Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Сахарнов Василь Олексійович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Загадарчук Василь Феодосійович
Формула / Реферат
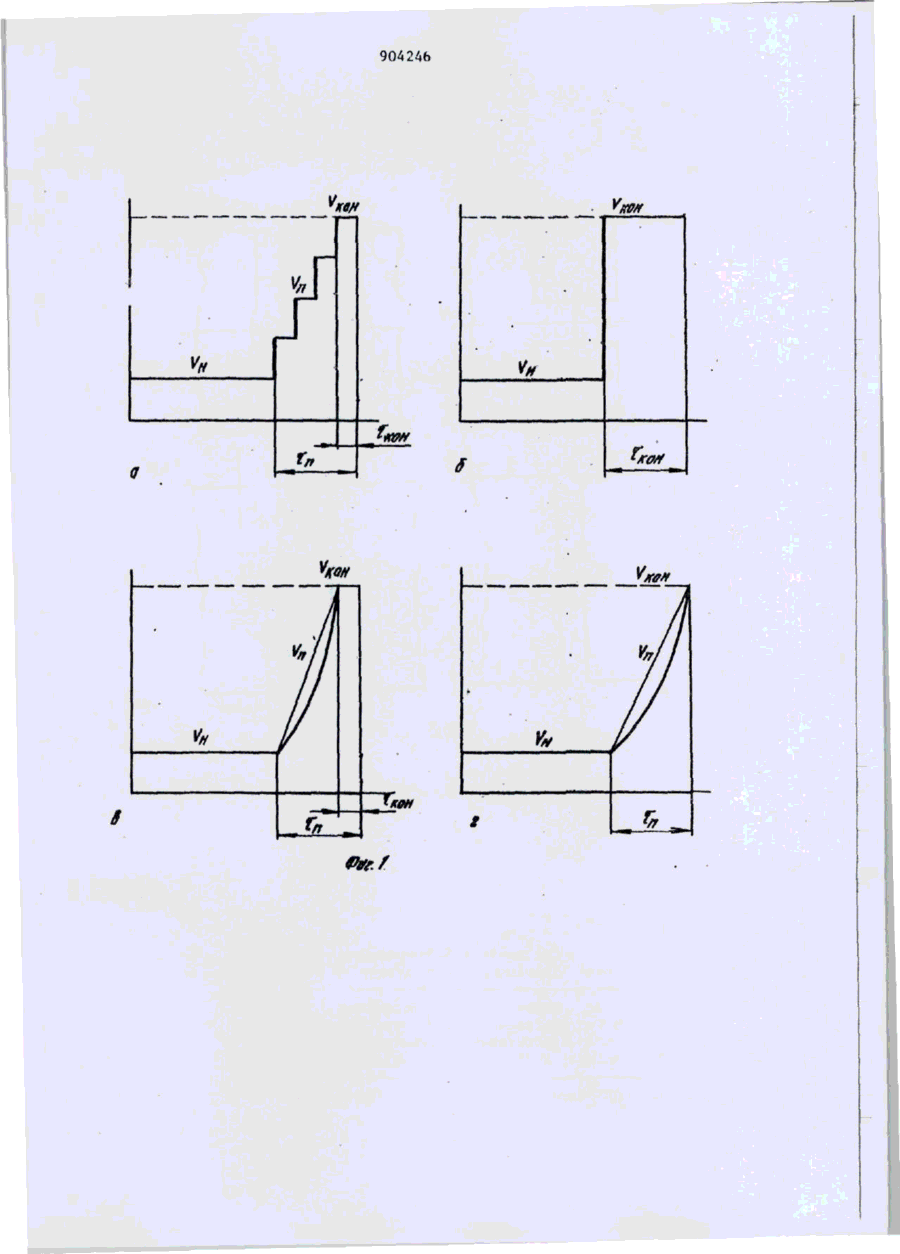
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода ускоренного перемещения деталей устанавливают равной (1,0...4,0)Dз.max/Vср, где Dз.max - максимальный зазор, образующийся между свариваемыми торцами изделей перед повышением скорости перемещения деталей; Vcp - средняя скорость перемещения за период ее повышения, причем Аз.тах определяют по формулам:
при сварке изделий толщиной от 5 до 20 мм
Dз.max = V2x.x (0,022d+0,2);
при сварке изделий толщиной более 20 мм
Dз.max = V2x.x (0,001d+0,62);
где V2x.x - напряжение холостого хода. В;
d - толщина свариваемых изделий, мм/
2. Способ по п. 1, отличающийся тем, что длительность периода перемещения деталей на конечной скорости оплавления устанавливают равной (0,1...0,5)Dз.max/Vcp, но не более 3 с.
