Спосіб дугового зварювання у середовищі піни
Номер патенту: 47739
Опубліковано: 15.07.2002
Автори: Гедрович Анатолій Іванович, Гальцов Ігор Олександрович, Друзь Олег Миколайович
Формула / Реферат
Спосіб дугового зварювання у середовищі піни, при якому в зоні наплавлення створюють захисне середовище у вигляді газоповітряної піни, наприклад на основі водно-гліцеринового розчину мила, який відрізняється тим, що в зону дугового зварювання подають піну, до складу якої вводять спеціальні добавки (стабілізатори горіння дуги, інгібітори тепла і корозії, інші мінеральні добавки), яка заповнює простір між зварювальним дротом і металом, що зварюється, після чого виконують дугове зварювання, у процесі якого піна частково або цілком випаровується, забезпечуючи охолодження зварного з'єднання.
Текст
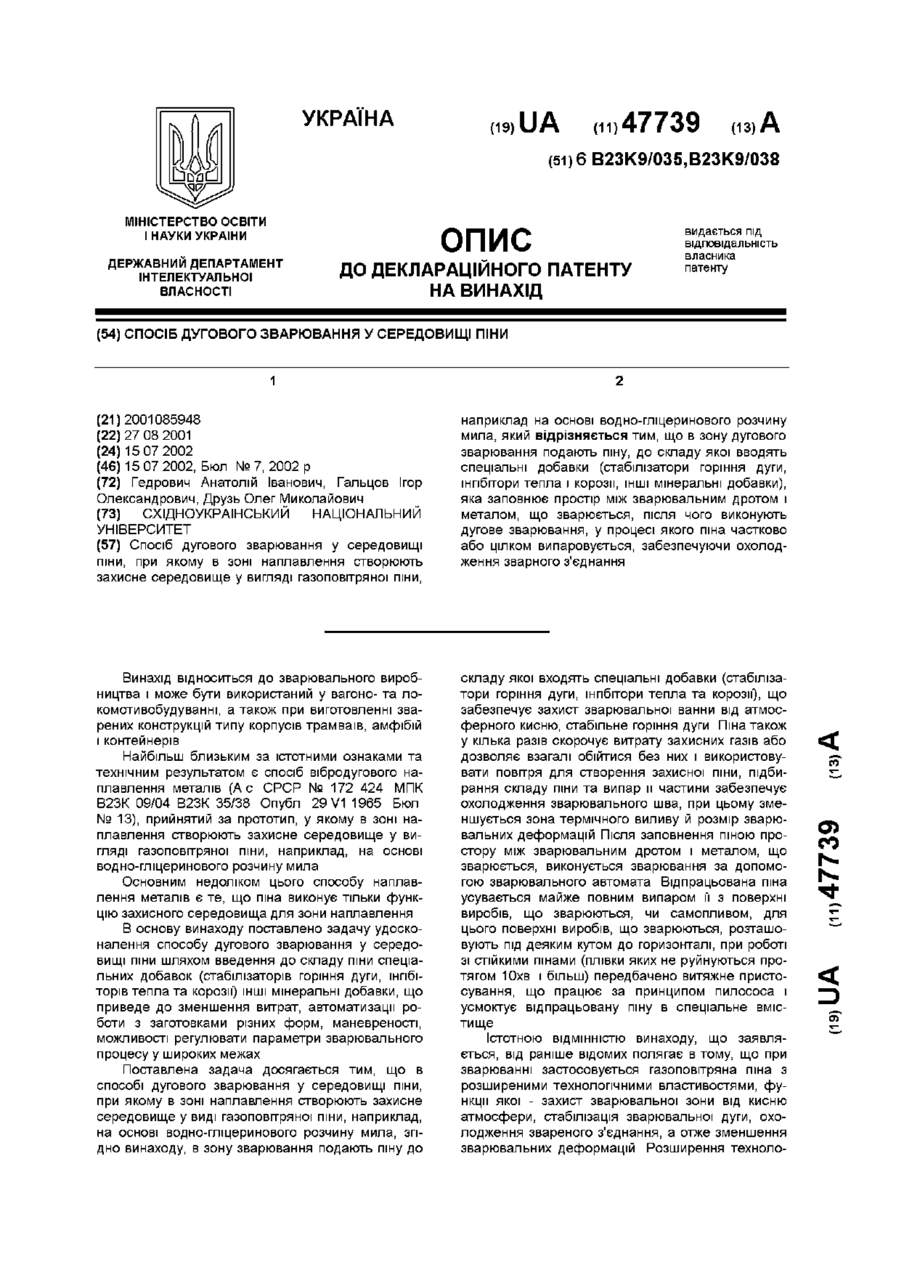
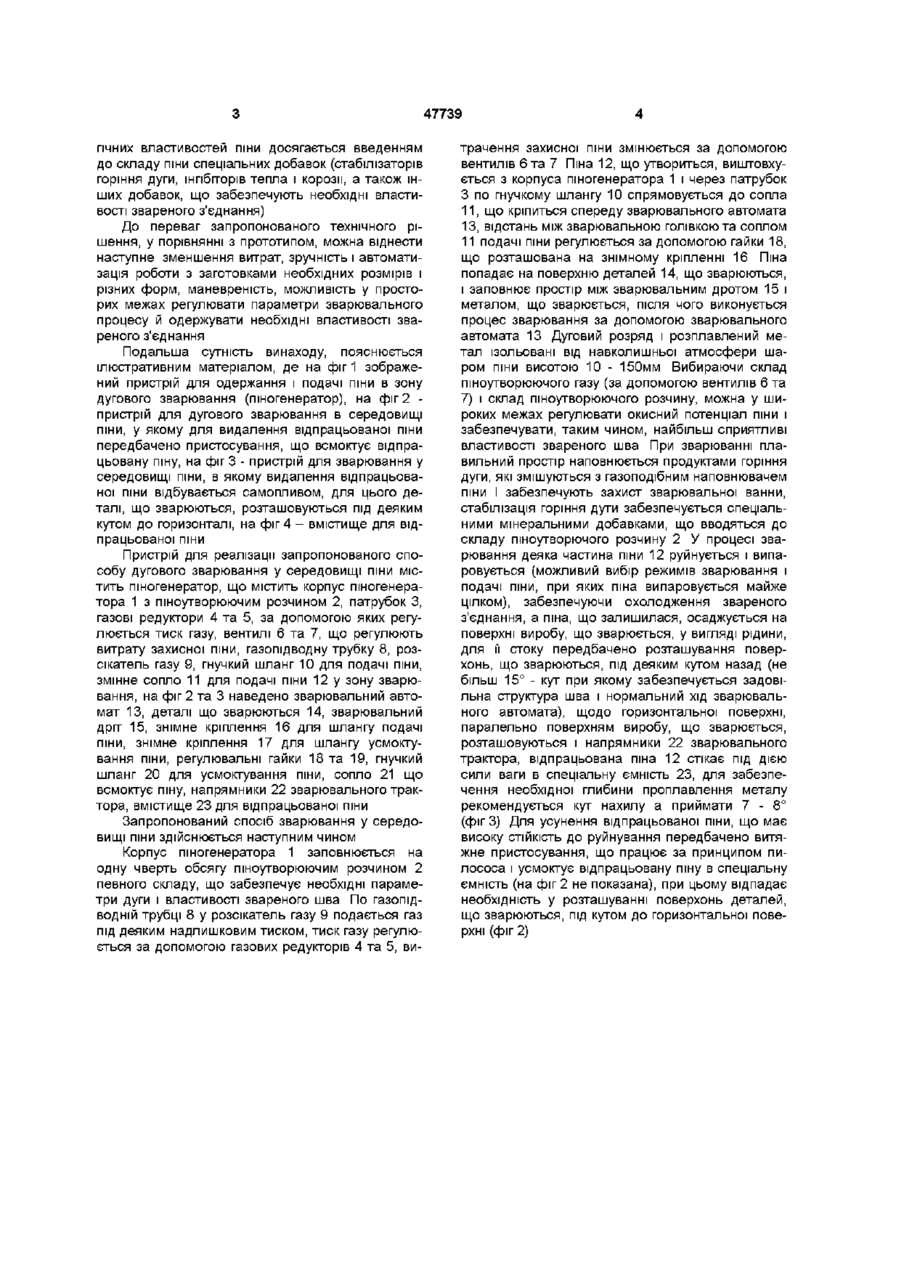
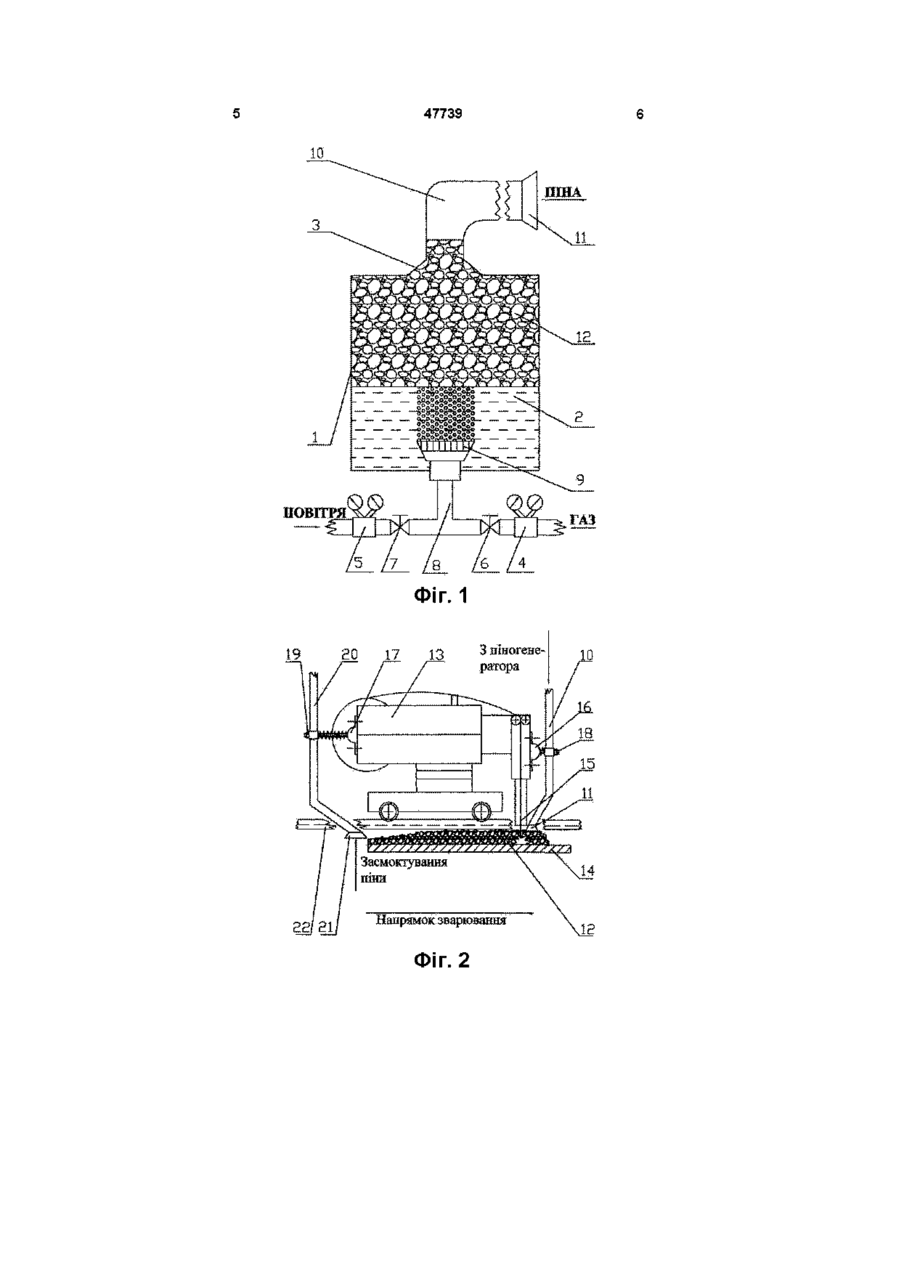
Спосіб дугового зварювання у середовищі піни, при якому в зоні наплавлення створюють захисне середовище у вигляді газоповітряної піни, наприклад на основі водно-гліцеринового розчину мила, який відрізняється тим, що в зону дугового зварювання подають піну, до складу якої вводять спеціальні добавки (стабілізатори горіння дуги, інгібітори тепла і корозії, ІНШІ мінеральні добавки), яка заповнює простір між зварювальним дротом і металом, що зварюється, після чого виконують дугове зварювання, у процесі якого піна частково або цілком випаровується, забезпечуючи охолодження зварного з'єднання Винахід відноситься до зварювального виробництва і може бути використаний у вагоно- та локомотивобудуванні, а також при виготовленні зварених конструкцій типу корпусів трамваїв, амфібій і контейнерів Найбільш близьким за істотними ознаками та технічним результатом є спосіб вібродугового наплавлення металів (Ас СРСР № 172 424 МПК В23К 09/04 В23К 35/38 Опубл 29 V1 1965 Бюл № 13), прийнятий за прототип, у якому в зоні наплавлення створюють захисне середовище у вигляді газоповітряної