Спосіб виробництва прокатних заготівок
Номер патенту: 8079
Опубліковано: 26.12.1995
Автори: Овсій Едуард Вікторович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Грєкін Роман Наумович
Формула / Реферат
Способ производства прокатных заготовок, преимущественно сортовых и трубных, включающий формирование из слитка плоского сляба и последующее формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрсзов переднего и заднего концов каждой заготовки, отличающийся тем, что с целью увеличения выхода годного металла заготовок, по мере удаления заготовок от середины многоручьевого раската обрезают концы заготовок на 5-30% меньше по длине по сравнению с обрезью соседней со стороны середины раската заготовки.
Текст
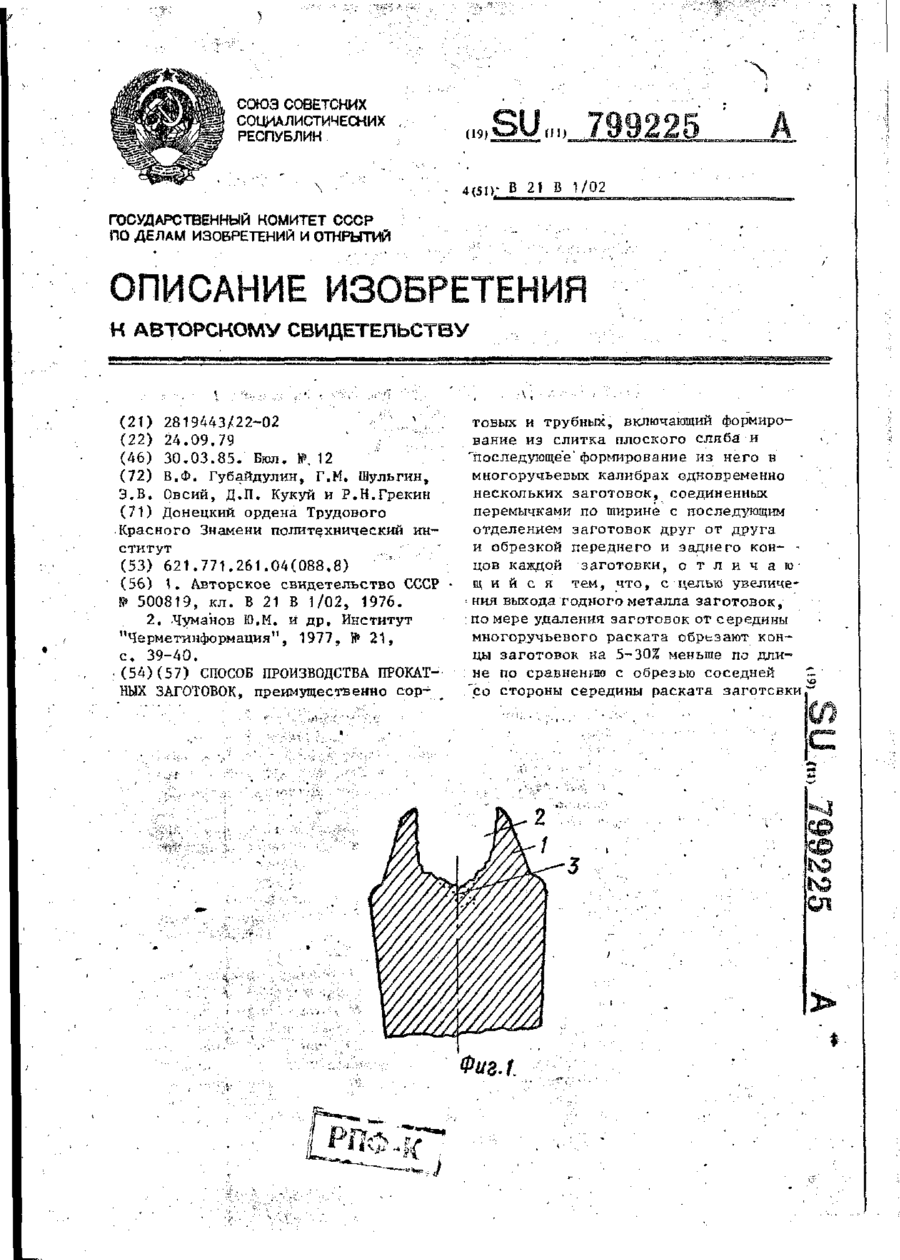
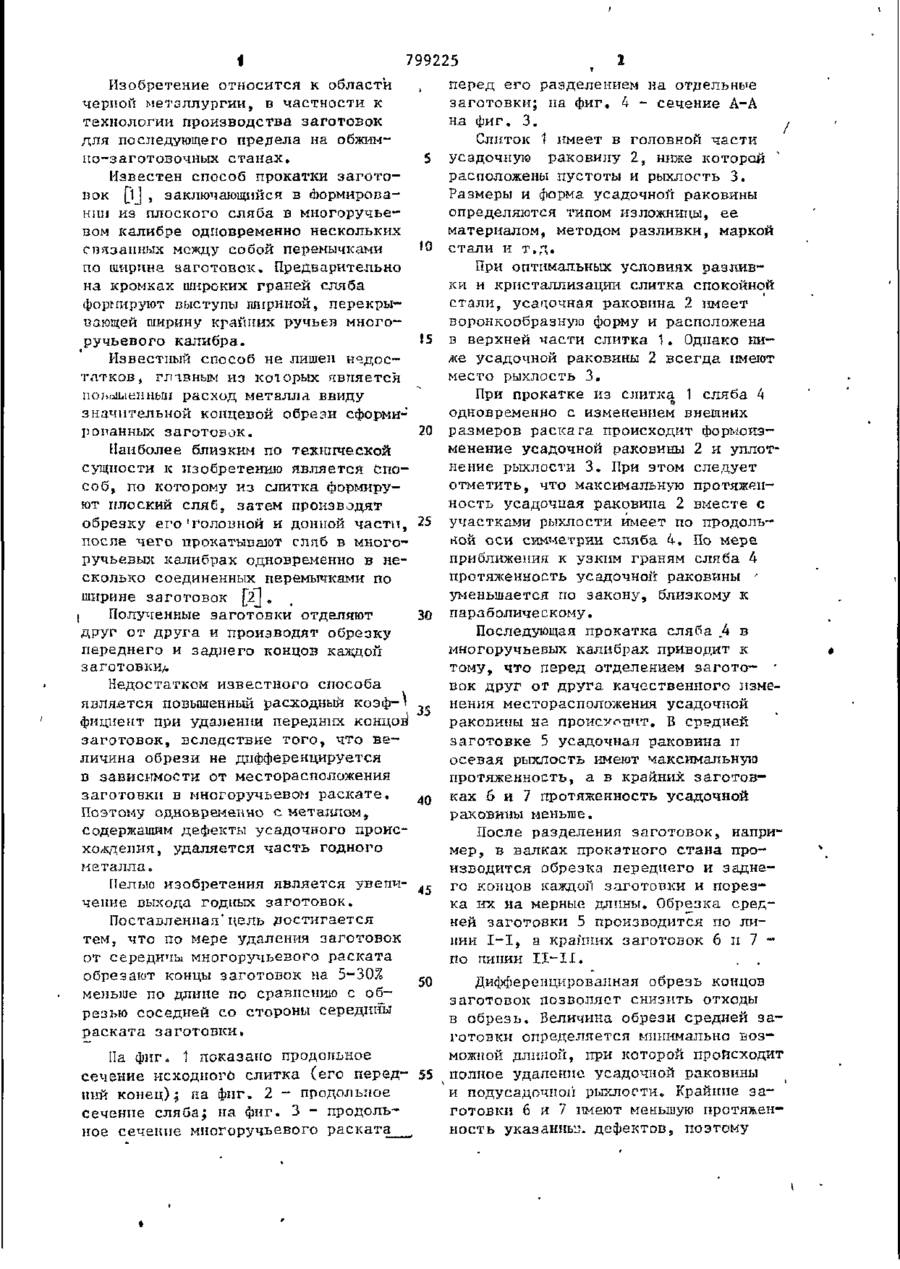
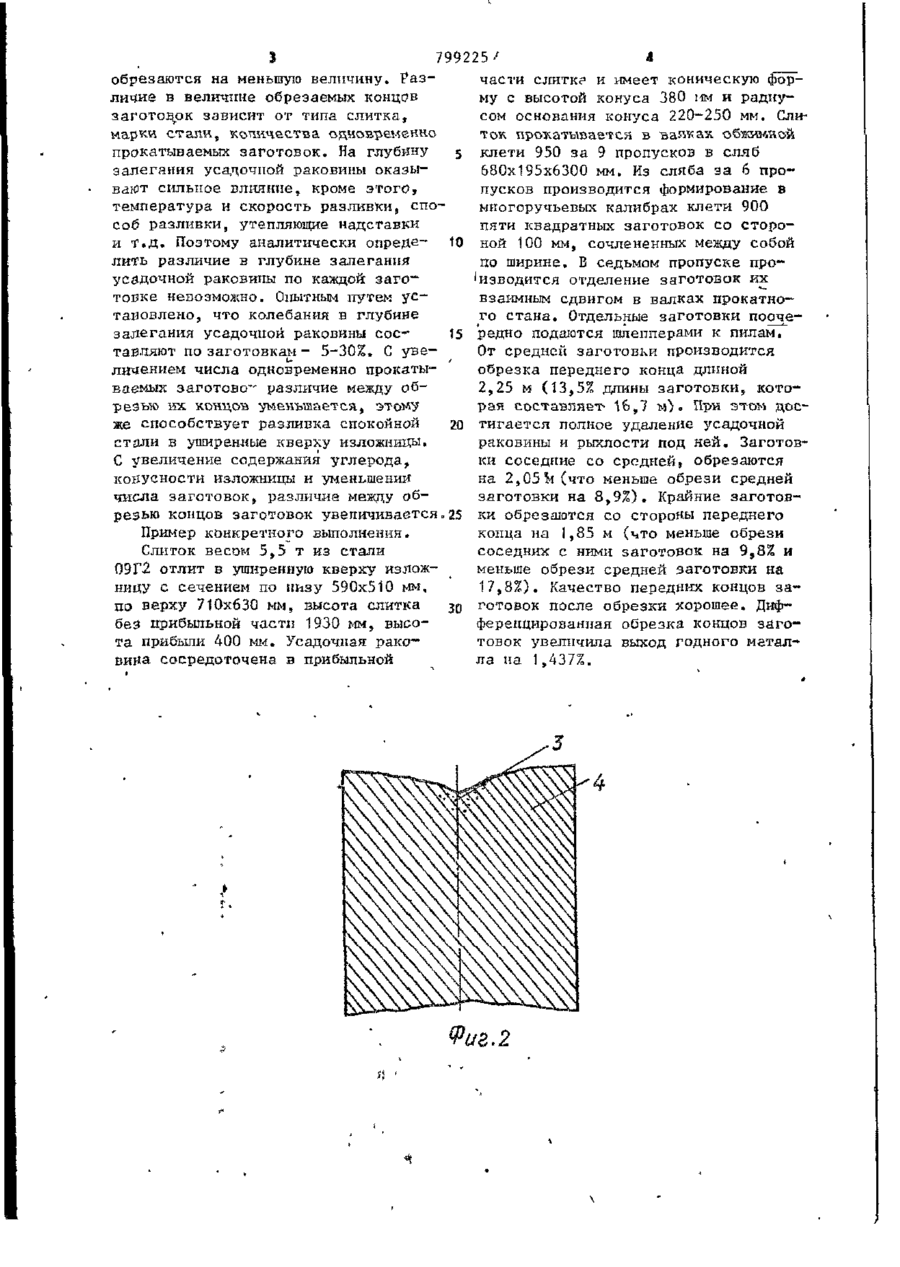
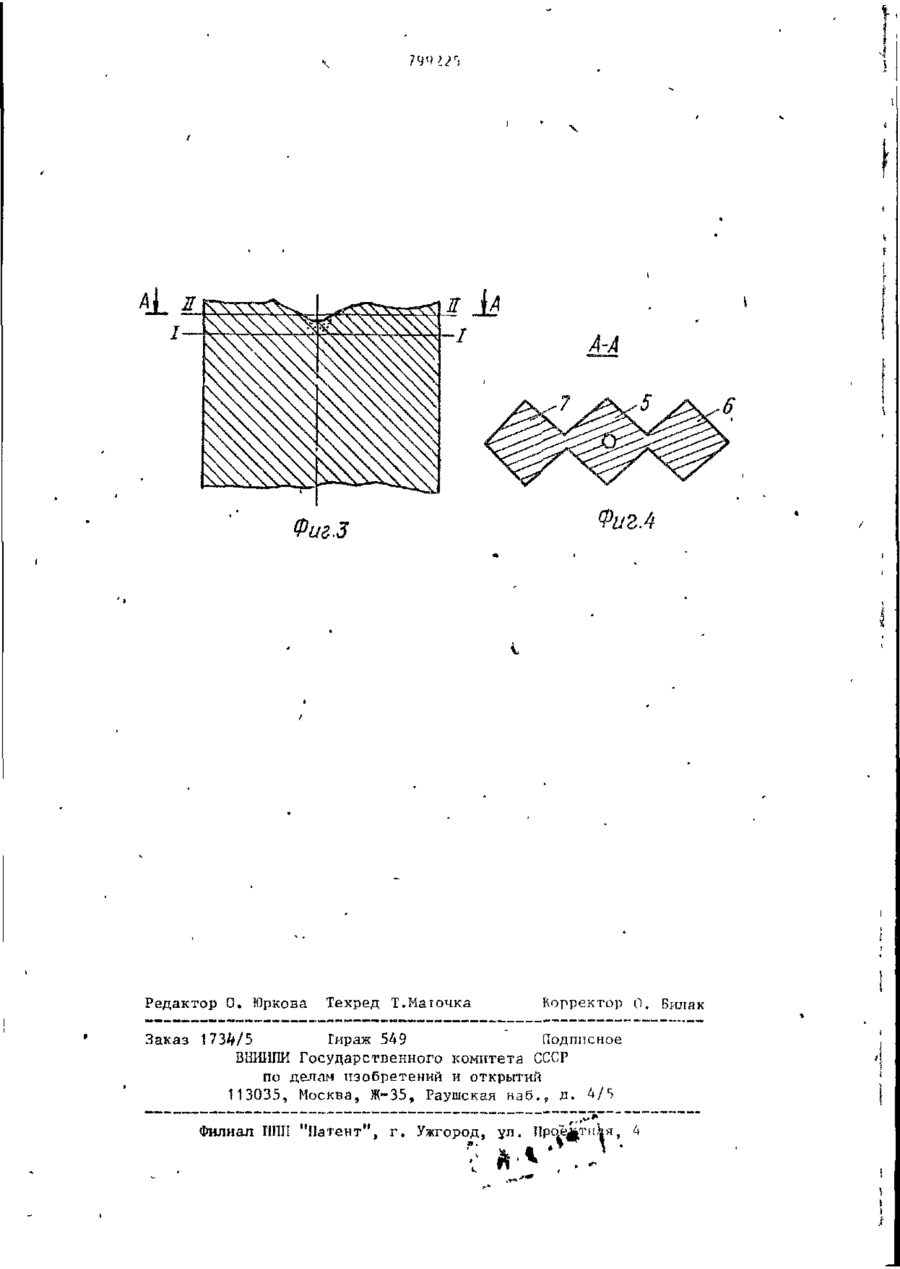
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН (19* • 4(JI>; В 21 (П) В 1/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЬэГГИЙ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 2819443/22-02 ' ..*.'. (22) 24.09.79 (46) 30.03.85. Бюл. №. 12 (72) В.Ф. Губайдулин, Г.М. Шульгин, Э.В, Овсий, Д.П. Кукуй и Р.Н.Грекин (71) Донецкий ордена Трудового Красного Знамени политехнический институт ,• (53) 621.771.261.04(088.8) (56) 1. Авторское свидетельство СССР № 500819, кл. В 21 В 1/02, 1976. 2. Чуманов Ю.