Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Коломенський Володимир Констянтинович, Осоченко Іван Мойсейович, Танічев Олексій Григорійович, Іванов Євген Іванович, Стома Генріх Францевич, Дейнека Анатолій Якович, Котов Ігор Іванович, Андреєв Юрій Петрович, Фурса Віталій Григорович, Соболевський Едуард Йосипович
Формула / Реферат
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со степенью раздачи 0,4-0,6 величины общей остаточной деформации, затем проворачивают трубу на 180° вокруг ее продольной оси и производят окончательное калибрование до получения заданного диаметра.
Текст
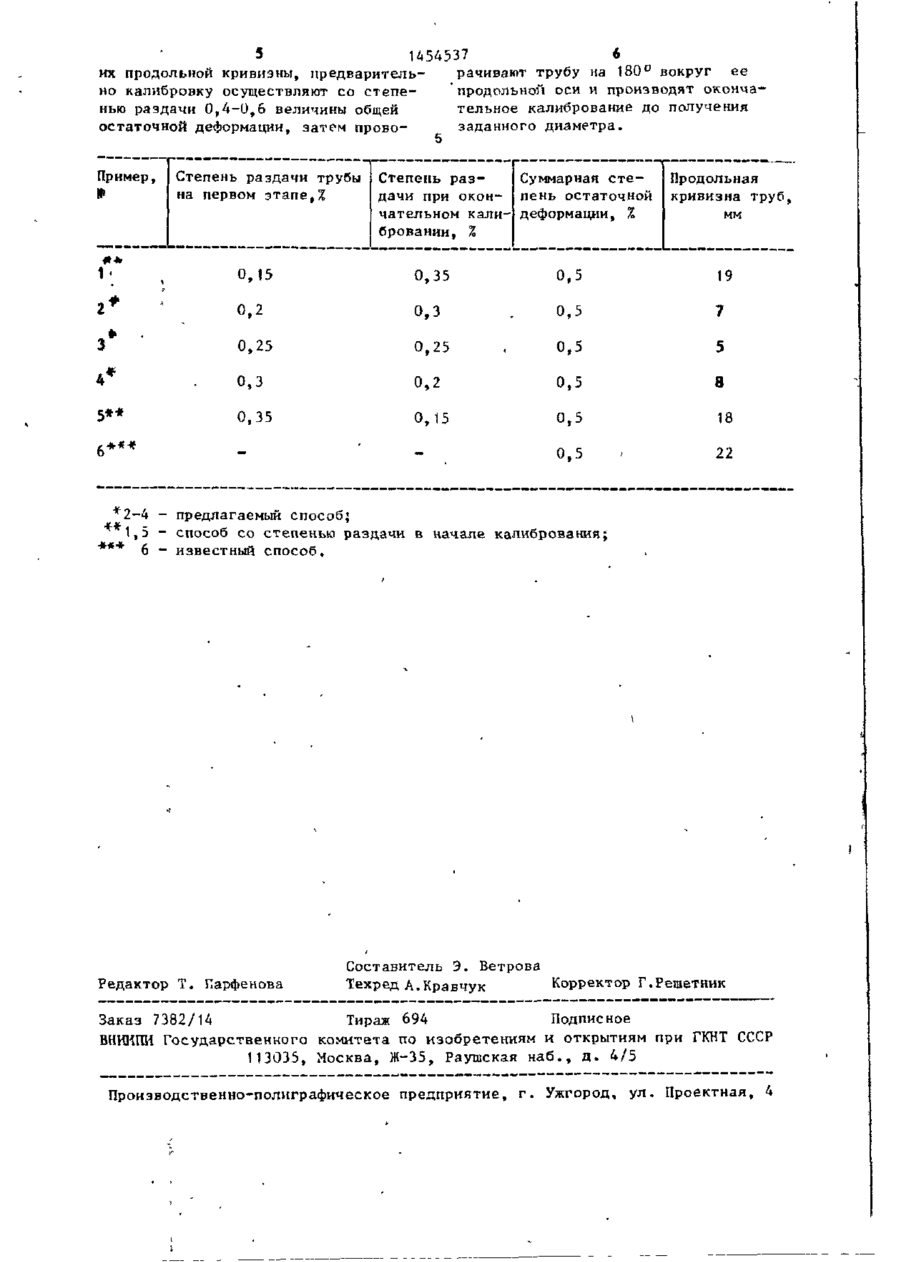
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении сварных двухшовных труб большого диамет* ра. Цель изобретения - повышение качества труб за счет снижения продольной кривизны. Предварительное калибрование труб на экспандере осуществляют со степенью раздачи^равной 0,4-0.6 величины общей остаточной деформации при калибровании. Окончательное калибрование производят после поворота трубы на 180 относительно продольной оси. Этим обесг печивается компенсация продольных деформаций при раздаче трубы. 1 табл. 1 Изобретение относится к обработке те экспандера и задают на калибруметаллов давлением и может быть исющую головку. Затем производят калипользовано при изготовлении сварных брование трубы повторяющимися цикладвухшовных труб большого диаметра, ми раздачи сегментами головки, разприменяемых, в частности, для стро5 двигающимися в радиальном направлеительства магистральных газонефтении. Вначале трубу раздают на велипроводов . чину 0,4-0,6 общей остаточной (заданЦелью изобретения является повыной) деформации, которая обеспечивашение качества труб за счет снижеьия ется настройкой оборудования. После их продольной кривизны. 10 каждого цикла раздачи сегменты головСущность изобретения заключается ки сводятся в исходное положение и в том, что калиброванием в два этатрубу перемещают на величину, обеспа с поворотом трубы на 180 между печивающую перекрытие раздаваемых этапами компенсируют продольные дев каждом цикле участков. После оконформации, возникающие при раздаче 15 чания последнего цикла раздачи трубу на гидромеханическом экспандере. проворачивают на 180° вокруг ее проПредлагаемый способ осуществляетдольной оси, после чего производят ся следующим образом. окончательное калибрование, аналоТрубу ориентируют сварными швагично начальному калиброванию до поми относительно пазов на инструмек- 20 лучения заданного диаметра. -* - ,г со 1454537 При калибровании вначале с раздающую тележку, поворотом опорных роличей на величину 0,4-0,6 общей заданков ориентировали сварными швами отной деформации продольные волокна носительно пазов на рабочей поверхтрубы получают неодинаковое