Спосіб виготовлення високотемпературної термопари
Формула / Реферат
Спосіб виготовлення високотемпературної термопари шляхом пропускання імпульсу зварювального струму через термоелектроди, попередньо згорнутих на гачок та зустрічно складених і встановлених між електродами зварювального пристрою, та зварюванням “гарячого спаю”, який відрізняється тим, що зсувними вібраційними коливаннями верхнього електроду зварювального пристрою, нормальними до вектору дії зусилля стискання електродів, задають фрикційні процеси, стабілізують початкові електричні опори в зоні контактів термоелектродів як між собою, так і з електродами зварювального пристрою, а зварювання проводять в прикладеному вібраційному полі, значення якого відповідає умовам тертя ковзання в контактних зонах.
Текст
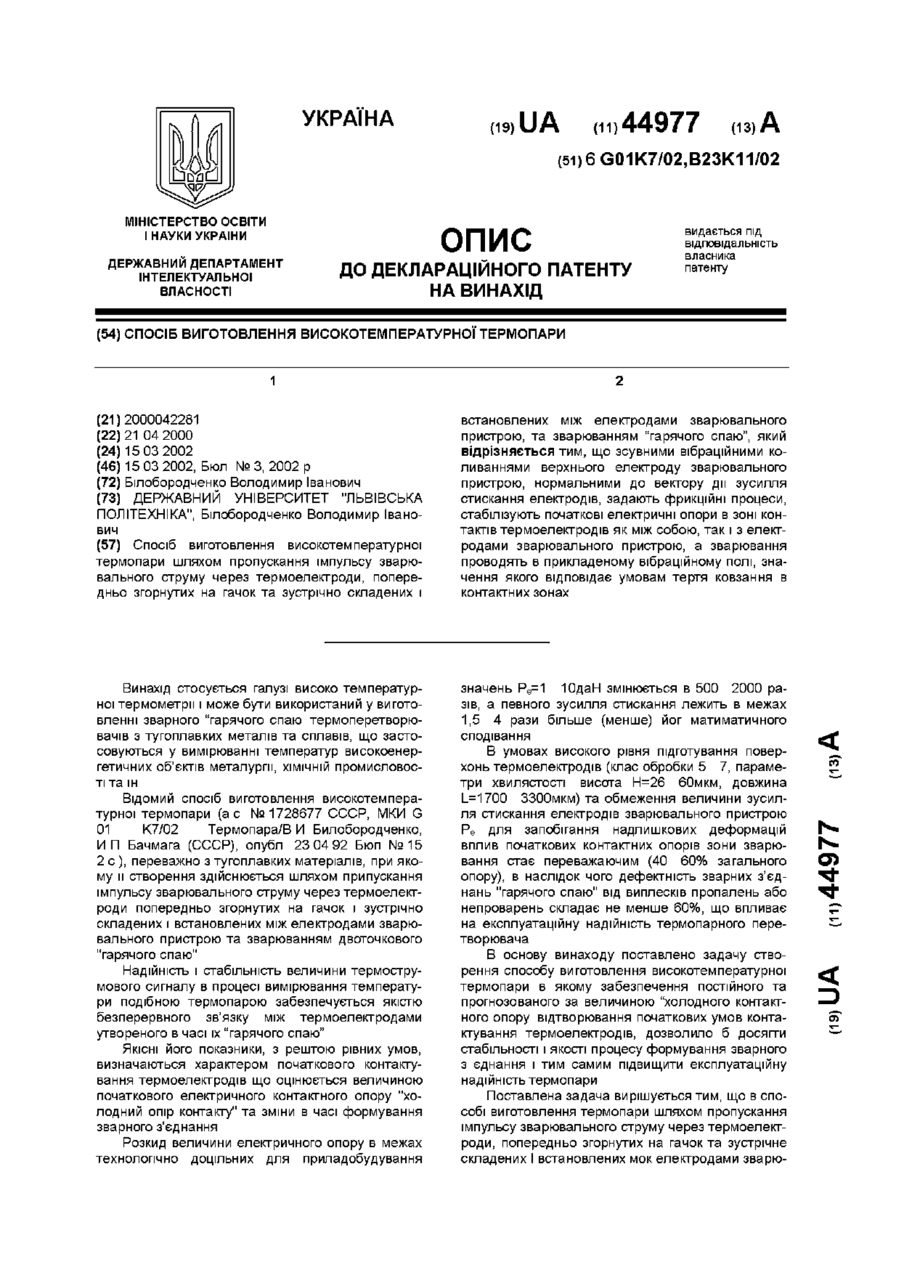
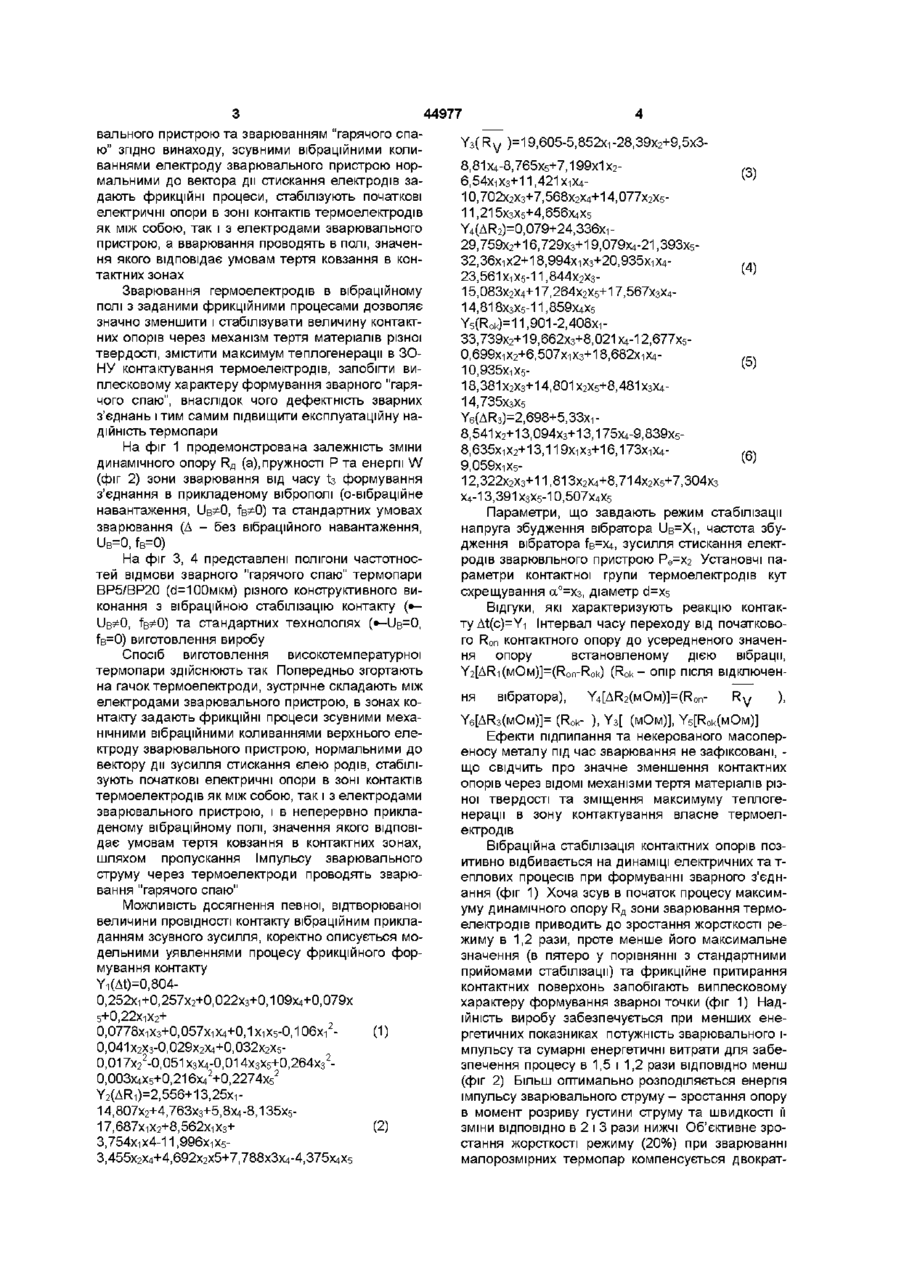
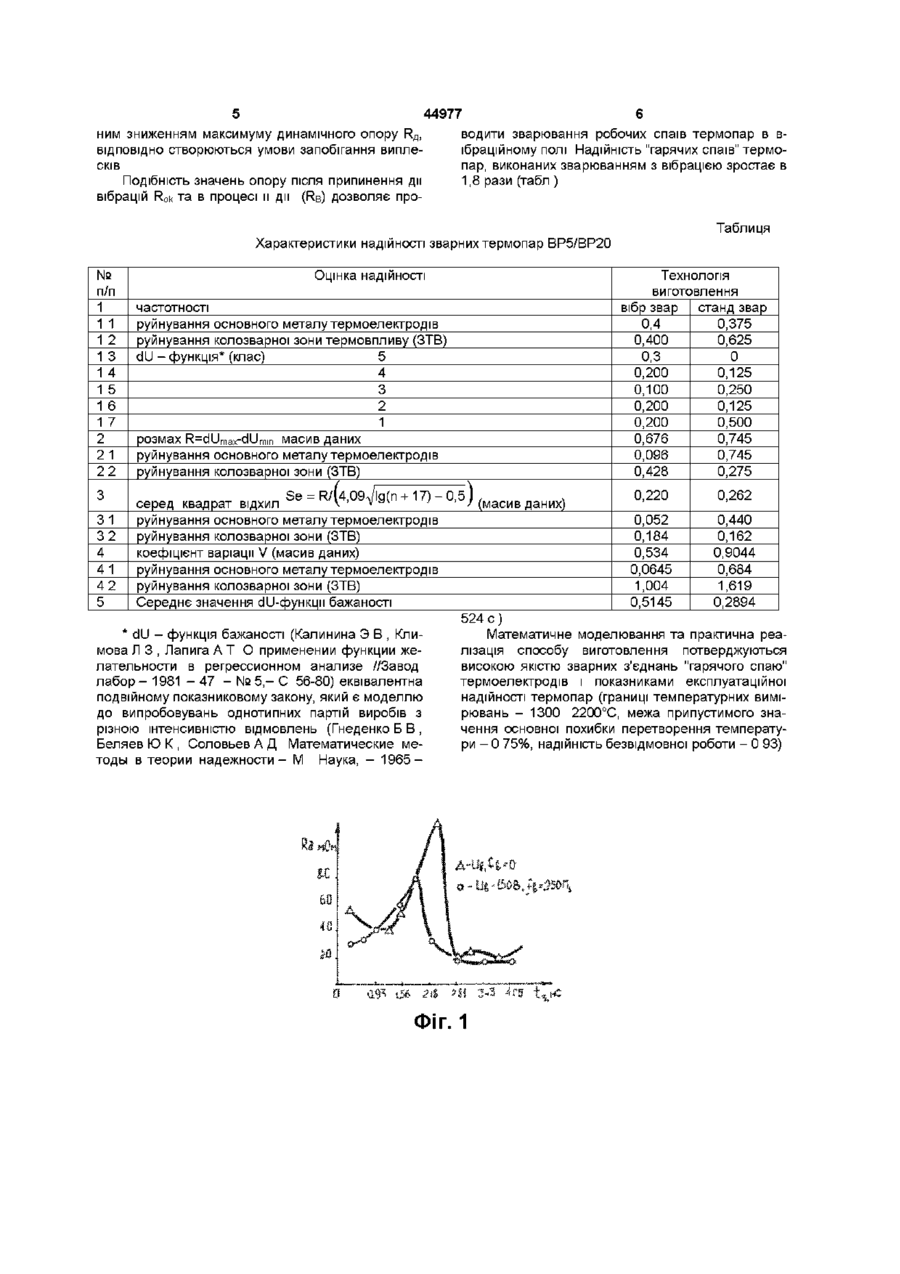
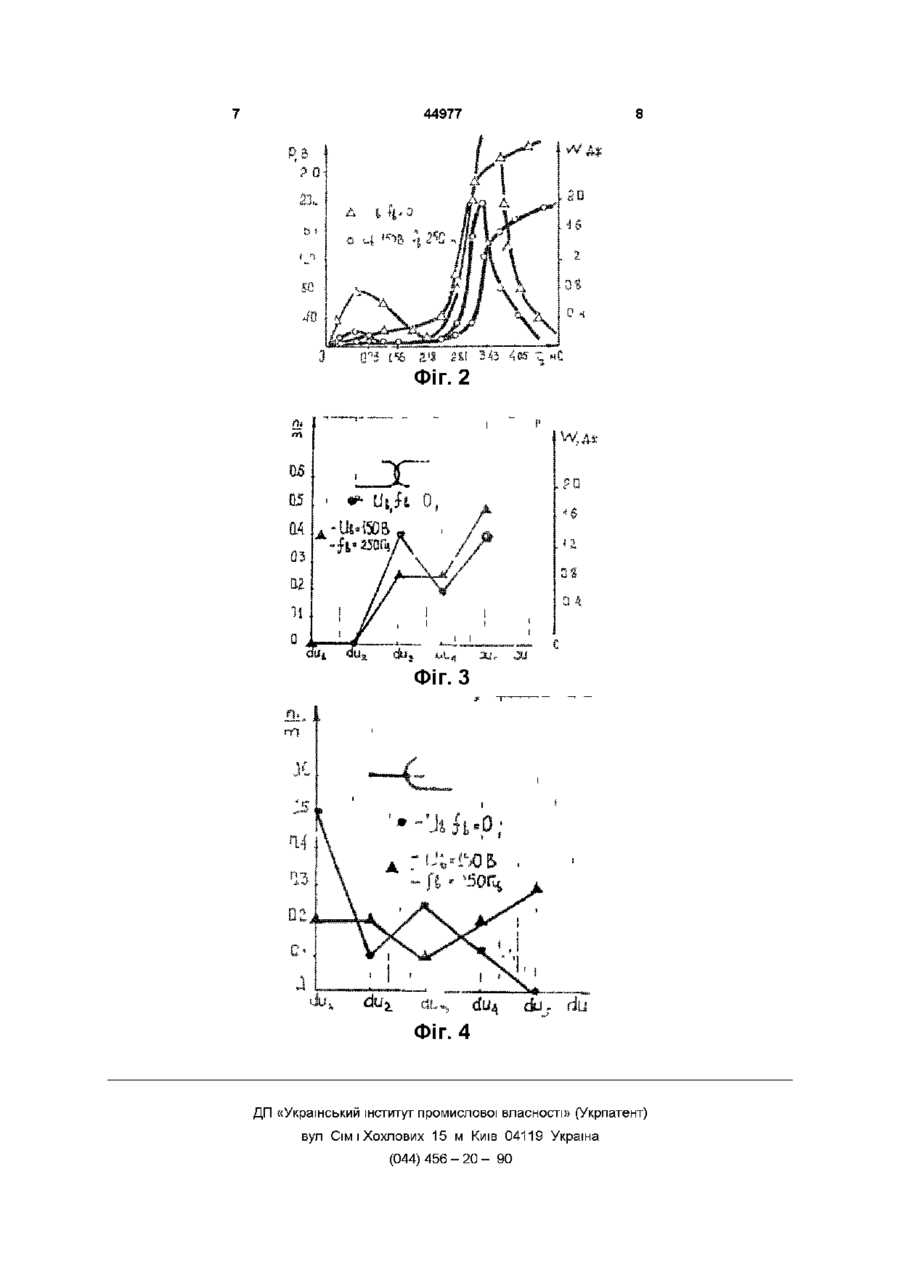
Спосіб виготовлення високотемпературної термопари шляхом пропускання імпульсу зварювального струму через термоелектроди, попередньо згорнутих на гачок та зустрічно складених і встановлених між електродами зварювального пристрою, та зварюванням "гарячого спаю", який відрізняється тим, що зсувними вібраційними коливаннями верхнього електроду зварювального пристрою, нормальними до вектору дії зусилля стискання електродів, задають фрикційні процеси, стабілізують початкові електричні опори в зоні контактів термоелектродів як між собою, так і з електродами зварювального пристрою, а зварювання проводять в прикладеному вібраційному полі, значення якого відповідає умовам тертя ковзання в контактних зонах Винахід стосується галузі високо температурної термометрії і може бути використаний у виготовленні зварного "гарячого спаю термоперетворювачів з тугоплавких металів та сплавів, що застосовуються у вимірюванні температур високоенергетичних об'єктів металурги, ХІМІЧНІЙ промисловості