Валкові вузли неперервного прокатного стану
Номер патенту: 4868
Опубліковано: 28.12.1994
Автори: Пилипенко Сергій Степанович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Трощенков Микола Олексійович, Мовшович Вілорд Соломонович, Кудрин Володимир Іванович, Васильєв Олександр Геннадійович, Морозов Вячеслав Дмитрович, Суханов Віктор Михайлович, Литвинов Євген Васильович
Формула / Реферат
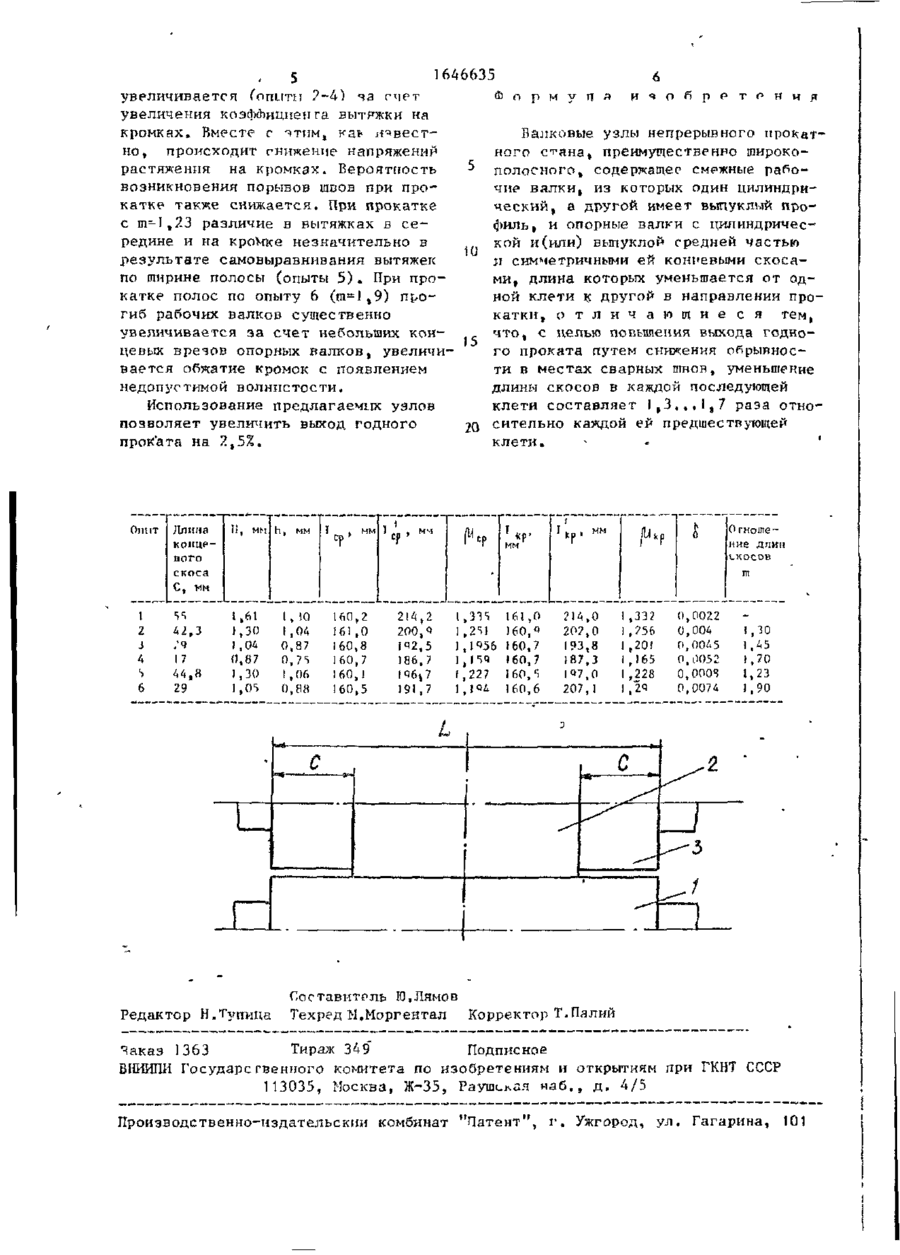
Валковые узлы непрерывного прокатного стана, преимущественно широкополосного, содержащее смежные рабочие валки, из которых один цилиндрический, а другой имеет выпуклый профиль, и опорные валки с цилиндрической и (или) выпуклой средней частью и симметричными ей концевыми скосами, длина которых уменьшается от одной клети к другой в направлении прокатки, отличающиесятем, что, с целью повышения выхода годного проката путем снижения обрывности в местах сварных швов, уменьшение длины скосов в каждой последующей клети составляет 1,3...1,7 раза относительно каждой ей предшествующей клети.