М. и др. Институт "Черметинформацня", 1977, № 21, с. 39-40. (54)(57) СПОСОБ ПРОИЗВОДСТВА ПРОКАТНЫХ ЗАГОТОВОК, преимущественно сор товых и трубных, включающий формирование из слитка плоского сляба и "последующей' формирование из него в многоручьевых калибрах одновременно нескольких заготовок, соединенных перемычками по ширине с последующим отделением заготовок друг от друга и обрезкой переднего и заднего кон- цов каждой заготовки, о т л и ч а ющ и й с я тем, что, с целью увеличения выхода годного металла заготовок, по мере удаления заготовок от середины многоручьевого раската обрезают концы заготовок на 5-30% меньше по длине по сравнению с обрезыо соседней со стороны середины раската заготовки Фиг.1. і 799225 Изобретение относится к области черной металлургии, в частности к технологии производства заготовок для последующего предела на обжимпо-заготовочиых станах. Известен способ прокатки заготоиок QJ , заключающийся в Формировании из плоского сляба в многоручьевом калибре одновременно нескольких связанных между собой перемычками по ширина заготовок. Предварительно на кромках широких граней сляба формируют выступы шириной, пеї>екрьівающей ширину крайних ручьев многоручьевого калибра. Известный способ не лишен недостатков, гл-гвным из которых является погашенный расход металла ввиду значительной концевой обрези сформи-' рованных заготовок. Наиболее близким по технической сущности к изобретению является способ, по которому из слитка формируют плоский сляб, затем производят обрезку его'головной и донной части, после чего прокатывают сляб в многоручьевых калибрах одновременно в несколько соединенных перемычками по 10 J5 20 25 ширине заготовок [2]. 