Процес зміцнення колінчастих валів
Номер патенту: 45133
Опубліковано: 26.10.2009
Автори: Пашкова Галина Іванівна, Ісяк Костянтин Петрович, Лобанов Віктор Костянтинович
Формула / Реферат
Процес зміцнення колінчастих валів, переважно з високоміцного чавуну з перлітно-феритною структурою, що включає індукційний нагрів до гартівних температур, гартування і відпуск, який відрізняється тим, що перед індукційним нагрівом проводять попередній підігрів поверхневих шарів шийок вала до температури 350-400 °С, гартування проводять на повітрі шляхом самовідводу тепла в тіло вала, а відпуск проводять при температурі 370±10 °С, після чого виконують остаточну механічну обробку і поверхневе пластичне деформування галтелей і поверхні шийок вала.
Текст
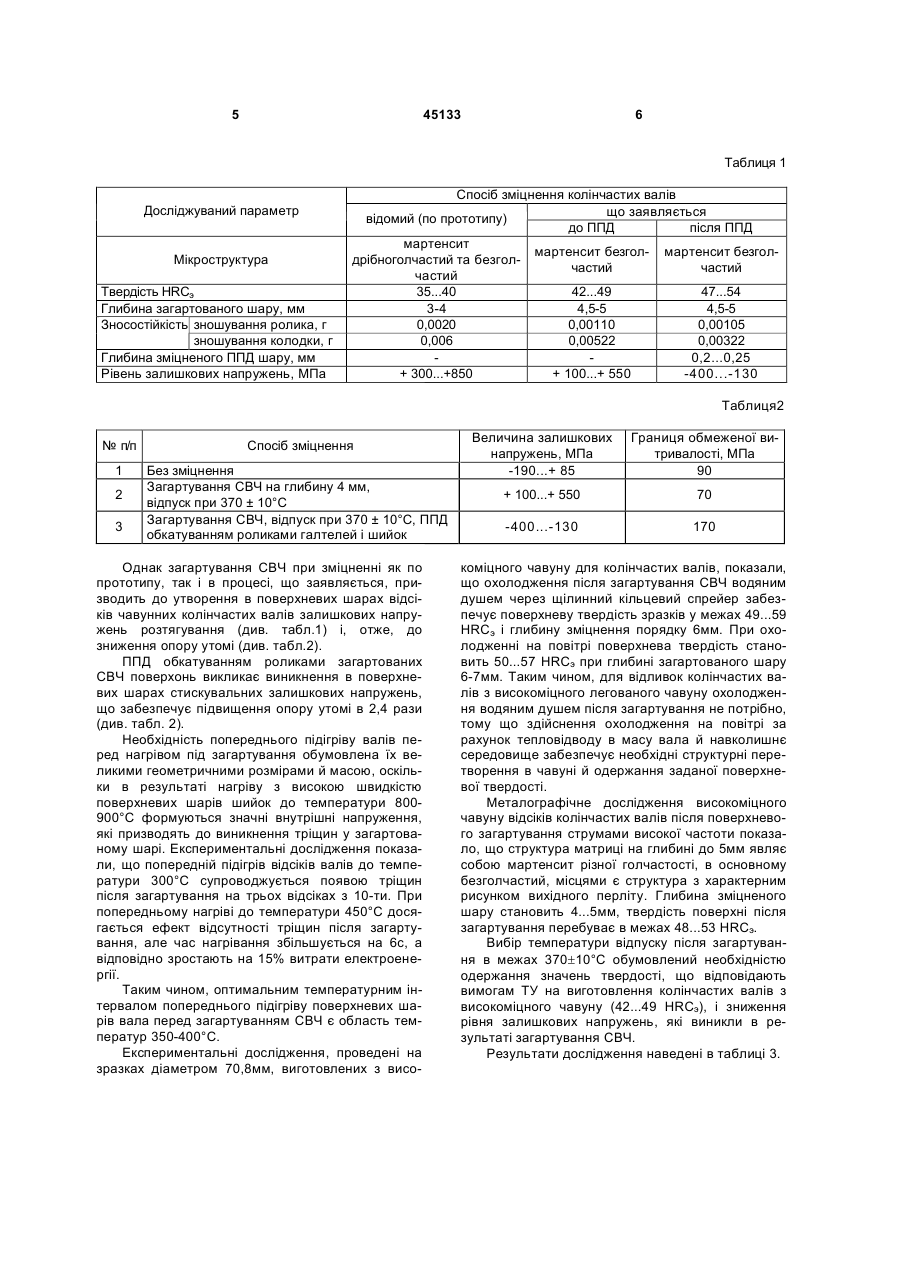
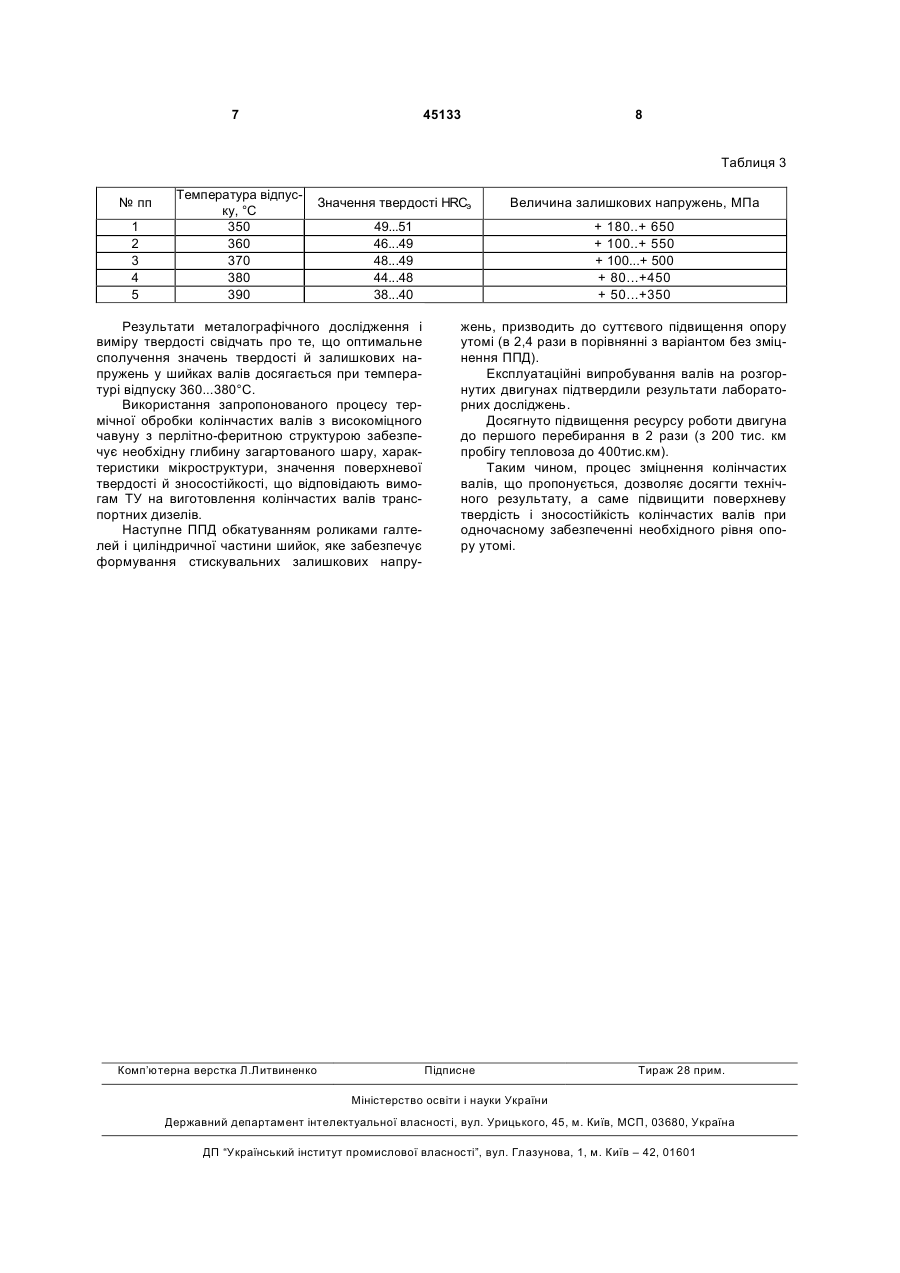
Процес зміцнення колінчастих валів, переважно з високоміцного чавуну з перлітно-феритною 3 точну механічну обробку і поверхневе пластичне деформування (ППД) галтелей і поверхні шийок вала. Використання процесу, що заявляється, у порівнянні з найближчим аналогом, забезпечує необхідний рівень міцності, зносостійкості й опору утоми колінчастих валів транспортних дизелів типу 10Д100, що підтверджують результати експериментальних досліджень, проведених у лабораторних умовах. Процес, що заявляється, здійснюється наступним чином. Приклад. Як матеріал при проведенні досліджень використовували модифікований магнієм (Mg) високоміцний чавун з кулястою формою включень графіту такого хімічного складу, мас. %: 2,8...3,8 С; 1,8...2,2 Si; 0,5...1,45 Mn; 0,4...0,6 Ni; £0,15 Сr; £0,1 Р; £0,025 S; 0,04...0,1 Mg; основа -Fe. При виготовленні колінчастих валів виплавку чавуну здійснювали в електричній дуговій печі типу ДС-6Н1 ємністю до 6 тонн. Відлив колінчастих валів виконували у двомісних опоках при температурі початку заливу 1360-1340°С. Через 7 годин після заливки форми розкривали і здійснювали інтенсивне охолодження відливок аераторами. Після вибивки з форми відливки відпускали при температурі 680±20°С протягом 6 годин. Піддані обробці й очищенню відливки направляли для gграфіровання на установці «Гаммарид-192» з метою виявлення внутрішніх дефектів, проводили дослідження структури й рівня механічних властивостей, після чого механічно обробляли. Механічно оброблені вали розрізали на відсіки й робили зміцнювальну обробку за режимами, запропонованими у прототипі, а також у процесі, що заявляється. Перший відсік відповідно