та ш Відомий спосіб виготовлення високотемпературної термопари (ас №1728677 СССР, МКИ G 01 К7/02 Термопара/В И Билобородченко, ИП Бачмага (СССР), опубл 23 04 92 Бюп №15 2 с), переважно з тугоплавких матеріалів, при якому и створення здійснюється шляхом припускання імпульсу зварювального струму через термоелектроди попередньо згорнутих на гачок і зустрічно складених і встановлених між електродами зварювального пристрою та зварюванням двоточкового "гарячого спаю" Надійність і стабільність величини термострумового сигналу в процесі вимірювання температури подібною термопарою забезпечується якістю безперервного зв'язку між термоелектродами утвореного в часі їх "гарячого спаю" значень Ре=1 ЮдаН змінюється в 500 2000 разів, а певного зусилля стискання лежить в межах 1,5 4 рази більше (менше) йог матиматичного сподівання В умовах високого рівня підготування поверхонь термоелектродів (клас обробки 5 7, параметри хвилястості висота Н=26 бОмкм, довжина І_=1700 ЗЗООмкм) та обмеження величини зусилля стискання електродів зварювального пристрою Ре для запобігання надлишкових деформацій вплив початкових контактних опорів зони зварювання стає переважаючим (40 60% загального опору), в наслідок чого дефектність зварних з'єднань "гарячого спаю" від виплесків пропалень або непроварень складає не менше 60%, що впливає на експлуатаційну надійність термопарного перетворювача В основу винаходу поставлено задачу створення способу виготовлення високотемпературної термопари в якому забезпечення постійного та прогнозованого за величиною "холодного контактного опору відтворювання початкових умов контактування термоелектродів, дозволило б досягти стабільності і якості процесу формування зварного з єднання і тим самим підвищити експлуатаційну надійність термопари Поставлена задача вирішується тим, що в способі виготовлення термопари шляхом пропускання імпульсу зварювального струму через термоелектроди, попередньо згорнутих на