1 Полученные заготовки отделяют друг от друга и производят обрезку переднего и заднего концов каждой заготовки/. Недостатком известного способа ЯВЛЯЙтся повышенный расходный коэф-1 фицнент при удалении передних концов* заготовок, вследствие того, что величина обрези не дифференцируется в зависимости от месторасположения заготовки в многоручьевом раскате. Поэтому одновременно с металлом, содержащим дефекты усадочного происхождения, удаляется часть годного металла. Целью изобретения является увеличение выхода годных заготовок. Поставленная'цель достигается тем, что по мере удаления заготовок от середины многоручьевого раската обрезают концы заготовок на 5-30% меньше по длине по сравнению с обрезью соседней со стороны середины раската заготовки. 30 35 40 перед его разделением на отдельные заготовки; на фиг. 4 - сечение А-А на фиг. 3. Слиток 1 имеет в головной части усадочную раковину 2, ниже которой расположены пустоты и рыхлость 3. Размеры и форма усадочной раковины определяются типом изложницы, ее материалом, методом разливки, маркой стали и т.д. При оптимальных условиях разливки и кристаллизации слитка спокойной стали, усадочная раковина 2 имеет воронкообразную форму и расположена в верхней части слитка 1. Однако ниже усадочной раковины 2 всегда имеют место рыхлость 3. При прокатке из слитка 1 сляба 4 одновременно с изменением внешних размеров раската происходит формоизменение усадочной раковины 2 и уплотнение рыхлости 3. При этом следует отметить, что максимальную протяженность усадочная раковина 2 вместе с участками рыхлости имеет по продольной оси симметрии сляба 4. По мере приближения к узким граням сляба 4 протяженность усадочной раковины ' уменьшается по закону, близкому к параболическому. Последующая