Спосіб зміцнення пресових з’єднань типу вал-втулка
Номер патенту: 45234
Опубліковано: 15.03.2002
Автори: Білозеров Валерій Володимирович, Білозерова Валерія Валеріївна, Ільїнський Олександр Іванович, Махатилова Анна Іванівна
Формула / Реферат
Спосіб зміцнення пресових з'єднань типу вал-втулка переважно із високоміцної сталі, який включає обкочування поверхні вала роликами, який відрізняється тим, що проводять додаткове обкочування при зусиллі, яке забезпечує рівень залишкових напружень у поверхневому шарі ![]() , де
, де ![]() - границя текучості поверхневого шару матеріалу,
- границя текучості поверхневого шару матеріалу, ![]() - напруження від зовнішнього навантаження.
- напруження від зовнішнього навантаження.
Текст
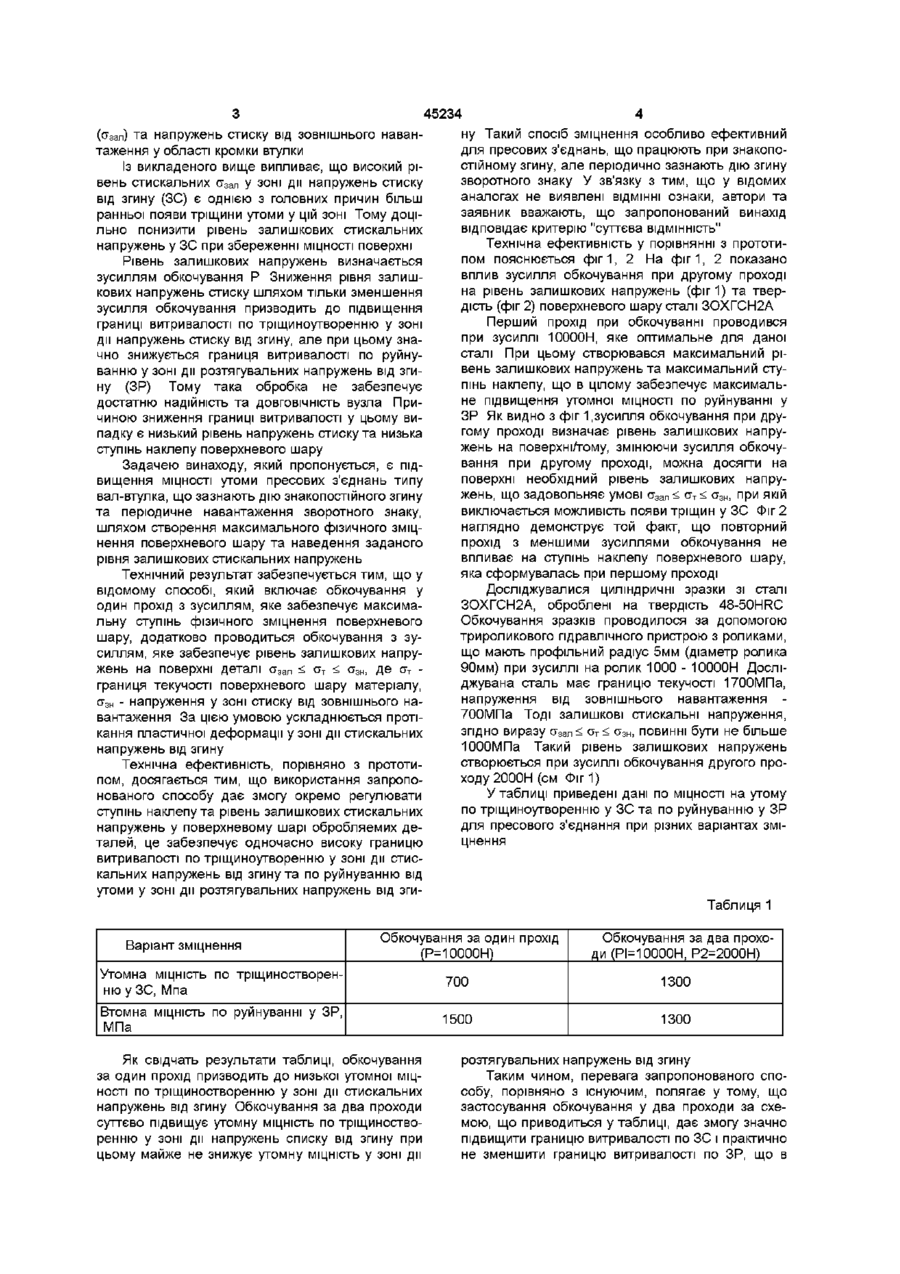
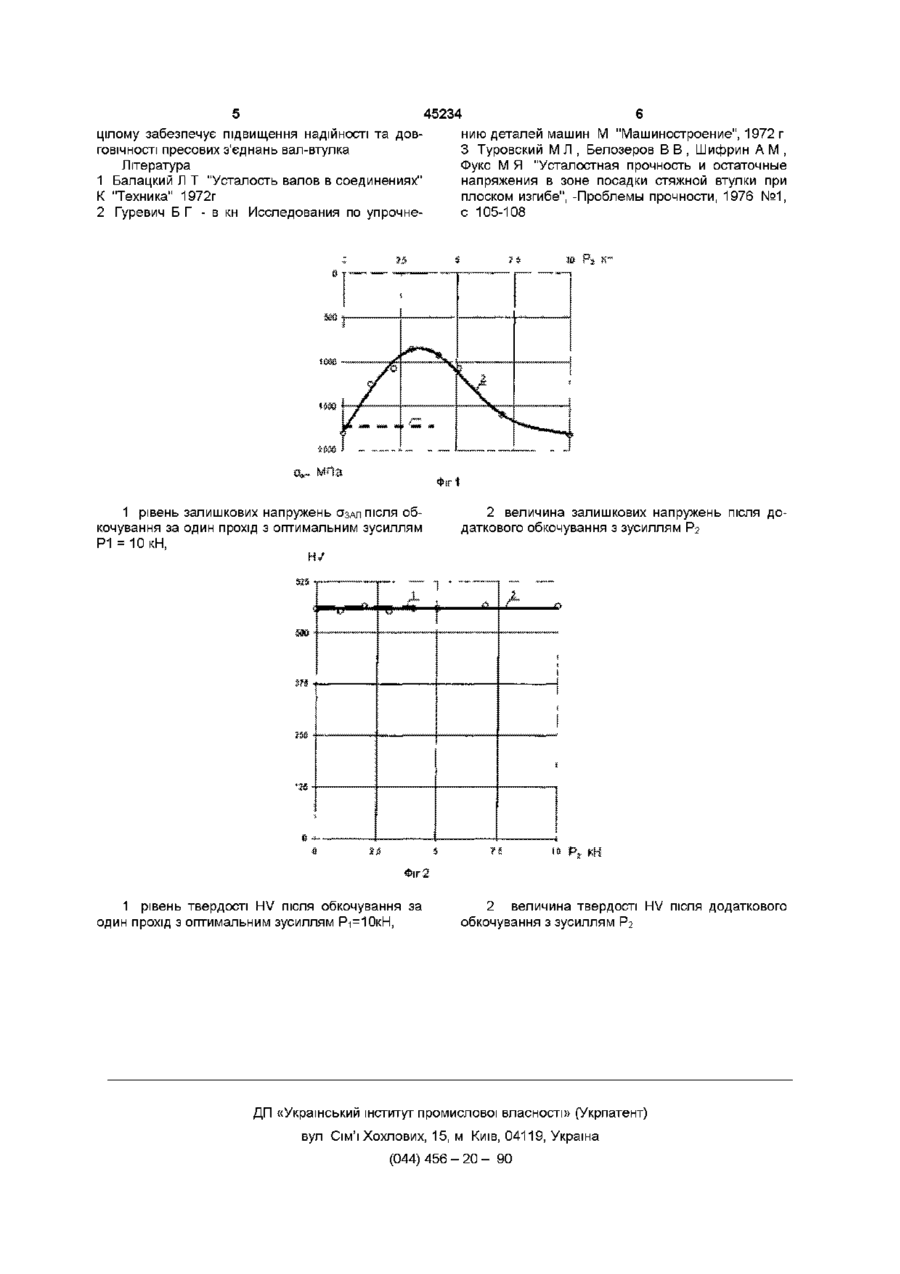
Спосіб зміцнення пресових з'єднань типу валвтулка переважно із високоміцної сталі, який включає обкочування поверхні вала роликами, який відрізняється тим, що проводять додаткове обкочування при зусиллі, яке забезпечує рівень залишкових напружень у поверхневому шарі (7 < (7 —СГ а. - границя текучості по верхневого шару матеріалу, зовнішнього навантаження Винахід відноситься до області деформаційної обробки сталі та може бути використаний у машинобудуванні при виготовленні вузлів типу валвтулка, що працюють в умовах знакопостійного згину Відомий спосіб підвищення утомної МІЦНОСТІ пресових з'єднань шляхом поверхневого пластичного деформування [1] При цьому підвищення утомної МІЦНОСТІ досягається за рахунок наклепу поверхні та наведення в ній залишкових напружень стиску На практиці застосовують параметри обкочування, що забезпечують найбільші залишкові напруження та найбільший ступень фізичного зміцнення матеріалу, які не викликають при цьому ушкодження поверхні Це і зумовлює ефективність зміцнення при обкочуванні Для пресових з'єднань, які зміцнені поверхневим пластичним деформуванням (ППД) при оптимальних режимах та перебувають під дією знакопостійного згину, часто спостерігається поява утомних тріщин у кромки втулки у зоні дії стискальних напружень від згину (ЗС), прийому значно раніше, ніж у зоні дії розтягувальних напружень від згину (ЗР) [2] При знакопостійному механічному згині тріщина у зоні стиску не є джерелом утомного руйнування, поскільки у цій зоні відсутні розтягувальні напруження При таких умовах навантажування руйнування відбувається у зоні дії розтягувальних напружень від згину Якщо створюються умови, коли тріщина утоми, що виникла у зоні стиску, зазнає дії ЗОВНІШНІХ розтягувальних (7. - напруження від напружень то через те, що вона є концентратором напружень, розповсюдження її буде відбуватися навіть при незначних розтягувальних напруженнях Така ситуація спостерігається у