Металопокриття і спосіб його отримання
Номер патенту: 47113
Опубліковано: 17.06.2002
Автори: Шилов Володимир Іларіонович, Егрищин Михайло Егорович, Баранов Олександр Опанасович, Крушев Віктор Андрійович, Черкащенко Сергій Іванович, Краевский Володимир Миколаевич
Формула / Реферат
1. Металопокриття для вузлів тертя ковзання, яке містить хром з мікрододатками молібдену у кількості 0,4-3%, яке відрізняється тим, що покриття додатково містить мідь у кількості 0,1-0,4 %.
2. Спосіб отримання металопокриття за п. 1, яке отримують з електроліту складом, г/л: хромовий ангідрид - 150-250; сірчана кислота - 1,5-2; молібденова кислота - 20-60, який відрізняється тим, що електроліт додатково містить амінооцтову кислоту 5-20 г/л, борну кислоту - 15-20 г/л, бор фтористоводневу кислоту - 3-5 г/л, мідь металеву - 3-8 г/л, поверхнево-активну речовину 0,02-0,2 г/л, а процес покриття ведуть при температурі 40-65°С, щільності струму 30-60 А/дм2, після шліфування покриття його вигладжують алмазом з радіусом округлення 2-5 мм при поперечному навантаженні 20-40 кг, подачі 0,05-0,1 мм при швидкості руху поверхні покриття відносно алмазу 0,8-3 м/с.
Текст
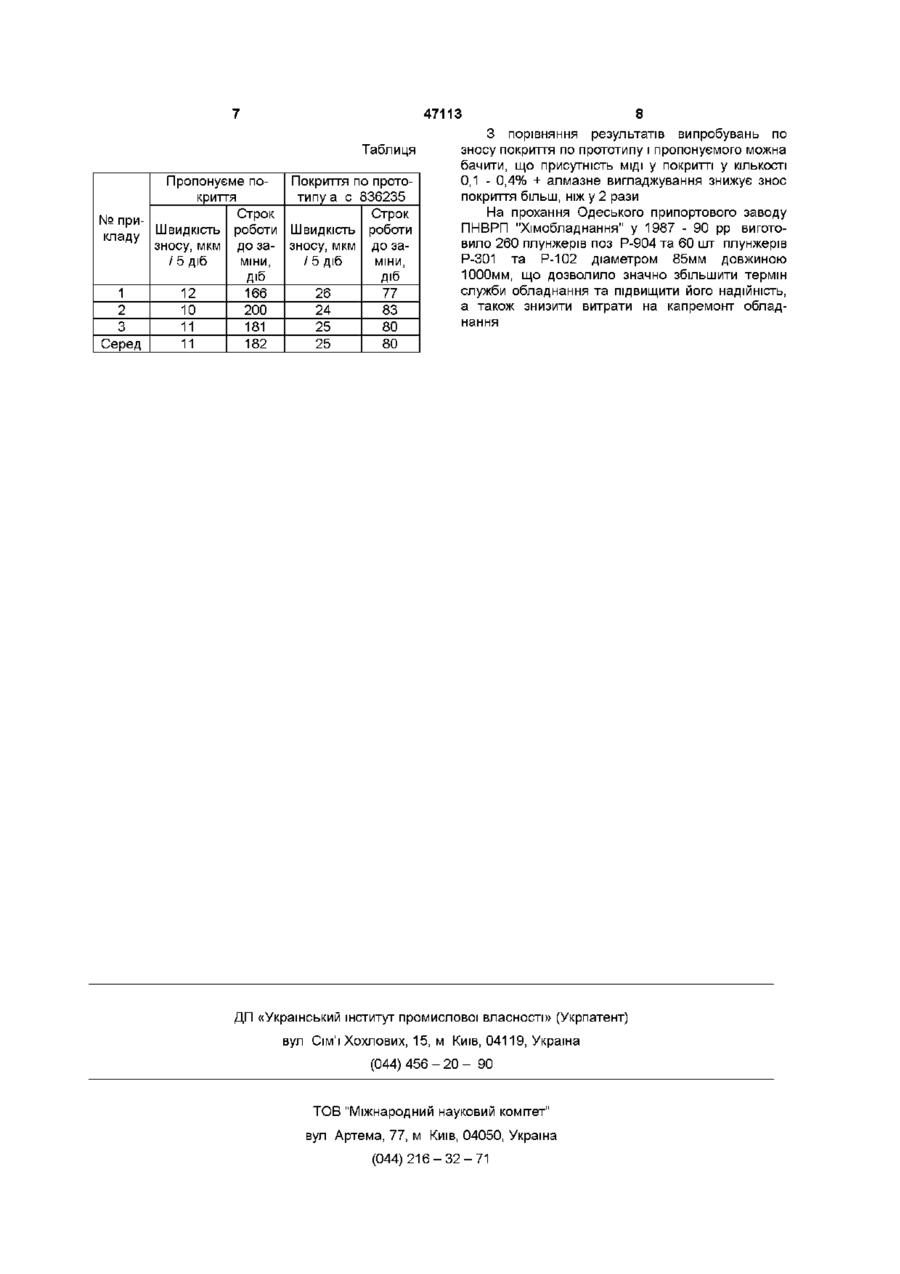
1 Металопокриття для вузлів тертя ковзання, яке містить хром з мікрододатками молібдену у КІЛЬКОСТІ 0,4-3%, яке відрізняється тим, що по 2 Спосіб отримання метал о покриття за п 1, яке отримують з електроліту складом, г/л хромовий ангідрид - 150-250, сірчана кислота - 1,5-2, молібденова кислота - 20-60, який відрізняється тим, що електроліт додатково містить амінооцтову кислоту 5-20 г/л, борну кислоту - 15-20 г/л, бор фтористоводневу кислоту - 3-5 г/л, мідь металеву - 3-8 г/л, поверхнево-активну речовину 0,02-0,2 г/л, а процес покриття ведуть при температурі 40-65°С, ЩІЛЬНОСТІ струму 30-60 А/дм2, після шліфування покриття його вигладжують алмазом з радіусом округлення 2-5 мм при поперечному навантаженні 20-40 кг, подачі 0,05-0,1 мм при швидкості руху поверхні покриття відносно алмазу 0,8-3 м/с криття додатково містить мідь у КІЛЬКОСТІ 0,1-0,4 % Даний винахід відноситься до галузі зносостійких покриттів для вузлів тертя ковзання і вирішує задачу підвищення СТІЙКОСТІ вузлів тертя в умовах водневого зносу Досягнутий рівень техніки в галузі стійких до зносу металопокриттів для вузлів тертя ковзання характеризується слідуючими винаходами Відомо метал опокриття для корпусу роторного двигуна по заявці на винахід Японії № 55-39632 М кл С25ДЗ/04, УДК 621 357, опубл 1980 13 10 в № З за 1991 Покриття складається з хрому, який має пори в КІЛЬКОСТІ 4 - 45% створені хонінгуванням, при цьому пори розташовані у поверхневому шарі покриття Недоліком відомого метал опокриття є невелика СТІЙКІСТЬ проти водневого зносу при інтенсивних режимах тертя роботи в умовах попадання в зону ковзання матеріалів, які містять водень мастила, паливо та ІНШІ Останні при