Спосіб трибохімічної регенерації поверхонь пари тертя механізмів
Номер патенту: 43625
Опубліковано: 17.12.2001
Автори: Турчинський Павло Євгенович, Шульга Юрій Іванович, Чорний Володимир Олександрович
Формула / Реферат
1.Спосіб трибохімічної регенерації поверхонь пари тертя механізмів, що включає подачу в зону тертя технологічного середовища, яке містить у своєму складі основу та металовмісну присадку, який відрізняється тим, що як основу використовують водний розчин поліетиленгліколю, як металовмісну присадку - солі неорганічних кислот, і додатково уводять до середовища відновник процесу металізації, причому окремо готують водний розчин поліетиленгліколю з металовмісною присадкою (розчин А) при наступному співвідношенні інгредієнтів, г/л:
металовмісна присадка 10-20
вода 350-450
поліетиленгліколь решта
і водний розчин відновника процесу металізації (розчин В) при наступному співвідношенні інгредієнтів, г/л:
відновник процесу металізації 20-25
вода решта,
а безпосередньо перед застосуванням розчини змішують у співвідношенні А:В = 8:2.
2.Спосіб за п. 1, який відрізняється тим, що як відновник процесу металізації використовують гіпофосфіт натрію.
3.Спосіб за п.1, який відрізняється тим, що процес регенерації здійснюють при холостих обертах механізмів.
Текст
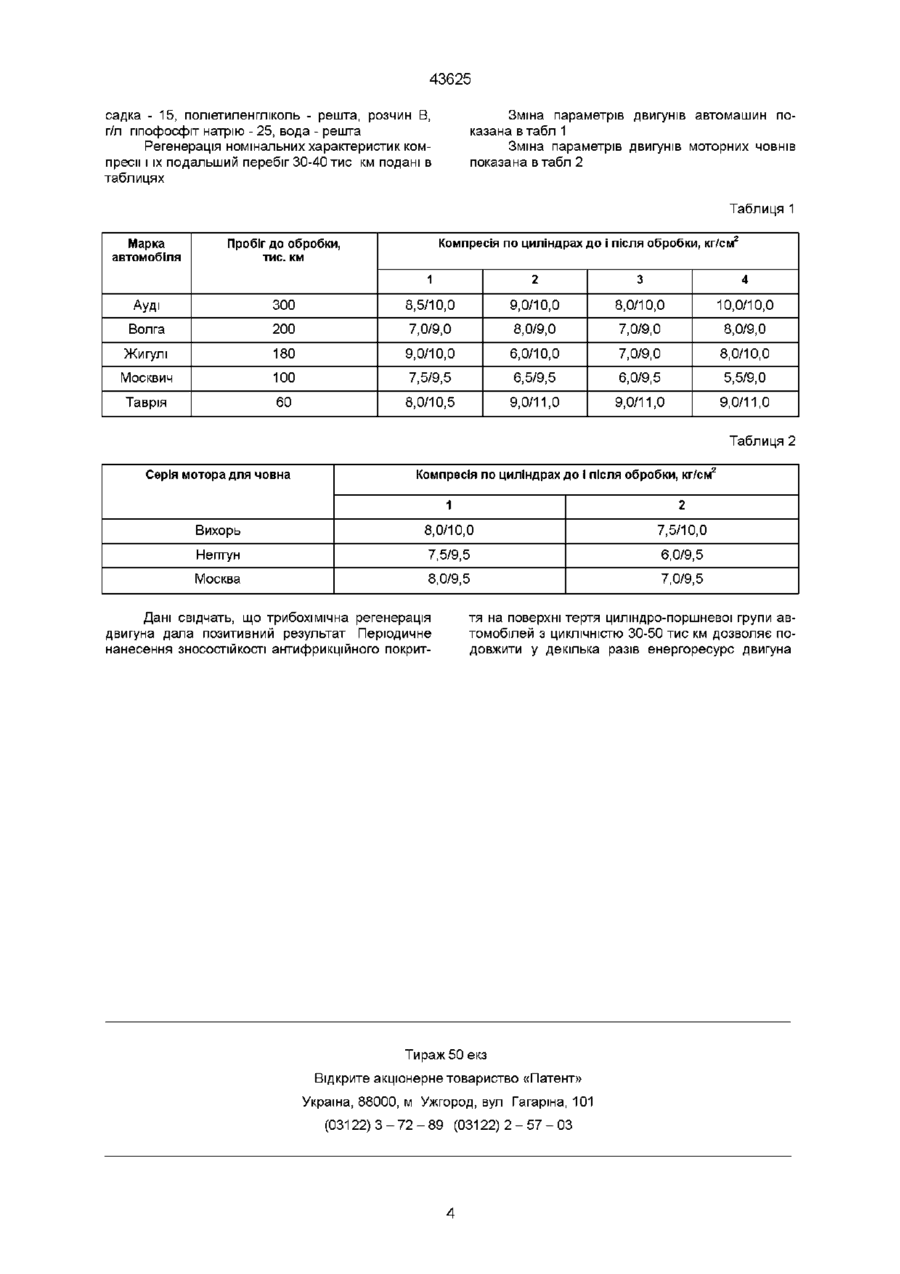
1 Спосіб трибохімічної регенерації поверхонь пари тертя механізмів, що включає подачу в зону тертя технологічного середовища, яке містить у своєму складі основу та металовмісну присадку, який відрізняється тим, що як основу використовують водний розчин поліетиленгліколю, як металовмісну присадку - солі неорганічних кислот, і додатково уводять до середовища відновник процесу металізації, причому окремо готують вод ний розчин поліетиленгліколю з металовмісною присадкою (розчин А) при наступному співвідношенні інгредієнтів, г/л металовмісна присадка 10-20 вода 350-450 поліетиленгліколь решта і водний розчин відновника процесу металізації (розчин В) при наступному співвідношенні інгредієнтів, г/л відновник процесу металізації 20-25 вода решта, а безпосередньо перед застосуванням розчини змішують у співвідношенні А В = 8 2 2 Спосіб за п 1, який відрізняється тим, що як відновник процесу металізації використовують гіпофосфіт натрію 3 Спосіб за п 1, який відрізняється тим, що процес регенерації здійснюють при холостих обертах механізмів Винахід відноситься до машинобудування, експлуатації, технологічного обслуговування та ремонту машин, зокрема нанесення антифрикційних покриттів у процесі роботи вузла тертя і може бути використаний для безрозбірної регенерації металевих тертьових сполучень з одночасним підвищенням IX ЗНОСОСТІЙКОСТІ В останні роки ХІМІЧНИМ відновленням одержують багато металевих покриттів При нанесенні металевих шарів на неметали і метали поряд з ХІМІЧНИМ срібленням, мідненням і нікелюванням ХІМІЧНИМ відновленням одержують плівки кобальта, золота, кадмія, олова, вольфрама, паладія, свинцю тощо та їх сплавів і використовують їх у різноманітному призначенні (Латуев В И и др Современная технология нанесения металлических покрытий химическим способом Барнаул, 1965) Відомий спосіб утворення захисної металевої