випадку використання з'єднань вал-втулка у гусеничних машинах, де періодично виникають умови, за якими деталь зазнає згину зворотного знаку, але при значно меншому зусиллі У таких випадках руйнування відбувається по зоні стиску, яка і визначає ДОВГОВІЧНІСТЬ такого вузла На даний час зміцнення валів зі стяжними втулками згідно ТУ проводиться обкочуванням роликами за один прохід за таким режимом радіус профілю ролика -5мм, діаметр ролика - 100мм, зусилля обкочування 10000Н, подача ролика 0 35мм/об, швидкість обертання - 150об/сек Ці режими обкочування близькі до оптимальних і забезпечують максимальний рівень стискувальних залишкових напружень на поверхні та максимально можливу ступінь наклепу, що і зумовлює максимальну утомну МІЦНІСТЬ руйнування по ЗР Але у цьому випадку втомна МІЦНІСТЬ не реалізується у зв'язку з більш раннім руйнуванням від джерела тріщин, що розташовані у ЗС Для таких вузлів вимагається проведення утомних випробувань з метою визначення границі витривалості по тріщиноутворенню в зоні дії стискувальних напружень при згині Встановлено [3], що причиною появи тріщини у зоні стиску є інтенсивна пластична деформація, яка виникає внаслідок складання залишкових стискальних напружень, які наведені обкочуванням СО сч Ю 45234 (^зал) та напружень стиску від зовнішнього навантаження у області кромки втулки Із викладеного вище випливає, що високий рівень стискальних а з а л у зоні дії напружень стиску від згину (ЗС) є однією з головних причин більш ранньої появи тріщини утоми у цій зоні Тому доцільно понизити рівень залишкових стискальних напружень у ЗС при збереженні МІЦНОСТІ поверхні Рівень залишкових напружень визначається зусиллям обкочування Р Зниження рівня залишкових напружень стиску шляхом тільки зменшення зусилля обкочування призводить до підвищення границі витривалості по тріщиноутворенню у зоні дії напружень стиску від згину, але при цьому значно знижується границя витривалості по руйнуванню у зоні дії розтягувальних напружень від згину (ЗР) Тому така обробка не забезпечує достатню надійність та ДОВГОВІЧНІСТЬ вузла Причиною зниження границі витривалості у цьому випадку є низький рівень напружень стиску та низька ступінь наклепу поверхневого шару Задачею винаходу, який пропонується, є підвищення МІЦНОСТІ утоми пресових з'єднань типу вал-втулка, що зазнають дію знакопостійного згину та періодичне навантаження зворотного знаку, шляхом створення максимального фізичного зміцнення поверхневого шару та наведення заданого рівня залишкових стискальних напружень Технічний результат забезпечується тим, що у відомому способі, який включає обкочування у один прохід з зусиллям, яке забезпечує максимальну ступінь фізичного зміцнення поверхневого шару, додатково проводиться обкочування