піни, наприклад, на основі водно-гліцеринового розчину мила Основним недоліком цього способу наплавлення металів є те, що піна виконує тільки функцію захисного середовища для зони наплавлення В основу винаходу поставлено задачу удосконалення способу дугового зварювання у середовищі піни шляхом введення до складу піни спеціальних добавок (стабілізаторів горіння дуги, інгібіторів тепла та корозії) ІНШІ мінеральні добавки, що приведе до зменшення витрат, автоматизації роботи з заготовками різних форм, маневреності, можливості регулювати параметри зварювального процесу у широких межах Поставлена задача досягається тим, що в способі дугового зварювання у середовищі піни, при якому в зоні наплавлення створюють захисне середовище у виді газоповітряної піни, наприклад, на основі водно-гліцеринового розчину мила, згідно винаходу, в зону зварювання подають піну до складу якої входять спеціальні добавки (стабілізатори горіння дуги, інгібітори тепла та корозії), що забезпечує захист зварювальної ванни від атмосферного кисню, стабільне горіння дуги Піна також у кілька разів скорочує витрату захисних газів або дозволяє взагалі обійтися без них і використовувати повітря для створення захисної піни, підбирання складу піни та випар и частини забезпечує охолодження зварювального шва, при цьому зменшується зона термічного виливу й розмір зварювальних деформацій Після заповнення піною простору між зварювальним дротом і металом, що зварюється, виконується зварювання за допомогою зварювального автомата Відпрацьована піна усувається майже повним випаром її з поверхні виробів, що зварюються, чи самопливом, для цього поверхні виробів, що зварюються, розташовують під деяким кутом до горизонталі, при роботі зі стійкими пінами (плівки яких не руйнуються протягом Юхв і більш) передбачено витяжне пристосування, що працює за принципом пилососа і усмоктує відпрацьовану піну в спеціальне вмістище Істотною ВІДМІННІСТЮ винаходу, що заявляється, від раніше відомих полягає в тому, що при зварюванні