Текст
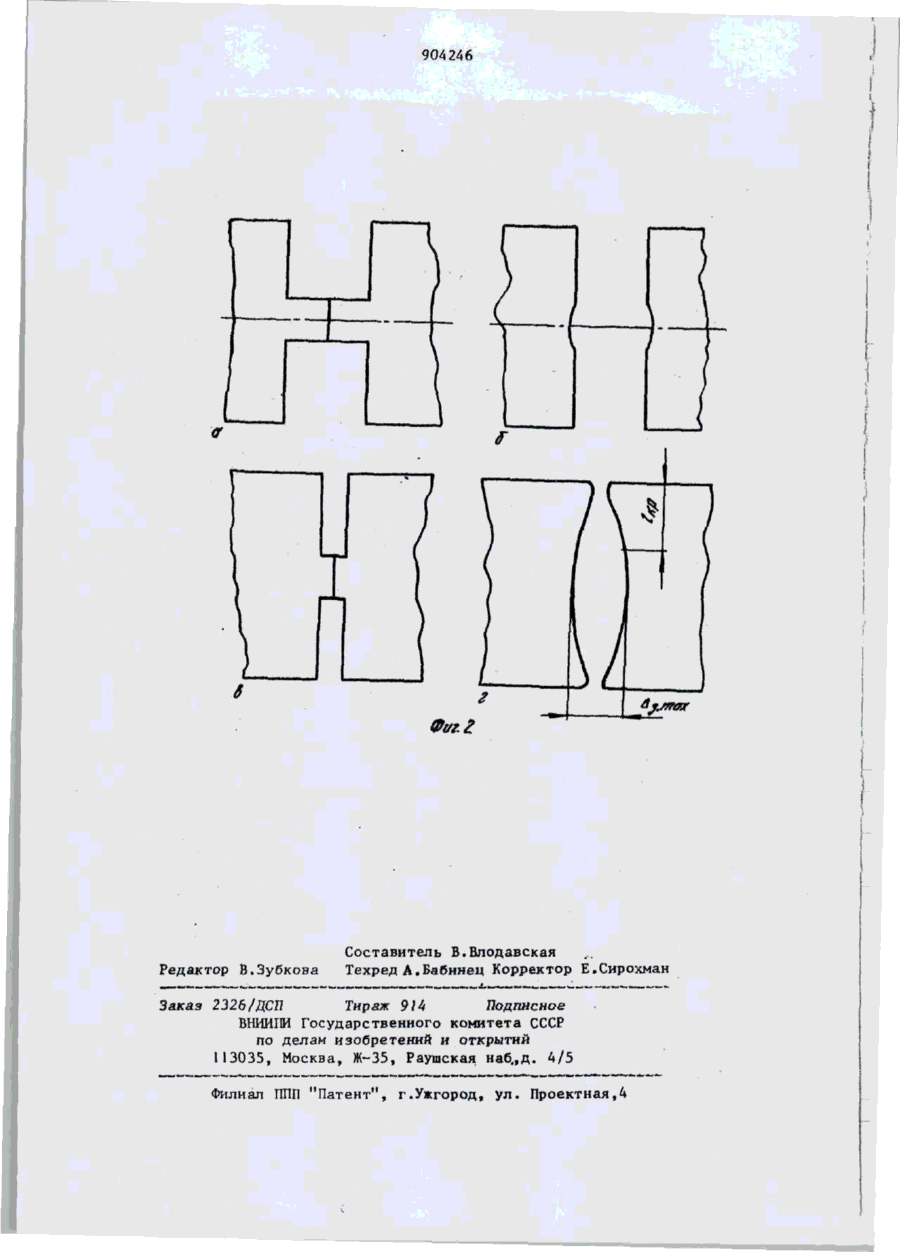
1.СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ, преимущественно изделий толщиной более 5 мм с разви*тым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, о т л и ч а ю щ и й с я тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода ускоренного перемещения деталей устанавливают равной (1,0 . . . 4,0) %№Ч где &Ь*«лч~* максимальный зазор, образующийся между свариваемыми торцами изделий перед повышением скорости перемещения деталей; Vcp * средняя скорость перемещения за период ее повышения, причем &з тлау определяют по формулам: при сварке изделий толщиной лт 5 до 20 мм Дз-«ач = Vax.y (O,O22 u + 0 , 2 ) ; при сварке изделий толщиной Солее 20 мм = % ч . ч (0,00 !»іа\ определяется особенностью о б риод ускоренного перемещения не разования и разрушения контактов в Э042А6 процессе оплавления. Если зазор в окрестностях контакта достаточно велик, что возможно при большой высоте выступов на оплавляемых поверхностях, то при разрушении контактов на поверхностях оплавления не остается заметных углублении. Если этот зазор мал, то металл контактов по мере своего расплавления вытесняется электроto динамическими силами в зазор, образуя участок сваривания, который характеризуется металлической связью между свариваемыми изделиями, В связи с этим нагрев этого участка про15 исходит по всей его поверхности одновременно. Глубина кратера, образующегося при выплавлении участка сваривания, будет тем больше,- чем больше площадь этого участка, которая, 20 в свою очередь, определяется градиентом температурного поля впереди фронта плавления (фиг.2, г ) . Величины градиентов будут различными в том случае, если будут отличаться 25 условия отвода тепла на этих участках. У края образцов теплоотвод меньше, чем в центре поверхности оплавления, следовательно, и меньше глубина кратера. Поэтому по мере перемеще30 ния фронта плавления от центра поверхностей оплавления к ее краю глубина кратера уменьшается. Нагрев металла участков сваривания определяется не только условиями теп— лоотвода, но и проводностью этих участков. С увеличением напряжения холостого хода Vt*.