Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці
Номер патенту: 43580
Опубліковано: 17.12.2001
Автори: Матвієць Євген Олександрович, Мірошниченко Володимир Іванович, Ладохін Сергій Васильович, Левицький Микола Іванович, Аникін Юрій Пилипович

Формула / Реферат
1. Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі і леткі компоненти підвішуються в плавильній камері над тиглем, вводяться в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, і в рідкому стані вводяться у розплав.
2. Спосіб по п. 1, який відрізняється тим, що розплавлені легкоплавкі та леткі компоненти вводяться у ванну розплаву разом з контейнером, виготовленим із металу - основи.
Текст
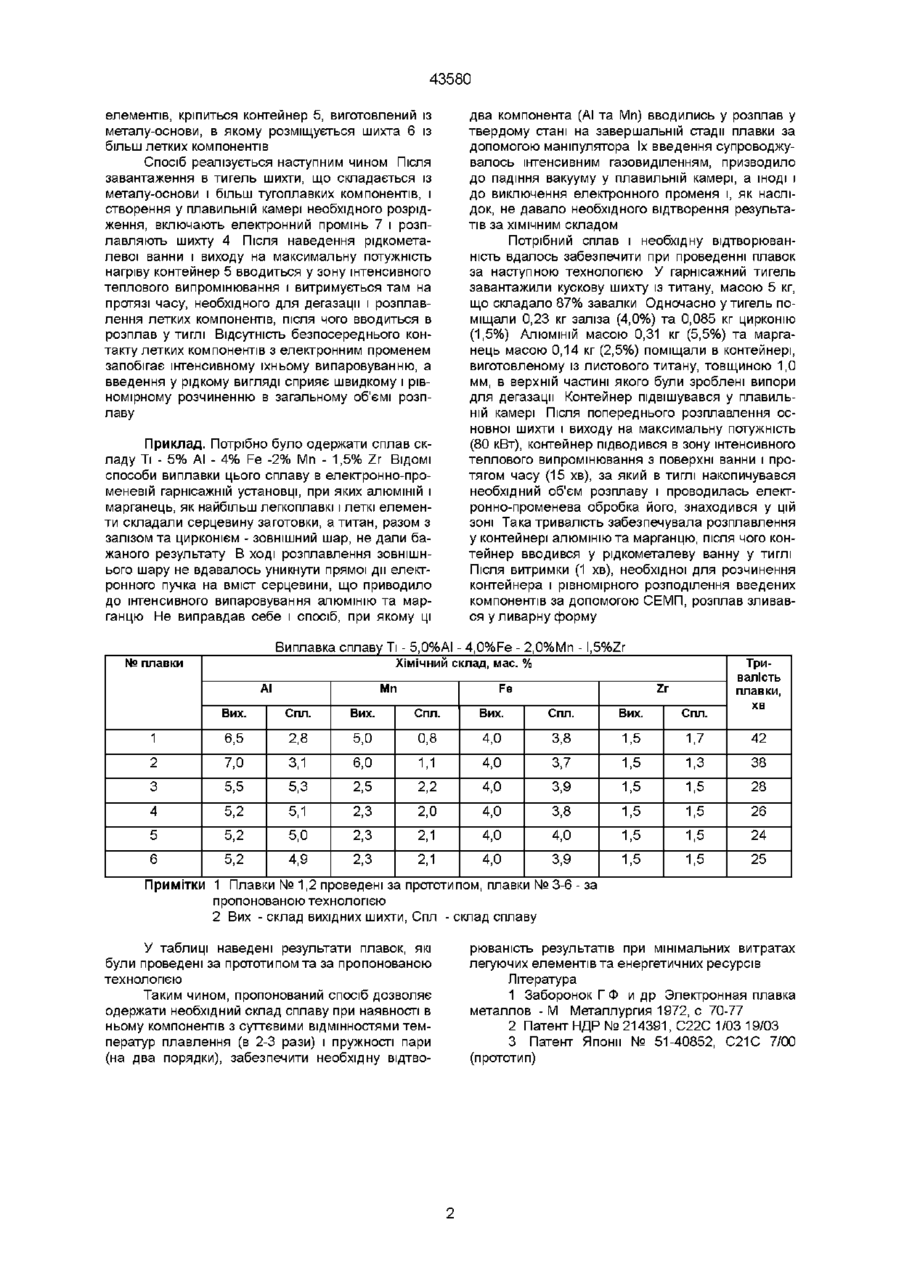
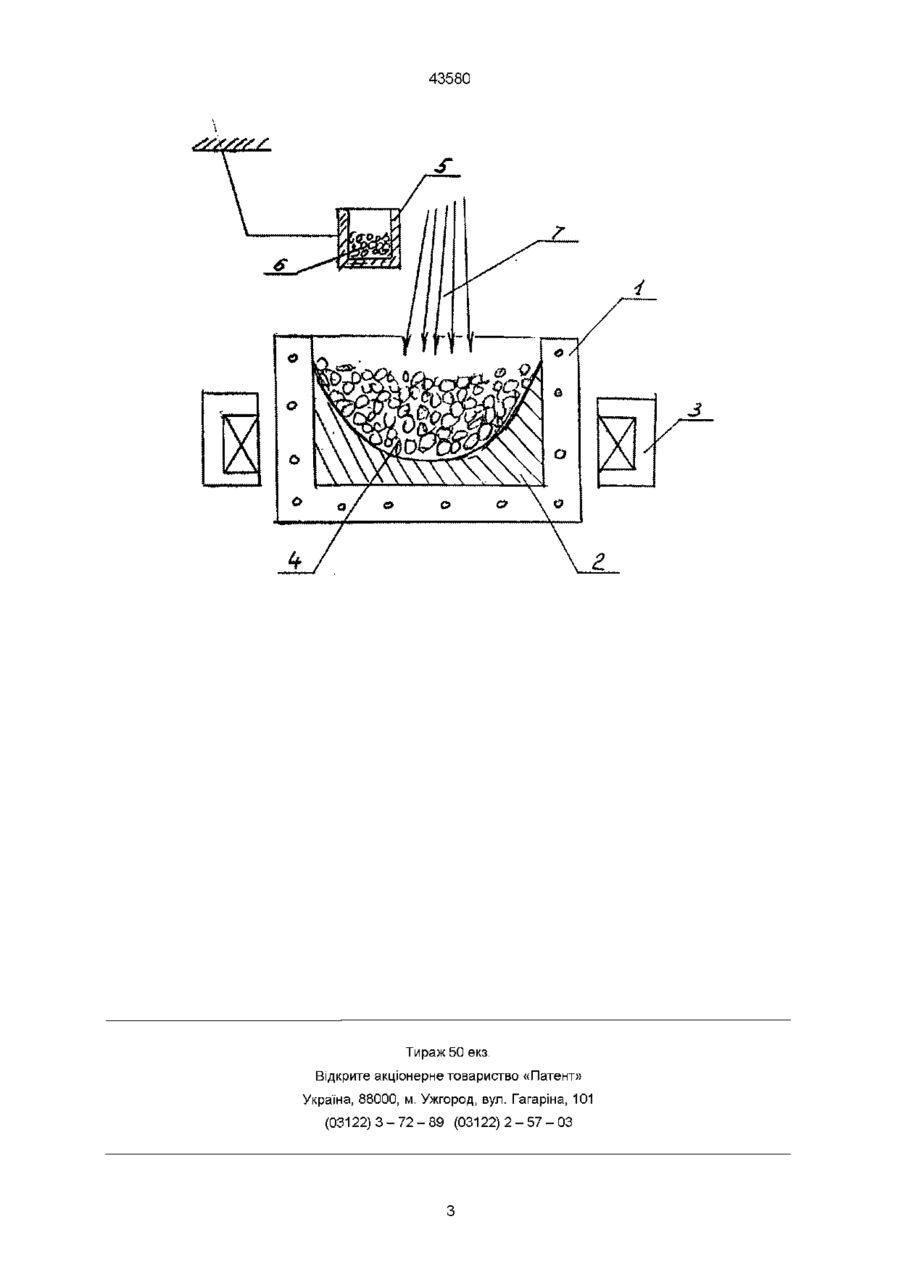
1 Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці із багато компонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем, який відрізняється тим, що легкоплавкі і леткі компоненти підвішуються в плавильній камері над тиглем, вводяться в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, і в рідкому стані вводяться у розплав 2 Спосіб по п 1, який відрізняється тим, що розплавлені легкоплавкі та леткі компоненти вводяться у ванну розплаву разом з контейнером, виготовленим із металу-основи Пропонований винахід відноситься до металургійної та ливарної технологи, а більш конкретно - до одержання сплавів з використанням електронно-променевих джерел нагріву ВІДОМІ способи плавки сплавів в електроннно-променевих установках, при яких шихту завантажують у плавильну ємність, а потім нагрівають електронним променем до повного и розплавлення При цьому проходить значне зниження вмісту легкоплавких та летких компонентів, що обмежує широке використання електронно-променевої плавки для одержання багатокомпонентних сплавів Втрати на випарування можна знизити, додаючи леткі легуючі елементи у вигляді лігатур [1], або розміщуючи компоненти шихти належним чином, гарантує рівномірного розподілення їх у ванні розплаву і одержання однорідності ХІМІЧНОГО складу по перерізу відливки Очевидним, в таких умовах, видається інтенсивне випаровування цих компонентів внаслідок тривалого їх перебування під безпосередньою дією електронного пучка Метою пропонованого винаходу є скорочення витрат внаслідок попередньої дегазації і розплавлення цих компонентів за рахунок теплового випромінювання із плавильної ємності при плавці основної шихти Поставлена мета досягається тим, що у способі