фрикційній взаємодії твердих тіл у вузлах тертя роторного двигуна руйнуються і виділяють водень, який проникає в покриття, накопичується у поверхневому шарі і сприяє його руйнуванню Відоме метал о покриття для вузлів тертя по міжнародній заявці на винахід № 80/00716 по М кл С25Д05/14, УДК 621357 74, опубл 1980 17 квітня Метал о покриття містить 4-й шари 1-й шар з нікелю, 2-й шар - з нікелю з високою напругою, 3 й шар - блискучого нікелю, 4-й шар - хромове покриття без пор Переважне використання винаходу у вузлах тертя, які працюють у корозійно-активних середовищах Недоліком відомого метал опокриття є невелика СТІЙКІСТЬ проти водневого зносу у вузлах тертя при наявності матеріалів, які містять водень проміж тертьовими поверхнями (вода, кислотні розчини та інш) Відоме метал опокриття і спосіб його нанесення на поршневі штоки робочих циліндрів, використовуємих, зокрема, в шахтах, по заявці ФРН № 053230723 М кл С25Д5/40 3/04, УДК 621 357 7, опубл В Бюл №48 в 1983 12 08 Покриття містить два шари 1-й шар - з нікелю, 2-й шар - з твердого хрому з мікротрісками, при цьому перед нанесення 2-го шару нікель активують Недоліком відомого покриття є невисока СТІЙКІСТЬ до водневого зносу, коли водень в зоні тертя утворюється внаслідок трибодіструкцм матеріалів, які містять водень вода, мастила та інш Відоме метал о покриття по авт св СРСР № 836235 М кл С25ДЗ/56, УДК 621 357 7, опубл У 1981 р Бюл № 21 Покриття містить до 1,4% молібдену, решта - хром Отримують покриття з електроліту складу, г/л хромовий ангідрид - 200 - 300, молібдат натру 50 - 90, фторид натру 10 - 12, процес ведуть при температурі 18 - 25°С, ЩІЛЬНОСТІ 47113 струму на катоді 5 - 7А/дм Недоліком відомого покриття є невисока СТІЙКІСТЬ покриття до водневого зносу у вузлах тертя ковзання Даний винахід обрано у якості прототипу Проведені авторами дослідження зносу поверхні тертя на плунжерах насосів марок Р-904, Р301 та інш встановили, що одним з основних видів зносу є водневий знос Покриття прототипу недостатньо СТІЙКІ проти водневого зносу по слідуючим причинам По-перше, покриття відоме активно адсорбує водень, який виділяється при деструкції у вузлах тертя водяних розчинів карбаміду, аміаку та інш По-друге, покриття містить пори і ІНШІ порушення структури, у яких збирається адсорбований водень, який служить причиною швидкого руйнування поверхневих шарів покриття при досягненні тиску водню у дислокаціях покриття, яке перевищує МІЦНІСТЬ матеріалу покриття По-третє, покриття не містить елементів або сполучень, які могли б зв'язувати водень і запобігати його молізацм, відвернути його накопичення у порах і створювати внутрішній тиск руйнуючого покриття Почетверте, покриття не містить ХІМІЧНИХ елементів, здатних загальмувати адсорбцію водню покриттям та проникнення його у поверхневий шар покриття Таким ХІМІЧНИМ елементом є мідь, якої немає у відомому покритті