Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації
Номер патенту: 49258
Опубліковано: 16.09.2002
Автори: Зеленський Віктор Євгенович, Безлюдько Генадій Яковлевич, Кашков Генадій Алимович, Омельяненко Микола Іванович, Огей Віктор Іванович, Саркіц Ігор Генадійович, Ощепков Анатолій Миколайович, Доренський Володимир Миколайович, Дригін Олександр Іванович
Формула / Реферат
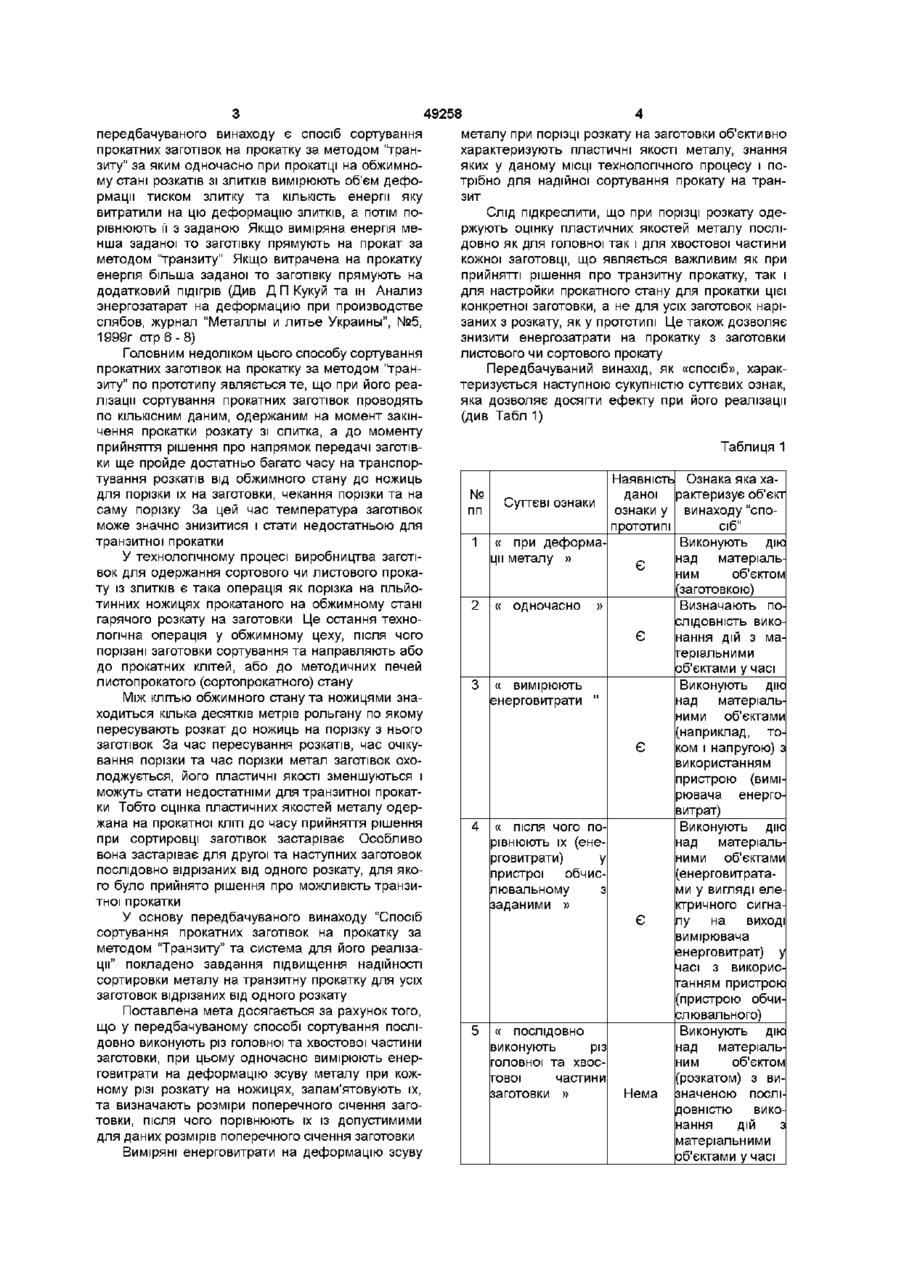
1.Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю деформацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на ножицях, запам'ятовують їх та визначають розміри поперечного перерізу заготівки, після чого порівнюють енерговитрати із допустимими для даних розмірів поперечного перерізу заготівки.
2.Система, що реалізує спосіб сортування прокатних заготівок на прокатку за методом "транзиту", складається з пристрою обчислювального та підключеного до нього вимірювача енерговитрат, яка відрізняється тим, що до входу вимірювача енерговитрат підключений вихід електроприводу гільйотинних ножиць, другий вихід якого підключений до ножиць, а до другого та третього входів пристрою обчислювального підключені відповідно виходи вимірювачів товщини та ширини заготівки.