плівки на поверхнях тертя з великим тиском, наприклад, колінчатих валах і вкладишів , гільзах циліндрів і поршневих кільцях з використанням складу «Jubnfilm", що вводиться у моторну оливу (Metallo ncorstruttore per motor, "Jubnfilm", Milano, 1990) Недоліком способу є використання дорогоцінних металів, а також специфіка технології виробництва композиційного складу срібло-мідь-свинець Відомий також спосіб приробки поєднання поверхонь тертя з одночасним нанесенням мідного покриття в спеціальному технологічному середовищі, що використовує замість мастильного матеріалу при приробці компоненти солей хлориду МІДІ та олеїнову кислоту Подальша експлуатація обробленого сполучення здійснюється на мастильних матеріалах, що містять олеат МІДІ І олеїнової кислоти (Автсвид СССР № 1282960, кл С23С 26/00, 1986) Недоліком цього способу є велика корозійна активність технологічного середовища внаслідок утворення соляної кислоти, що вимагає операції промивки оброблених поверхонь і додаткових експлуатаційних витрат Відомий також спосіб нанесення антифрикційних покриттів із пластичних дрібнодисперсних порошків металів МІДІ та олова в спеціальному технологічному середовищі (Патент Роси № 2062821, кл С 23С 26/06, 1993) Недоліком способу є часткове рішення корозійної проблеми, бо самі порошки створюють активну гальванічну сис ю ю (О СО 43625 тему Fe-Cu, Fe-Sn, що посилює корозію заліза Окрім цього, спеціальне технологічне середовище вимагає наявності поверхнево-активних речовин Найбільш близьким способом до технічного рішення, що заявляється, є спосіб нанесення зносостійких покриттів на тертьовій поверхні (Авт свид № 1784658, С 23С 26/00, 1992) Спосіб полягає в тому, що здійснюється в середовищі для нанесення зносостійкого покриття та тертьових поверхонь при проходженні електричного струму між парою тертя і додатковим анодом Середовище включає основу - дизельне паливо і металовмісну присадку - сіль нікелю, хрому, заліза, МІДІ, титана алкіламінонітробензойної кислоти з КІЛЬКІСТЮ атомів вуглецю 18-60 при відповідному співвідношенні компонентів, мас % вода 10-30, металовмісна присадка 0,4-1,0, дизельне паливо - решта Спосіб дозволяє здійснити активацію поверхні тертя шляхом пропускання електричного струму, знизити в'язкість середовища, що розширює можливість використовувати для прецезійних зв'язувальних тертя, понизити використання поверхнево-активних речовин у середовищі для підвищення активації поверхні тертя, збільшити електропровідність вуглеводневого середовища, що скорочує процес нанесення покриття до 5 годин, створити можливість нанесення покриття на ВІЛЬНІ поверхні деталей, що контактують із середовищем Але вищезгаданий спосіб нанесення зносостійкого покриття на тертьових поверхнях не може знайти широкого використання з тієї причини, що в якості основи для відновлювального середовища використовують вогненебезпечне дизельне паливо та електричний струм, що унеможливлює використання його для безрозбірної регенерації зношеної поверхні пари тертя таких механізмів, як наприклад, циліндро-поршневі, кривошипно-шатунні і газогоризонтальні механізми двигунів внутрішнього спалювання, мастильного насосу, розподільчого валу Крім