гачок та зустрічне складених І встановлених мок електродами зварю ЯКІСНІ ЙОГО показники, з рештою рівних умов, визначаються характером початкового контактування термоелектродів що оцінюється величиною початкового електричного контактного опору "холодний опір контакту" та зміни в часі формування зварного з'єднання Розкид величини електричного опору в межах технологічно доцільних для приладобудування о> 44977 вального пристрою та зварюванням гарячого спаю" згідно винаходу, зсувними вібраційними коливаннями електроду зварювального пристрою нормальними до вектора дії стискання електродів задають фрикційні процеси, стабілізують початкові електричні опори в зоні контактів термоелектродів як між собою, так і з електродами зварювального пристрою, а вварювання проводять в полі, значення якого відповідає умовам тертя ковзання в контактних зонах Зварювання гермоелектродів в вібраційному полі з заданими фрикційними процесами дозволяє значно зменшити і стабілізувати величину контактних опорів через механізм тертя матеріалів різної твердості, змістити максимум теплогенерацм в ЗОНУ контактування термоелектродів, запобігти виплесковому характеру формування зварного "гарячого спаю", внаслідок чого дефектність зварних з'єднань і тим самим підвищити експлуатаційну надійність термопари На фіг 1 продемонстрована залежність зміни динамічного опору Rfl (а),пружності Р та енергії W (фіг 2) зони зварювання від часу t3 формування з'єднання в прикладеному віброполі (о-вібраційне навантаження, UB^O, fe^O) та стандартних умовах зварювання (Д - без вібраційного навантаження, UB=0, fB=0) На фіг 3, 4 представлені полігони частотностей відмови зварного "гарячого спаю" термопари ВР5/ВР20 (d=100MKM) різного конструктивного виконання з вібраційною стабілізацію контакту (•UB^O, fe^O) та стандартних технологіях («-1)6=0, fB=O) виготовлення виробу Спосіб виготовлення високотемпературної термопари здійснюють так Попередньо згортають на гачок