з зусиллям, яке забезпечує рівень залишкових напружень на поверхні деталі а з а л < а т < азн, де а т границя текучості поверхневого шару матеріалу, а з н - напруження у зоні стиску від зовнішнього навантаження За цією умовою ускладнюється протікання пластичної деформації у зоні дії стискальних напружень від згину Технічна ефективність, порівняно з прототипом, досягається тим, що використання запропонованого способу дає змогу окремо регулювати ступінь наклепу та рівень залишкових стискальних напружень у поверхневому шарі обробляемих деталей, це забезпечує одночасно високу границю витривалості по тріщиноутворенню у зоні дії стискальних напружень від згину та по руйнуванню від утоми у зоні дії розтягувальних напружень від зги ну Такий спосіб зміцнення особливо ефективний для пресових з'єднань, що працюють при знакопостійному згину, але періодично зазнають дію згину зворотного знаку У зв'язку з тим, що у відомих аналогах не виявлені ВІДМІННІ ознаки, автори та заявник вважають, що запропонований винахід відповідає критерію "суттєва ВІДМІННІСТЬ" Технічна ефективність у порівнянні з прототипом пояснюється фіг1, 2 На фіг1, 2 показано вплив зусилля обкочування при другому проході на рівень залишкових напружень (фиг 1) та твердість (фіг 2) поверхневого шару сталі ЗОХГСН2А Перший прохід при обкочуванні проводився при зусиллі 10000Н, яке оптимальне для даної сталі При цьому створювався максимальний рівень залишкових напружень та максимальний ступінь наклепу, що в цілому забезпечує максимальне підвищення утомної МІЦНОСТІ по руйнуванні у ЗР Як видно з фіг 1 .зусилля обкочування при другому проході визначає рівень залишкових напружень на поверхні^ому, змінюючи зусилля обкочування при другому проході, можна досягти на поверхні необхідний рівень залишкових напружень, що задовольняє умові а з а л < а т < азн, при якій виключається можливість появи тріщин у ЗС Фіг 2 наглядно демонструє той факт, що повторний прохід з меншими зусиллями обкочування не впливає на ступінь наклепу поверхневого шару, яка сформувалась при першому проході Досліджувалися циліндричні зразки зі сталі ЗОХГСН2А, оброблені на твердість 48-50HRC Обкочування зразків проводилося за допомогою трироликового гідравлічного пристрою з роликами, що мають профільний радіус 5мм (діаметр ролика 90мм) при зусиллі на ролик 1000 - 10000Н Досліджувана сталь має границю текучості 1700МПа, напруження від зовнішнього навантаження 700МПа Тоді залишкові стискальні напруження, згідно виразу а з а л < ит< а зн , повинні бути не більше ЮООМПа Такий рівень залишкових напружень створюється при зусиллі обкочування другого проходу 2000Н (см Фіг 1) У таблиці приведені дані по МІЦНОСТІ на утому по тріщиноутворенню у ЗС та по руйнуванню у ЗР для пресового