Текст
СОЮЗ СОВЕТСНМХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК 151)5 В ?7/О7. ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР Illtf m И W « M I I I H * - I j "ПГ t (22) 2 5 J O . 8 8 (46) 0 7 . 0 5 . 9 1 . Яюл. № 17 (71) Запорожский индустриальный институт (72) В.А.Николаев, С.П.Пилипенко, В.Д.Морочои, А.Г.Ьасильев, В. Г .Мовиович t F, ,В , Л и т в и н о в , В. И»Кудрин, R%T,TWIHK, R.М.Суханов и Н . А , Т р о іденков (53) 621.771.23(088.8) о и рабочего вал\ о в одного нч валкоьих учпов для непрерыт-ного широкополосного ^т ана . " валковых комплектах киарто, опориые в а лги г кояцевыми валковых систем для широкополосных станов горячей и холодной прокатки. Цель изобретения - увеличение выхода годного проката путем снижения обрывности в местах сварных швов. Валковый узел каждой клети содержит комплект рабочих валков, в котором один из валзчов имеет цилиндрический а другой - пыпуклый профиль, и опорные валки с цилиндрическим и (или) выпуклым профилем в средней части бочек и симметричными концевыми скосами. Длина концевых скосов в валковых узлах уменьшается от одной клети к другой по ходу прокатки, при этом уменьшение длины скосов в каж СО дой последующей клети составляет 1»З...І,7 рача относительно длины скосов в каждой предыдущей клети. Использование данных узлов позволяет увеличить вглход годного проката на 2 S 5^. 1 ип., 1 табл. с скосами, длина которых уменьшается от первой по ходу прокатки клети к последней, согласно изобретению, уменьшение длины скосов в каждой последующей клети составляет 1,3... 3 S 7 раза относительно длиьы скосов •в каждой предыдущей клети. Валковый узел каждой клети содержит дна рабочих 1 и два опорных валка 2, Один из рабочих валков имеет цилиндрический профиль 6очгп9 а другой - выпуклый. Опорные валки имеют цилиндрический ипи выпуклый профиль средней части бочек и симметричные концевые скосы 3. f И '^V: OS СП 16466T) Уменьшение длины скосов бочек опорных валков в указанном направлении до клетям стана обеспечивает соответствующее увеличение жесткости краевых участков бочек рабочих валков, что позволяет изменять коэффициент в ы тяжки полосы на кромке от первой к последней клеги с большей интенсивностью, чем в гредней части ширины JO полосы. Длина скосов в первой клети определяется конкретными условиями,, а именно: стойкостью опорных валков выкроткам, интенсивностью износа рабочей поверхности, поперечной разнотолщинногтью полосы и составляет 2 C/L = 0,1,,.0,5, где С - длина одного скоса; L - общая длина бочки. Минимальное значение отношения 2Q длины скосов на предыдущем валковом іузле к последующему т 1 , 7 снижается плоскостность прокатываемых полос в виде волнистости кромок, I , і dCC I (»[ — .> ниє между керновыми отметками на исходных образцах равно 1 £160 мм. Изготовлены опорные валки г различной длиной скосов. Во всех случаях разница в диаметрах опорного валка в середине бочки и на краю равна 0.3, Образцы прокатывают с одинаковым средним обжатием (вытяжкой). Коэффициент вытяжки рассчитывают из выражений _ ? , . _' , ,и [U кр ~ коэффициенты вытяжек соответственно в середине и на кромке полосы; Т.