термоелектроди, зустрічне складають між електродами зварювального пристрою, в зонах контакту задають фрикційні процеси зсувними механічними вібраційними коливаннями верхнього електроду зварювального пристрою, нормальними до вектору дії зусилля стискання єлею родів, стабілізують початкові електричні опори в зоні контактів термоелектродів як між собою, так і з електродами зварювального пристрою, і в неперервно прикладеному вібраційному полі, значення якого відповідає умовам тертя ковзання в контактних зонах, шляхом пропускання Імпульсу зварювального струму через термоелектроди проводять зварювання "гарячого спаю" Можливість досягнення певної, відтворюваної величини провідності контакту вібраційним прикладанням зсувного зусилля, коректно описується модельними уявленнями процесу фрикційного формування контакту Yi(At)=0,8040,252хі+0,257х2+0,022х3+0,109х4+0,079х 5+0,22хіХ2+ 0,0778хіХз+0,057хіХ4+0,1ХіХ5-0,106хі2(1) 0,041х2Хз-0,029х2Х4+0,032х2Х50,017х22-0,051 х3х4-0,014х3х5+0,264х320,003x4X5+0,216х42+0,2274х52 Y2(ARi)=2,556+13,25xr 14,807х2+4,763х3+5,8х4-8,135х517,687хіх2+8,562хіх3+ (2) 3,754X1X4-11,996X1X53,455х2х4+4,692х2х5+7,788x3x4-4,375x4X5 Y 3 ( R V )=19,605-5,852xi-28,39x2+9,5x38,81x4-8,765x5+7,199x1 х26,54хіх 3 +11,421 хіх410,702х 2 х 3 +7,568х 2 х 4 +14,077х 2 х 5 11,215ХзХ5+4,656Х4Х5 Y 4 (AR 2 )=0,079+24,336x r 29,759х 2 +16,729хз+19,079x4-21,393х 5 32,36хіх2+18,994хіХ 3 +20,935хіХ 4 23,561хіх 5 -11,844х 2 хз15,083х 2 х 4 +17,264х 2 х 5 +17,567х 3 х 4 14,818X3X5-11,859X4X5 Y 5 (R O k)=11,901 -2,408хі33,739х 2 +19,662x3+8,021 Х4-12,677х50,699хіХ 2 +6,507хіХ 3 +18,682хіХ4Ю,935хіх 5 18,381х 2 х 3 +14,801 х 2 Х5+8,481х 3 х 4 (3) (4) (5) 14,735х 3 х 5 Y6(AR3)=2,698+5,33xi8,541х2+13,094хз+13,175х4-9,839х58,635хіх2+13,119хіх3+16,173хіх4(6) 9,059хіХ512,322х2х3+11,81 Зх2х4+8,714х2х5+7,304х3 Х4-13,391 х3х5-10,507х4х5 Параметри, що завдають режим стабілізації напруга збудження вібратора ІІв=Хі, частота