застосовується газоповітряна піна з розширеними технологічними властивостями, функції якої - захист зварювальної зони від кисню атмосфери, стабілізація зварювальної дуги, охолодження звареного з'єднання, а отже зменшення зварювальних деформацій Розширення техноло со 47739 пчних властивостей піни досягається введенням до складу піни спеціальних добавок (стабілізаторів горіння дуги, інгібіторів тепла і корозії, а також інших добавок, що забезпечують необхідні властивості звареного з'єднання) До переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне зменшення витрат, зручність і автоматизація роботи з заготовками необхідних розмірів і різних форм, маневреність, можливість у просторих межах регулювати параметри зварювального процесу й одержувати необхідні властивості звареного з'єднання Подальша сутність винаходу, пояснюється ілюстративним матеріалом, де на фіг 1 зображений пристрій для одержання і подачі піни в зону дугового зварювання (піногенератор), на фіг 2 пристрій для дугового зварювання в середовищі піни, у якому для видалення відпрацьованої піни передбачено пристосування, що всмоктує відпрацьовану піну, на фіг 3 - пристрій для зварювання у середовищі піни, в якому видалення відпрацьованої піни відбувається самопливом, для цього деталі, що зварюються, розташовуються під деяким кутом до горизонталі, на фіг 4 - вмістище для відпрацьованої піни Пристрій для реалізації запропонованого способу дугового зварювання у середовищі піни містить піногенератор, що містить корпус піногенератора 1 з пшоутворюючим розчином 2, патрубок З, газові редуктори 4 та 5, за допомогою яких регулюється тиск газу, вентилі 6 та 7, що регулюють витрату захисної піни, газопідводну трубку 8, розсікатель газу 9, гнучкий шланг 10 для подачі піни, змінне сопло 11 для подачі піни 12 у зону зварювання, на фіг 2 та 3 наведено зварювальний автомат 13, деталі що зварюються 14, зварювальний дріт 15, знімне кріплення 16 для шлангу подачі піни, знімне кріплення 17 для шлангу усмоктування