сп j Lcp ~ расстояние между керновпми отметками в середина ширины полосы до и после прокатки; I k p 1' £р ~ то же, на кромке '-» полосы. ' Относительною разницу в коэффициентах вытяжки на кромкр и п середине полосы определит по выражению ft 0 V (Ч С р Прокатку проводят в следующем порядке. Исходную полосу толщиной Ї,6 мм 30 и шириной 100 мм прокатывают в перВ первой клети стана преимуществом проходе при опорных валках с конвенно используют опорные валки с цевыми врезами длиной С = 55 мм (раконцевыми скосами длиной 200,., бочие валки цилиндрические). Полу300 мм в зависимости от типа стана. че нну» в каждом проходе полосу затем Во вторую клеть четыррхклетьезого стана устанавливают опорные валки со 35 прокатывают в валковых узлах с опорными валками соответственно: скосами в 1,3,,.1,5 раза меньше, чем в первой, в третью клеть - в 1,4,,,, проход ? - С = 42,3 (щ й; l(30)J 1,5 раза меньше,, чем во второй, в чет = 29 (т- 1,45); проход 3 вертую клеть - в 1,5,.. 1,7 раза мень40 = 17 (tn 1,7), проход ше, чем в третью клеть. Увеличение отношения m от первой и последней Кроме того, в валковом узле с длисвязано с уменьшением толщины полоной скосов С=55 мм получены полосы сы и прочности ее кромок, способс h=l,3 мм, которые прокатаны в ствует снижению растягивающих напрявалковом узле с длиной скоса С = 45 жений на кромках, а следовательно, =44,8 мм (m=J}23) и полосы с L= и снижении обрывов сварных швов. =1,05 мм, которые прокатаны в валковом узле с С=?ч чм (т=!,90). Во всех П р и м е р . Прокатку алюминиевой проходах полосы прокатывают при усиполосы толщиной 1,6 мм и шириной В = лии Р=35 кК, =100 мм проводят в четырехвалковои 50 клети с диаметром рабочих 70 мм и Опытные данные по прокатке полос опорных 100 мм валков с длиной бочек в валковых узлах с различной длиной L=150 ми. Валки предварительно сма~ скосов на бочках опорных валков предчывают смаэкой ИС-20, Неравномерставлены в таблице„ ность деформации и,следовательно, Из таблицы следует,, что при измерастягивающих продольных нзпрякенении иеличнчы вреза опорных вплков ний оценивают по разнице величин в 1,3,.»1,/ раза от первого к послекоэффициентов вытяжек в середине дующим проходам разница о коэффицигсирины и на кромках полосы [на расентов вытяжек на кромка и в середине 5 1646635 6 ч о б Г) Є Т Р Н И увеличивается ґотштн Р-4) яа счет П р М увеличения козфбіициен га вытяжки на кромках. Вместе с -чтим, каь известВалковые узлы непрерывного прокатно , происходит снижение напряжений ного стана, преимущественно широкорастяжения на кромках. Вероятность полосного, содержащее смежные рабовозникновения порывов швов при прочие валки, из которых один цилиндрикатке также снижается. При прокатке ческий, а другой имеет выпуклый прос m-I,23 различие в вытяжках в сефиль, и опорные валки с цилиндричесредине и на кромке незначительно в кой и(или) выпуклой средней частью 10 и симметричными ей кош'евыми скосарезультате самовыравнивания вытяжек по ширине полосы (опыты 5 ) . При