виплавки сплаву в електронно-променевій гарнісажній установці, який включає завантаження шихти в тигель, нагрів та розплавлення її електронним променем, згідно з винаходом, леткі компоненти шихти підвішуються у плавильній камері в спеціальному контейнері над плавильним тиглем, вводяться в зону інтенсивного теплового випромінювання, де проходить їх дегазація і розплавлення, а потім вводяться у розплав Крім того, поставлена мета досягається тим, що, згідно з винаходом, розплавлені легкоплавкі та леткі компоненти вводяться у ванну розплаву разом з контейнером, виготовленим із металу-основи Суть способу пояснюється рисунком У тигель 1 з гарнісажем 2 і системою електромагнітного перемішування (СЕМП) 3 завантажена шихта 4, яка складається із металу-основи і більш тугоплавких компонентів Зверху, на спеціальній ПІДВІСЦІ пристрою для введення легуючих наприклад, у ВІДПОВІДНОСТІ З їх температурами плавлення [2] Однак, ці методи не дозволяють одержувати сплави, де легуючими елементами є такі, що значно відрізняються пружністю пари від металу-основи Найбільш близьким є спосіб, при якому для введення легкоплавких компонентів виготовляються спеціальні заготовки [3], де серцевину складає легкоплавкий, а ЗОВНІШНІЙ шар - тугоплавкий ком понент Недоліком цього способу є те, що він вимагає впровадження додаткової операції до підготовки шихти, зокрема по и дегазації, особливо у випадку примшення забруднених домішками ВІДХОДІВ виробництва, що призводить до збільшення загальних витрат на виробництво сплавів Крім цього, введення цих компонентів у твердому стані не Зоя О 00 ю со 43580 елемекпв, кріпиться кокгейнер 5, виготовлений із металу-основи, в якому розміщується шихта 6 із більш летких компонентів Спосіб реалізується наступним чином Після завантаження в тигель шихти, що складається із металу-основи і більш тугоплавких компонентів, і створення у плавильній камері необхідного розрідження, включають електронний промінь 7 і розплавляють шихту 4 Після наведення рідкометалевої ванни і виходу на максимальну потужність нагріву контейнер 5 вводиться у зону інтенсивного теплового випромінювання і витримується там на протязі часу, необхідного для дегазації і розплавлення летких компонентів, після чого вводиться в розплав у тиглі Відсутність безпосереднього контакту летких компонентів з електронним променем запобігає інтенсивному їхньому випаровуванню, а введення у рідкому вигляді сприяє швидкому і рівномірному розчиненню в загальному