до прототипу піддавали індукційному нагріву до температури 980°С зі швидкістю 20-550°С/с, потім здійснювали підстуження на повітрі до температури вище Аck на 1525°С, охолодження водяним душем при 18-30°С, самовідпуск при 250-300°С і охолодження на повітрі. Потім робили остаточну механічну обробку відсіку. Другий відсік термічно зміцнювали за режимом, запропонованим у процесі, що заявляється. Перед індукційним нагрівом до гартівної температури 980°С здійснювали попередній підігрів поверхневих шарів шийок відсіку вала до температури 350-400°С, гартування робили на повітрі шляхом самовідводу тепла в тіло вала. З метою зменшення залишкових напружень у загартованому струмами високої частоти шарі здійснювали відпуск відсіку вала за режимом: нагрів до температури 80°С, підйом температури до 370±10°С і витримка протягом 12 годин, охолодження з піччю до 200°С і подальше охолодження на повітрі. 45133 4 Після остаточної механічної обробки виконували поверхневе пластичне деформування обкатуванням роликами галтельних переходів від шийки до щік і загартованої поверхні шийок. Зміцнення ППД загартованих СВЧ колінчастих валів здійснювали по оптимальній технологічній схемі. Діаметр роликів для обкатування циліндричної поверхні корінних шийок становив 57,5мм, профільний радіус поперечного перерізу деформуючого елемента прийнятий 17,3мм. Для шатунних шийок відповідні параметри були рівні 48,5мм і 14,5мм. Зусилля обкатування становило 42...48 кН, частота обертання вала - 10-15хв-1. Один з роликів мав лівий напрямок спіралі, другий - правий. Третій ролик був підтримуючим і мав циліндричну робочу поверхню. Оброблені таким чином відсіки досліджували з метою вивчення мікроструктури, розподілу твердості, глибини зміцненого шару й визначення характеристик зносостійкості. У зв'язку з тим, що однією з визначальних експлуатаційних характеристик колінчастих валів є опір утомі, досліджували розподіл залишкових напружень по довжині шийок і утомні характеристики валів. Зокрема, встановлювали взаємозв'язок значень обмежених границь витривалості відсіків колінчастих валів з величиною залишкових напружень у них. Для дослідження структури і твердості матеріалу застосовували методи металографічного аналізу, випробування на зносостійкість проводили на машині тертя СМЦ-2 за схемою «ролик-колодка» в парі з алюмінієвим сплавом АМО 1-20. Визначення залишкових макронапружень у шийках колінчастих валів виконували методом рентгенівської дифрактометрії (sin2-Ψ-метод) на дифрактометрі ДРОН-3М у фільтрованому випромінюванні Сr-анода. Опір утомі при згині відсіків валів вивчали з використанням універсальної випробувальної машини типу МУП-100, що забезпечує знакопостійний цикл навантаження у площині одного з кривошипів колінчастого вала. База випробувань становила 5×106 циклів, коефіцієнт асиметрії циклу 0,3. Частота навантаження 7,5Гц. Отримані результати представлені у таблицях 1 і 2. З наведених у таблиці 1 даних випливає, що застосування запропонованого процесу зміцнення колінчастих валів у порівнянні з прототипом забезпечує поліпшення структури, підвищення значень поверхневої твердості, зносостійкості та збільшення глибини зміцненого шару. Поверхневе пластичне деформування загартованих поверхонь призводить до додаткового росту поверхневої твердості й підвищенню характеристик зносостійкості. 5 45133 6 Таблиця 1 Досліджуваний параметр Мікроструктура Твердість HRCэ Глибина загартованого шару, мм Зносостійкість зношування ролика, г зношування колодки, г Глибина зміцненого ППД шару, мм Рівень залишкових напружень, МПа Спосіб зміцнення колінчастих валів що заявляється відомий (по прототипу) до ППД після ППД мартенсит мартенсит безгол- мартенсит безголдрібноголчастий та безголчастий частий частий 35...40 42...49 47...54 3-4 4,5-5 4,5-5 0,0020 0,00110 0,00105 0,006 0,00522 0,00322 0,2...0,25 + 300...+850 + 100...+ 550 -400...-130 Таблиця2 № п/п Спосіб зміцнення 1 Без зміцнення Загартування СВЧ на глибину 4 мм, відпуск при 370 ± 10°С Загартування СВЧ, відпуск при 370 ± 10°С, ППД обкатуванням роликами галтелей і шийок 2 3 Однак загартування СВЧ при зміцненні як по прототипу, так і в процесі, що заявляється, призводить до утворення в поверхневих шарах відсіків чавунних колінчастих валів залишкових напружень розтягування (див. табл.1) і, отже, до зниження опору утомі (див. табл.2). ППД обкатуванням роликами загартованих СВЧ поверхонь викликає виникнення в поверхневих шарах стискувальних залишкових напружень, що забезпечує підвищення опору утомі в 2,4 рази (див. табл. 2). Необхідність попереднього підігріву валів перед нагрівом під загартування обумовлена їх великими геометричними розмірами й масою, оскільки в результаті нагріву з високою швидкістю поверхневих шарів шийок до температури 800900°С формуються значні внутрішні напруження, які призводять до виникнення тріщин у загартованому шарі. Експериментальні дослідження показали, що попередній підігрів відсіків валів до