> проводимость повышается. Поэтому при высоких з,начениях У2х-у создаются более благоприятные условия для увеличения площади участка сваривания. Кроме того, при высоких напряжениях выплавляется большее количество металла в единицу времени. В связи с этим в зазоре между и з делиями впереди фронта плавления накапливается большое количество расплавленного металла, образующего участок сваривания. В результате глубина кратеров, а следовательно, и максимальный зазор между деталями увеличивается. Исследования показали, что максимальный зазор между свариваемыми изделиями изменяется прямо пропорционально напряжению холостого хода, причем подобная зависимость сохраняется при сварке изделий всех толщин . ' От других параметров режима сварки величина максимального зазора не зависит. Например, при оплавлении на различных скоростях изменяется только конфигурация кратеров на оплавляемых поверхностях. С повышением скорости их края становятся более пологими, но глубина при этом остается неизмен35 ной. При толщине элемента свариваемого сечения превышающем 2 0tp , где t q tj протяженность участков сплавляемых торцов, расположенных у поверхностей свариваемых изделий, на которых зазор между изделиями увеличивается от минимальной до максимальной вели- 40 чины (рис.2 г ) , максимальная глубина кратера, а следовательно, и максимальная величина зазора между деталями, мало зависит от толщины свариваемых изделий. Экспериментальным путем ус- 45 тановлено, что величина £y - напряжение холостого хода, В. Определяя оптимальные значения длительности периода ускоренного перемещения % и периода оплавления ^ x = из стали 20 с толщиной стенки 12 мм = • 7,218 В и средней скорости \/с.р сваривались со ступенчатым повыше= 0 , 7 мм/с величину Xq устанавливанием скорости перемещения перед ют равной 8,0 с . осадкой £фиг.1, в"^ . Длительность &%*пъ\= 7,2 (0,001.30+0,620) • оплавления на конечной ступени скоро=4,68 мм, сти перемещения устанавливали, для изделий толщиной $: с^= 30 мм t ^ H = 3,0 с , \'с р Q у О,DO, Сп- !,^О,ОО~ t ^ 0 H = 6,68 0,5 = 3,33 с , принима= 8,016 с; округляем в сторону ем Хкоц = 3,0 с , сГ= 20 мм, 'цдац = уменьшения с точностью до 0,5 и = 2,0 c , t ^ o t t = 5,27-0,4 = 2,1 с , припринимаем нимаем ХкоН ~ 2,0 с . ^п = 8,0 с. Применение предложенного способа При сварке изделий толщиной мепозволяет повысить стабильность нее 20 мм максимальный зазор уменьмеханических свойств соединений, шается. Конечную скорость перемеще30 выполненных сваркой оплавлением до ния при соединении