тим, що сіль металу струмопровідної рідини відповідає металу анода-вставки.
Текст
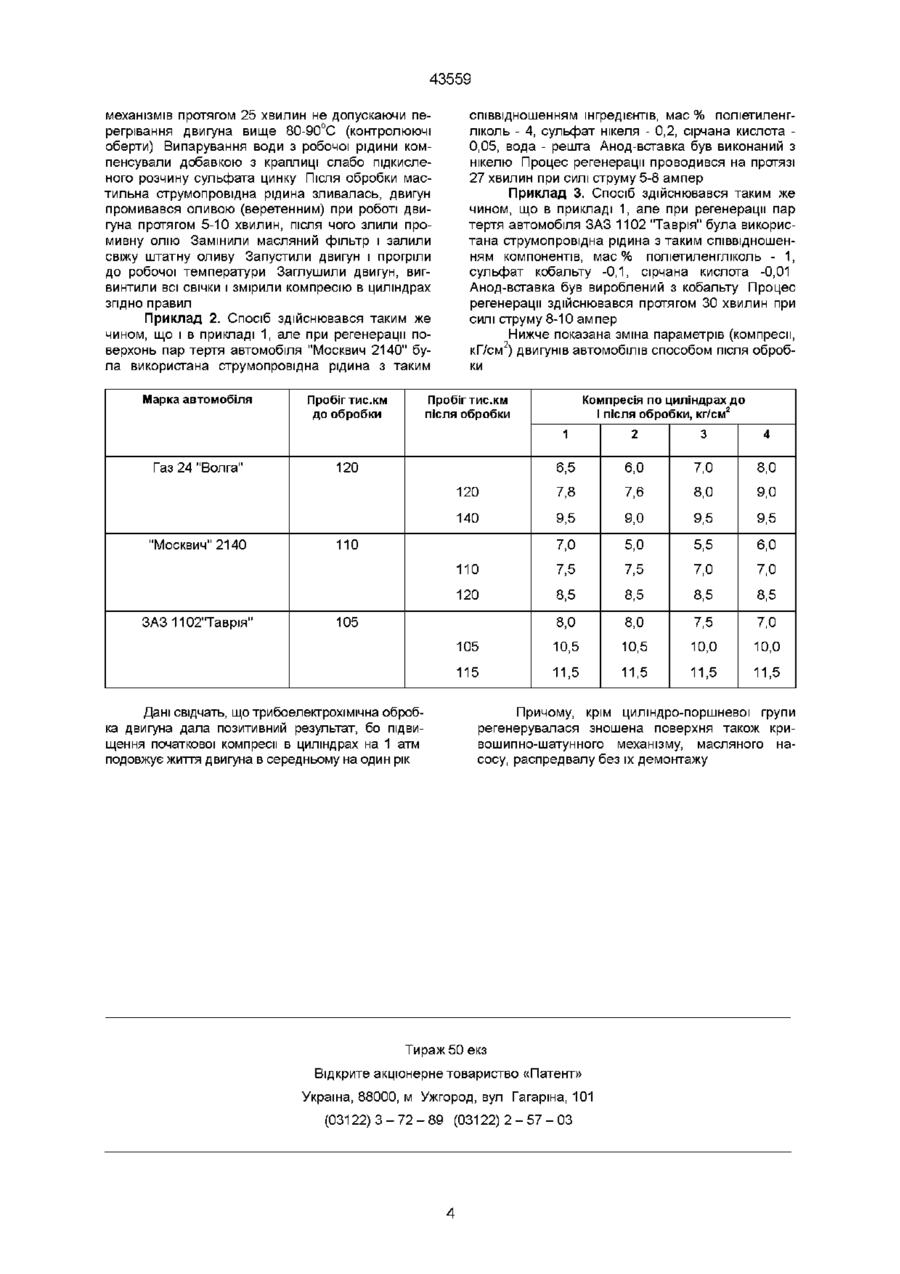
1 Спосіб електрохімічної регенерації поверхонь пари тертя механізмів полягає в тому, що зони пари тертя - катода і електроізольованого анода-вставки заповнюють струмопровідною рідиною, що містить в своєму складі принаймні водний розчин однієї із солей металу, підводять до катода та анода-вставки електронапругу, який відрізняється тим, що струмопровідну рідину виготовляють на водній основі, яка додатково містить в своєму складі поліетиленгліколь та сірчану кислоту при наступному співвідношенні інгредієнтів, мас % Поліетиленгліколь 1,0 - 6,0 Сіль металу 0,1-0,3 Сірчана кислота 0,01-0,1, при цьому анод-вставку виконують із металу і встановлюють за межами пари тертя, а процес регенерації здійснюють при мінімальних обертах механізму Винахід відноситься до галузі машинобудування, зокрема до експлуатації, технічного обслуговування та ремонту зношених механізмів, наприклад двигунів внутрішнього спалення, плунжерів тощо Зношення механізмів - процес незворотний Наприклад відомо, що при звичайній експлуатації машини метал пар тертя зменшується в середньому на 2,5- 4 мкм кожних 10000 км пробігу в залежності від якості виготовлення, збирання, обкатки механізму, якості моторного мастила, стилю керування, стану доріг тощо Гарантувати виконання ресурсу, закладеного конструктором, може стале використання, починаючи з нуля, якісних мастил, ВІДПОВІДНИХ режимів роботи двигуна, додержання вимог інструкцій з експлуатації, що в реальних умовах досягти практично неможливо Наприклад, відомий спосіб підвищення ресурсу пар тертя (Автсвид СССР №1826728, кл G 01N 3/56, F 16C 33/14), згідно якому прецізюнне невлювання поверхні тертя деталей здійснюють в струмопровідній рідині, що має мастильні властивості, наприклад, силікат (рідке скло) або водні розчини з добавкою компонентів функціонального призначення Пари тертя (катод), а також анодні вставки, виконані з матеріалу, електродний потенціал яких за абсолютною величиною менший ніж електродний потенціал матеріалів поверхонь тертя, розташовують із можливістю взаємодії з мастильною рідиною Силікатна рідина має клейкістні і В'ЯЗКІСТНІ властивості В замкнутій системі вона стійка, але на повітрі розкладається на кремлеву кислоту та луг і тому як струмопровідна рідина у системі, наприклад, мотора не може бути використана Відновлення і захист поверхні метала від зношення здійснюють за допомогою різних способів Наприклад, в мастильну зону тертя вводять різні присадки або розташовують електрично ізольовані вставки металів, що відповідають присадкам і підводять електричну напругу або здійснюють металокерамічні арміровані оболонкові покриття окремої поверхні пари тертя деталей на типових металообробних верстатах і технологічному обладнанні Найбільш близьким способом до технічного рішення, що заявляється, є спосіб обробки поверхні тертя трибоелектричною переплавкою або індукційним нагрівом поверхневого шару деталі тертевим чавунним, графітовим, латунним електродом або їх сполученням під шаром кремніймістимої рідини (Автсвид СССР №1732232, кл G 01N 3/56, 1992) Спосіб полягає втому, що в зоні тертя, яка заповнена мастильною струмопровідною рідиною, розміщують електроізольований розчинний вш 2 Спосіб по п 1, який відрізняється тим, що сіль металу струмопровідної рідини відповідає металу аноду-вставки ю ю СО 43559 анод-вставку, до якого, а також до пар тертя підводять напругу При цьому використовують струмопровідну рідину у вигляді суміші рідкого скла з добавками порошкового