Текст
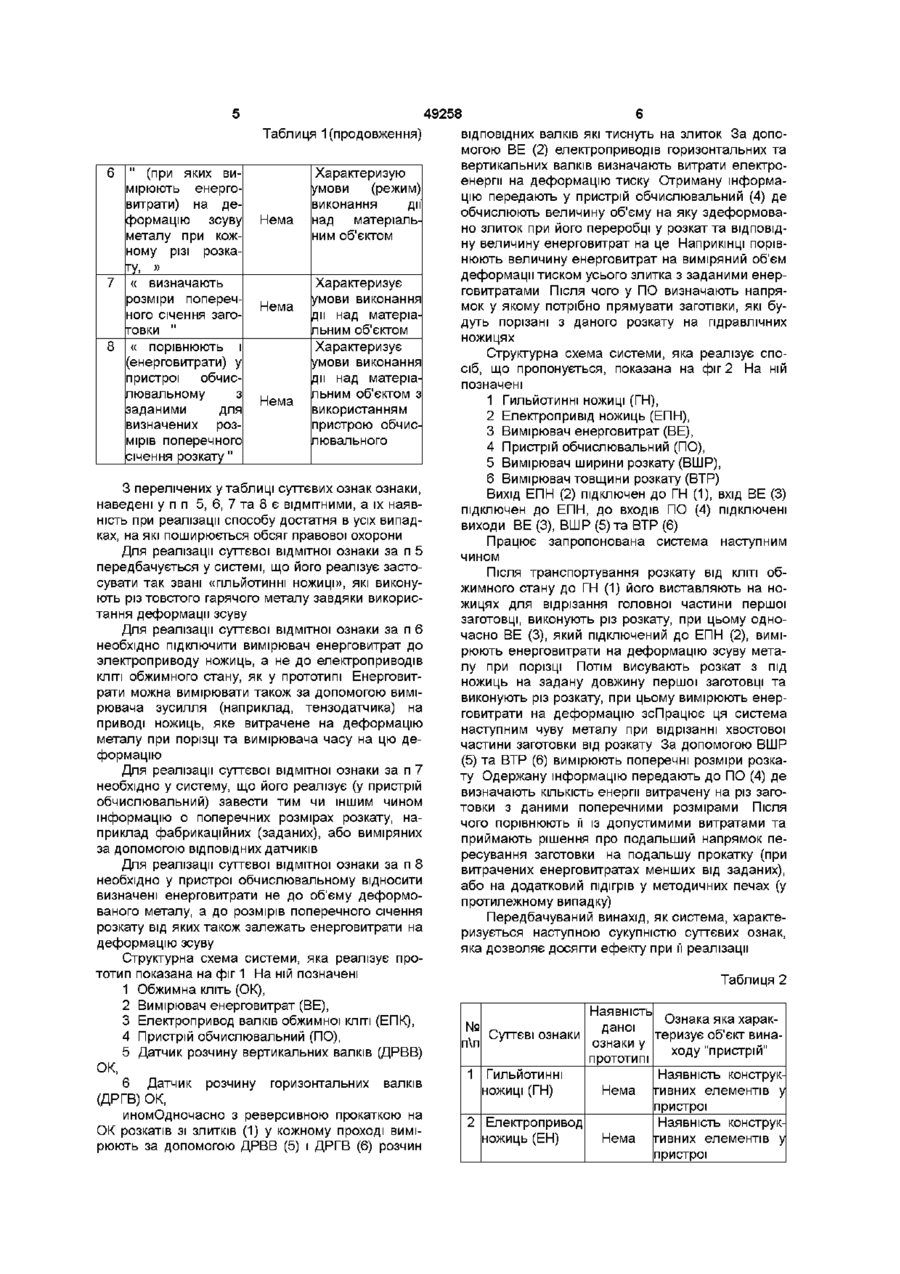
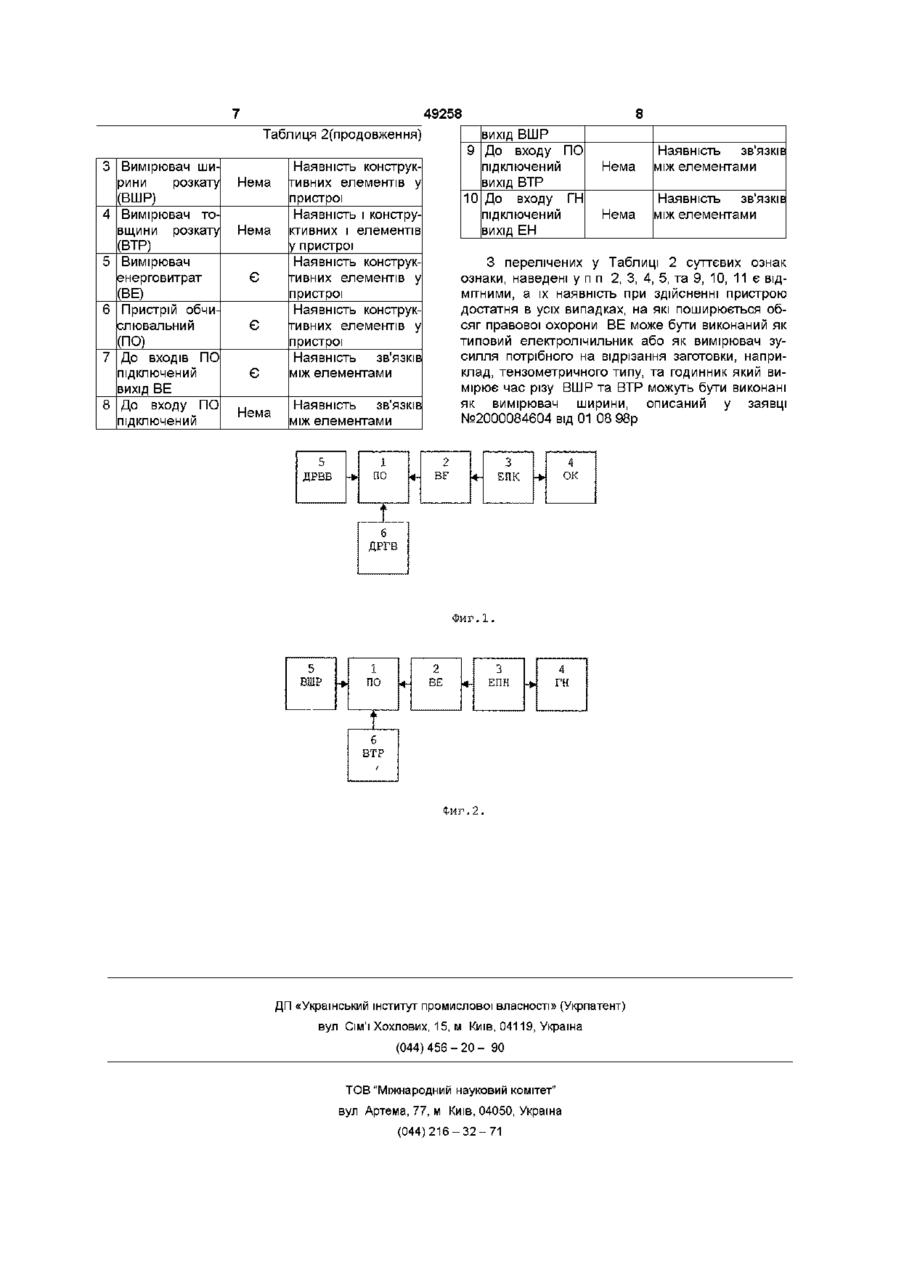
1 Спосіб сортування прокатних заготівок на прокатку за методом "транзиту", що включає деформацію тиском металу злитку у розкат та одночасне вимірювання енерговитрат на цю дефор 11 ТА мацію, порівняння виміряних енерговитрат з заданими, який відрізняється тим, що послідовно виконують на ножицях розріз головної та хвостової частин заготівки, при цьому одночасно при кожному різанні розкату вимірюють енерговитрати на деформацію зсуву металу на ножицях, запам'ятовують їх та визначають розміри поперечного перерізу заготівки, після чого порівнюють енерговитрати із допустимими для даних розмірів поперечного перерізу заготівки 2 Система, що реалізує спосіб сортування прокатних заготівок на прокатку за методом "транзиту", складається з пристрою обчислювального та підключеного до нього вимірювача енерговитрат, яка відрізняється тим, що до входу вимірювача енерговитрат підключений вихід електроприводу гільйотинних ножиць, другий вихід якого підключений до ножиць, а до другого та третього входів пристрою обчислювального підключені ВІДПОВІДНО виходи вимірювачів товщини та ширини заготівки 00 Передбачуваний винахід стосується способів та засобів сортування прокатних заготівок на прокатку за методом "транзиту" у обжимних цехах підприємств чорної металургії У останній час у технології прокатного виробництва все ширше почали застосовувати так звану "транзитну" прокатку Цей спосіб прокатки, з метою економії палива на додатковий підігрів заготівок, передбачує їх подачу після порізки безпосередньо на подальшу прокатку на сортовий чи листопрокатний стан Необхідною умовою цього є достатня для прокатки температура заготовки, бо занижена температура знижує пластичні якості металу і веде до додаткових енергетичних витрат на прокатку, а в крайньому випадку може стати причиною поломки прокатного стану ВІДОМІ різні способи сортування заготівок на транзитну прокатку Найбільш поширеним є спосіб сортування прокату на "транзит" на основі порівняння температури При цьому способі після порізки розкату на заготовки вимірюють температуру поверхні кожної заготівки і порівнюють її з заданою Якщо температура поверхні більша заданої то заготівку прямують на прокат за методом "транзиту" Якщо температура поверхні менша заданої то заготівку прямують на додатковий підігрів у методичних печах Температуру поверхні заготовки одержують за допомогою оптичних та радіаційних пірометрів (Див , наприклад, Л В Бухонина и др «Измерение и контроль технологических параметров металлургических процессов», Справочник К, «Техніка» ,1984г стр10 - 26) Недоліком усіх методів оцінки пластичних якостей металу по температурі є те, що вони дозволяють одержати тільки температуру поверхні заготівки, а температура и тіла, яка і характеризує пластичні якості металу, фактично залишається невідомою Як правило температура поверхні значно нижча температури тіла заготівки, в наслідок чого металурги зазнають додаткових витрат на ІНОДІ непотрібний підігрів металу заготівок З найбільш близьких за технічною суттю до ю 49258 передбачуваного винаходу є спосіб сортування прокатних заготівок на прокатку за методом "транзиту" за яким одночасно при прокатці на обжимному стані розкатів зі злитків вимірюють об'єм