Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Андрусевич Дмитро Анатолійович, Ніколаєв Віктор Олександрович
Формула / Реферат
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Текст
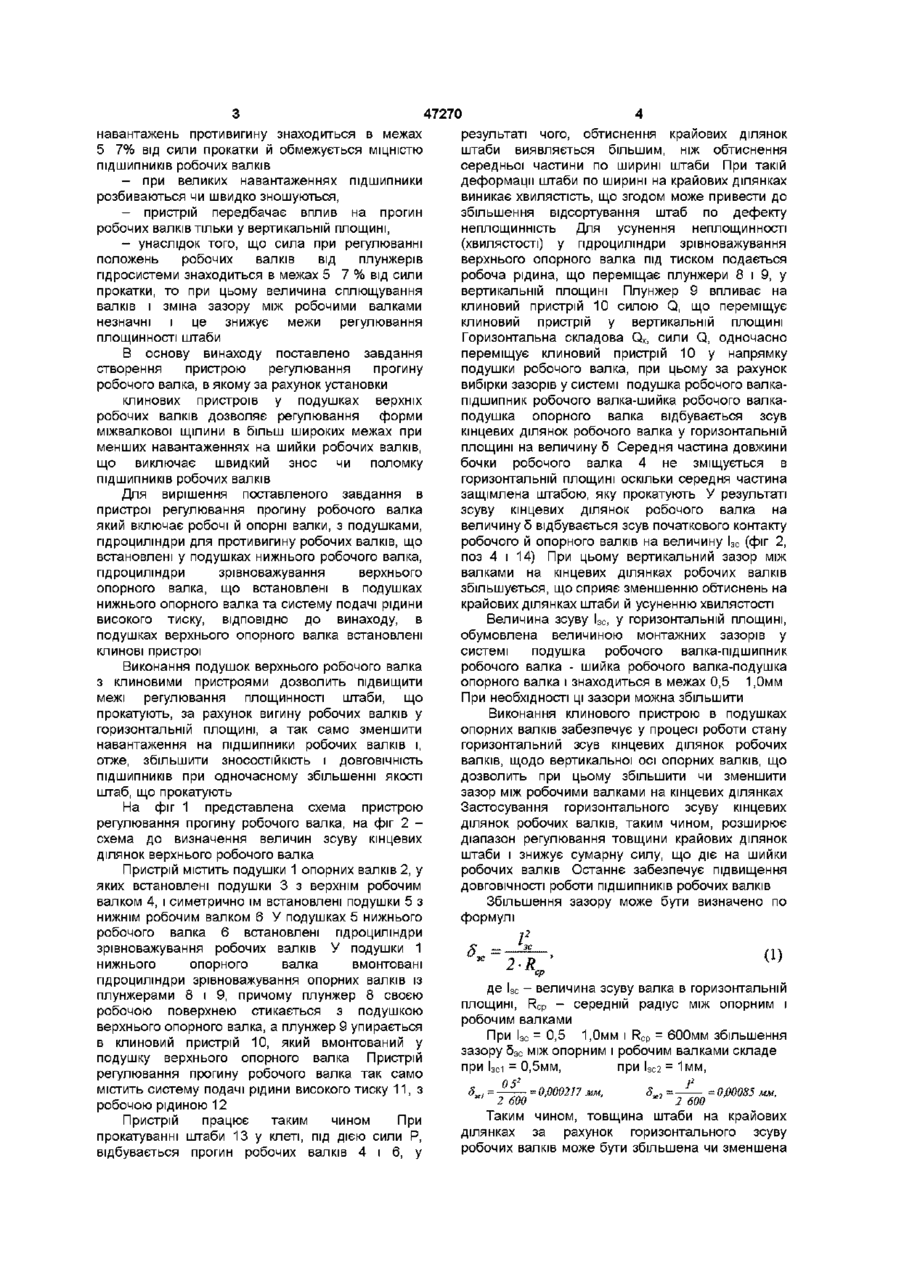
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої Винахід відноситься до листопрокатного виробництва, а саме до конструкцій пристроїв регулювання профілю штаби між робочими валками тонколистових чотирьохвалкових клітей при наявності натягу Відомий пристрій примусового вигину робочих валків містить у собі робочі й опорні валки, їх подушки, при цьому в подушки нижніх робочих валків установлені гідроциліндри з плунжерами для зрівноважування верхніх робочих валків щодо опорних валків, а в подушки опорних валків установлені гідродомкрати для додаткового вигину робочих валків, систему подачі рідини високого тиску (А П Грудев, Л Ф Машкин, М Й Ханин Технология прокатного производства - М «АртБизнес-Центр», Металлургия,- 1994,- С 482, рис 214) У цьому пристрої, для забезпечення регулювання поздовжніх витяжок по ширині штаби, що прокатують, і, отже, для запобігання витончення чи стовщення крайових ділянок штаби, що прокатують, між подушками робочих валків, прикладається розпираюче зусилля, від гідроциліндрів, а так само зусилля між подушками робочих і опорних валків для додаткового вигину робочих валків Цей пристрій має наступні недоліки - наявність додаткових навантажень на шийки робочих валків, що не розраховані на велике радіальне навантаження, величина додаткових навантажень противигину знаходиться в межах 5 7% від сили прокатки й обмежується МІЦНІСТЮ ПІДШИПНИКІВ робочих валків, - при великих навантаженнях підшипники розбиваються чи швидко зношуються, - пристрій передбачає вплив на вигин робочих валків тільки у вертикальній площині, - унаслідок того, що сила при регулюванні положень робочих валків від плунжерів гідросистеми знаходиться в межах 5 7 % від сили прокатки, то при цьому величина сплющування валків незначна і це знижує інтервал регулювання площинності штаби, - пристрій має складну конструкцію і вимагає великих матеріальних витрат для виготовлення Найбільш близьким по сукупності ознак до пристрою, що заявляється, є пристрій для регулювання профілю штаби між робочими валками, що містить у собі робочі й опорні валки, їх подушки, при цьому в подушки нижніх робочих валків установлені гідроциліндри з плунжерами для зрівноважування верхніх робочих валків щодо опорних валків, систему подачі рідини високого тиску (ВО Ніколаєв, В Л Мазур Технологія виробництва сортового та листового прокату Підручник Частина II Запоріжжя ЗДІА,- 2 0 0 0 С 203, рис 1012) У цьому пристрої для запобігання витончення крайових ділянок штаби, що прокатують, між подушками робочих валків прикладається розпираюче зусилля від гідроциліндрів (противигин робочих валків) Цей пристрій має наступні недоліки - наявність додаткових навантажень на шийки робочих валків, які не розраховані на велике радіальне навантаження, величина додаткових 47270 навантажень противигину знаходиться в межах 5 7% від сили прокатки й обмежується МІЦНІСТЮ ПІДШИПНИКІВ робочих валків - при великих навантаженнях підшипники розбиваються чи швидко зношуються, - пристрій передбачає вплив на прогин робочих валків тільки у вертикальній площині, - унаслідок того, що сила при регулюванні положень робочих валків від плунжерів гідросистеми знаходиться в межах 5 7 % від сили прокатки, то при цьому величина сплющування валків і зміна зазору між робочими валками незначні і це знижує межи регулювання площинності штаби В основу винаходу поставлено завдання створення пристрою регулювання прогину робочого валка, в якому за рахунок установки клинових пристроїв у подушках верхніх робочих валків дозволяє регулювання форми міжвалкової щілини в більш широких межах при менших навантаженнях на шийки робочих валків, що виключає швидкий знос чи поломку ПІДШИПНИКІВ робочих валків Для вирішення поставленого завдання в пристрої регулювання прогину робочого валка який включає робочі й опорні валки, з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені в подушках нижнього опорного валка та систему подачі рідини високого тиску, ВІДПОВІДНО до винаходу, в подушках верхнього опорного валка встановлені клинові пристрої Виконання подушок верхнього робочого валка з клиновими пристроями дозволить підвищити межі регулювання площинності штаби, що прокатують, за рахунок вигину робочих валків у горизонтальній площині, а так само зменшити навантаження на підшипники робочих валків і, отже, збільшити ЗНОСОСТІЙКІСТЬ і ДОВГОВІЧНІСТЬ ПІДШИПНИКІВ при одночасному збільшенні якості штаб, що прокатують На фіг 1 представлена схема пристрою регулювання прогину робочого валка, на фіг 2 схема до визначення величин зсуву кінцевих ділянок верхнього робочого валка Пристрій містить подушки 1 опорних валків 2, у яких встановлені подушки 3 з верхнім робочим валком 4, і симетрично їм встановлені подушки 5 з нижнім робочим валком 6 У подушках 5 нижнього робочого валка 6 встановлені гідроциліндри зрівноважування робочих валків У подушки 1 нижнього опорного валка вмонтовані гідроциліндри зрівноважування опорних валків із плунжерами 8 і 9, причому плунжер 8 своєю робочою поверхнею стикається з подушкою верхнього опорного валка, а плунжер 9 упирається в клиновий пристрій 10, який вмонтований у подушку верхнього опорного валка Пристрій регулювання прогину робочого валка так само містить систему подачі рідини високого тиску 11,з робочою рідиною 12 Пристрій працює таким чином При прокатуванні штаби 13 у клеті, під дією сили Р, відбувається прогин робочих валків 4 і 6, у результаті чого, обтиснення крайових ділянок штаби виявляється більшим, ніж обтиснення середньої частини по ширині штаби При такій деформації штаби по ширині на крайових ділянках виникає хвилястість, що згодом може привести до збільшення відсортування штаб по дефекту неплощинність Для усунення неплощинності (хвилястості) у гідроциліндри зрівноважування верхнього опорного валка під тиском подається робоча рідина, що переміщає плунжери 8 і 9, у вертикальній площині Плунжер 9 впливає на клиновий пристрій 10 силою Q, що переміщує клиновий пристрій у вертикальній площині Горизонтальна складова Qx, сили Q, одночасно переміщує клиновий пристрій 