піни, регулювальні гайки 18 та 19, гнучкий шланг 20 для усмоктування піни, сопло 21 що всмоктує піну, напрямники 22 зварювального трактора, вмістище 23 для відпрацьованої піни Запропонований спосіб зварювання у середовищі піни здійснюється наступним чином Корпус пшогенератора 1 заповнюється на одну чверть обсягу піноутворюючим розчином 2 певного складу, що забезпечує необхідні параметри дуги і властивості звареного шва По газопідводній трубці 8 у розсікатель газу 9 подається газ під деяким надлишковим тиском, тиск газу регулюється за допомогою газових редукторів 4 та 5, ви трачення захисної піни змінюється за допомогою вентилів 6 та 7 Піна 12, що утвориться, виштовхується з корпуса пшогенератора 1 і через патрубок З по гнучкому шлангу 10 спрямовується до сопла 11, що кріпиться спереду зварювального автомата 13, відстань між зварювальною голівкою та соплом 11 подачі піни регулюється за допомогою гайки 18, що розташована на знімному кріпленні 16 Піна попадає на поверхню деталей 14, що зварюються, і заповнює простір між зварювальним дротом 15 і металом, що зварюється, після чого виконується процес зварювання за допомогою зварювального автомата 13 Дуговий розряд і розплавлений метал ізольовані від навколишньої атмосфери шаром піни висотою 10 - 150мм Вибираючи склад піноутворюючого газу (за допомогою вентилів 6 та 7) і склад піноутворюючого розчину, можна у широких межах регулювати окисний потенціал піни і забезпечувати, таким чином, найбільш сприятливі властивості звареного шва При зварюванні плавильний простір наповнюється продуктами горіння дуги, які змішуються з газоподібним наповнювачем піни І забезпечують захист зварювальної ванни, стабілізація горіння дути забезпечується спеціальними мінеральними добавками, що вводяться до складу піноутворючого розчину 2 У процесі зварювання деяка частина піни 12 руйнується і випаровується (можливий вибір режимів зварювання і подачі піни, при яких піна випаровується майже цілком), забезпечуючи охолодження звареного з'єднання, а