того, технологічне середовище містить солі металів, що одержані шляхом синтезу металів з алкіламінонитробензойною кислотою з великою КІЛЬКІСТЮ атомів вуглецю - від 18 до 60 Цей метод є складним із-за високої молекулярної маси солей металів алкіламшонитробензойної кислоти Вода в цьому середовищі використовується в невеликій КІЛЬКОСТІ тільки для створення емульсії В основу винаходу, що заявляється, поставлене завдання створення способу трибохімічної регенерації поверхонь пари тертя механізмів шляхом заміни інгредієнтів технологічного середовища, що дозволяє розширити функціональні можливості способу та спростити спосіб Поставлене завдання вирішується за рахунок того, що в способі трибохімічної регенерації поверхонь пари тертя механізмів, що включає подачу в зону тертя технологічного середовища, яке містить у своєму складі основу та металовмісну присадку, як основу використовують водний розчин поліетиленгліколю, як металовмісну присадку солі неорганічних кислот, і додатково уводять до середовища відновник процесу металізації, причому окремо готують водний розчин поліетиленгліколю з металовмісною присадкою (розчин А) при наступному співвідношенні інгредієнтів, г/л ме таловмісна присадка 10-20, вода 350-450, поліетиленгліколь - решта, і водний розчин відновника процесу маталізацм (розчин В) при наступному співвідношенні інгредієнтів, г/л відновник процесу металізації 20-25, вода - решта, а безпосередньо перед застосуванням розчини А і В змішують у співвідношенні А В = 8 2 Як відновник процесу металізації використовують гіпофосфіт натрію Процес регенерації здійснюють при холостих обертах механізмів У способі, що заявляється, замість вогненебезпечного дизельного палива як основу технологічного середовища використовують вогнебезпечний водний розчин поліетиленгліколю Крім того, замість солей органічної кислоти використовують солі неорганічних кислот, які розчиняють у воді Тобто, вода є розчинником як для поліетиленгліколю, так і для солей металу неорганічних кислот Спосіб одержання цих солей, на відміну від прототипу, не є складним, що спрощує і сам спосіб виготовлення технологічного середовища Для здійснення цього способу регенерації зношених поверхонь пар тертя не потрібен електричний струм, тому що до складу технологічного середовища вводять відновник процесу металізації, що викликає хімічну реакцію, в результаті якої виділяється вільний метал у молекулярній формі, котрий, потрапляючи в пару тертя, регенерується в них, заповнюючи всі дефекти, що є на зношеній поверхні пар тертя Як відновник процесу металізації краще брати гіпофосфіт натрію, тому що він може працювати як в слабокислому, так і в слаболужному середовищі Як відновник в процесі ХІМІЧНОГО відновлення солей металів можна використовувати також формальдегід та його ПОХІДНІ, пдрозін та його ПОХІДНІ, гідросульфати, татрати, форміати, глюкозу, суспензії пилу цинку, заліза, кадмію, нікелю, кобальту, хрому, вольфраму і молібдену, але розмір часток пилу не повинен перевищувати 0,1 мм, щоб не забився отвір сопла дозуючого пристрою для трибохімічного нанесення зносостійких покриттів КІЛЬКІСТЬ інгредієнтів технологічного середовища та їх співвідношення, яке заявляється, є