В основу винаходу поставлена задача підвищити термін роботи вузлів тертя шляхом підвищення СТІЙКОСТІ покриття проти водневого зносу Як показали дослідження на плунжерах та штоках обладнання Одеського припортового заводу, водень є однією з головних причин прискореного зносу вузлів тертя ковзання при наявності у зоні тертя матеріалів, які містять водень полімерів, водяних розчинів солей та інш Встановлено, що у результаті трибодіструкцм матеріали, які містять водень у зоні тертя, руйнуються Це супроводжується інтенсивним виділенням водню, який адсорбується на поверхні тертя покритті, що можна спостерігати при поміщенні плунжерів, штоків у циліндр з гліцерином У гліцерині видні бульки водню, які виділяються з покриття протягом 3 - 5 годин і більше Дослідження структури відомого покриття показали, що при терті у вузлах тертя виділений при трібодіструкцм води водень дифундує у покриття, накопичується і молізується на глибині до кількох мікрометрів у зоні найбільшої температури (у мікропорах, мікротрісках та інших порушеннях структури) При молізацм водню у мікропорах і мікротрісках створюється тиск водню, який перевищує МІЦНІСТЬ покриття, що приводить до миттєвого руйнування поверхневого шару покриття товщиною до 1 - Змкм, при цьому руйнування періодично повторюються, що викликає інтенсивний знос покриття Як показали дослідження пропонуємого покриття присутність МІДІ в покритті у КІЛЬКОСТІ 0,1 0,4% забезпечує різке зниження адсорбції водню на поверхні покриття, запобігає дифузії водню у поверхневі шари покриття, у наслідок високої теплопровідності та термопластичності мідь зменшує температурний градієнт напруги Це запобігає концентрації водню у поверхневих шарах у зоні максимальної температури, яка вирівнюється по глибині покриття внаслідок фізико-хімічних властивостей МІДІ Задача підвищення ресурса вузлів тертя вирішується тим, що покриття з хромо-молібденового сплаву складу 0,4 - 3% молібден, решта - хром, додатково містить мідь у КІЛЬКОСТІ 0,1 - 0,4%, при цьому КІЛЬКІСТЬ пор, дислокацій та інших порушень структури металу у поверхневому шарі значно зменшено алмазним вигладжуванням, а покриття отримають з електроліту слідуючого складу, г/л хромовий ангідрид 150 - 250, сірчана кислота 1,5- 2,0, молібденова кислота 20 - 60, амінооцтова кислота 5 - 20, борна кислота 15 - 20, борфтористоводнева кислота 3-5, мідь 3-8, ПАР 0,02-0,2 Процес покриття ведуть при ЩІЛЬНОСТІ струму ЗО - 60А/дм2, температурі електроліту ЗО - 65°С Після нанесення покриття і його шліфування поверхню вигладжують алмазом при радіусі скруглення 2 - 5 мм при поперечному навантаженні 20 - 40кг, подачі 0,05 - 0,1мм при швидкості руху поверхні покриття відносно алмазу 0,8 - 3м/с при проході у прямому і зворотному напрямках Відзначною особливістю складу пропонуємого покриття є добавка МІДІ у хромомолібденовому покритті в КІЛЬКОСТІ 0,1 - 