укороности сегментов. Задающая тележка печение. После проворота трубы на 180° ремещала трубу в рабочее положение. вокруг ее продольной оси и последуюКалибрование производили с суммарной щего окончательного калибрования степенью остаточной деформации 0,5%, с раздачей до заданного диаметра, На каждом этапе калибрование осуучастки трубы, которые в начале каществляли раздачей повторяющимися либрования располагались выше горициклами с перекрытием раздаваемых зонтальной плоскости, проходящей чеучастков в 100 мм. В начале н в конце рез продольную ось трубы, занимают калибрования задавали различные стеположение ниже указанной плоскости пени деформации. В начале величина и наоборот, т.е. меняются местами. 15 степени раздачи составляла 0,15; 0,2; Благодаря этому при окончательном 0,25; 0,3; 0,35% при сохранении сумкалибровании участки трубы, получивмарной степени деформации 0,5%. Пошие ранее меньшее укорочение, теперь сле первого этапа калибрования пров большей степени укорачиваются, т.е. ворачивали трубу на 180 вокруг ее происходит зыравнивание поперечных 20 продольной оси. и продольных деформаций, что способТрубы, полученные с использованиствует получению труб более точных ем предлагаемого способа сравнивали по кривизне. с трубами 1420 х 16,8 мм из стали 09Г2ФБ, полученными известным споВеличина степени раздачи в начальный период калибрования определена 25 собом с калиброванием со степенью остаточной деформации 0,5%, исполь- экспериментальным путем. зуемым при промышленном производстве Если в начале калибрования величитруб диаметром 1420 мм. на степени раздачи меньше 0,4 велиВ таблице приведены результаты чины общей (заданной) остаточной сравнительных замеров кривизны труб среднее по продольной визны трубы. В случае, если в нача35 кривизне для предлагаемого способа ле калибрования величина степени составляет 7 мм, для известного спораздачи больше 0,6 величины общей соба (№ 6) - 22 мм. Способ с величи(заданной) остаточной деформации, ной степени раздачи в начале калиброто при окончательном калибровании вания, выходящей за предлагаемые из-за малой степени раздачи не про40 пределы (№ 1 и 5) не обеспечивает ходит - выравнивания продольных деуменьшения продольной кривизны. формаций и труба сохраняет кривизну, полученную в начале калибрования. Предлагаемый способ, кроме того, обеспечивает нанесение качественного Предлагаемый способ калибрования актикоррозионного покрытия в заводсварных двухшовных труб опробован 45 ских условиях за счет уменьшения в условиях трубного завода при изгобиения трубы при ее перемещении. товлении труб размером 1420 мм с толФ о р м у л а и з о б р е т е н и я щиной стенки 16,8 мм, длиной 11,5 м из стали 09Г2ФБ на гидромеханическом Способ калибрования сварных двухэкспандере. Калибрующая