піна, що залишилася, осаджується на поверхні виробу, що зварюється, у вигляді рідини, для її стоку передбачено розташування поверхонь, що зварюються, під деяким кутом назад (не більш 15° - кут при якому забезпечується задовільна структура шва і нормальний хід зварювального автомата), щодо горизонтальної поверхні, паралельно поверхням виробу, що зварюється, розташовуються і напрямники 22 зварювального трактора, відпрацьована піна 12 стікає під дією сили ваги в спеціальну ємність 23, для забезпечення необхідної глибини проплавлення металу рекомендується кут нахилу а приймати 7 - 8° (фігЗ) Для усунення відпрацьованої піни, що має високу СТІЙКІСТЬ до руйнування передбачено витяжне пристосування, що працює за принципом пилососа і усмоктує відпрацьовану піну в спеціальну ємність (на фіг 2 не показана), при цьому відпадає необхідність у розташуванні поверхонь деталей, що зварюються, під кутом до горизонтальної поверхні (фіг 2) 47739 ПОВІТРЯ Фіг. 1 З шногенератора Засмоктування піни Напрямок зварювання Фіг. 2 47739 Фіг. З Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for arc welding in foam media
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Druz Oleh Mykolaiovych
Назва патенту російськоюСпособ дуговой сварки в пенной среде
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Друзь Олег Николаевич
МПК / Мітки
МПК: B23K 9/038, B23K 9/035
Мітки: зварювання, піни, дугового, середовищі, спосіб
Код посилання
<a href="https://ua.patents.su/4-47739-sposib-dugovogo-zvaryuvannya-u-seredovishhi-pini.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання у середовищі піни</a>
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шевчук Сергій Анатолійович, Жерносєков Анатолій Максимович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Шейко Павло Петрович
МПК: B23K 9/173, B23K 9/167
Мітки: захисних, дугового, електродом, плавким, спосіб, газів, середовищі, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Солянік Володимир Володимирович, Работінскій Дмітрій Ніколаєвіч, Павленко Георгій Васильович, Карасєв Міхаіл Валєнтіновіч, Копіленко Євгеній Аркадійович, Сорока Володимир Леонідович