необхідним для процесу утворення плівки на поверхні, що обробляється Розчини А В змішують безпосередньо перед вживанням, тому що при заздалегідь приготовленому розчині процес металізації почнеться передчасно і дрібні частки випадуть Металізацію проводять при температурі 80-85°С і при рН 5-8 Запобіганню осадженню фосфгпв металів, регулювання рН, ролі екзальтанта, стабілізатора, сенсібілізацм і активації процесу служить поліетилен гліколь з металовмісною присадкою Таким чином, в цьому способі використовується вогнебезпечне технологічне середовище, яке для нанесення покриття на тертьову поверхню не потребує електричного струму між парою тертя з окремим анодом і тим самим розширює функціональні можливості способу та спрощує його використання Цим простим способом можна проводити безрозбірну трибохімічну регенерацію поверхонь пар тертя механізмів, перш за все таких як циліндро-поршневі групи, кривошипно-шатунні і газогоризонтальні механізми, двигуни внутрішньо 43625 го спалювання, мастильний насос, розпредвал тощо Для використання технологічної рідини у регенерації та приробці карбюраторних двигунів, із метою підвищення потужності та довгочастності без демонтажу і розбирання, можна скористатися дозуючим пристроєм Пристрій для трибохімічної обробки карбюраторних двигунів автомобілів має вигляд свічки циліндро-поршневої групи виготовлені із вуглецевої якості сталі 45 (ГОСТ 1050-74) або бронзи БрОФУ-0,25 (ГОСТ 5017-74) зовнішнього діаметру - 19 мм і внутрішнього - 11 мм Нижня частина пристрою має сопло з діаметром отвору 0,3-0,5 мм і кругову проточку глибиною 1,5 мм під ущільнене кільце від свічки, а також шестигранних під ключ 19 або циліндр з лисками під ключ 17 у верхній частині Довжина пристрою має 160-170 мм і щільно зачиняється болтом-кришкою загальною висотою 18 мм, шириною 19 мм під ключ і 10 мм під різьбу внутрішньої частини пристрою Пристрій встановлюється у свічковий отвір оброблювального циліндра і він поступово розпилює 10-12 мм суміші технологічної рідини (а-В) в пасивно працюючий циліндр (двигун працює на холостих обертах без одного циліндра, що оброблюється) В результаті на поверхні тертя циліндро-поршневої групи формується зносостійке антифрикційне покриття Таким способом поступово здійснюють обробку всіх циліндрів, не погіршуючи при цьому стан сальникових ущільнень, інжекторів, каталізаторів допалення та інших елементів допоміжного обладнання двигуна Спосіб трибохімічної регенерації поверхонь пар тертя здійснюють наступним чином Приклад 1. Трибохімічна регенерація поверхонь пари тертя циліндро-поршневої групи карбюраторного двигуна автомашини марки "Ауді" Максимальний перебіг становив 300 тис км Двигун циліндро-поршневої групи не повинен мати лускуті, підгорілі, спущені із-за перегріву кільця, лускуті міжкільцеві переділки, прогорілі клапана Граничне зниження компресії не менше 5-6 кг/см2 Готують технологічну рідину таким чином Готується водний розчин основи середовища (А) у складі, г/л вода - 450, металовмістна присадка - 20, поліетиленгліколь - решта Готується також водний розчин відновника процесу металізації (В) у такому складі, г/л гіпофосфіт натрію - 25, вода - решта Перед регенерацією