збудження вібратора fe=X4, зусилля стискання електродів зварювльного пристрою Ре=Х2 Установчі параметри контактної групи термоелектродів кут схрещування а°=хз, діаметр d=xs Відгуки, які характеризують реакцію контакту At(c)=Yi Інтервал часу переходу від початкового Ron контактного опору до усередненого значення опору встановленому дією вібрації, Y2[ARi(MOM)]=(Ron-Rok) (Rok- опір після відключення вібратора), Y4[AR2(MOM)]=(RonRy ), Y 6 [AR 3 (MOM)]= (Rok- ), Y3[ (мОм)], Y5[R0k(MOM)] Ефекти підлипання та некерованого масопереносу металу під час зварювання не зафіксовані, що свідчить про значне зменшення контактних опорів через ВІДОМІ механізми тертя матеріалів різної твердості та зміщення максимуму теплогенерацм в зону контактування власне термоелектродів Вібраційна стабілізація контактних опорів позитивно відбивається на динаміці електричних та теплових процесів при формуванні зварного з'єднання (фіг 1) Хоча зсув в початок процесу максимуму динамічного опору Rfl зони зварювання термоелектродів приводить до зростання жорсткості режиму в 1,2 рази, проте менше його максимальне значення (в пятеро у порівнянні з стандартними прийомами стабілізації) та фрикційне притирання контактних поверхонь запобігають виплесковому характеру формування зварної точки (фіг 1) Надійність виробу забезпечується при менших енергетичних показниках потужність зварювального імпульсута сумарні енергетичні витрати для забезпечення процесу в 1,5 і 1,2 рази ВІДПОВІДНО менш (фіг 2) Більш оптимально розподіляється енергія імпульсу зварювального струму - зростання опору в момент розриву густини струму та швидкості її зміни ВІДПОВІДНО в 2 і 3 рази нижчі Об'єктивне зростання жорсткості режиму (20%) при зварюванні малорозмірних термопар компенсується двократ 5 44977 ним зниженням максимуму динамічного опору Rfl, водити зварювання робочих спаїв термопар в вВІДПОВІДНО створюються умови запобігання виплеібраційному полі Надійність "гарячих