проми, длина которых уменьшается от одкатке полос по опыту 6 (ш=1,9) проной клети к другой в направлении прогиб рабочих валков существенно катки, о т л и ч а ю щ и е с я тем, увеличивается за счет небольших кончто, с дельт повышения выхода годноцевых врезов опорных валков, увеличи 15 го проката путем снижения обрывносвается обжатие кромок с появлением ти в местах сварных пгвон, уменьшение недопустимой волнистости. длины скосов в каждой последующей клети составляет 1,3...1,7 раза отноИспользование предлагаема узлов позволяет увеличить выход годного 20 сительно каждой еР предшествующей клети. . ' проката на 2,5%. О т IT Длина конце 1І, мм h, мм 1 ср ' мч І" О гнотенне длин LKOCOB V мм т скоса С, мм 1 2 і 4 S 6 5^ 42, 3 /9 17 44, 8 29 ,61 ,30 ,04 1,87 ,30 ,0S 1 , 10 I ,04 0,87 0,75 1 ,06 0,88 160,2 16!,0 160,8 160,7 160,1 160,5 214,2 200, Q і ч2,5 186,7 1 46*7 191,7 I ,31s 1 ,251 1 , 1 456 I j 1 t;Q і ,227 1 , 1 44 161,0 160,4 160,7 !60, 7 160,5 160,6 ?14 , 0 202 193 ,8 187 , 3 | Q 7 .0 207 ,1 ,o ,332 ,256 ,20! ,165 ,228 ,24 0,0022 0,004 0,004 5 0,0052 O.OOOS 0,0074 1,10 1,45 1,70 1,23 1 ,90 -^ Редактор Н.Тзгітиіш Составитель Ю.Лямов Техред Ы.Моргентал Корректор Т.Палий ?аказ 1363 Тираж 349 Подписное БНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", г . Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterroller units of continuous rolling mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Pylypenko Serhii Stepanovych, Morozov Viacheslav Dmytrovych, Vasyl’iev Oleksandr Hennadiiovych, Movshovych Vilord Solomonovych, Lytvynov Yevhen Viacheslavovych, Kudrin Volodymyr Ivanovych, Tylyk Vasyl Trokhymovych, Sukhanov Viktor Mykhailovych, Troschenkov Mykola Oleksiiovych
Назва патенту російськоюВалковые узлы непрерывного прокатного стана
Автори російськоюНиколаев Виктор Александрович, Пилипенко Сергей Степанович, Морозов Вячеслав Дмитриевич, Васильев Александр Геннадиевич, Мовшович Вилорд Соломонович, Литвинов Евгений Васильевич, Кудрин Владимир Иванович, Тылык Василий Трофимович, Суханов Виктор Михайлович, Трощенков Николай Алексеевич
МПК / Мітки
МПК: B21B 27/02
Мітки: стану, вузлі, неперервного, прокатного, валкові
Код посилання
<a href="https://ua.patents.su/4-4868-valkovi-vuzli-neperervnogo-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Валкові вузли неперервного прокатного стану</a>
Кліть прокатного стану
Номер патенту: 3684
Опубліковано: 27.12.1994
Автори: Хуго Фельдман, Хорст Гертнер, Герд Байсеманн, Фрідріх Холльманн
МПК: B21B 29/00
Мітки: кліть, стану, прокатного
Формула / Реферат:
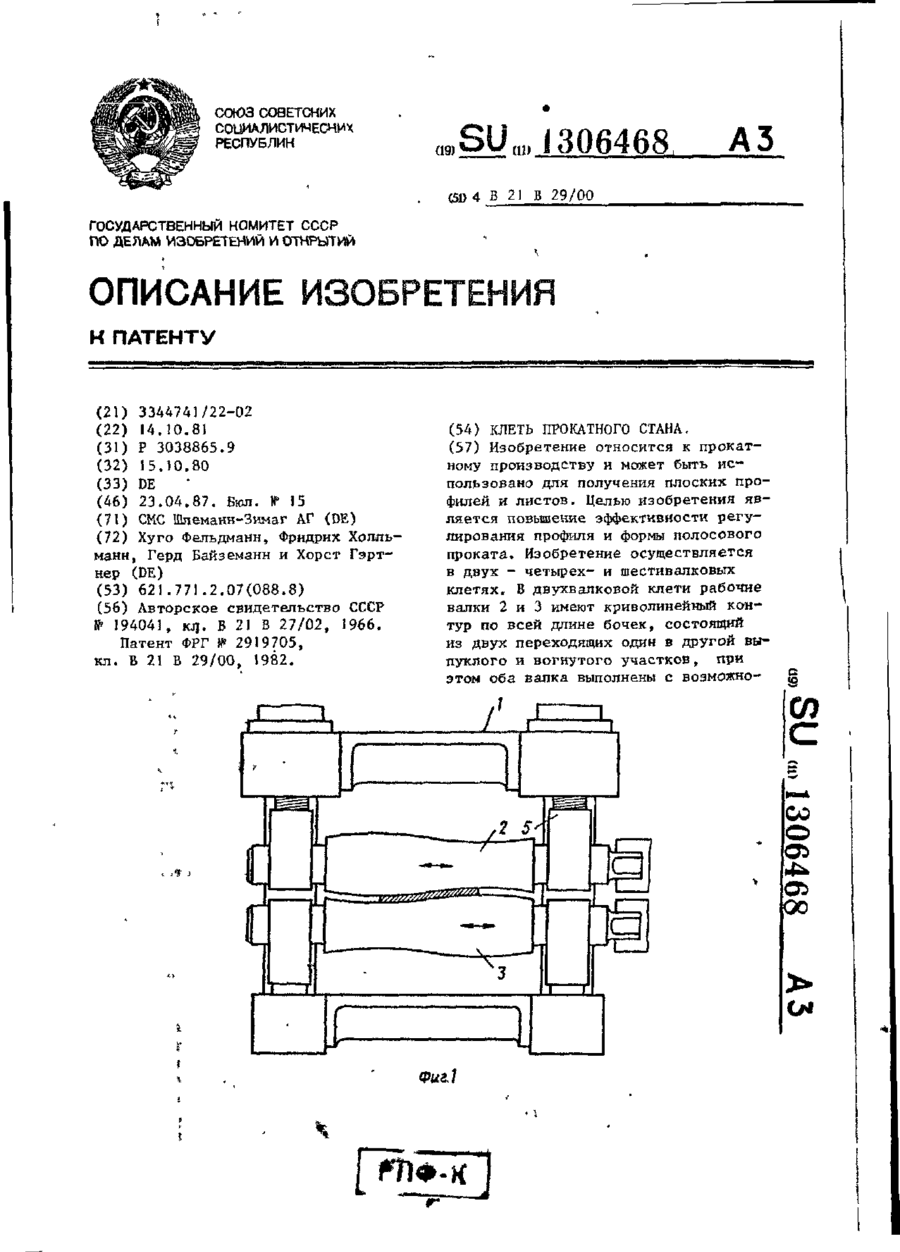
1. Клеть прокатного стана, содержащая верхний и нижний комплекты валков в составе пары рабочих валков или пары рабочих валков и по одному опорному валку в каждом комплекте и(или) пары рабочих валков, одному промежуточному и одному опорному валкам в каждом комплекте, причем оба валка одной из одноименных пар валков имеют возможность возвратно-поступательного перемещения в осевом направлении, а каждый из смещаемых валков имеет по меньшей...