деформації тиском злитку та КІЛЬКІСТЬ енергії яку витратили на цю деформацію злитків, а потім порівнюють її з заданою Якщо виміряна енергія менша заданої то заготівку прямують на прокат за методом "транзиту" Якщо витрачена на прокатку енергія більша заданої то заготівку прямують на додатковий підігрів (Див Д П Кукуй та ш Анализ энергозатарат на деформацию при производстве слябов, журнал "Металлы и литье Украины", №5, 1999г стрб-8) Головним недоліком цього способу сортування прокатних заготівок на прокатку за методом "транзиту" по прототипу являється те, що при його реалізації сортування прокатних заготівок проводять по КІЛЬКІСНИМ даним, одержаним на момент закінчення прокатки розкату зі слитка, а до моменту прийняття рішення про напрямок передачі заготівки ще пройде достатньо багато часу на транспортування розкатів від обжимного стану до ножиць для порізки їх на заготовки, чекання порізки та на саму порізку За цей час температура заготівок може значно знизитися і стати недостатньою для транзитної прокатки У технологічному процесі виробництва заготівок для одержання сортового чи листового прокату із злитків є така операція як порізка на гільйотинних ножицях прокатаного на обжимному стані гарячого розкату на заготовки Це остання технологічна операція у обжимному цеху, після чого порізані заготовки сортування та направляють або до прокатних клітей, або до методичних печей листопрокатого (сортопрокатного) стану Між КЛІТЬЮ обжимного стану та ножицями знаходиться кілька десятків метрів рольгану по якому пересувають розкат до ножиць на порізку з нього заготівок За час пересування розкатів, час очікування порізки та час порізки метал заготівок охолоджується, його пластичні якості зменшуються і можуть стати недостатніми для транзитної прокатки Тобто оцінка пластичних якостей металу одержана на прокатної КЛІТІ ДО часу прийняття рішення при сортировці заготівок застаріває Особливо вона застаріває для другої та наступних заготовок послідовно відрізаних від одного розкату, для якого було прийнято рішення про можливість транзитної прокатки У основу передбачуваного винаходу "Спосіб сортування прокатних заготівок на прокатку за методом "Транзиту" та система для його реалізації" покладено завдання підвищення надійності сортировки металу на транзитну прокатку для усіх заготовок відрізаних від одного розкату Поставлена мета досягається за рахунок того, що у передбачуваному способі сортування послідовно виконують різ головної та хвостової частини заготовки, при цьому одночасно вимірюють енерговитрати на деформацію зсуву металу при кожному різі розкату на ножицях, запам'ятовують їх, та визначають розміри поперечного січення заготовки, після чого порівнюють їх із допустимими для даних розмірів поперечного січення заготовки Виміряні енерговитрати на деформацію зсуву металу при порізці розкату на заготовки об'єктивно характеризують пластичні якості металу, знання яких у даному МІСЦІ технологічного процесу і потрібно для надійної сортування прокату на транзит Слід підкреслити, що при порізці розкату одержують оцінку пластичних якостей металу послідовно як для головної так і для хвостової частини кожної заготовці, що являється важливим як при прийнятті рішення про транзитну прокатку, так і для настройки прокатного стану для прокатки