карбюраторний двигун прогріли до робочої температури, зупинили і за викручених свічках всіх циліндрів почергово в кожному з них заміряли компресію при повністю відкритих дросельній та повітряній заслінках Зробили технологічне середовище шляхом змішування розчинів А і В у співвідношенні А В = 8 2 У СВІЧНІЙ отвір оброблювального циліндру загвинтили дозуючий пристрій, заповнений сумішшю розчинів А і В, загвинтили щільно кришку дозуючого пристрою і свічки у решту циліндрів на свої місця, потім приєднали до них дроти високої напруги, а дріт оброблювального циліндра заземлили на корпус через запасну свічку Далі запустили двигун і при роботі на мінімальних холостих обертах здійснили нанесення зносостійкого покриття в циліндрі про тягом 8-10 хв, не допускаючи перегрівання двигуна понад 80-90°С Формування зносостійкого антифрикційного покриття на поверхні тертя решти циліндрів здійснювали аналогічно, тобто при роботі двигуна без оброблювального циліндра Закінчивши обробку всіх циліндрів, встановили всі свічки на штатні місця, приєднали до них високовольтні дроти, запустили двигун і обкатали його протягом 15-20 хвилин, поступово збільшуючи оберти від холостого ходу до робочого Приклад 2. Спосіб здійснювався таким же чином, що і в прикладі 1, але для регенерації поверхонь пари тертя циліндропоршневої групи карбюраторного двигуна автомашини марки "Волга" (максимальний перебіг становив 200 тис км) використовувалося технологічне середовище за таким складом розчин А, г/л вода - 400, металовмісна присадка - 15, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 22, вода - решта Приклад 3. Спосіб здійснювався таким же чином, що і в прикладі 1, але для регенерації поверхонь пари тертя циліндро-поршневої групи карбюраторного двигуна автомашини марки "Жигулі" (максимальний перебіг становив 180 тис км) використовувалося технологічне середовище за таким складом розчин А, г/л вода 350, металовмісна присадка - 10, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію 20, вода - решта Приклад 4. Спосіб здійснювався таким же чином, що і в прикладі 1, але для регенерації поверхонь пари тертя циліндро-поршневої групи карбюраторного двигуна автомашини марки "Москвич" (максимальний перебіг становив 100 тис км) використовувалося технологічне середовище за таким складом розчин А, г/л вода - 370, металовмісна присадка - 18, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 20, вода - решта Приклад 5. Спосіб здійснювався таким же чином, що і в прикладі 1, але для регенерації поверхонь пари тертя циліндро-поршневої групи карбюраторного двигуна автомашини марки "Таврія" (максимальний перебіг становив 60 тис км) використовувалося технологічне середовище за таким складом розчин А, г/л вода - 350, металовмісна присадка - 17, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 23, вода - решта Приклад 6. Спосіб здійснюється таким же чином, що і в прикладі 1, але при регенерації пар тертя човнових моторів серп "Вихорь", використовувалося технологічне середовище за таким складом розчин А, г/л вода - 400, металовмісна присадка - 20, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 25, вода - решта Приклад 7. Спосіб здійснюється таким же