0,4%, яка позитивно впливає на запобігання водневого зносу шляхом зниження адсорбції та проникнення в металопокриття, а також шляхом усування дислокацій і пор у покритті, де міг збиратися та молізуватися водень, а також шляхом вигладжування алмазом Відзначною особливістю способу отримання покриття є додатки в рецептуру електроліту ХІМІЧНИХ речовин та МІДІ, які забезпечують отримання необхідного складу сплаву хрому, молібдену та МІДІ, у сукупності з алмазним вигладжуванням з зазначеними параметрами процесу Ці вказані особливості у сукупності з відомими ознаками винаходу забезпечують досягнення технічного результату - підвищують СТІЙКІСТЬ покриття до водневого зносу у вузлах тертя ковзання Результат - підвищений строк служби вузлів тертя Таким чином вирішується задача - підвищення терміну роботи деталей обладнання плунжерів, штоків та інш Наявність МІДІ забезпечує підвищення ковалентних зв'язків МІЖ атомами у сплаві, сприяє максимальному підвищенню ЩІЛЬНОСТІ в упаковці атомних остовів, особливо після алмазного вигладжування Дане покриття, завдяки МІДІ, практично безпористе, не має дислокацій та дефектів, де б могли зосереджуватись і молізуватися атоми водню У присутності МІДІ такі стадії водневого зносу, як адсорбція на поверхні покриття, дифузія його в покриття набагато загальмовується, що у цілому значно зменшує водневий знос - головну складову всього процесу зносу вузла тертя ковзання Алмазне вигладжування, яке використовується для підвищення чистоти поверхні замість полірування, в даному винаході виконує другу функцію - усуває пори і дефекти в структурі покриття, 47113 забезпечує щільну однорідну струїсгуру, збагачену атомами МІДІ, яка виконує функцію перепони для проникнення водню у покриття При цьому вплив алмазного вигладжування при вказаних параметрах процесу розповсюджується на глибину більш 200мкм, мікротвердість пропонуємого покриття 6 7ГПа, у той же час його ЗНОСОСТІЙКІСТЬ В умовах водневого зносу значно вища, ніж у твердого хрому та хромо-молібденовому сплаву з більш високою твердістю, яка сягає 8 - 9,5ГПа Коефіцієнт тертя даного покриття менший, ніж у хрома або хромо-молібденового сплаву завдяки наявності МІДІ Дослідження показали, що дане покриття має більш дрібну зернистість Розмір зерна 3 - 5 * 106мм, а у хромового та хромо-молібденового покриття розмір зерен 25 - 60 * 106мм Приклад № 1 Три плунжери 0 12мм виготовлені ПНВРП "Хімобладнання" зі сталі марки 8ХФ, термооброблялись до твердості HRC 60, шліфувались, на них наносили покриття складу мідь - 0,1%, молібден 0,4%, решта - хром Покриття наносилось з електроліту складу, г/л хромовий ангідрид 150, сірчана кислота 1,5, амінооцтова кислота 5, молібденова кислота 20, мідь металева З, борна кислота 15, борфтористоводнева кислота З, поверхнева активна речовина 0,02 Процес покриття вівся при ЩІЛЬНОСТІ струму ЗОА/дм2, температурі 40°С, товщина