цієї конкретної заготовки, а не для усіх заготовок нарізаних з розкату, як у прототипі Це також дозволяє знизити енергозатрати на прокатку з заготовки листового чи сортового прокату Передбачуваний винахід, як «спосіб», характеризується наступною сукупністю суттєвих ознак, яка дозволяє досягти ефекту при його реалізації (див Табл 1) Таблиця 1 Наявність Ознака яка хаданої оактеризує об'єкт Суттєві ознаки ознаки у винаходу "спопрототипі сіб" 1 « при деформаВиконують дію над матеріальції металу » Є ним об'єктом (заготовкою) 2 « одночасно » Визначають ПО № пп СЛІДОВНІСТЬ вико Є 3 « вимірюють енерговитрати " Є 4 « ПІСЛЯ ЧОГО ПО оівнюють їх (енеоговитрати) у пристрої обчислювальному 3 заданими » Є 5 « ПОСЛІДОВНО виконують різ головної та хвостової частини заготовки » Нема нання дій з матеріальними об'єктами у часі Виконують дію над матеріальними об'єктами (наприклад, током і напругою) з використанням пристрою (виміоювача енерговитрат) Виконують дію над матеріальними об'єктами (енерговитратами у вигляді електричного сигналу на виході вимірювача енерговитрат) у часі з використанням пристрою (пристрою обчислювального) Виконують дію над матеріальним об'єктом (розкатом) з визначеною ПОСЛІДОВНІСТЮ виконання ДІЙ 3 матеріальними об'єктами у часі 49258 Таблиця 1 (продовження) ВІДПОВІДНИХ валків які тиснуть на злиток За допомогою BE (2) електроприводів горизонтальних та вертикальних валків визначають витрати електро6 " (при яких виХарактеризую енергії на деформацію тиску Отриману інформамірюють енергоумови (режим) цію передають у пристрій обчислювальний (4) де витрати) на девиконання дії обчислюють величину об'єму на яку здеформоваформацію зсуву Нема над матеріально злиток при його переробці у розкат та відповідметалу при кожним об'єктом ну величину енерговитрат на це Наприкінці порівному різі розканюють величину енерговитрат на виміряний об'єм ту, » деформації тиском усього злитка з заданими енер7 « визначають Характеризує говитратами Після чого у ПО визначають напряоозміри поперечумови виконання мок у якому потрібно прямувати заготівки, які буНема ного січення загодії над матеріадуть порізані з даного розкату на гідравлічних товки " льним об'єктом ножицях 8 « порівнюють і Характеризує Структурна схема системи, яка реалізує спо(енерговитрати) у умови виконання сіб, що пропонується, показана на фіг 2 На ній пристрої обчисдії над матеріапозначені лювальному 3 льним об'єктом з 1 Гильйотинні ножиці (ГН), Нема використанням заданими для 2 Електропривід ножиць (ЕПН), визначених розпристрою обчис3 Вимірювач енерговитрат (BE), мірів поперечного лювального 4 Пристрій обчислювальний (ПО), січення розкату" 5 Вимірювач ширини розкату (ВШР), 6 Вимірювач товщини розкату (ВТР) З перелічених у таблиці суттєвих ознак ознаки, Вихід ЕПН (2) підключен до ГН (1), вхід BE (3) наведені у п п 5, 6, 7 та 8 є ВІДМІТНИМИ, а їх наявпідключен до ЕПН, до входів ПО (4) підключені ність при реалізації способу достатня в усіх випадвиходи BE (3), ВШР (5) та ВТР (6) ках, на які поширюється обсяг правової охорони Працює запропонована система наступним Для реалізації суттєвої відмітної ознаки за п 5 чином передбачується у системі, що його реалізує застоПісля транспортування розкату від КЛІТІ обсувати так звані «ГІЛЬЙОТИННІ НОЖИЦІ», ЯКІ виконужимного стану до ГН (1) його виставляють на ноють різ товстого гарячого металу завдяки викорисжицях для відрізання головної частини першої тання деформації зсуву заготовці, виконують різ розкату, при цьому одноДля реалізації суттєвої відмітної ознаки за п 6 часно BE (3), який підключений до ЕПН (2), вимінеобхідно підключити вимірювач енерговитрат до рюють енерговитрати на деформацію зсуву метаэлектроприводу ножиць, а не до електроприводів лу при порізці Потім висувають розкат з під КЛІТІ обжимного стану, як у прототипі Енерговитножиць на задану довжину першої заготовці та рати можна вимірювати також за допомогою вимівиконують різ розкату, при цьому вимірюють енеррювача зусилля (наприклад, тензодатчика) на говитрати на деформацію зсПрацює ця система приводі ножиць, яке витрачене на деформацію наступним чуву металу при відрізанні хвостової металу при порізці та вимірювача часу на цю дечастини заготовки від розкату За допомогою ВШР формацію (5) та ВТР (6) вимірюють поперечні розміри розкаДля реалізації суттєвої відмітної ознаки за п 7 ту Одержану інформацію передають до ПО (4) де необхідно у систему, що його реалізує (у пристрій визначають КІЛЬКІСТЬ енергії витрачену на різ загообчислювальний) завести тим чи іншим чином товки з даними поперечними розмірами Після інформацію о поперечних розмірах розкату, начого порівнюють її із допустимими витратами та приклад фабрикаційних (заданих), або виміряних приймають рішення про подальший напрямок пеза допомогою ВІДПОВІДНИХ датчиків ресування заготовки на подальшу прокатку (при витрачених енерговитратах менших від заданих), Для реалізації суттєвої відмітної ознаки за п 8 або на додатковий підігрів у методичних печах (у необхідно у пристрої обчислювальному відносити протилежному випадку) визначені енерговитрати не до об'єму деформованого металу, а до розмірів поперечного січення Передбачуваний винахід, як система, характерозкату від яких також залежать енерговитрати на ризується наступною сукупністю суттєвих ознак, деформацію зсуву яка дозволяє досягти ефекту при її реалізації Структурна схема системи, яка реалізує прототип показана на фіг 1 На ній позначені Таблиця 2 1 Обжимна кліть (ОК), 2 Вимірювач енерговитрат (BE), Наявність Ознака яка харак3 Електропривод валків обжимної КЛІТІ (ЕПК), даної № Суттєві ознаки теризує об'єкт вина4 Пристрій обчислювальний (ПО), ознаки у п\п ходу "пристрій" 5 Датчик розчину вертикальних валків (ДРВВ) прототипі ОК, 1 Гильйотинні Наявність конструк6 Датчик розчину горизонтальних валків НОЖИЦІ (ГН) Нема тивних елементів у (ДРГВ) ОК, пристрої иномОдночасно з реверсивною прокаткою на 2 Електропривод Наявність конструкОК розкатів зі злитків (1) у кожному проході виміножиць (ЕН) Нема тивних елементів у рюють за допомогою ДРВВ (5) і ДРГВ (6) розчин пристрої 49258 Таблиця 2(продовження; вихід ВШР входу ПО підключений вихід ВТР 10 До входу ГН підключений вихід ЕН 9 До 3 4 5 6 7 8 Вимірювач шиоини розкату (ВШР) Вимірювач товщини розкату (ВТР) Вимірювач енерговитрат (BE) Пристрій обчислювальний (ПО) До входів ПО підключений вихід BE До входу ПО підключений Нема Нема Є Є Є Нема Наявність конструктивних елементів у пристрої Наявність і конструктивних і елементів у пристрої Наявність конструктивних елементів у пристрої Наявність конструктивних елементів у пристрої Наявність