таких изделий п о уровня, предъявляемого к ответственвышают. Поэтому с целью снижения ным сварным конструкциям, например установленной мощности величину tfl к г а з о - и нефтепроводами большого можно увеличить. При этом наиболее диаметра, сооружаемым в районахширокий диапазон изменения величиКрайнего Севера, а также с паропровоны 'tq соответствует более тонкостендом высокого давления тепловых электным изделиям, которые свариваются на ростанций. более высоких скоростях. 904246 V t w . Ч, J a t. 904246 Редактор В.Зубкова Составитель В.Влодавская Техред А.Бабинец Корректор Е.Сирохман Заказ 2326/ДСП Тираж 914 Подписное ВНИИШ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб„д. 4/5 Филиал П П "Патент", г.Ужгород, ул. Проектная,4 П
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for contact flash welding
Автори англійськоюLebiediev Volodymyr Kostiantynovych, Kuchuk-Yatsenko Serhii Ivanovych, Kazymov Borys Ivanovych, Zahadarchuk Vasyl Feodosiiovych, Sakharnov Vasyl Oleksiiovych, Cherednichok Vitalii Tymofiiovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением
Автори російськоюЛебедев Владимир Константинович, Кучук-Яценко Сергей Иванович, Казимов Борис Иванович, Загадарчук Василий Феодосиевич, Сахарнов Василий Алексеевич, Чередничок Виталий Тимофеевич
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, стикового, оплавленням, спосіб, контактного
Код посилання
<a href="https://ua.patents.su/6-493-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Машина для контактного стикового зварювання оплавленням

Номер патенту: 396
Опубліковано: 30.04.1993
Автори: Лебедєв Володимир Костянтинович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Добровольський Станіслав Дмитрович, Галян Борис Опанасович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: оплавленням, контактного, машина, зварювання, стикового
Формула / Реферат:
Формула изобретенияМашина для контактной стыковой сварки оплавлением с h -параллельными сварочными цепями, содержащая датчики сварочного тока, включенные в каждую сварочную цепь, программирующее устройство управления, соединенное с приводом перемещения и осадки, отличающаяся тем, что, с целью повышения качества сварного соединения и уменьшения припуска на оплавление, в устройство введен пороговый элемент совпадения, к входам которого...