покриття 200мкм на сторону Після нанесення покриття шліфувалося, потім вигладжувалось алмазом при радіусі скруглення Змм, навантаженні 20кг, подачі 0,05мм/об, швидкості руху поверхні покриття відносно алмазу 0,8м/с при проході у прямому та зворотньому напрямках Після чого 3 шт , покритих плунжерів встановлювались на насосах Р-904, які працювали цілодобово Паралельно виготовлялись три плунжери з покриттям по прототипу - Авт св СРСР 836235, які також працювали до заміни Вимірювання швидкості зносу проводилось заміром діаметру плунжерів після кожних 5 діб роботи скобою ГОСТ 11098-75 з межею виміру 0 25мм з точністю 1мкм Середній знос 3-х плунжерів до зносу 400мкм склав 12мкм за 5 діб, а заміну плунжера провели через 166 діб З плунжери по прототипу працювали до заміни 77 діб, а швидкість зносу покриття склала 26мкм за 5 діб Пропонуєме покриття виявило більш чим у 2 рази вищу СТІЙКІСТЬ до зносу, а також у 2 рази більш високий термін служби заміни плунжерів Приклад № 2 На 3-х плунжерах покриття мало склад Мідь - 0,25%, молібден -1,7%, решта - хром Покриття наносилось з електроліту складу, г/л хромовий ангідрид 200, сірчана кислота 2,0, амінооцтова кислота 12, молібденова кислота 40, мідь металева 5, борфтористоводнева кислота 4, поверхнева активна речовина 0,09 Процес покриття вівся при ЩІЛЬНОСТІ струму 45А/дм2, температурі 52°С Вигладжування алмазом проводилось при параметрах радіусі скруглення алмазу - 3,5мм, поперечному навантаженні 30кг, подачі 0,075мм/об, при швидкості руху поверхні покриття відносно алмазу 1,9м/с Паралельно покривались три плунжери по авт св СРСР № 836235 Після чого плунжери встановлювались на насоси Р-904, які працювали без перерви по 5 діб Через 5 діб проводились заміри зносу плунжерів, які склали для пропонуємого покриття при терміні роботи плунжера 200 діб тільки Юмкм за 5 діб Покриття по прототипу працювало 83 доби, а швидкість зносу була 24мкм за 5 діб, тобто швидкість зносу пропонуємого покриття була менша у 2,4 рази Пропонуєме покриття виявилось у 2,4 рази більш стійким, що забезпечило більш високий термін служби плунжерів до їх заміни Приклад № З На 3 плунжери насосу Р-904 наносили покриття складу Мідь - 0,4%, молібден - 3%, решта - хром Покриття наносилось з електроліту складу, г/л хромовий ангідрид 250, сірчана кислота 2,5, амінооцтова кислота 20, молібденова кислота 60, борна кислота 20, борфтористоводнева кислота 5, мідь металева 8, поверхнева активна речовина 0,2 Процес покриття вівся при ЩІЛЬНОСТІ струму 60А/дм2, температурі 65°С Вигладжування алмазом з радіусом скруглення 5мм, навантаженні 40кг подачі 0,1мм при швидкості руху поверхні покриття відносно алмазу 3м/с Паралельно покривались 2 плунжери по авт св СРСР 836235 Після ЧОГО плунжери монтувалися у насосах Р-904 і працювали до заміни по 24 год на добу Заміри зносу виконувались через 5 діб Плунжери з пропонуємим