МПК: B23K 9/095, B23K 9/00, B23K 9/09
Мітки: живлення, замиканнями, джерело, спосіб, короткими, проміжку, зварювання, дугового, здійснення
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Кучеренко Володимир Олександрович, Казаков Микола Костянтинович, Гончарук Дмитро Олександрович
МПК: B23K 9/00
Мітки: пристрій, зварювання, дугового
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Пристрій для дугового зварювання
Номер патенту: 43269
Опубліковано: 15.11.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, дугового, пристрій
Формула / Реферат:
Пристрій для дугового зварювання, що містить вхідні діоди для підключення до мережі живлення, ключі, зварювальний трансформатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що первинна обмотка зварювального трансформатора одним кінцем підключена до загальної точки ключів, з'єднаних між собою послідовно та підключених паралельно до катодів вхідних діодів для підключення анодів цих діодів відповідно до фаз мережі живлення,інший...
Пристрій для дугового зварювання
Номер патенту: 40354
Опубліковано: 16.07.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Формула / Реферат:
Пристрій для дугового зварювання, що містить вхідний випрямляч з входами для підключення до мережі живлення, ключі, зварювальний трансформатор, конденсатори, вихідний випрямляч, дросель, клеми, який відрізняється тим, що одна сторона первинної обмотки зварювального трансформатора з'єднана через конденсатор та ключ з виводом вхідного випрямляча, інша сторона первинної обмотки зварювального трансформатора підключена через інший конденсатор...
Попередній патент: Портативний імпедансний сигналізатор для моніторингу стану мозкового кровотоку в судинах басейну внутрішніх сонних артерій людини
Наступний патент: Спосіб доступу для апендектомії
Випадковий патент: Спосіб лікування перфоративної виразки дванадцятипалої кишки