з'єднання при різних варіантах зміцнення Таблиця 1 Варіант зміцнення Обкочування за один прохід (Р=10000Н) Обкочування за два проходи (РІ=10000Н, Р2=2000Н) Утомна МІЦНІСТЬ по тріщиноствореннюуЗС, Мпа 700 1300 Втомна МІЦНІСТЬ по руйнуванні у ЗР, МПа 1500 1300 Як свідчать результати таблиці, обкочування за один прохід призводить до низької утомної МІЦНОСТІ по тріщиностворенню у зоні дії стискальних напружень від згину Обкочування за два проходи суттєво підвищує утомну МІЦНІСТЬ по тріщиностворенню у зоні дії напружень списку від згину при цьому майже не знижує утомну МІЦНІСТЬ у ЗОНІ ДІЇ розтягувальних напружень від згину Таким чином, перевага запропонованого способу, порівняно з існуючим, полягає у тому, що застосування обкочування у два проходи за схемою, що приводиться у таблиці, дає змогу значно підвищити границю витривалості по ЗС і практично не зменшити границю витривалості по ЗР, що в 45234 6 цілому забезпечує підвищення надійності та ДОВнию деталей машин М "Машиностроение", 1972 г ГОВІЧНОСТІ пресових з'єднань вал-втулка 3 Туровский М Л , Белозеров В В , Шифрин А М , Література Фукс М Я "Усталостная прочность и остаточные напряжения в зоне посадки стяжной втулки при 1 Балацкий Л Т "Усталость валов в соединениях" плоском изгибе", -Проблемы прочности, 1976 №1, К "Техника" 1972г с 105-108 2 Гуревич Б Г - в кн Исследования по упрочне 1 рівень залишкових напружень ОЗАП ПІСЛЯ обкочування за один прохід з оптимальним зусиллям Р1 = 10 кН, 2 величина залишкових напружень після додаткового обкочування з зусиллям P-z 1 рівень твердості HV після обкочування за один прохід з оптимальним зусиллям Рі=10кН, 2 величина твердості HV після додаткового обкочування з зусиллям P-z ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 7/00
Мітки: пресових, спосіб, типу, вал-втулка, з'єднань, зміцнення
Код посилання
<a href="https://ua.patents.su/3-45234-sposib-zmicnennya-presovikh-zehdnan-tipu-val-vtulka.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення пресових з’єднань типу вал-втулка</a>
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19858
Опубліковано: 25.12.1997
Автори: Лапідус Борис Львович, Чернявський Анатолій Олександрович, Крисанов Олексій Федорович, Крисанов Сергій Олексійович, Пахомов Генадій Юхимович, Сливкін Вячеслав Миколайович
МПК: B23P 11/02
Мітки: нерухомого, спосіб, з'єднання, деталей, вал-втулка, типу
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей пилигримовой прокатки, причем прокатку ведут до соотношения толщины стенки втулки к ее наружному диаметру, равному более 0,167.
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19861
Опубліковано: 25.12.1997
Автори: Козловський Альфред Іванович, Лапідус Борис Львович, Крисанов Сергій Олексійович, Шевченко Анатолій Іванович, Сливкін Вячеслав Миколайович, Кірсанов Володимир Михайлович, Махотін Георгій Олександрович