Шпіндель прокатного стану
Номер патенту: 2457
Опубліковано: 26.12.1994
Автори: Комаров Олександр Миколайович, Анікеєнко Ігор Миколайович, Украінець Михайло Логвинович
МПК: B21B 35/14
Мітки: прокатного, стану, шпиндель
Формула / Реферат:
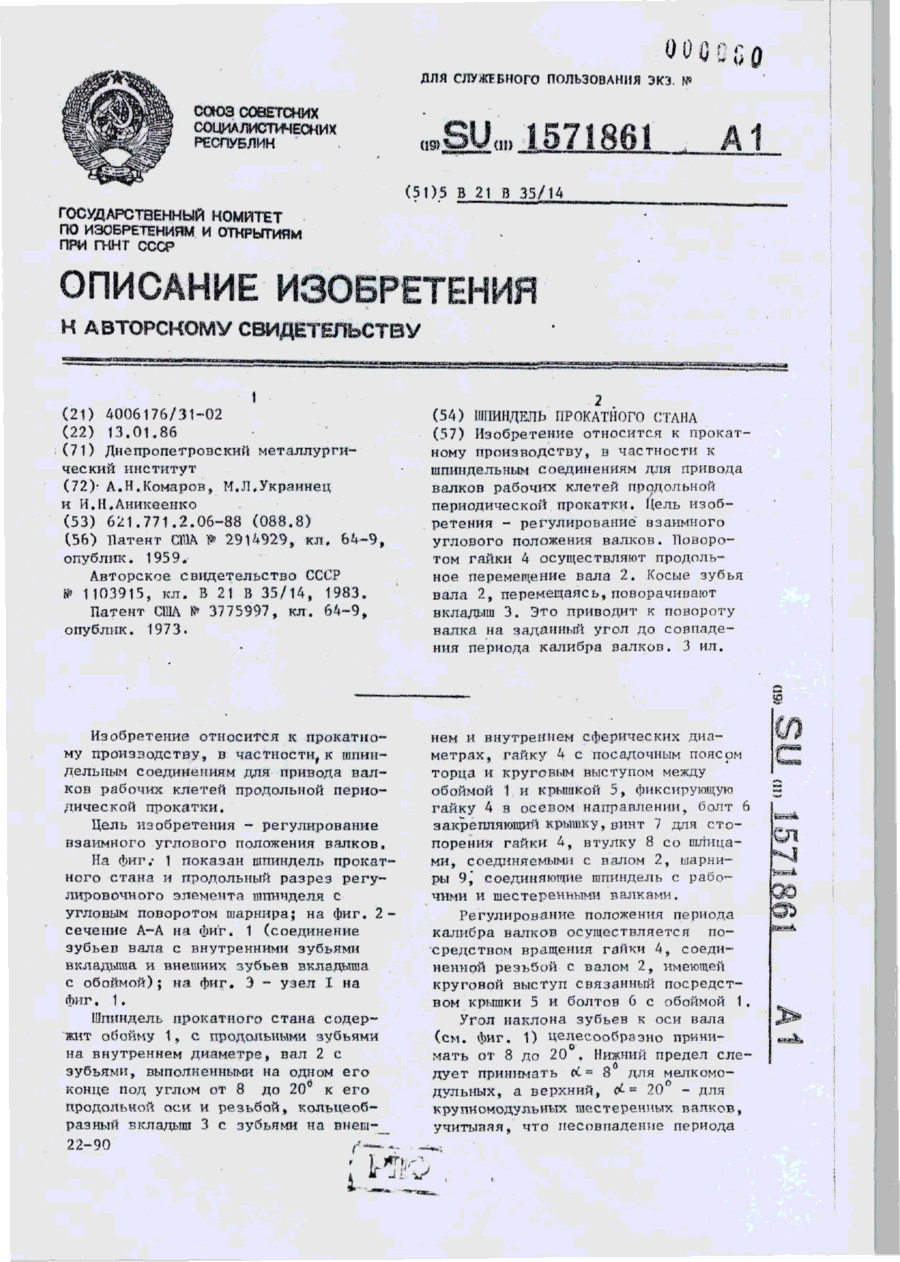
Шпиндель прокатного стана преимущественно для станов периодической продольной прокатки, включающий вал, обойму, гайку, крышку и установлен-ный между обоймой и валом кольцеобразный вкладыш с модульными зубьями на внешнем и внутреннем диаметрах, взаимодействующий с соответствующими зубьями обоймы и вала, при этом вкладыш ограничен в своем перемещении в осевом направлении, отличающийся тем, что, с целью регулирования взаимного углового...