10 у напрямку подушки робочого валка, при цьому за рахунок вибірки зазорів у системі подушка робочого валкапідшипник робочого валка-шийка робочого валкаподушка опорного валка відбувається зсув кінцевих ділянок робочого валка у горизонтальній площині на величину 5 Середня частина довжини бочки робочого валка 4 не зміщується в горизонтальній площині оскільки середня частина защімлена штабою, яку прокатують У результаті зсуву кінцевих ділянок робочого валка на величину 5 відбувається зсув початкового контакту робочого й опорного валків на величину Ізс (фіг 2, поз 4 і 14) При цьому вертикальний зазор між валками на кінцевих ділянках робочих валків збільшується, що сприяє зменшенню обтиснень на крайових ділянках штаби й усуненню хвилястості Величина зсуву Ізс, У горизонтальній площині, обумовлена величиною монтажних зазорів у системі подушка робочого валка-підшипник робочого валка - шийка робочого валка-подушка опорного валка і знаходиться в межах 0,5 1,0мм При необхідності ці зазори можна збільшити Виконання клинового пристрою в подушках опорних валків забезпечує у процесі роботи стану горизонтальний зсув кінцевих ділянок робочих валків, щодо вертикальної осі опорних валків, що дозволить при цьому збільшити чи зменшити зазор між робочими валками на кінцевих ділянках Застосування горизонтального зсуву кінцевих ділянок робочих валків, таким чином, розширює діапазон регулювання товщини крайових ділянок штаби і знижує сумарну силу, що діє на шийки робочих валків Останнє забезпечує підвищення ДОВГОВІЧНОСТІ роботи ПІДШИПНИКІВ робочих валків Збільшення зазору може бути визначено по формулі Я де Ізс - величина зсуву валка в горизонтальній площині, Rcp - середній радіус між опорним і робочим валками При Ізс - 0,5 1,0мм і Rcp = 600мм збільшення зазору 5 З С між опорним і робочим валками складе При Ізс1 - О,5ММ, При І3с2 - 1 MM, OS" = 0,000217 мм, = 0,00085 мм, ХІ 2 600 • ' " 2 600 Таким чином, товщина штаби на крайових ділянках за рахунок горизонтального зсуву робочих валків може бути збільшена чи зменшена 47270 на 0,00021 0,00085мм При прокатуванні штаби товщиною, наприклад, 0,5мм зміна відносного обтиснення складе Ah 0,00085 л п п / _ {1) h0 0,5 ВІДПОВІДНО ДО закону Гука, при такій ЗМІНІ ВІДНОСНОГО обтиску відбувається наступна зміна поздовжніх розтягуючих напружень у штабах при прокатке де є - відносне обтиснення, Е - модуль пружності матеріалу 220000Н/мм) Для нашого випадку (Е = 375 Н/мм2, ВІДПОВІДНО ДО практичних даних величини поздовжніх напружень на крайових ділянках штаб знаходяться в межах 40 250Н/мм2 (Николаев В А Профилирование и износостойкость листовых валков - К Техніка, 1992 - С 122, рис 80), що знаходиться нижче меж напружень, які виникають при регулюванні площинності по запропонованому методу Таким чином, запропонований пристрій забезпечує регулювання площинності штаби, що прокатують при менших, у порівнянні з прототипом, навантаженнях на шийки робочих валків, що виключає швидкий знос чи поломку ПІДШИПНИКІВ робочих валків ФІГ. 1 Фіг. 2 47270 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюNikolaiev Viktor Oleksandrovych