графіту та принаймні однієї із солей металу Спосіб здійснюють на металообробному обладнанні Деталь, що обробляється, встановлюють на станку так як і при традиційних способах обробці, підключають до електричного кола на катод, струменем подають струмопровідну силікатну рідину Але замість типових робочих інструментів встановлюють розчинні тертеві робочі інструменти-аноди з обов'язковою електроізоляцією Неконтактуючі між собою деталь, що підлягає обробці, і розчинний інструмент-анод приводять до руху Плавно підводять анод до поверхні деталі і одночасно подають в зону їх взаємодії мастильну струмопропровідну рідину, після чого підводять електричну напругу В результаті трибоелектрохімічної технології (здійснення електрохімічних процесів при терті) одержують високозносостійке оболочкове металокерамічне покриття поверхней пари тертя деталей Трибоелектрохімобробку здійснюють окремо кожної деталі, яка треться, незалежно від їхньої конструкції, матеріалів і технологій попередніх обробок Однакове оброблення таким чином поверхонь, що труться, дозволяє 1) збільшити твердість металізації матеріалу в порівнянні з вихідним станом на два порядки, 2) підвищити ЗНОСОСТІЙКІСТЬ пар тертя не менше ніж на порядок, 3)забезпечити отримання позитивного ефекту від абразивних часток в мастильному (навколишньому) середовищі, 4)знизити доочищення мастильних олив у системах і механізмах машин, 5)підвищити на 2-3 класи чистоту шорсткостей оброблювальних поверхонь окремих деталей Але вищезгаданий спосіб обробки поверхонь пар тертя має недоліки По-перше, такий спосіб регенерації потребує розбирання деталей механізмів По-друге, дає можливість обробляти лише окрему вилучену з машини деталь, а не комплекс робочих органів, вузлів, агрегатів По-третє, процес обробки потребує спеціального технічного обладнання, металообробних станків і є енергомістким І головне, оскільки мастильна струмопровідна рідина виготовлена на основі рідкого скла, ізза клейкістних та в'язкістних властивостей и неможливо використовувати для безрозбірної регенерації зношеної поверхні пар тертя механізмів, наприклад таких як двигун внутрішнього спалення або плунжерний насос В основу винаходу, що заявляється, поставлена задача створення способу електрохімічної регенерації поверхонь пар тертя механізмів шляхом заміни компонентів струмопровідної рідини та місцезнаходження аноду, що дозволить проводити регенерацію зношеної поверхні механізму без його розбирання Поставлена задача вирішується за рахунок того, в способі електрохімічної регенерації поверхонь пари тертя механізмів, який полягає в тому, що зони пари тертя механізмів - катода і електроізольованого анода-вставки заповнюють струмопровідною рідиною, що містить в своєму складі принаймні водний розчин однієї із солей металу, і під водять до катоду та аноду-вставки електронапругу, згідно з винаходом струмопровідну рідину виготовляють на водній основі, яка додатково містить в своєму складі поліетиленгліколь та сірчану кислоту при наступному співвідношенні інгредієнтів, мас % поліетиленгліколь - 1,0 - 6,0, сіль металу - 0,1-0,3, сірчана кислота - 0,01-0,1, при цьому анод-вставку виконують із металу і встановлюють за межами пари тертя, а процес регенерації здійснюють при мінімальних обертах механізму Крім того, сіль металу струмопровідної рідини повинна відповідати металу аноду-вставки Струмопровідна рідина, що виготовлена на водній основі, а також виготовлення анода-вставки з металу та винесення його за межі пари тертя дозволяє обробляти зношені поверхні механізму в комплексі, без розбирання його на деталі