спаїв" термосків пар, виконаних зварюванням з вібрацією зростає в 1,8 рази (табл) Подібність значень опору після припинення дії вібрацій ROk та в процесі и дії (RB) ДОЗВОЛЯЄ проХарактеристики надійності зварних термопар ВР5/ВР20 № п/п 1 11 12 13 14 15 16 17 2 21 22 Оцінка надійності частотності руйнування основного металу термоелектродів руйнування колозварної зони термовпливу (ЗТВ) dU - функція* (клас) 5 4 3 2 1 розмах R=dllmax-dUmin масив даних руйнування основного металу термоелектродів руйнування колозварної зони (ЗТВ) 3 Таблиця Технологія виготовлення вібр звар станд звар 0,4 0,375 0,400 0,625 0,3 0 0,200 0,125 0,100 0,250 0,200 0,125 0,200 0,500 0,676 0,745 0,096 0,745 0,428 0,275 0,220 0,262 Se = R/(4,09Jlg(n + 1 7 ) - 0 , 5 ) , v a ( серед квадрат відхил \ ' ' / (масив даних) 31 руйнування основного металу термоелектродів 0,052 0,440 32 руйнування колозварної зони (ЗТВ) 0,184 0,162 4 коефіцієнт варіації V (масив даних) 0,534 0,9044 41 руйнування основного металу термоелектродів 0,0645 0,684 42 руйнування колозварної зони (ЗТВ) 1,004 1,619 5 Середнє значення dU-функцм бажаності 0,5145 0,2894 524 с ) * dU - функція бажаності (Калинина Э В , КлиМатематичне моделювання та практична реамова Л 3 , Лапига А Т О применении функции желізація способу виготовлення потверджуються лательности в регрессионном анализе //Завод високою якістю зварних з'єднань "гарячого спаю" лабор - 1981 - 47 - № 5,- С 56-80) еквівалентна термоелектродів і показниками експлуатаційної подвійному показниковому закону, який є моделлю надійності термопар (границі температурних вимідо випробовувань однотипних партій виробів з рювань - 1300 2200°С, межа припустимого знарізною інтенсивністю відмовлень (Гнеденко Б В , чення основної похибки перетворення температуБеляев Ю К , Соловьев А Д Математические мери - 0 75%, надійність безвідмовної роботи - 0 93) тоды в теории надежности- М Наука, - 1 9 6 5 ФІГ. 1 44977 Фіг. 2 Фіг. З Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім і Хохлових 15 м Київ 04119 Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюBiloborodchenko Volodymyr Ivanovych