зв'язків МІЖ елементами 5 Наявність зв'язків МІЖ елементами Нема Наявність зв'язків МІЖ елементами З перелічених у Таблиці 2 суттєвих ознак ознаки, наведені у п п 2, 3, 4, 5, та 9, 10, 11 є ВІДМІТНИМИ, а їх наявність при здійсненні пристрою достатня в усіх випадках, на які поширюється обсяг правової охорони BE може бути виконаний як типовий електролічильник або як вимірювач зусилля потрібного на відрізання заготовки, наприклад, тензометричного типу, та годинник який вимірює час різу ВШР та ВТР можуть бути виконані як вимірювач ширини, описаний у заявці №2000084604 від 01 08 98р Наявність зв'язків МІЖ елементами ДРВБ Нема 2 В? З ЕПК ок .1. ГН Фиг.2. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for grading roll ingots for rolling in “transit” and system fot its implementation
Автори англійськоюDorenskyi Volodymyr Mykolaiovych, Dryhin Oleksandr Ivanovych, Zelenskyi Viktor Yevhenovych, Omelianenko Mykola Ivanovych, Ohei Viktor Ivanovych, Oschepkov Anatolii Mykolaiovych
Назва патенту російськоюСпособ сортировки прокатных заготовок на прокатку по методу «транзита» и система его реализации
Автори російськоюДоренский Владимир Николаевич, Дрыгин Александр Иванович, Зеленский Виктор Евгеньевич, Омельяненко Николай Иванович, Огей Виктор Иванович, Ощепков Анатолий Николаевич
МПК / Мітки
МПК: B21B 1/06
Мітки: реалізації, методом, спосіб, прокатку, транзиту, система, прокатних, заготівок, сортування
Код посилання
<a href="https://ua.patents.su/4-49258-sposib-sortuvannya-prokatnikh-zagotivok-na-prokatku-za-metodom-tranzitu-ta-sistema-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб сортування прокатних заготівок на прокатку за методом “транзиту” та система для його реалізації</a>
Спосіб сортування та підбору магнітних осердь та пристрій для його реалізації
Номер патенту: 19537
Опубліковано: 25.12.1997
Автори: Шигера Ігор Юрійович, Пацарнюк Ярослав Васильович, Івахів Орест Васильович
МПК: G01R 33/12
Мітки: магнітних, пристрій, підбору, реалізації, спосіб, осердь, сортування
Формула / Реферат:
1. Спосіб сортування та підбору магнітних осердь, згідно з яким в досліджуваному зразку з допомогою обмотки намагнічення створюють змінне магнітне поле, потім Індуктивним методом визначають спочатку три значення індукції динамічного циклу перемагнічення, який відрізняється тим, що в подальшому додатково визначають ряд значень індукції основної динамічної кривої намагнічення при заданих значеннях напруженості змінного магнітного поля, що...
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 43490
Опубліковано: 17.12.2001
Автори: Климанчук Владислав Владиславович, Бойко Володимир Семенович, Чекер Анатолій Олександрович, Чаркін Євген Іванович, Ощепков Анатолій Миколайович, Кравцов Олексій Вадимович, Коваленко Валерій Володимирович, Омельяненко Микола Іванович, Кашков Генадій Алимович, Гладковський Савелій Петрович
МПК: B23D 25/00, G01B 21/06
Мітки: розкатів, слябних, спосіб, система, цеху, беззалишкового, обжимного, розкрою, потоці, реалізації
Формула / Реферат:
1. Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху, при якому розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент розрізу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донноі обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину сляба, у разі...
Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Шульгін Григорій Митрофанович, Грєкін Роман Наумович, Овсій Едуард Вікторович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: прокатних, спосіб, заготівок, виробництва
Формула / Реферат:
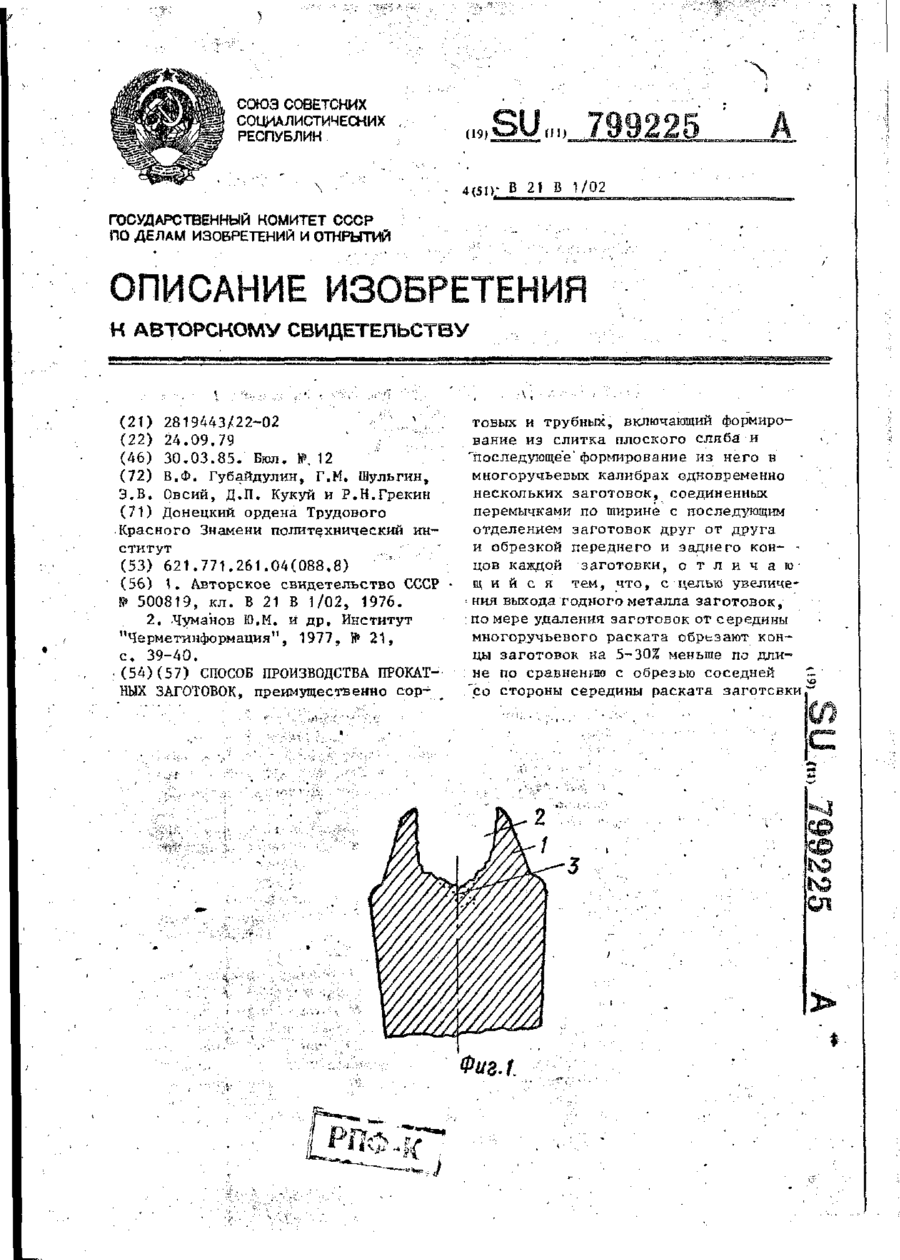
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере...