температури 300°С супроводжується появою тріщин після загартування на трьох відсіках з 10-ти. При попередньому нагріві до температури 450°С досягається ефект відсутності тріщин після загартування, але час нагрівання збільшується на 6с, а відповідно зростають на 15% витрати електроенергії. Таким чином, оптимальним температурним інтервалом попереднього підігріву поверхневих шарів вала перед загартуванням СВЧ є область температур 350-400°С. Експериментальні дослідження, проведені на зразках діаметром 70,8мм, виготовлених з висо Величина залишкових напружень, МПа -190...+ 85 Границя обмеженої витривалості, МПа 90 + 100...+ 550 70 -400...-130 170 коміцного чавуну для колінчастих валів, показали, що охолодження після загартування СВЧ водяним душем через щілинний кільцевий спрейер забезпечує поверхневу твердість зразків у межах 49...59 HRCэ і глибину зміцнення порядку 6мм. При охолодженні на повітрі поверхнева твердість становить 50...57 HRCэ при глибині загартованого шару 6-7мм. Таким чином, для відливок колінчастих валів з високоміцного легованого чавуну охолодження водяним душем після загартування не потрібно, тому що здійснення охолодження на повітрі за рахунок тепловідводу в масу вала й навколишнє середовище забезпечує необхідні структурні перетворення в чавуні й одержання заданої поверхневої твердості. Металографічне дослідження високоміцного чавуну відсіків колінчастих валів після поверхневого загартування струмами високої частоти показало, що структура матриці на глибині до 5мм являє собою мартенсит різної голчастості, в основному безголчастий, місцями є структура з характерним рисунком вихідного перліту. Глибина зміцненого шару становить 4...5мм, твердість поверхні після загартування перебуває в межах 48...53 HRCэ. Вибір температури відпуску після загартування в межах 370±10°С обумовлений необхідністю одержання значень твердості, що відповідають вимогам ТУ на виготовлення колінчастих валів з високоміцного чавуну (42...49 HRCэ), і зниження рівня залишкових напружень, які виникли в результаті загартування СВЧ. Результати дослідження наведені в таблиці 3. 7 45133 8 Таблиця 3 № пп 1 2 3 4 5 Температура відпуску, °С 350 360 370 380 390 Значення твердості HRCэ Величина залишкових напружень, МПа 49...51 46...49 48...49 44...48 38...40 + 180..+ 650 + 100..+ 550 + 100...+ 500 + 80...+450 + 50...