Поліетиленгліколь надає струмопровідній рідині мастильні властивості і разом з розчином хоча б однієї із солей металу створює юноутворююче середовище, завдяки чому при підключенні електричного струму до пари тертя - катоду та металевого анода-вставки здійснюється гальванічний процес, в результаті якого на поверхні тертя оброблюваних деталей утворюється металополімерне покриття Для здійснення гальванічного процесу необхідний розчинений (металевий) анод Анод встановлюється з енергозабезпеченням від зовнішнього джерела, ізольовано за межі комплексу деталей, що обробляються, для запобігання короткого замикання електричного ланцюга Матеріали розчинних анодів підбираються із врахуванням вводу утворюючих їх компонентів в матеріали, що обробляються, нерозчинних з більш від'ємними В порівнянні з парами тертя значеннями електродними потенціалами і створюючих протекторний захист механізму Невелика КІЛЬКІСТЬ сірчаної кислоти необхідна в струмопровідній рідині для того, щоб запобігти процесу гідролізу солей Для більш інтенсивного протікання процесу регенерації сіль металу, яка вноситься до рідини, повинна відповідати металу анода-вставки Задані параметри складу робочої струмопровідної рідини є необхідними для проведення електрохімічної регенерації поверхонь пари тертя механізмів і визначені експериментальним шляхом Струмопровідна рідина, яка застосовується в способі, морозостійка, не потребує значних витрат для регенерації після експлуатації, не горюча, екологічно чиста, дешева Компоненти рідини транспортують і зберігають в звичайних паперових мішках Приготування рідини не викликає труднощів При необхідності рідину готують до експлуатації в будь-якій КІЛЬКОСТІ як в окремих місткостях, так і безпосередньо в механізмах машин Оскільки електрохімічній регенерації підлягає цілий комплекс деталей механізму, то процес регенерації здійснюють при мінімальних (холостих) обертах механізму для того, щоб юноутворююча струмопровідна рідина розмістилася на зношеній поверхні всіх деталей, що підлягають обробці При здійсненні цього способу на поверхні пар тертя механізмів створюється трибогальванічна (трибоелектрохімічна) система Механізм утворення електричного поля при терті досить склад 43559 ний Виникнення потенціалу на поверхні тертя і наступний перебіг струму при замкнутому ланцюгу викликано гальванічним явищем, контактною поляризацією і термоелектричними процесами Потенціали електризації мастильного шару значні і досягають декількох десятків вольт, а накопичені на поверхні тертя заряди, пробиваючи мастильну плівку, сприяють збільшенню зносу тертьового матеріалу Саме з метою розширення можливості використання системи ДОВГОВІЧНОСТІ механізмів, їх тертьові пари пропонується безрозбірно, під час поточної експлуатації піддати трибогальванічній (електрохімічній) регенерації Особливо ефективним цей спосіб є при відновленні зношеної поверхні двигуна внутрішнього спалення, де відновлення досягається при мінімальних (холостих) обертах протягом 25-30 хвилин Поліетиленгліколь для електрохімічної регенерації поверхонь пари тертя механізмів машин найбільш доцільно використовувати, що виробляється для текстильної, резинової, паперової, металообробної, керамічної, барвникової промисловостей, а також для виготовлення важкозаймистих гідравлічних рідин та клеїв Поліетиленгліколь має вигляд лускоподібної кристалічної маси, він негорючий, екологічно чистий для навколишнього середовища, нетоксичний для обслуговуючого персоналу Спосіб електрохімічної регенерації поверхонь пари тертя механізмів здійснюють наступним чином Готують мастильну струмопровідну