об'ємі розплаву Приклад. Потрібно було одержати сплав складу Ті - 5% АІ - 4% Fe -2% Мп - 1,5% Zr ВІДОМІ способи виплавки цього сплаву в електронно-променевій гарнісажній установці, при яких алюміній і марганець, як найбільш легкоплавкі і леткі елементи складали серцевину заготовки, а титан, разом з залізом та цирконієм - зовнішний шар, не дали бажаного результату В ході розплавлення зовнішнього шару не вдавалось уникнути прямої дії електронного пучка на вміст серцевини, що приводило до інтенсивного випаровування алюмінію та марганцю Не виправдав себе і спосіб, при якому ці два компонента (АІ та Мп) вводились у розплав у твердому стані на завершальній стадії плавки за допомогою маніпулятора їх введення супроводжувалось інтенсивним газовиділенням, призводило до падіння вакууму у плавильній камері, а ІНОДІ І до виключення електронного променя і, як наслідок, не давало необхідного відтворення результатів за ХІМІЧНИМ складом Потрібний сплав і необхідну відтворюванність вдалось забезпечити при проведенні плавок за наступною технологією У гарнісажний тигель завантажили кускову шихту із титану, масою 5 кг, що складало 87% завалки Одночасно у тигель поміщали 0,23 кг заліза (4,0%) та 0,085 кг цирконію (1,5%) АЛЮМІНІЙ масою 0,31 кг (5,5%) та марганець масою 0,14 кг (2,5%) поміщали в контейнері, виготовленому із листового титану, товщиною 1,0 мм, в верхній частині якого були зроблені випори для дегазації Контейнер підвішувався у плавильній камері Після попереднього розплавлення основної шихти і виходу на максимальну потужність (80 кВт), контейнер підводився в зону інтенсивного теплового випромінювання з поверхні ванни і протягом часу (15 хв), за який в тиглі накопичувався необхідний об'єм розплаву і проводилась електронно-променева обробка його, знаходився у цій зоні Така тривалість забезпечувала розплавлення у контейнері алюмінію та марганцю, після чого контейнер вводився у рідкометалеву ванну у тиглі Після витримки (1 хв), необхідної для розчинення контейнера і рівномірного розподілення введених компонентів за допомогою СЕМП, розплав зливався у ливарну форму Виплавка сплаву Ті - 5,0%АІ - 4,0%Fe - 2,0%Mn - l,5%Zr Хімічний склад, мас. % № плавки АІ Мп Fe Zr Тривалість плавки, хв Вих. Спл. Вих. Спл. Вих. Спл. Вих. Спл. 1 6,5 2,8 5,0 0,8 4,0 3,8 1,5 17 42 2 7,0 3,1 6,0 1,1 4,0 3,7 1,5 1,3 38 3 5,5 5,3 2,5 2,2 4,0 3,9 1,5 1,5 28 4 5,2 5,1 2,3 2,0 4,0 3,8 1,5 1,5 26 5 5,2 5,0 2,3 2,1 4,0 4,0 1,5 1,5 24 6 5,2 4,9 