Автори російськоюБилобородченко Владимир Иванович
МПК / Мітки
МПК: B23K 11/02, G01K 7/02
Мітки: термопари, спосіб, виготовлення, високотемпературної
Код посилання
<a href="https://ua.patents.su/4-44977-sposib-vigotovlennya-visokotemperaturno-termopari.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високотемпературної термопари</a>
Спосіб виготовлення плівкової термопари
Номер патенту: 13819
Опубліковано: 25.04.1997
Автори: Яцишин Богдан Петрович, Миколайчук Олексій Гордійович, Вигдорович Віленін Наумович, Байцар Ганна Степанівна
МПК: H01L 35/34, G01K 7/02, G01N 25/18
Мітки: плівкової, термопари, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення плівкової термопари шляхом конденсації у вакуумі плівок термо-електродів з матеріалу системи "метал-напівпровідник", причому конденсацію плівки першого термоелектроду проводять у кристалічному стані, а другого - в аморфному стані при температурі підкладки 290 К £ Tп £ Ткр - 150 К, який відрізняється тим, що конденсацію плівки першого термоелектроду проводять при температурі підкладки Ткр - 150 К...
Спосіб виготовлення термопари
Номер патенту: 27203
Опубліковано: 15.08.2000
Автори: Вигдорович Віленін Наумович, Яцишин Богдан Петрович, Байцар Ганна Степанівна, Миколайчук Олексій Гордійович
Мітки: виготовлення, спосіб, термопари
Спосіб виготовлення плівкової термопари
Номер патенту: 27202
Опубліковано: 15.08.2000
Автори: Миколайчук Олексій Гордійович, Байцар Ганна Степанівна, Яцишин Богдан Петрович
Мітки: спосіб, термопари, плівкової, виготовлення
Формула / Реферат:
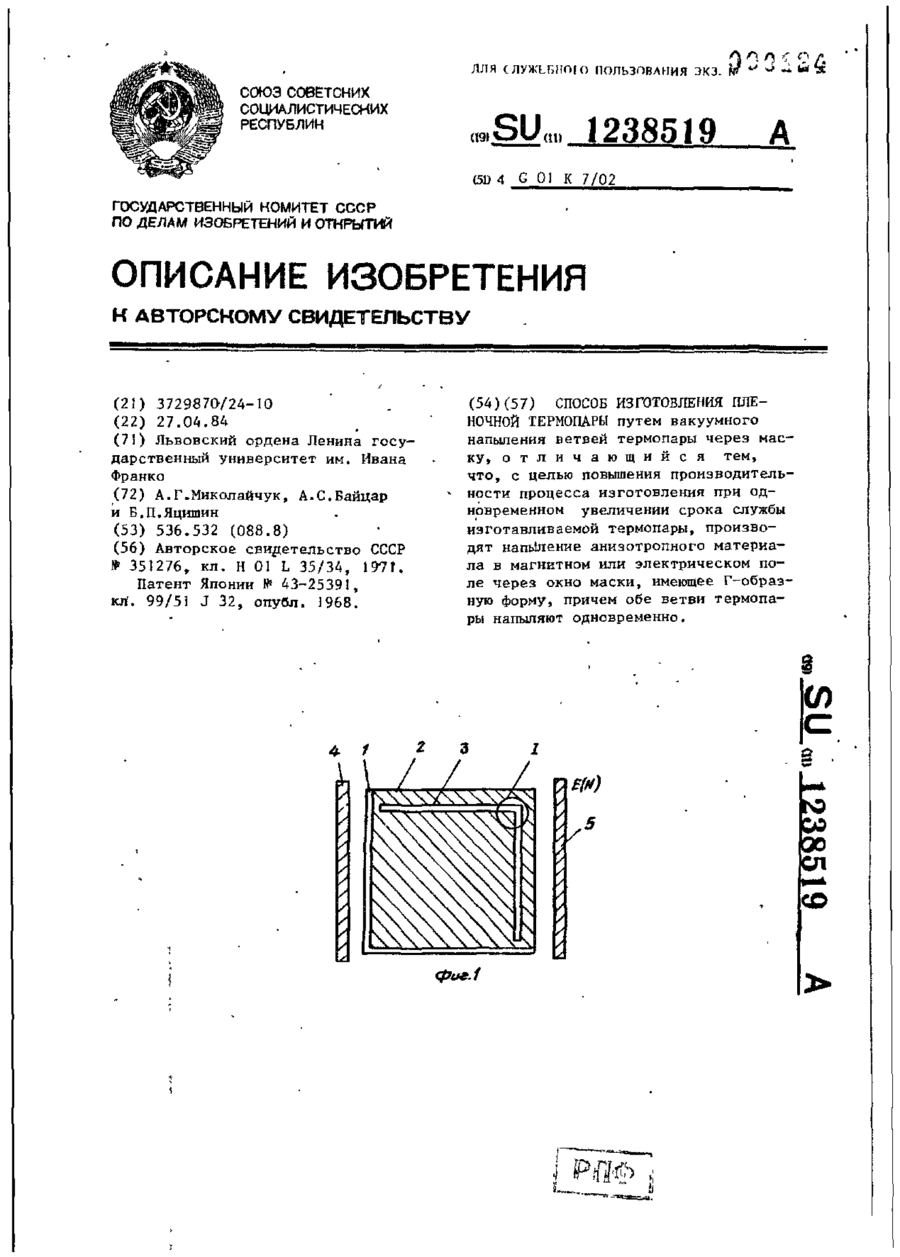