+350 Результати металографічного дослідження і виміру твердості свідчать про те, що оптимальне сполучення значень твердості й залишкових напружень у шийках валів досягається при температурі відпуску 360...380°С. Використання запропонованого процесу термічної обробки колінчастих валів з високоміцного чавуну з перлітно-феритною структурою забезпечує необхідну глибину загартованого шару, характеристики мікроструктури, значення поверхневої твердості й зносостійкості, що відповідають вимогам ТУ на виготовлення колінчастих валів транспортних дизелів. Наступне ППД обкатуванням роликами галтелей і циліндричної частини шийок, яке забезпечує формування стискувальних залишкових напру Комп’ютерна верстка Л.Литвиненко жень, призводить до суттєвого підвищення опору утомі (в 2,4 рази в порівнянні з варіантом без зміцнення ППД). Експлуатаційні випробування валів на розгорнутих двигунах підтвердили результати лабораторних досліджень. Досягнуто підвищення ресурсу роботи двигуна до першого перебирання в 2 рази (з 200 тис. км пробігу тепловоза до 400тис.км). Таким чином, процес зміцнення колінчастих валів, що пропонується, дозволяє досягти технічного результату, а саме підвищити поверхневу твердість і зносостійкість колінчастих валів при одночасному забезпеченні необхідного рівня опору утомі. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for strengthening of crankshafts
Автори англійськоюIsiak Kostiantyn Petrovych, Lobanov Viktor Kostiantynovych, Pashkova Halyna Ivanivna
Назва патенту російськоюПроцесс упрочнения коленчатых валов
Автори російськоюИсаак Константин Петрович, Лобанов Виктор Константинович, Пашкова Галина Ивановна
МПК / Мітки
МПК: C21D 5/00
Мітки: зміцнення, валів, колінчастих, процес
Код посилання
<a href="https://ua.patents.su/4-45133-proces-zmicnennya-kolinchastikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Процес зміцнення колінчастих валів</a>
Процес зміцнення колінчастих валів
Номер патенту: 12480
Опубліковано: 15.02.2006
Автори: Лобанов Віктор Костянтинович, Любченко Анатолій Петрович, Пашкова Галина Іванівна
МПК: C21D 1/09
Мітки: зміцнення, процес, валів, колінчастих
Формула / Реферат:
Процес зміцнення колінчастих валів, переважно з високоміцного чавуну, що включає гартування променем лазера 50-70 % поверхні циліндричної частини кожної шийки вала зі створенням зміцненої зони, що складається з гвинтоподібної смуги і двох, розташованих кожна на відстані 2-4 ширини смуги лазерного зміцнення від галтелі, кільцевих смуг, площина яких перпендикулярна осі вала, при цьому гартування променем лазера для утворення гвинтоподібної...