Спосіб діагностики інфекційних захворювань мас-спектрометричним методом та пристрій для його реалізації
Номер патенту: 20951
Опубліковано: 07.10.1997
Автори: Красовицький Зиновій Йосипович, Литвинова Валентина Федосіївна, Аксенов Сергій Олександрович, Шкурдода Валерій Федорович, Клімовицький Анатолій Миронович
МПК: G01N 27/62
Мітки: захворювань, мас-спектрометричним, діагностики, інфекційних, пристрій, реалізації, методом, спосіб
Формула / Реферат:
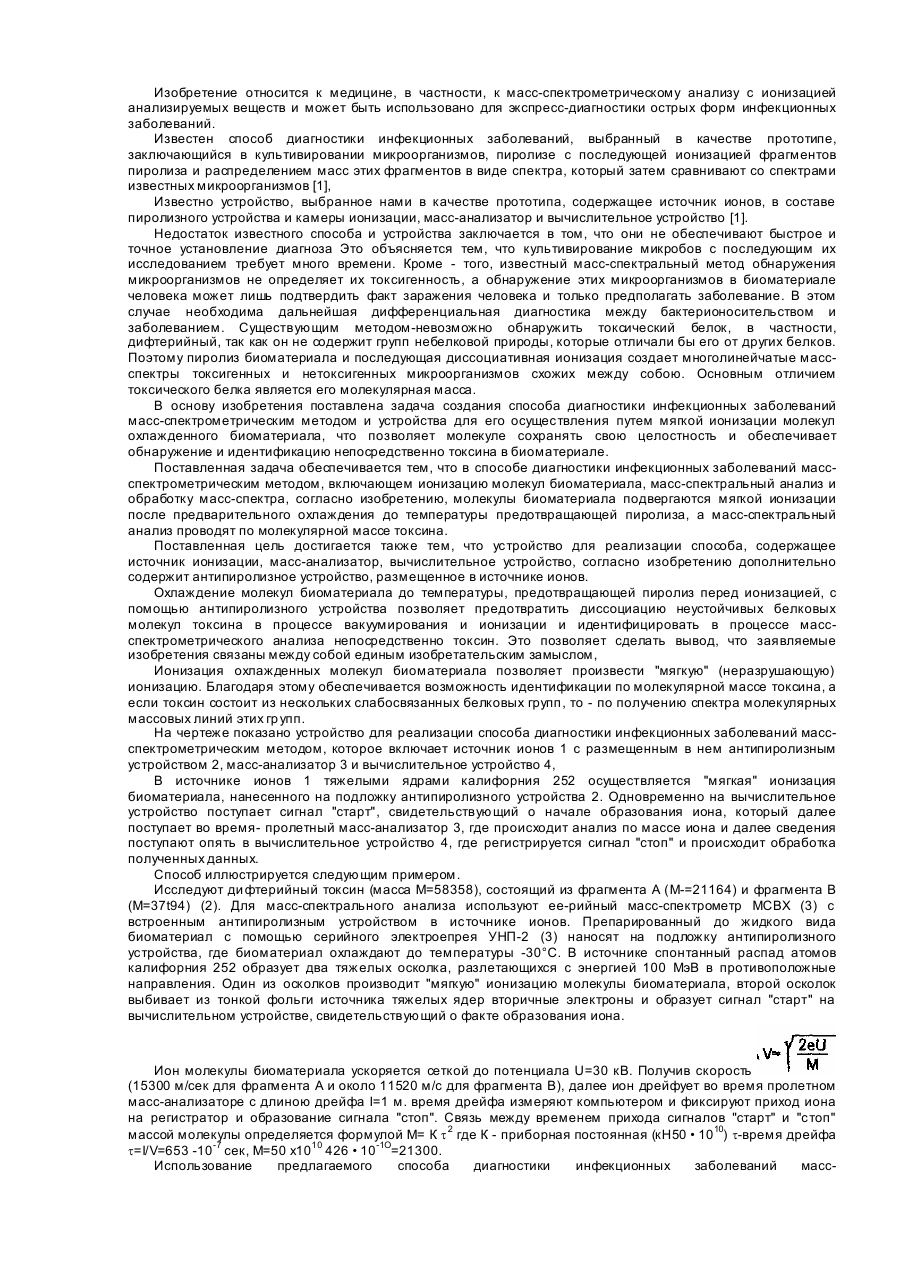
1. Способ диагностики инфекционных заболеваний масс-спектрометрическим методом, включающим ионизацию молекул биоматериала, масс-спектральный анализ и обработку масс-спектра, отличающийся тем, что молекулы биоматериала подвергают мягкой ионизации после предварительного охлаждения до температуры, предотвращающей пиролиз, а масс-спектральный анализ проводят по молекулярной массе токсина.2. Устройство для реализации способа диагностики...
Спосіб визначення міжфазного натягу методом обертової краплі і пристрій для його реалізації
Номер патенту: 39061
Опубліковано: 15.05.2001
Автор: Кісіль Роман Ігорович
МПК: G01N 13/00
Мітки: пристрій, визначення, міжфазного, обертової, натягу, методом, реалізації, краплі, спосіб
Формула / Реферат:
(21)2001021076 (54) (57)Дата прийняття Рішення28 березня 2001р.1. Спосіб визначення міжфазного натягу методом обертової краплі, що включає обертання капіляру із досліджуваними рідинами різної густоти, вимірювання видимого діаметру краплі, який відрізняється тим, що вимірюють максимальний діаметр краплі у0 і діаметр краплі у1 у точці, яка розміщена на віддалі 0,1х0 від краю краплі, додатково вимірюють...
Попередній патент: Спосіб одержання видоспецифічної r-бруцелаовісної аглютинуючої сироватки
Наступний патент: Полімерний матеріал для оболонок імплантатів м’яких тканин
Випадковий патент: Комплексна експрес-діагностика стану здоров'я людини