головка эксшовных труб большого диаметра, вклю50 пандера состоит из 10 раздвигающихся чающий калибрование трубы повторяюв радиальном направлении сегментов щимися циклами раздачи по диаметру с длиной рабочей части, равной на величину заданной остаточной де1370 мм и имеющей на двух противопоформации и перемещение трубы между - > ложных сегментах пазы, предназначенциклами вдоль ее продольной оси с 55 ные для размещения в них внутренних обеспечением перекрытия раздаваемых сварных швов труб. Сварные швы при участков по длине трубы, о т л и ч а калибровании располагали горизонталью щ и й с я тем, что, с целью повыно. Каждую трубу, уложенную на задашения качества труб за счет снижения 5 1454537 6 их продольной кривизны, предварительрачивают трубу на 180° вокруг ее но калибровку осуществляют со степепродольной оси и производят окончанью раздачи 0,4-0,6 величины общей тельное калибрование до получения остаточной деформации, затем провозаданного диаметра. 5 [Тример, 1 Степень раздачи трубы на первом этапе,% Степень разСуммарная стедачи при окон- пень остаточной чательном кали- деформации, % бровании, X Продольная кривизна труб, мм 0,15 0,35 0,5 19 0,2 о,з 0,5 7 0,25 0,25 0,5 5 4* 0,3 0,2 0,5 8 5** 0,35 0,15 0,5 18 6*** _ 0,5 22 *2-4 +*1,5 *** 6 предлагаемый способ; способ со степенью раздачи в начале калибрования; известный способ. Редактор Т. Парфенова Составитель Э. Ветрова Техред А.Кравчук Корректор Г.Решетник Заказ 7382/14 Тираж 694 Подписное В И Г Государственного комитета по изобретениям и открытиям при ГКНТ СССР Н ИШ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюIvanov Yevhen Ivanovych, Sobolevskyi Eduard Yosypovych, Stoma Henrikh Frantsevych, Fursa Vitalii Hryhorovych, Tanichev Oleksii Hryhoriiovych, Osochenko Ivan Moiseiovych
Автори російськоюИванов Евгений Иванович, Соболевский Эдуард Иосифович, Стома Генрих Францевич, Фурса Виталий Григорьевич, Таничев Алексей Григорьевич, Осоченко Иван Моисеевич
МПК / Мітки
МПК: B21C 37/06
Мітки: труб, великого, діаметру, двошовних, зварних, калібрування, спосіб
Код посилання
<a href="https://ua.patents.su/4-4947-sposib-kalibruvannya-zvarnikh-dvoshovnikh-trub-velikogo-diametru.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібрування зварних двошовних труб великого діаметру</a>
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Валентин Рудольфович, Тир Сергій Валентинович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Шарошка для буріння свердловин великого діаметру
Номер патенту: 2391
Опубліковано: 26.12.1994
Автори: Кліманов Олександр Сергійович, Кантор Семен Ісакович, Кітик Петро Григорович, Кацов Костянтин Борисович, Пятибратов Максим Андрійович, Заболотний Леопольд Володимирович
МПК: E21B 10/22
Мітки: свердловин, великого, буріння, шарошка, діаметру