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів
Номер патенту: 24232
Опубліковано: 07.07.1998
Автори: Семкович Олександр Дмитрович, Оліскевич Мирослав Степанович, Сенчук Степан Романович
МПК: G01B 5/08
Мітки: шатунних, пристрій, геометрії, валів, корінних, шийок, колінчастих, контролю
Формула / Реферат:
Пристрій для контролю геометрії корінних та шатунних шийок колінчастих валів, що складається з двох основ, вимірювального засобу і механізму його переміщення відносно відповідної шатунної шийки, який відрізняється тим, що пристрій складається з двох співвісних, кінематично незв'язаних центрозмішувачів, кожен з яких виконаний у вигляді вала з нерухомою на ньому планшайбою і нерухомим у ній центром; з двох поводкових шайб, які можуть обертатися...
Спосіб зміцнення колінчатих валів
Номер патенту: 18690
Опубліковано: 25.12.1997
Автори: Пилипенко Володимир Михайлович, Гуйва Володимир Антонович, Айдаров Василій Васильович, Россінський Олександр Михайлович, Соболь Валентин Миколайович, Любченко Анатолій Петрович, Уманський Григорій Петрович, Туровський Михайло Львович, Осінцева Алєвтіна Лєонтьєвна, Новік Рафаіл Абрамович, ЗАЙОНЧКОВСЬКИЙ ВАЛЕНТИН МИКОЛАЙОВИЧ
МПК: C21D 1/09
Мітки: колінчатих, зміцнення, валів, спосіб
Формула / Реферат:
Способ упрочнения коленчатых валов, преимущественно из высокопрочного чугуна, включающий закалку лучом лазера 50-70% поверхности цилиндрической части шеек вала с созданием упрочненных зон в виде полос, расположенных по винтовой линии, объемный отпуск при 250-350° и последующую обкатку поверхности шеек и галтелей роликами, отличающийся тем, что перед созданием упрочненных зон в виде полос на расстоянии h1 = (2-4)s от начала второй галтели этой...
Спосіб зміцнення пресових з’єднань типу вал-втулка
Номер патенту: 45234
Опубліковано: 15.03.2002
Автори: Махатилова Анна Іванівна, Ільїнський Олександр Іванович, Білозерова Валерія Валеріївна, Білозеров Валерій Володимирович
МПК: C21D 7/00
Мітки: пресових, з'єднань, спосіб, зміцнення, типу, вал-втулка
Формула / Реферат:
Спосіб зміцнення пресових з'єднань типу вал-втулка переважно із високоміцної сталі, який включає обкочування поверхні вала роликами, який відрізняється тим, що проводять додаткове обкочування при зусиллі, яке забезпечує рівень залишкових напружень у поверхневому шарі , де - границя текучості поверхневого...
Спосіб зміцнення поверхні
Номер патенту: 37777
Опубліковано: 10.12.2008
Автор: Волков Олег Олексійович
МПК: B23P 9/00
Мітки: спосіб, поверхні, зміцнення
Формула / Реферат:
Спосіб зміцнення поверхні, який включає термофрикційну обробку інструментом, що обертається, який відрізняється тим, що обробку проводять навперемінно у двох протилежних напрямках, з паралельним та перпендикулярним або сумісним напрямками руху поверхні, що зміцнюється, відносно інструмента, що обертається, з перекриттям смуг зміцнення на величину, меншу або рівну ширині інструмента, що обертається.
Попередній патент: Газогенератор для вологого палива
Наступний патент: Спосіб прогнозування довговічності клейових з’єднань деревини дуба клеями на основі полівінілацетату
Випадковий патент: Спосіб оцінки рівня якості здоров'я пацієнтів з хронічними захворюваннями шлунково-кишкового тракту