Валок прокатного стану
Номер патенту: 598
Опубліковано: 15.12.1993
Автори: Дорожко Іван Кирилович, Дяченко Михайло Григорович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Луцький Михайло Борисович
МПК: B21B 27/02
Мітки: стану, прокатного, валок
Формула / Реферат:
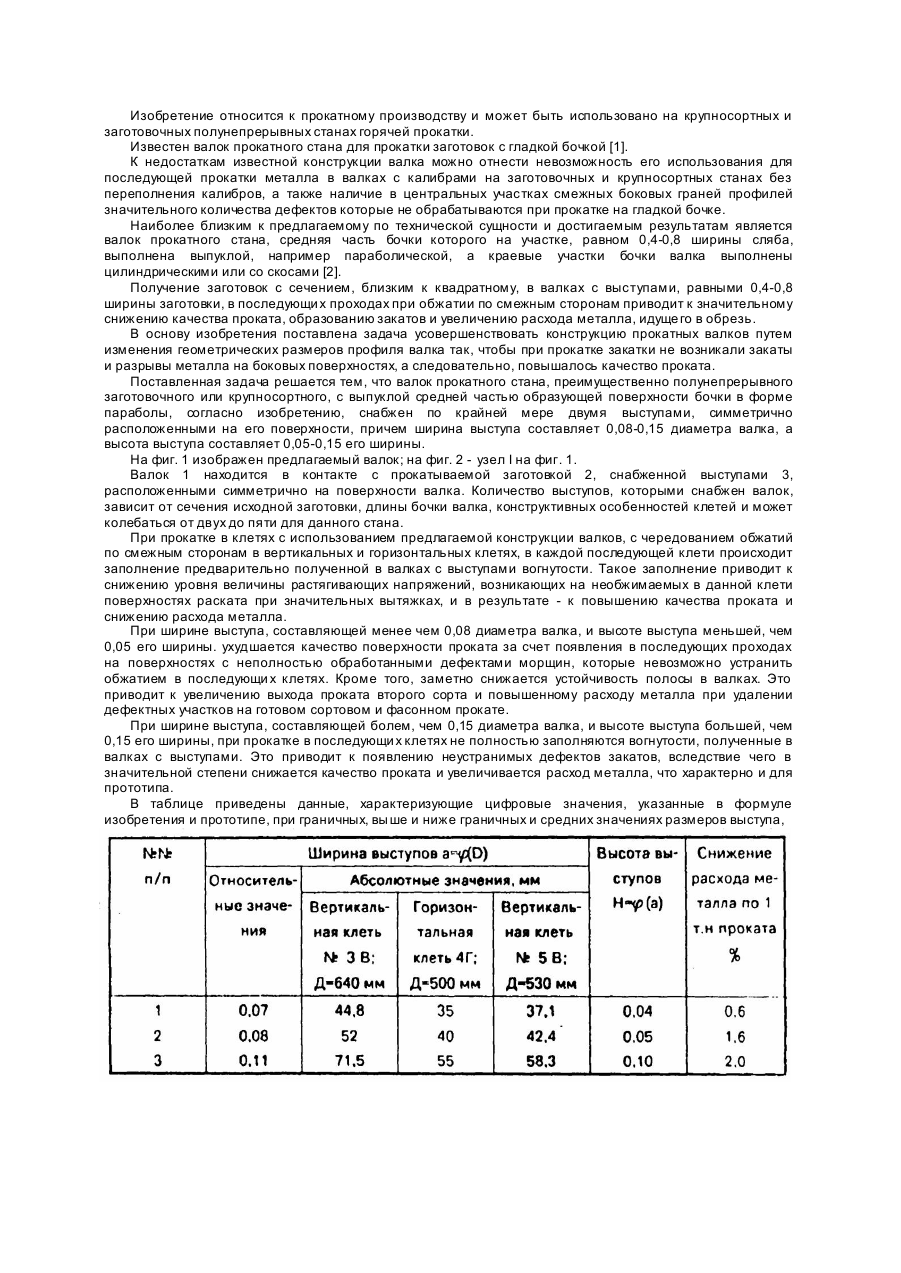
Валок прокатного стана, преимущественно полунепрерывного заготовочного или крупносортного, с выпуклой средней частью образующей поверхности бочки в форме параболы, отличающийся тем, что валок снабжен, по крайней мере, двумя выступами, симметрично расположенными на его поверхности, причем ширина выступа составляет 0,08-0,15 диаметра валка, а высота выступа составляет 0,05-0,15 его ширины.