2,3 2,1 4,0 3,9 1,5 1,5 25 Примітки 1 Плавки № 1,2 проведені за прототипом, плавки № 3-6 - за пропонованою технологією 2 Вих - склад вихідних шихти, Спл - склад сплаву У таблиці наведені результати плавок, які були проведені за прототипом та за пропонованою технологією Таким чином, пропонований спосіб дозволяє одержати необхідний склад сплаву при наявності в ньому компонентів з суттєвими ВІДМІННОСТЯМИ температур плавлення (в 2-3 рази) і пружності пари (на два порядки), забезпечити необхідну відтво рюваність результатів при мінімальних витратах легуючих елементів та енергетичних ресурсів Література 1 Заборонок ГФ и др Электронная плавка металлов - М Металлургия 1972, с 70-77 2 Патент НДР № 214391, С22С 1/03 19/03 3 Патент Японії № 51-40852, С21С 7/00 (прототип) 43580 ssxssss X Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 З 43580
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for melting alloy in electron beam skull plant
Автори англійськоюLevystkyi Mykola Ivanovych, Miroshnychenko Volodymyr Ivanovych, Ladokhin Serhii Vasyliovych, Anikin Yurii Pylypovych, Matviiets Yevhen Oleksandrovych
Назва патенту російськоюСпособ выплавки сплава в электроннолучевой гарнисажной установке
Автори російськоюЛевицкий Николай Иванович, Мирошниченко Владимир Иванович, Ладохин Сергей Васильевич, Аникин Юрий Филиппович, Матвиец Евгений Александрович
МПК / Мітки
Мітки: виплавки, установці, електроннопроменевій, спосіб, гарнісажній, сплаву
Код посилання
<a href="https://ua.patents.su/4-43580-sposib-viplavki-splavu-v-elektronnopromenevijj-garnisazhnijj-ustanovci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сплаву в електроннопроменевій гарнісажній установці</a>
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці
Номер патенту: 43512
Опубліковано: 17.12.2001
Автори: Левицький Микола Іванович, Аникін Юрій Пилипович, Мірошниченко Володимир Іванович, Ладохін Сергій Васильович
Мітки: установці, спосіб, гарнісажній, електронно-променевий, сплаву, виплавки
Формула / Реферат:
Спосіб виплавки сплаву в електронно-променевій гарнісажній установці із багатокомпонентної шихти, який включає завантаження шихти в тигель, нагрів і розплавлення її електронним променем при електромагнітному перемішуванні утвореного розплаву, який відрізняється тим, що легкоплавкі і леткі компоненти шихти завантажують на дно тигля, а тугоплавкі і менш леткі - укладають таким чином, щоб вони утворювали екран з отвором для проходження...