прокатка сляба ,4 в многоручьевых калибрах приводит к тому, что перед отделением загото- ' вок друг от друга качественного изменения местораспололсенил усадочной раковины на происх^тічт. В средней заготовке 5 усадочная раковина и осевая рыхлость имеют максимальную протяженность, а в крайних заготовках 6 и 7 протяженность усадочной раковины меньше. После разделения заготовок, напри-1 мер, в валках прокатного стана производится обрезка переднего и заднего концов каждой заготовки и порезка их на мерные длины. Обрезка средней заготовки 5 производится по линии 1-І, а крайних заготовок 6 и 7 • по пинии ІІ-ІІ. . , Дифференцированная обрезь концов заготовок позволяет снизить отходы в обрезь. Величина обрези средней заготовки определяется минимально возможной длиной, при которой происходит На фиг. 1 показано продольное сечение исходного слитка (его перед- 55 полное удаление усадочной раковины и подусадочноіі рыхлости. Крайние заний конец); на фиг. 2 - продольное готовки 6 и 7 имеют меньшую протяженсечение сляба; на фиг. 3 - продольность указанных дефектов? поэтому ное сечение многоручьевого раската 50 799225-' обрезаются на меньшую величину. Разчасти слитк? и имеет коническую форличие в величине обрезаемых концов му с высотой конуса 380 им и радиузаготовок зависит от типа слитка, сом основания конуса 220-250 мм. Слимарки стали, количества одновременно ток прокатывается в валках обжимной прокатываемых заготовок. На глубину 5 клети 950 за 9 пропусков в сляб залегания усадочной раковины оказы680x195x6300 мм. Из сляба за 6 провает сильное влияние, кроме этого, пусков производится формирование в температура и скорость разливки, спомногоручьевых калибрах клети 900 соб разливки, утепляющие надставки пяти квадратных заготовок со сторои Т.