(57) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ТЕРМОПАРЫ путем вакуумного напыления ветвей термопары через маску, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности процесса изготовления при одновременном увеличении срока службы изготавливаемой термопары, производят напыление анизотропного материа ла в магнитном или электрическом поле через окно маски, имеющее Г-образную форму, причем обе ветви термопары напыляют одновременно.
Пристрій для виготовлення плоских сіток
Номер патенту: 1078
Опубліковано: 15.10.2001
Автор: Казимір Микола Миколайович
МПК: B23K 11/00
Мітки: сіток, плоских, пристрій, виготовлення
Формула / Реферат:
Пристрій для виготовлення плоских сіток, що містить встановлені за ходом технологічного процесу механізми поздовжньої та поперечної подачі прутків дроту, зварювальний пристрій, механізм обрізки прутків, який відрізняється тим, що зварювальний пристрій виконаний у вигляді двох зварювальних вузлів, контактні частини яких розміщені на одному рівні, причому контактні частини другого зварювального вузла встановлені поміж поздовжніми осями першого...
Спосіб контролю якості з’єднань в процесі лазерного мікрозварювання термопар
Номер патенту: 15112
Опубліковано: 30.06.1997
Автори: Білобородченко Володимир Іванович, Бачмага Лев Васильович, Саляк Мирослава Теодорівна
МПК: G01K 7/02, B23K 26/00
Мітки: термопар, якості, з'єднань, мікрозварювання, контролю, процесі, спосіб, лазерного
Формула / Реферат:
Спосіб контролю якості з'єднань в процесі лазерного мікрозварювання термопар за електричними параметрами, який відрізняється тим, що робочі кінці термоелектродів, зібрані в скрутку з зазором, зварюють лазерним випромінюванням, одночасно вимірюють величину ефективної термо-ЕPC, що генерується із зони розплавлення за цикл імпульсного впливу випромінювання на матеріал термоелектродів, і порівнюють цю величину з базовими величинами ефективних...
Попередній патент: Вузлове з’єднання елементів з труб металевих просторових конструкцій
Наступний патент: Пристрій для сепарації матеріалів
Випадковий патент: Феромагнітна фільтруюча насадка в пристроях для магнітного осадження