покриттям працювали до зносу 181 добу, швидкість зносу була 11мкм за 5 діб Для прототипу дані слідуючі термін роботи до заміни - 80 діб, швидкість зносу 25мкм за 5 діб Термін служби плунжера з пропонуємим покриттям більше, ніж у прототипу у 2,25 рази Швидкість зносу по діаметру в мкм /5 діб та строк роботи до заміни плунжерів насосу Р-904 карбамід ного виробництва Одеського припортового заводу при випробуваннях покриття-прототипу по авт св СРСР № 836235 та пропонуємого покриття У таблиці наведені порівнювальні значення зносу покриття-прототипу по авт св № 711181 і пропонуємого покриття для плунжерів насосів Р904, Р-301 Випробування проводились у карбамідному виробництві Одеського припортового заводу 47113 Таблиця Пропонуєме поПокриття по протокриття типу а с 836235 Строк Строк № прироботи Швидкість роботи кладу Швидкість зносу, мкм до за- зносу, мкм до заміни, міни, /5 діб /5 діб діб діб 1 12 166 26 77 2 10 200 24 83 3 11 181 25 80 Серед 11 182 25 8 З порівняння результатів випробувань по зносу покриття по прототипу і пропонуємого можна бачити, що присутність МІДІ у покритті у КІЛЬКОСТІ 0,1 - 0,4% + алмазне вигладжування знижує знос покриття більш, ніж у 2 рази На прохання Одеського припортового заводу ПНВРП "Хімобладнання" у 1987 - 90 рр виготовило 260 плунжерів поз Р-904 та 60 шт плунжерів Р-301 та Р-102 діаметром 85мм довжиною 1000мм, що дозволило значно збільшити термін служби обладнання та підвищити його надійність, а також знизити витрати на капремонт обладнання 80 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюShylov Volodymyr Ilarionovych, Baranov Oleksandr Opanasovych, Krushev Viktor Andriiovych
Автори російськоюШилов Владимир Илларионович, Баранов Александр Афанасьевич, Крушев Виктор Андреевич
МПК / Мітки
МПК: C25D 3/02
Мітки: металопокриття, отримання, спосіб
Код посилання
<a href="https://ua.patents.su/4-47113-metalopokrittya-i-sposib-jjogo-otrimannya.html" target="_blank" rel="follow" title="База патентів України">Металопокриття і спосіб його отримання</a>
Контактний матеріал для дугогасних камер та спосіб його отримання
Номер патенту: 32368
Опубліковано: 15.12.2000
Автори: Гречанюк Ігор Миколайович, Гречанюк Микола Іванович, Плащенко Микола Миколайович, ОСОКІН Валентин Олександрович, Афанасьєв Ігор Борисович
МПК: C23C 14/30, C22C 9/00, C23C 14/24, H01H 1/02, C22B 9/22
Мітки: отримання, спосіб, матеріал, дугогасних, камер, контактний
Текст:
...цикл, нижня частина якої - шар міді з товщиною 50 100 мкм, а верхня - контактний матеріал необхідної товщини Біметалічну листову заготовку відділяють від підкладки та з неї виготовляють безпосередньо контактну заготовку, яку потім напаюють на контактотримач або до контактної заготовки зі сторони шару міді підпаюють струмопідводи За необхідності, осадження контактного матеріалу здійснюється безпосередньо на контактотримач із міді або їі...