рідину з таким співвідношенням інгредієнтів, мас % Поліетиленгліколь (1-6%), сіль металу (0,1-0,3%), сірчану кислоту (0,01-0,1%), вода - решта Металевий анод-вставку розміщують в ємності за межами пари тертя механізму на МІСЦІ кріплення фільтра тонкої очистки оливи, причому ємність, в якій розміщений анод-вставка, повинна бути з'єднана з ємністю, в якій розміщені пари тертя, через струмопровідну рідину Металевий анод-вставка ізолюється від місця кріплення за допомогою ізоляторів До деталей пари тертя та до металевого аноду-вставки подають підготовлену струмопровідну рідину Після цього до пар тертя, які підключені на катод, та на анод-вставку підводять електричний струм густиною 3-10 ампер і напругою в колі 10-20 вольт Струмопровідна рідина роботою механізму на мінімальних (холостих) обертах подається до пари тертя Змиваючий струмопровідною мастильною рідиною анод під дією електричного струму розчиняється Масове перенесення ІОНІВ металу від анода до відновлюючих деталей виконують струменем мастильної рідини система При збільшеному інтенсивному зношенні тертьових пар зазор між деталями збільшений Разом з рідиною до зношених поверхонь пар тертя надходить більша КІЛЬКІСТЬ компонентів для електрохімічної регенерації зношених деталей Процес перебігає інтенсивно При регенерації зношених поверхонь тертя зазор між деталями зменшується КІЛЬКІСТЬ рідини в зазорі, а з нею і КІЛЬКІСТЬ компонентів анода і енергії, необхідних для відновлення трибогальванічної (електрохімічної) системи, падає У вузлах тертя одночасно проходить зношення і регенерація деталей і рідини трибогальванічним спо собом та використанням зовнішнього і внутрішнього джерела електричної енергії В кінцевому результаті швидкості зношування і відновлення деталей вирівнюються Проходить стабілізація стаціонарного стану трибогальванічних (електрохімічних) систем - автоматичне регулювання витрат необхідної речовини і енергії Показники сили струму і напруги фіксують незмінний стан і процес вважають завершеним В результаті електрохімічної регенерації поверхні пар тертя вкриваються металополімерною плівкою Стабілізація трибосистеми зберігається протягом довгого часу також і при використанні вуглеводних мастил нафтового походження в режимах робочої експлуатації механізмів, бо частина струмопровідної рідини накопичується на внутрішній СТІНЦІ механізму і витрачається по сигналу оберненого зв'язку, якщо зазор збільшився Система ДОВГОВІЧНОСТІ механізму забезпечує стабілізацію металополімерного покриття, а з ним і механізму в цілому Регенерація зношеної тертьової поверхні деталі армованими металополімерними покриттями з пластичною зв'язкою досягається протягом 20-30 хвилин роботи механізму на мінімальних (холостих) обертах, не допускаючи перегрівання механізму вище 80-90°С Випаровування води з електроліту компенсується добавкою з краплиці слабо підкисленого розчину солі металу Спосіб ілюструється прикладами Приклад 1. При здійсненні електрохімічної регенерації поверхні пар тертя двигуна внутрішнього спалення автомашини ГАЗ-2410 "Волга" використано струмопровідну рідину з вмістом інгредієнтів, мас % поліетиленгліколь - 6, сульфат цинку 0,3, сірчана кислота 0,1, вода решта Перед обробкою двигун прогрівався до робочої температури, заглушувався, вигвинчувалися із всіх циліндрів свічки і почергово в кожному циліндрі за допомогою компресора замірялась компресія при повністю відкритій дросельній і повітряній заслінок Проводилась промивка двигуна з метою видалення шламів з поверхонь тертя, скориставшись оливою типа И-12А (веретенка) Якщо двигун чистий і олива не дуже