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 31/00
Мітки: валка, прогину, робочого, регулювання, пристрій
Код посилання
<a href="https://ua.patents.su/4-47270-pristrijj-regulyuvannya-proginu-robochogo-valka.html" target="_blank" rel="follow" title="База патентів України">Пристрій регулювання прогину робочого валка</a>
Опорний вузол робочого валка

Номер патенту: 14130
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: робочого, вузол, опорний, валка
Формула / Реферат:
Опорный узел рабочего валка, содержащий подушку рабочего валка, установленную между соединенными поперечиной боковинами подушки опорного валка, клин с плоской гранью и клиновой площадкой с уклоном в направлении прокатки, имеющий контакт с клиновой поверхностью, и распорный гидроцилиндр, плунжер которого оперт на одну из поверхностей клина, отличающийся тем, что, с целью повышения долговечности подшипников рабочих валков путем снижения осевых...
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: зазору, пристрій, регулювання, міжвалкового, ширини, штаби
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Опорний вузол робочого валка прокатної кліті
Номер патенту: 14349
Опубліковано: 25.04.1997
Автори: Шпак Віктор Іванович, Потапкін Юрій Вікторович, Федорінов Володимир Анатольович, Кіраль Володимир Миколайович, Потапкін Віктор Федорович
МПК: B21B 27/02
Мітки: валка, кліті, опорний, вузол, прокатної, робочого
Формула / Реферат:
1. Опорный узел рабочего валка прокатной клети, содержащий траверсу, шаровые тела качения, контактирующие с бочкой рабочего валка и с рабочей поверхностью беговых дорожек обводных аппаратов, расположенных по длине бочки валка в виде раздельных замкнутых контуров, отличающийся тем, что, с целью увеличения кампании рабочего валка путем многократного его использования независимо от уменьшения катающего диаметра бочки при переточках, беговые...
Вузол робочого валка для прокатної кліті з одним приводним валком

Номер патенту: 14360
Опубліковано: 25.04.1997
Автори: Захаров Анатолій Петрович, Федорінов Володимир Анатольович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович, Фаренбрух Альберт Володимирович, Потапкін Віктор Федорович
МПК: B21B 27/00, B21B 31/16
Мітки: вузол, робочого, прокатної, валка, кліті, валком, одним, приводним
Пристрій для зменшення прогину гнучкого вала
Номер патенту: 42486
Опубліковано: 15.10.2001
Автори: Тарабрін Олександр Іванович, Чередніченко Олександр Констянтинович
МПК: F16F 15/12
Мітки: зменшення, гнучкого, прогину, пристрій, вала
Формула / Реферат:
Пристрій для зменшення прогину гнучкого вала, який містить розташовані навколо вала обмежувальні елементи, що встановлені у корпусі, який відрізняється тим, що обмежувальні елементи виконані у вигляді шариків, які утворюють стовпчики, що встановлені у циліндричних радіальних каналах у корпусі з можливістю переміщення, при цьому канали сторонами, протилежними валу, сполучені за допомогою дросельних отворів з системою подачі газу під...
Попередній патент: Горілка особлива “клуб”
Наступний патент: Апарат для розвитку бінокулярного зору
Випадковий патент: Пристрій для обробки зерна ультразвуком у потоці