Спосіб електролітичного отримання сплаву мідь – стибій
Номер патенту: 34255
Опубліковано: 15.02.2001
Автори: Євсєєва Марія Василівна, Корчинський Георгій Антонович, Звуздецька Надія Сергіївна, Гордієнко Ольга Анатоліївна
МПК: C25C 1/00
Мітки: мідь, стибій, сплаву, отримання, спосіб, електролітичного
Текст:
...невелику кількість стибію. Даний спосіб дозволяє отримати мідь-стибієве покриття, яке володіє захисно-декоративними властивостями при підвищеній твердості і високій адгезії до мідної основи. Поставлена задача досягається тим, що електролітичне отримання сплаву мідь-стибій, який полягає в попередній підготовці мідного електрода, сумісному відновленні купрум(2+)-та стибій-(3+)-іонів, проводять з розчину такого складу, мас. %: Оксид-вода...
Спосіб отримання відбитка пальця та пристрій для його здійснення

Номер патенту: 27648
Опубліковано: 15.09.2000
Автор: Кривутенко Анатолій Іванович
МПК: A61B 5/117, G06K 9/00
Мітки: відбитка, спосіб, здійснення, пальця, пристрій, отримання
Текст:
...падають на фоточутливий елемент. У цьому елементі світлові сигнали перетворюються на електричні імпульси, які попадають у обчислювальну систему, де відбувається їх обробка та ідентифікація. Розглянутий спосіб отримання відбитка пальця має такі недоліки; низьку точність отримання відбитка, так як падіння світла відбуваєть ся' під певним кутом, а папілярні лінії на пальці розміщені в круговому порядку, тому відбиті папілярні лінії не...
Комплекс включення n-етоксикарбоніл-3морфоліносидноніміну або його солі з циклодекстрином або його похідним, що має антиішемічний ефект пролонгованої дії, спосіб їх отримання, фармацевтична композиція для лікув
Номер патенту: 27226
Опубліковано: 15.08.2000
Автори: МАРМАРОШІ Каталін, Сейтлі Йожеф, Хорват Агнеш, Мункачі Ірейн, ГААЛ Йожеф, Хермец Іштван, Вікмон Марія, Хорват Габор
МПК: A61P 9/08, A61K 31/535, C08B 37/16, A61K 47/40, A61P 9/10, C08B 37/00, A61K 31/4245, A61K 31/41, A61K 31/5377, C07D 271/04
Мітки: похідним, включення, антиішемічний, композиція, n-етоксикарбоніл-3морфоліносидноніміну, має, пролонгованої, циклодекстрином, фармацевтична, комплекс, дії, лікув, солі, отримання, ефект, спосіб
Формула / Реферат:
(57) 1. Комплекс включения N-этоксикарбонил-3-морфолиносиднонимина или его соли с циклодекстрином или его производным, обладающий антиишемическим эффектом пролонгированного действия.2. Комплекс включения по п. 1, отличающийся тем, что циклодекстрин представляет собой гептакис-2,6-О,О-диметил-b-циклодекстрин.3. Комплекс включения по п. 1, отличающийся тем, что он содержит 1-40 молей, преимущественно 2-4 моля,...
Похідне триазолу, його фармацевтично прийнятні солі або проліки, що є агоністами 5-нt1-подібних рецепторів, спосіб його отримання та фармацевтична композиція
Номер патенту: 27672
Опубліковано: 15.09.2000
Автори: Стріт Леслі Дж., Матасса Віктор Г., Бейкер Реймонд
МПК: C07D 403/06, C07D 401/14, C07D 409/04
Мітки: агоністами, отримання, проліки, рецепторів, композиція, 5-нt1-подібних, солі, триазолу, спосіб, похідне, фармацевтично, прийнятні, фармацевтична
Текст:
...призначення або призначення шля хом ін'єкцій , включають водні розчини , ароматизо вані сиропи, во дні або масляні емульсії, ароматизовані емульсі ї, з такими маслами, як бавовняне масло, сезамове масло, кокосове масло, а також еліксири та подібні засоби . Відпо відні диспер гуючі та суспензуючі аген ти для водни х суспензій включають синте ти чні і натуральні смоли, такі як трагант, акація, альгінат, декстран, натрієва сіль...
Попередній патент: Спосіб одержання фосфорних добрив
Наступний патент: Нетоксична гумова суміш
Випадковий патент: Спосіб інтраопераційного визначення дистальної границі процесу при хірургічному лікуванні переднього медіастиніту