забруднена, промивку та заміну оливи можна не проводити Підготовлена мастилозамінююча струмопровідна рідина заливається через мастильнозаливну горловину двигуна, який був попередньо промитий протягом 10 хвилин на мінімальних холостих обертах Цинковий анод-вставку встановлюють на зовні двигуна і герметично закріплюють в отворному МІСЦІ масляного фільтра з обов'язковою ІЗОЛЯЦІЄЮ від місця кріплення Анодна вставка має конструктивну будову маслофільтра відповідної марки Технічний огляд встановив відсутність катастрофічних поломок деталей циліндро-поршневої групи і наявність граничного зниження компреси 5-6 атм Через маслозаливну горловину залили 4 л струмопровідної рідини на водній основі, а в анодний пристрій - 0,5 л і загвинтили останній щільно в отвір маслофільтра Завернувши свічки циліндрів на свої штатні місця і послідовно приєднавши до них дроти високої напруги, перевірили відсутність короткого замкнення в ланцюгу Запустили двигун і при роботі на мінімальних холостих обертах підключили джерело струму з напругою 2,0 вольт Провели обробку поверхонь пар тертя 43559 механізмів протягом 25 хвилин не допускаючи перегрівання двигуна вище 80-90°С (контролюючі оберти) Випарування води з робочої рідини компенсували добавкою з краплиці слабо підкисленого розчину сульфата цинку Після обробки мастильна струмопровідна рідина зливалась, двигун промивався оливою (веретенним) при роботі двигуна протягом 5-10 хвилин, після чого злили промивну олію Замінили масляний фільтр і залили свіжу штатну оливу Запустили двигун і прогріли до робочої температури Заглушили двигун, вигвинтили всі свічки і змірили компресію в циліндрах згідно правил Приклад 2. Спосіб здійснювався таким же чином, що і в прикладі 1, але при регенерації поверхонь пар тертя автомобіля "Москвич 2140" була використана струмопровідна рідина з таким Пробіг тис.км після обробки Компресія по циліндрах до і після обробки, кг/см2 6,0 7,0 7,8 7,6 8,0 9,5 9,0 9,5 7,0 5,0 5,5 6,0 110 7,5 7,5 7,0 7,0 120 8,5 8,5 8,5 8,5 8,0 8,0 7,5 7,0 105 10,5 10,5 10,0 10,0 115 ЗАЗ 1102"Таврія" 6,5 140 "Москвич" 2140 3 120 11,5 11,5 11,5 11,5 110 105 Дані свідчать, що трибоелектрохімічна обробка двигуна дала позитивний результат, бо підвищення початкової компресії в циліндрах на 1 атм подовжує життя двигуна в середньому на один рік CO Причому, крім циліндро-поршневої групи регенерувалася зношена поверхня також кривошипно-шатунного механізму, масляного насосу, распредвалу без їх демонтажу Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 "о 120 4 "сл Газ 24 "Волга" 2 "о 1 CD Пробіг тис.км до обробки CD Марка автомобіля співвідношенням інгредієнтів, мас % поліетиленгліколь - 4, сульфат нікеля - 0,2, сірчана кислота 0,05, вода - решта Анод-вставка був виконаний з нікелю Процес регенерації проводився на протязі 27 хвилин при силі струму 5-8 ампер Приклад 3. Спосіб здійснювався таким же чином, що в прикладі 1, але при регенерації пар тертя автомобіля ЗАЗ 1102 "Таврія" була використана струмопровідна рідина з таким співвідношенням компонентів, мас % поліетиленгліколь - 1, сульфат кобальту -0,1, сірчана кислота -0,01 Анод-вставка був вироблений з кобальту Процес регенерації здійснювався протягом ЗО хвилин при силі струму 8-10 ампер Нижче показана зміна параметрів (компреси, кГ/см2) двигунів автомобілів способом після обробки (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrochemical regeneration of surfaces of mechanisms friction couples
Автори англійськоюTurchynskyi Pavlo Yevhenovych, Chornyi Volodymyr Oleksandrovych, Shulha Yurii Ivanovych