Спосіб виплавки сплаву алніко

Номер патенту: 25401
Опубліковано: 30.10.1998
Автор: Соколов Владислав Михайлович
МПК: C22C 33/06
Мітки: сплаву, алніко, спосіб, виплавки
Формула / Реферат:
1. Спосіб виплавки сплаву АЛНІКО, який включає розплавлення шихти і окислювальне рафінування, який відрізняється тим, що шихту розплавляють шляхом введення в флюс, який нагрівають електричним струмом, при цьому частку неметалевої складової у відходах витримують в інтервалі 3 - 60%, температуру флюсу 1500 - 1800°C, а окислювальне рафінування ведуть до тих пір, коли вміст алюмінію стане 0,05 - 1%.2. Спосіб за п.1, який відрізняється тим,...
Спосіб виплавки вторинного алюмінію з відходів
Номер патенту: 32742
Опубліковано: 15.02.2001
Автори: Олійник Юлій Семенович, Троцко Сергій Іванович, Кононенко Юрій Миколайович
МПК: C22B 21/00
Мітки: виплавки, вторинного, спосіб, алюмінію, відходів
Формула / Реферат:
1. Спосіб виплавки вторинного алюмінію з відходів, що включає наведення шлакової ванни в вогнетривкому тиглі графітовим електродом, накопичення розплаву і наступний злив його у форми, який відрізняється тим, що на під тигля перед початком плавки завантажують 50-60% від маси необхідного на плавку флюсу, графітовим електродом розплавляють флюс і подають безперервно в приелектродну зону кускову шихту розмірами 5,0-150, 0мм при електричній...
Спосіб виплавки феросилікомарганцю
Номер патенту: 36157
Опубліковано: 16.04.2001
Автори: Шуваєв Сергій Павлович, Єнюков Олександр Євгенійович, Воронов Володимир Олександрович, Гаврилов Вячеслав Олексійович, Корнієнко Сергій Миколаєвич, Полікарпов Володимир Федорович
МПК: C22C 33/04
Мітки: феросилікомарганцю, спосіб, виплавки
Текст:
...відходи виробництва феросилікомарганцю та феросиліцію, підвищити вилучення марганцю і знизити питомі витрати електроенергії. Приклад здійснення способу. Виплавку проводили в електродуговій печі потужністю 7 МВА. Після випускання продуктів плавки в піч заливали 0,8 - 3,0 т рідкого відвального шлаку феросилікомарганцю, а потім завантажували і проплавляли шихту, склад якої вказаний в таблиці. Для порівняння провели плавки по...
Шихта для виплавки вуглецевого феромарганцю і переробного шлаку
Номер патенту: 35188
Опубліковано: 15.03.2001
Автори: Полікарпов Володимир Федорович, КОРНІЄНКО СЕРГІЙ МИКОЛАЙОВИЧ, Шуваєв Сергій Павлович, Воронов Володимир Олександрович
МПК: C22C 33/00
Мітки: шлаку, виплавки, шихта, вуглецевого, переробного, феромарганцю
Формула / Реферат:
Шихта для виплавки вуглецевого феромарганцю і переробного шлаку, що містить марганецьвмісну сировину, кокс, металеву стружку, відходи виробництва, що містять окис кальцію, відрізняється тим, що в шихту вводяться відходи вапняку або вапняк з таким співвідношенням компонентів (масова частка, %): Марганцевий концентрат 65-83 Кокс 9-15 Металева стружка ...
Попередній патент: Плавильний тигель
Наступний патент: Спосіб лікування бронхіальної астми у дітей
Випадковий патент: Спосіб діагностики гастроезофагальної рефлюксної хвороби і оцінка якості її лікування