Пристрій для управління процесом контактного стикового зварювання оплавленням
Номер патенту: 490
Опубліковано: 30.04.1993
Автори: Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Добровольський Станіслав Дмитрович, Кривенко Валерій Георгійович, Семенов Леонід Олександрович
МПК: B23K 11/04, B23K 11/25
Мітки: стикового, управління, процесом, оплавленням, зварювання, контактного, пристрій
Формула / Реферат:
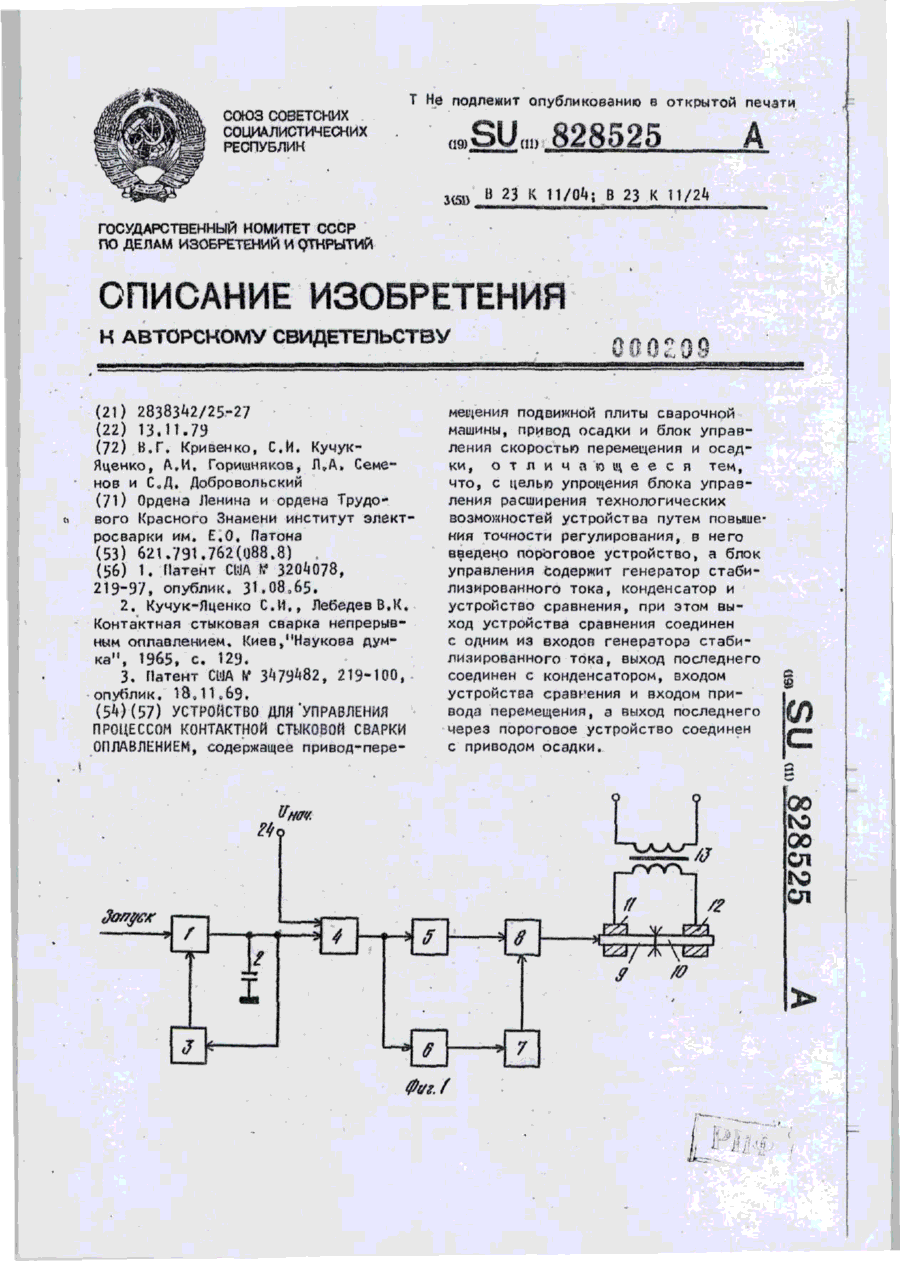
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее привод перемещения подвижной плиты сварочной машины, привод осадки и блок управления скоростью перемещения и осадки, отличающееся тем, что с целью упрощения блока управления расширения технологических возможностей устройства путем повышения точности регулирования, в него введено пороговое устройство, а блок управления содержит генератор стабилизированного...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович
МПК: B23K 11/04
Мітки: контактного, стикового, труб, зварювання, машина
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Попередній патент: Машина для контактного стикового зварювання труб
Наступний патент: Спосіб внесення добрив під виноград на карбонатних грунтах
Випадковий патент: Спосіб лікування вертеброгенних радикулопатій