Привід прокатного стану
Номер патенту: 3609
Опубліковано: 27.12.1994
Автори: Хайнц Фосбек, Юрген Штельбрінк, Герхард Артель
МПК: B21B 35/14
Мітки: стану, привід, прокатного
Формула / Реферат:
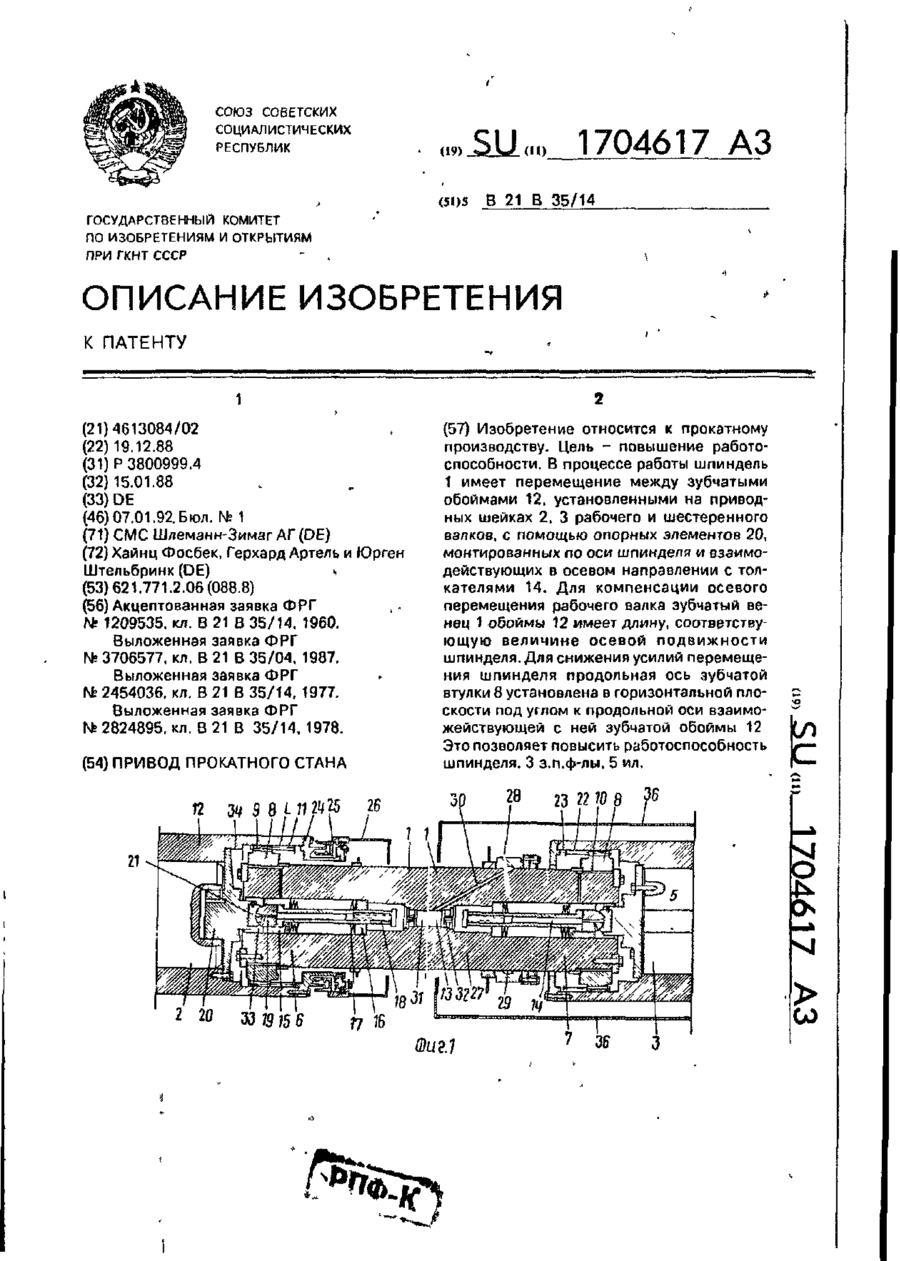
1. Привод прокатного стана, содержащий шарнирные шпиндели с зубчатыми обоймами на шейках прокатных и шестеренных валков, каждый из которых смонтирован с возможностью осевого перемещения в зубчатых обоймах, в которых установлены зубчатые втулки с дугообразными зубьями, смонтированный в осевом канале каждого шпинделя со стороны одной шейки толкатель шпинделя с упругими элементами и сферической опорой, взаимодействующими с опорным элементом,...