Д. Поэтому аналитически опреде- to ной 100 мм, сочлененных между собой лить различие в глубине залегания по ширине. В седьмом пропуске проусадочной раковины по каждой заго~ 'изводится отделение заготовок их тоске невозможно. Опытным путем усвзаимным сдвигом в валках прокатнотановлено, что колебания в глубине го стана. Отдельные заготовки поочезалегания усадочной раковины сое15 редно подаются шлепперами к пилам. тавляют по заготовкам - 5-30%. С увеОт средней заготові^и производится личением числа одновременно прокатыобрезка переднего конца длиной Баемых заготово" различие между об2,25 м (13,5% длины заготовки, которезью их концов уменьшается, этому рая составляет 16,7 м ) . При этом досже способствует разливка спокойной 20 тигается полное удаление усадочной стали в уширенные кверху изложницы, раковины и рыхлости под ней. ЗаготовС увеличение содержания углерода, ки соседние со сродней, обрезаются конусности изложницы и уменьшении на 2,05 м (что меньше обрези средней числа заготовок, различие между обзаготовки на 8,9%). Крайние заготоврезью концов заготовок увеличивается,25 ки обрезаются со стороны переднего конца на 1,85 м (что меньше обрези Пример конкретного выполнения. соседних с ними заготовок на 9,8% и Слиток весом 5,5 т из стали меньше обрези средней заготовки на 09Г2 отлит в уширенную кверху излож17,8%). Качество передних концов заницу с сечением по низу 590x510 мм, готовок после обрезки хорошее. Дифпо верху 710x630 мм, высота слитка зо ференцированная обрезка концов загобез прибыльной части 1930 мм, высотовок увеличила выход годного металта прибыли 400 мм. Усадочная ракола на 1,437%. вина сосредоточена з прибыльной Фиг. 2 Фиг.