Назва патенту російськоюСпособ электрохимической регенерации поверхностей пар трения механизмов
Автори російськоюТурчинский Павел Евгеньевич, Черный Владимир Александрович, Шульга Юрий Иванович
МПК / Мітки
МПК: F16N 15/00, C25D 5/00, C25D 7/00, C10M 173/00, F16C 33/14
Мітки: регенерації, пари, механізмів, електрохімічної, спосіб, тертя, поверхонь
Код посилання
<a href="https://ua.patents.su/4-43559-sposib-elektrokhimichno-regeneraci-poverkhon-pari-tertya-mekhanizmiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічної регенерації поверхонь пари тертя механізмів</a>
Спосіб трибохімічної регенерації поверхонь пари тертя механізмів
Номер патенту: 43625
Опубліковано: 17.12.2001
Автори: Шульга Юрій Іванович, Чорний Володимир Олександрович, Турчинський Павло Євгенович
МПК: G01N 3/56, C23C 26/00, F16N 15/00
Мітки: тертя, поверхонь, механізмів, трибохімічної, пари, спосіб, регенерації
Формула / Реферат:
1.Спосіб трибохімічної регенерації поверхонь пари тертя механізмів, що включає подачу в зону тертя технологічного середовища, яке містить у своєму складі основу та металовмісну присадку, який відрізняється тим, що як основу використовують водний розчин поліетиленгліколю, як металовмісну присадку - солі неорганічних кислот, і додатково уводять до середовища відновник процесу металізації, причому окремо готують водний розчин поліетиленгліколю з...
Спосіб нерозбірної триботехнічної регенерації тертьових сполучень механізмів
Номер патенту: 49312
Опубліковано: 16.09.2002
Автори: Шульга Юрій Іванович, Турчинський Павло Євгенович, Чорний Володимир Олександрович
МПК: G01N 3/56, C10M 125/26, C23C 26/00
Мітки: сполучень, регенерації, нерозбірної, тертьових, механізмів, спосіб, триботехнічної
Формула / Реферат:
1. Спосіб нерозбірної триботехнічної регенерації тертьових сполучень механізмів, що включає подачу в зону тертя ремонтно-регенеруючого складу на основі оливи, яку змішують з порошком природних мінералів, який відрізняється тим, що як порошок природних мінералів використовують гідрослюду при такому співвідношенні компонентів, мас.%: гідрослюда 10,0-30,0 олива решта. 2....
Спосіб обробки поверхонь тертя вузлів тертя
Номер патенту: 36226
Опубліковано: 16.04.2001
Автори: Зозуля Володимир Леонідович, Бузов Володимир Валентинович, Зозуля Сергій Леонідович, Гамідов Ельмін Аббас-огли, Нікітін Ігорь Владіміровіч, Александров Сергій Миколайович
МПК: C10M 129/40
Мітки: поверхонь, спосіб, тертя, обробки, вузлів
Текст:
...тертя вузлів тертя при експлуатаційному навантаженні, забезпечуючи поліпшення триботехнічних характеристик вузлів тертя за рахунок зниження коефіцієнту тертя та відновлевання зони тертя [7], але й тим, що пропонує принципово новий підхід до формування модифікованих поверхонь шляхом використання дисперсних стр уктур модифікатора з урахуванням класу точності та чистоти обробки поверхонь тертя у вузла х тертя. Такий підхід дозволяє поширити...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Митрохін Олександр Анатолійович, Панасюк Олександр Григорович, Плошенко Іван Григорович, Ранський Анатолій Петрович, Гайдідей Ольга Владіславівна
МПК: C23C 22/02
Мітки: поверхонь, механізмів, обробки, фінішної, спосіб, металевих, машин, деталей
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Концур Ярослав Федорович, Степанець Андрій Кирилович, Рудко Василь Петрович, Кернякевич Володимир Степанович, Филипенко Віктор Михайлович, Гладій Ігор Юрієвич, Ковалів Євстахій Осипович
МПК: F16J 15/00, C04B 35/565
Мітки: пари, ущільнення, карбідкремнієвого, елемента, торцевого, тертя, керамічного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...