чином, що і в прикладі 1, але при регенерації пар тертя човнових моторів серії "Нептун", використовувалося технологічне середовище за таким складом розчин А, г/л вода - 350, металовмісна присадка - 15, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 25, вода - решта Приклад 8. Спосіб здійснюється таким же чином, що і в прикладі 1, але при регенерації пар тертя човнових моторів серії "Москва", використовувалося технологічне середовище за таким складом розчин А, г/л вода - 430, металовмістна при 43625 садка - 15, поліетиленгліколь - решта, розчин В, г/л гіпофосфіт натрію - 25, вода - решта Регенерація номінальних характеристик компреси і їх подальший перебіг 30-40 тис км подані в таблицях Зміна параметрів двигунів автомашин показана в табл 1 Зміна параметрів двигунів моторних човнів показана втабл 2 Таблиця 1 Марка автомобіля Компресія по циліндрах до і після обробки, кг/см2 Пробіг до обробки, тис. км 1 2 3 4 Ауді 300 8,5/10,0 9,0/10,0 8,0/10,0 10,0/10,0 Волга 200 7,0/9,0 8,0/9,0 7,0/9,0 8,0/9,0 Жигулі 180 9,0/10,0 6,0/10,0 7,0/9,0 8,0/10,0 Москвич 100 7,5/9,5 6,5/9,5 6,0/9,5 5,5/9,0 Таврія 60 8,0/10,5 9,0/11,0 9,0/11,0 9,0/11,0 Таблиця 2 Серія мотора для човна Компресія по циліндрах до і після обробки, кг/см2 1 2 Вихорь 8,0/10,0 7,5/10,0 Нептун 7,5/9,5 6,0/9,5 Москва 8,0/9,5 7,0/9,5 Дані свідчать, що трибохімічна регенерація двигуна дала позитивний результат Періодичне нанесення ЗНОСОСТІЙКОСТІ антифрикційного покрит тя на поверхні тертя циліндро-поршневої групи автомобілей з ЦИКЛІЧНІСТЮ 30-50 тис км дозволяє подовжити у декілька разів енергоресурс двигуна Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of tribo-chemical regeneration of friction couple surfaces of mechanisms
Автори англійськоюTurchynskyi Pavlo Yevhenovych, Shulha Yurii Ivanovych, Chornyi Volodymyr Oleksandrovych
Назва патенту російськоюСпособ трибохимической регенерации поверхностей пары трения механизмов
Автори російськоюТурчинский Павел Евгеньевич, Шульга Юрий Иванович, Черный Владимир Александрович
МПК / Мітки
МПК: C23C 26/00, F16N 15/00, G01N 3/56
Мітки: регенерації, пари, механізмів, спосіб, трибохімічної, поверхонь, тертя
Код посилання
<a href="https://ua.patents.su/4-43625-sposib-tribokhimichno-regeneraci-poverkhon-pari-tertya-mekhanizmiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб трибохімічної регенерації поверхонь пари тертя механізмів</a>
Спосіб обробки поверхонь тертя вузлів тертя
Номер патенту: 36226
Опубліковано: 16.04.2001
Автори: Зозуля Володимир Леонідович, Нікітін Ігорь Владіміровіч, Зозуля Сергій Леонідович, Бузов Володимир Валентинович, Александров Сергій Миколайович, Гамідов Ельмін Аббас-огли
МПК: C10M 129/40
Мітки: тертя, поверхонь, вузлів, спосіб, обробки
Текст:
...тертя вузлів тертя при експлуатаційному навантаженні, забезпечуючи поліпшення триботехнічних характеристик вузлів тертя за рахунок зниження коефіцієнту тертя та відновлевання зони тертя [7], але й тим, що пропонує принципово новий підхід до формування модифікованих поверхонь шляхом використання дисперсних стр уктур модифікатора з урахуванням класу точності та чистоти обробки поверхонь тертя у вузла х тертя. Такий підхід дозволяє поширити...
Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення
Номер патенту: 28894
Опубліковано: 16.10.2000
Автори: Степанець Андрій Кирилович, Концур Ярослав Федорович, Кернякевич Володимир Степанович, Гладій Ігор Юрієвич, Филипенко Віктор Михайлович, Рудко Василь Петрович, Ковалів Євстахій Осипович
МПК: F16J 15/00, C04B 35/565
Мітки: торцевого, елемента, виготовлення, ущільнення, пари, керамічного, карбідкремнієвого, тертя, спосіб
Формула / Реферат:
1. Спосіб виготовлення керамічного карбідкремнієвого елемента пари тертя торцевого ущільнення, який полягає в формуванні заготовки, її реакційному спіканні і механічній обробці, який відрізняється тим, що після операції спікання проводять механічну обробку базової поверхні і поверхні під вторинне ущільнення, наносіть фрагментарне термобар'єрне покриття шляхом азотування при температурі 1350°С і часі 2,5... год, і проводять кінцеву механічна...
Антифрикційний матеріал для поверхонь тертя
Номер патенту: 1
Опубліковано: 30.04.1993
Автори: Ященко Микола Костянтинович, Огородник Володимир Васильович
МПК: B24D 3/06
Мітки: поверхонь, антифрикційний, матеріал, тертя
Формула / Реферат:
Антифрикционный материал для поверхностей трения, включающий спеченные интерметаллиды меди с цинком и оловом, отличающийcя тем, что материал дополнительно содержит ультрадисперсный порошок алмаза при следующем соотношении компонентов (% масс.): CuZn 48-88 CuSn 0,5-3 CuZnSn 1,5-4 алмаз 5-50
Спосіб регенерації аніоніту від хромат-аніонів
Номер патенту: 30224
Опубліковано: 15.11.2000
Автори: Сагайдак Ірина Степанівна, Радовенчик Вячеслав Михайлович, Гомеля Микола Дмитрович
МПК: C01G 37/00
Мітки: спосіб, регенерації, аніоніту, хромат-аніонів
Формула / Реферат:
1. Спосіб регенерації аніоніту від хроматаніонів з наступною переробкою регенераційних розчинів, який включає його обробку лугом, який відрізняється тим, що до складу регенераційного розчину входить аміак та солі амонію.2. Спосіб по п.1, який відрізняється тим, що при переробці регенераційного розчину відганяють надлишок аміаку, розчин пропускають через катіоніт, а шляхом випаровування фільтрату отримують хромовий ангідрид.
Спосіб регенерації активованого вугілля
Номер патенту: 33441
Опубліковано: 15.02.2001
Автори: Чурсіна Людмила Андріївна, Клевцов Костянтин Миколайович, Решетей Олександр Анатолійович, Агеєв Сергій Михайлович, Агеєв Максим Сергійович
МПК: C01B 31/08
Мітки: спосіб, вугілля, активованого, регенерації
Текст:
...винаходу покладена задача створення такого способу регенерації активованого вугілля, в якому були 6 створені оптимальні умови обробки, сприяючі збільшенню ступеня регенерації при скороченні тривалості процесу* чв досягається тим, що в запропонованому способі регенерації відпрацьованого сорбенту, якиГ* включає промирання вугілля проточною водою та його термообробку водяною парою під тиском, термообробку проводять у герметичні Г! реторі при...
Попередній патент: Спосіб хіміотерапії раку яєчників
Наступний патент: Спосіб визначення функціонального ниркового резерву
Випадковий патент: Система автоматичного регулювання двигуна внутрішнього згоряння