Формула / Реферат:
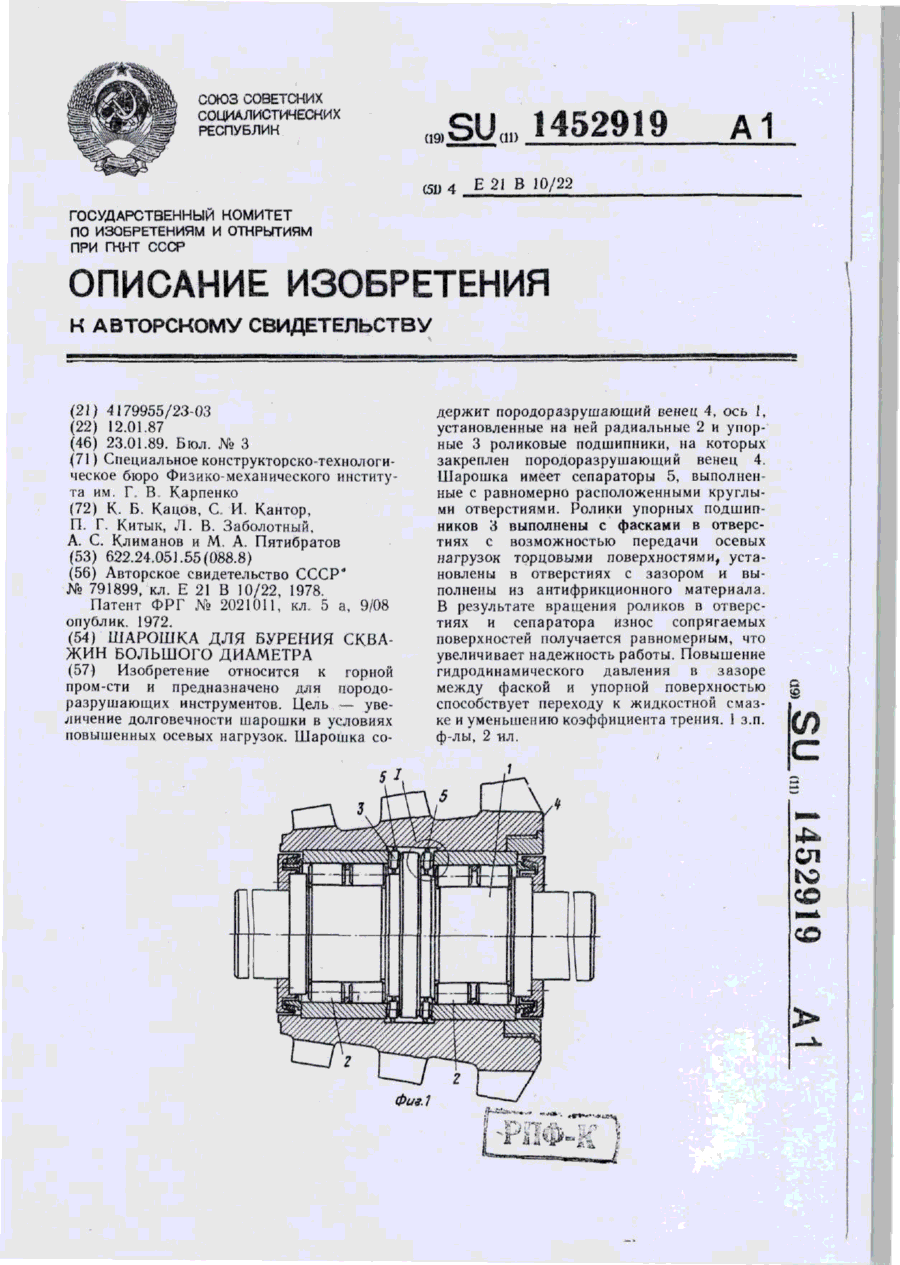
1. Шарошка для бурения скважин большого диаметра, содержащая породоразрушающий венец, ось, установленные на оси радиальные и упорные роликовые подшипники, на которых закреплен породоразрушающий венец, отличающаяся тем, что, с целью повышения долговечности шарошки в условиях повышенных осевых нагрузок, она снабжена сепараторами, выполненными с равномерно расположенными круглыми отверстиями, а ролики упорных подшипников выполнены с фасками и...
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Самородницький Давид Єйхинович, Малінін Альберт Леонідович, Ротенфельд Веніамін Соломонович
МПК: B29C 65/18
Мітки: термопластів, труб, спосіб, з'єднання
Формула / Реферат:
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Спосіб розбирання замкових з’єднань бурильних труб
Номер патенту: 2362
Опубліковано: 26.12.1994
Автори: Кийко Людмила Миколаївна, Даниляк Ярослав Богданович, Карпаш Олег Михайлович, Зінчак Ярослав Михайлович
МПК: E21B 19/00
Мітки: спосіб, з'єднань, бурильних, замкових, труб, розбирання
Формула / Реферат:
Способ разборки замковых соединений бурильных труб, включающий закрепление бурильной трубы, нагрев замка, приложение к замку вращающего момента в направлении отвинчивания в пределах упругой деформации материала замка при данной температуре, отличающийся тем, что дополнительно при нагреве замка охлаждают трубу, вращающий момент к замку прикладывают парой сил в импульсном режиме при последовательном перемещении места их приложения по периметру...
Спосіб виготовлення двошарових згорнутих паяних труб з покриттями для гальмових систем автомобілів
Номер патенту: 3397
Опубліковано: 27.12.1994
Автори: Поповцєв Юрій Алєксандровіч, Попович Віталій Андрійович, Марченко Лєонід Грігорьєвіч, Куриленко Олександр Володимирович, Жадановскій Едуард Івановіч, Агапов Володимир Миколайович
МПК: C21D 9/08
Мітки: покриттями, двошарових, виготовлення, паяних, систем, труб, спосіб, згорнутих, автомобілів, гальмових
Формула / Реферат:
Способ изготовления двухслойных свертных паяных труб с покрытиями для тормозных систем автомобилей, включающий гальваническое меднение стальной ленты с нанесением подслоя, формовку трубы, пайку трубы в защитной атмосфере и охлаждение, нанесение гальванического цинкового покрытия с последующим хроматированием, отличающийся тем, что после хроматирования на поверхность труб дополнительно наносят 2-слойное однородное лакокрасочное покрытие на...
Попередній патент: Гідравлічний копіювальний пристрій прохідницького щита
Наступний патент: Спосіб кососиметричний зйомок в широкому рентгенівському пучці за методом аномального походження
Випадковий патент: Спосіб визначення поверхневого натягу рідин