Шпіндель прокатного стану
Номер патенту: 2458
Опубліковано: 26.12.1994
Автори: Данченко Валентин Миколайович, Кошелевич Віктор Михайлович, Третяк Микола Іванович, Украінець Михайло Логвинович, Грудєв Олександр Петрович, Анікеєнко Ігор Миколайович, Комаров Олександр Миколайович
МПК: B21B 35/14
Мітки: шпиндель, прокатного, стану
Формула / Реферат:
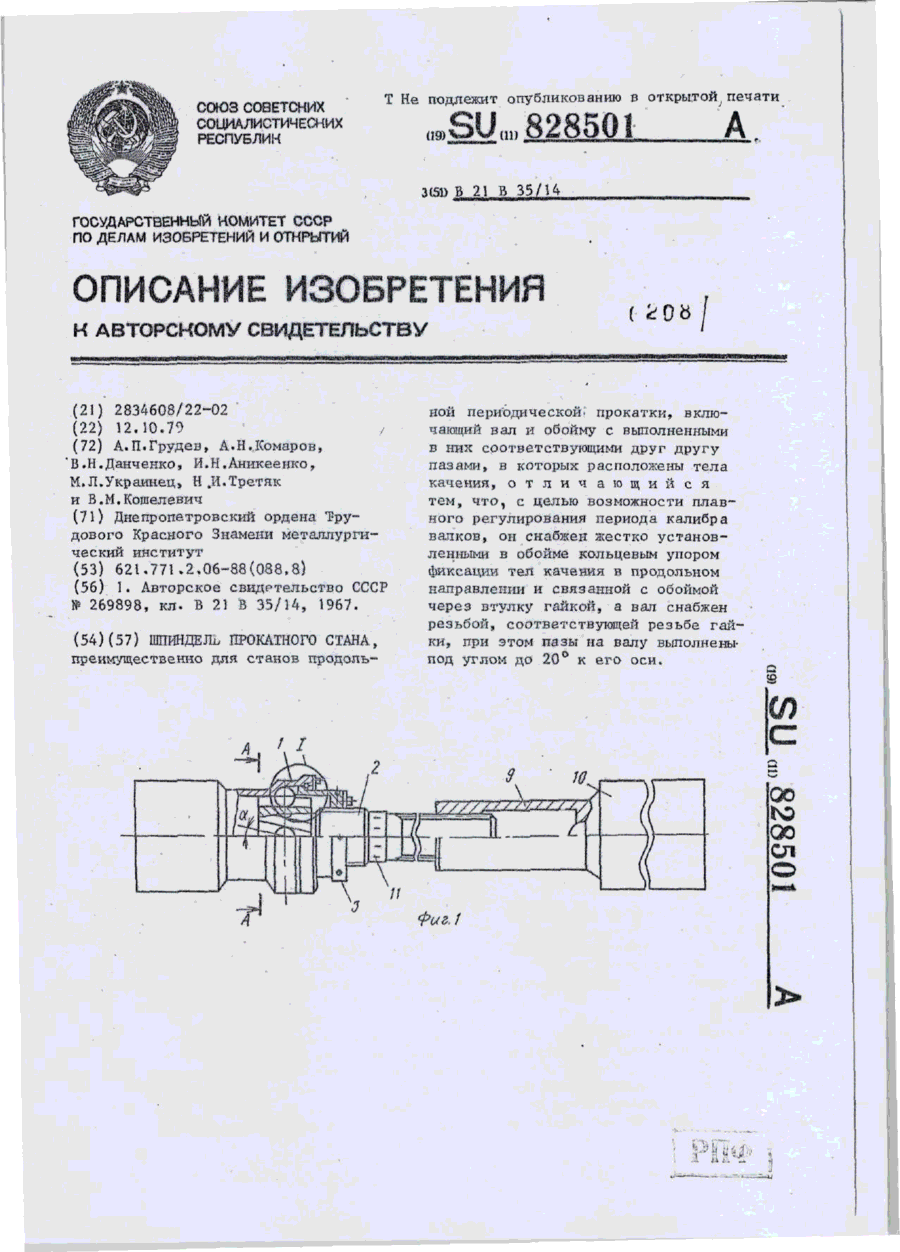
Шпиндель прокатного стана, преимущественно для станов продольной периодической прокатки, включающий вал и обойму с выполненными в них соответствующими друг другу пазами, в которых расположены тела качения, отличающийся тем, что, с целью возможности плавного регулирования периода калибра валков, он снабжен жестко установленным в обойме кольцевым упором фиксации тел качения в продольном направлении и связанной с обоймой через втулку...
Попередній патент: Диспергатор
Наступний патент: Спосіб визначення викидонебезпечності гірських порід
Випадковий патент: Спосіб одержання пігментного діоксиду титану