З Редактор 0. Юркова Техред Т.Маточка Фиг.4 Корректор 0. Билак Заказ 173^/5 Тираж 549 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., Д. 4/S Филиал ППП "Патент", г, Ужгород, ул. Ироелтийя, U
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for fabrication of rolling billets
Автори англійськоюHubaidulin Viacheslav Fuatovych, Shulhin Hryhorii Mytrofanovych, Ovsii Eduard Viktorovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Kukuj Davyd Penkhusovych
Назва патенту російськоюСпособ производства прокатных заготовок
Автори російськоюГубайдулин Вячеслав Фуатович, Зосимова Виктория Григорьевна, Овсий Эдуард Викторович, Кукуй Давид Пенхусович
МПК / Мітки
МПК: B21B 1/02
Мітки: заготівок, прокатних, виробництва, спосіб
Код посилання
<a href="https://ua.patents.su/4-8079-sposib-virobnictva-prokatnikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокатних заготівок</a>
Спосіб виробництва товстих листів
Номер патенту: 597
Опубліковано: 15.12.1993
Автори: Шульженко Віктор Васильович, Хорошілов Микола Макарович, Соловьйов Дмитро Володимирович, Міллєр Віктор Вікторович, Міронов Євген Костянтинович, Проценко Юрій Юрійович
МПК: B21B 1/38
Мітки: спосіб, виробництва, листів, товстих
Формула / Реферат:
Способ производства толстых листов, включающий нагрев слитка, прокатку на обжимном стане, удаление дефектных концов заготовки, порезку на слябы, последующую горячую прокатку на листовом стане, вырезку проб для механических испытаний и порезку на мерные длины, отличающийся тем, что удаление дефектных концов концевых слябов осуществляют до появления бездефектного металла на ширине 0,5-0,7 его ширины, а вырезку проб для механических испытаний и...
Спосіб прокатки заготівок
Номер патенту: 7906
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Левічев Павло Олексійович, Губайдулін Вячеслав Фуатович, Шульгін Григорій Митрофанович, Корінь Андрій Олександрович
МПК: B21B 1/02
Мітки: заготівок, прокатки, спосіб
Формула / Реферат:
Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью улучшения качества мест разделения и упрощения отделения заготовок при формировании многоручьевого раската в виде трех неравноосных заготовок, соединенных перемычками по большим осям, разделение заготовок осуществляют срезом перемычек, при этом одновременно смещают среднюю заготовку относительно крайних в направлении, перпендикулярном общей оси раската, и...
Спосіб прокатки заготівок
Номер патенту: 7901
Опубліковано: 26.12.1995
Автори: Максаков Анатолій Іванович, Тільга Степан Сергійович, Бабанко Михайло Антонович, Левічев Павло Олексійович, Шульгін Григорій Митрофанович, Нечепоренко Володимир Андрійович, Губайдулін Вячеслав Фуатович, Дишковець Геннадій Анатолійович, Костюченко Михайло Іванович
МПК: B21B 1/02
Мітки: спосіб, прокатки, заготівок
Формула / Реферат:
1. Способ прокатки заготовок по авт. св. № 888365, отличающийся тем, что, с целью повышения технологичности процесса и уменьшения расхода валков, раскат формируют состоящим из прямоугольных заготовок, соединенных между собой перемычками по узким граням, а локальную деформацию металла в районе перемычек производят до соприкосновения узких граней по всей их ширине, после чего продольное разделение заготовок осуществляют прокаткой раската в...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Проценко Юрій Юрійович, Бондаренко Микола Андрійович, Луцький Михайло Борисович, Дорожко Іван Кирилович, Чічкан Артур Олексійович, Луценко Віктор Олександрович, Тарасов Віктор Іванович
МПК: B21B 1/02
Мітки: виготовлення, заготівок, спосіб
Формула / Реферат:
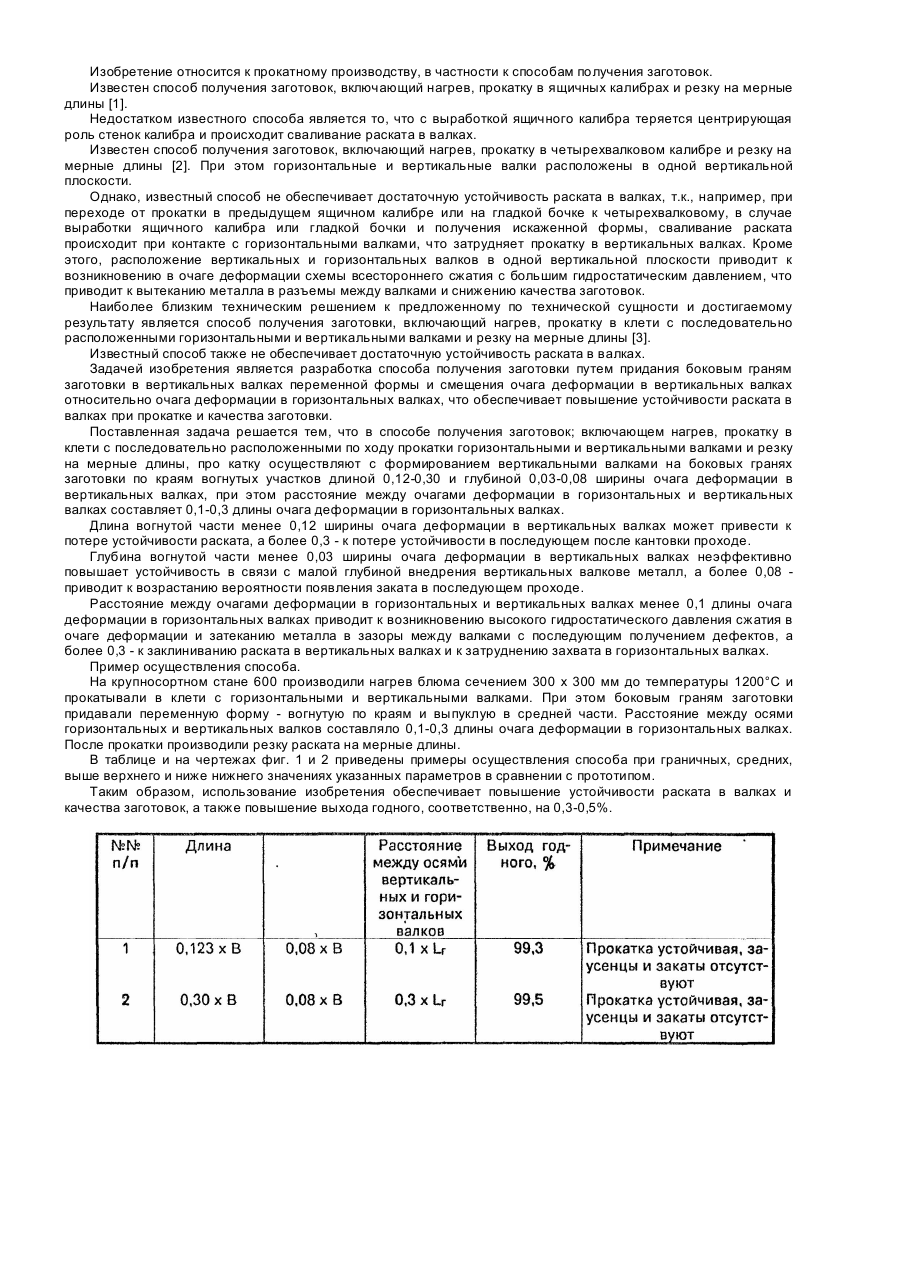
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Спосіб прокатки заготівок з неперервнолитих сталей
Номер патенту: 7890
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Левицький Анатолій Петрович, Следнев Володимір Петрович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: сталей, прокатки, неперервнолитих, заготівок, спосіб
Формула / Реферат:
Способ прокатки заготовок из непрерывнолитых сталей, включающий деформацию слябов в направлении большей оси симметрии ликвацион-ной зоны на гладкой бочке в несколько проходов на первом этапе, последующую деформацию в многоручьевом калибре с формированием впадин трапециевидной формы в средней части граней, контактирующих с валками, и сосредоточением ликвационной зоны в средней части заготовки на втором этапе, отличающийся тем, что, с целью...
Попередній патент: Підбирач коренеплодів
Наступний патент: Спосіб виготовлення вологостійкого паперу
Випадковий патент: Напій слабоградусний "лонгер грейпфрут жовтий з низьким вмістом цукру"