МПК: B23P 11/02
Мітки: з'єднання, типу, нерухомого, спосіб, вал-втулка, деталей
Формула / Реферат:
Способ неподвижного соединения деталей типа вал-втулка, включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, отличающийся тем, что перед нагревом втулки, на поверхности вала создают шероховатость с высотой неровностей равной 40-160 мкм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки.
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19862
Опубліковано: 25.12.1997
Автори: Івченко Вадим Миколайович, Сливкін Вячеслав Миколайович, Лапідус Борис Львович, Чернявський Анатолій Олександрович, Крисанов Сергій Олексійович, Махотін Георгій Олександрович
МПК: B23P 11/02
Мітки: деталей, спосіб, вал-втулка, типу, нерухомого, з'єднання
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал с зазором, соответствующим разности контактно-посадочных диаметров собираемых деталей, пластическое деформирование втулки, охлаждение деталей, отличающийся тем, что разность контактно-посадочных диаметров собираемых деталей устанавливают равной 0,0027.„0,0057 исходной длины втулки перед прокаткой, а пластические деформирование...
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19865
Опубліковано: 25.12.1997
Автори: Ващенко Олександр Костянтинович, Крисанов Олексій Федорович, Коваленко Алим Яковлевич, Вишневський Євген Петрович, Крисанов Сергій Олексійович
МПК: B23P 11/02
Мітки: вал-втулка, нерухомого, типу, з'єднання, деталей, спосіб
Формула / Реферат:
1. Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на. вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей прокатки втулки.2. Способ по п. 1, отличающийся тем, что осуществляют пилигримовую прокатку,
Пристрій для монтажу-демонтажу з’єднань типу вал-втулка
Номер патенту: 486
Опубліковано: 28.02.2000
Автори: Колтун Михайло Ігоревич, Якименко Михайло Макарович, Черчук Віталій Миколайович, Попов Євгеній Костянтинович
МПК: B25B 27/02, B23P 19/02
Мітки: типу, монтажу-демонтажу, з'єднань, пристрій, вал-втулка
Формула / Реферат:
1. Пристрій для монтажу-демонтажу з'єднань типу вал-втулка, що містить ходовий гвинт з нарізною ділянкою і засобами з'єднання з валом вузла, що монтується, ходову гайку, установлену на нарізній ділянці ходового гвинта і упорний елемент, виконаний з можливістю взаємодії з ходовою гайкою і втулкою вузла, що монтується, який відрізняється тим, що засоби з'єднання ходового гвинта з валом вузла, що монтується, виконані у вигляді жорстко...
Попередній патент: Будинок
Наступний патент: Спосіб визначення фотоперіодичної чутливості рослин озимої м’якої пшениці
Випадковий патент: Спосіб підготовки дереворіжучих пилок до роботи