Черв`ячна фреза для обробки черв`ячних коліс
Номер патенту: 49574
Опубліковано: 26.04.2010
Автори: Ковришкін Микола Олександрович, Садченко Ольга Іванівна
Формула / Реферат
Черв'ячна фреза для обробки черв'ячних коліс, що має між зубцями послідовних проходів однакові діаметри западин та різні зовнішні діаметри, яка відрізняється тим, що одночасно містить розташовані на одній гвинтовій поверхні зубці для першого, другого та третього проходів, сумарна висота яких дорівнює висоті нормального вихідного контуру, з яких зубці для першого проходу мають головку з профілем, який у нормальному перерізі відповідає нижній третині профілю вихідного контуру, з яких зубці для другого проходу мають головку з профілем, який у нормальному перерізі відповідає середній третині профілю вихідного контуру, з яких зубці для третього проходу мають головку з профілем, який у нормальному перерізі відповідає верхній третині профілю вихідного контуру, а профілі ніжок зубців другого та третього проходів не виходять за межі профілю вихідного контуру і мають форму трапеції, зубці для першого проходу виконані із забірним конусом на вхідній частині, виконана проточка між зубцями першого та другого проходу, а також зубцями другого та третього проходів.
Текст
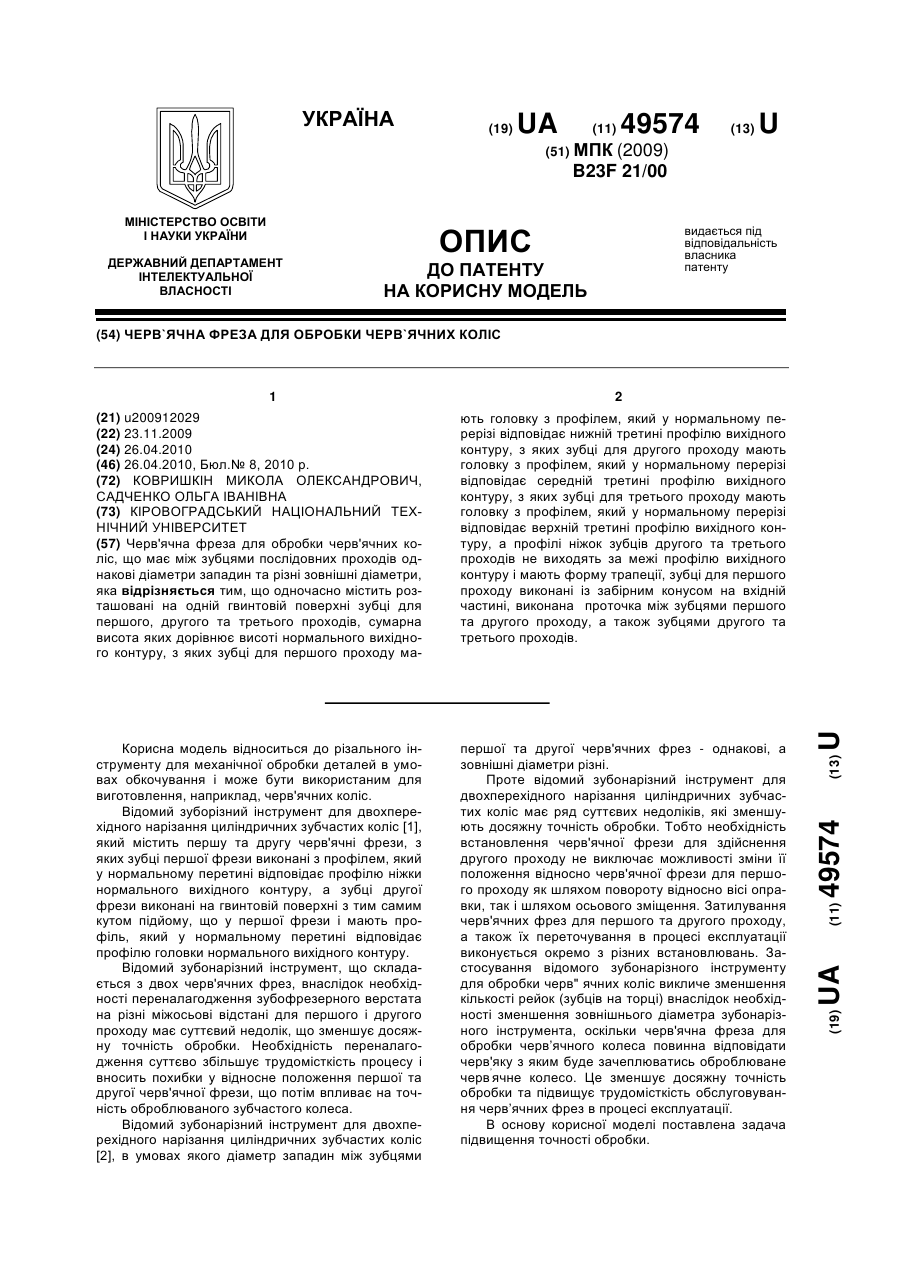
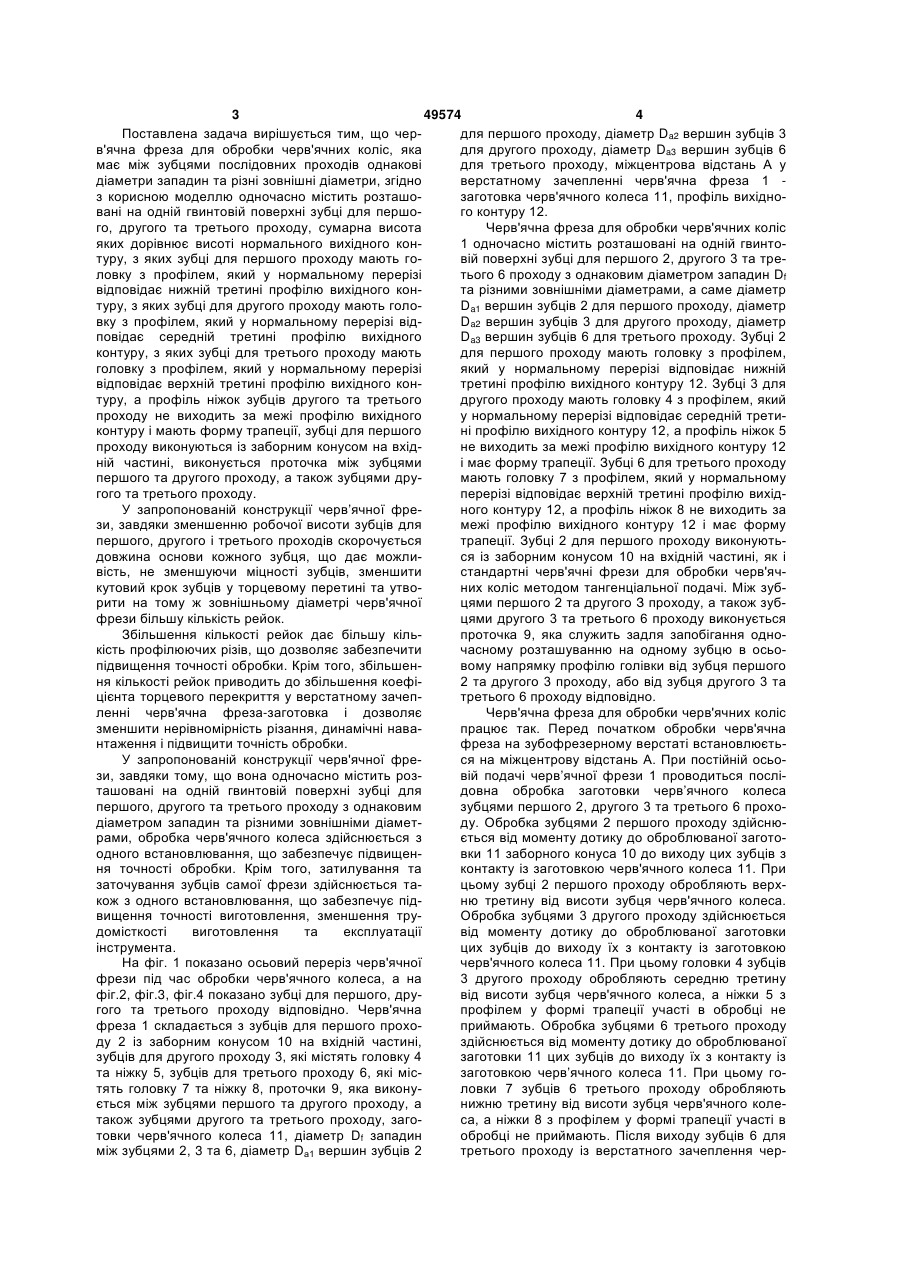
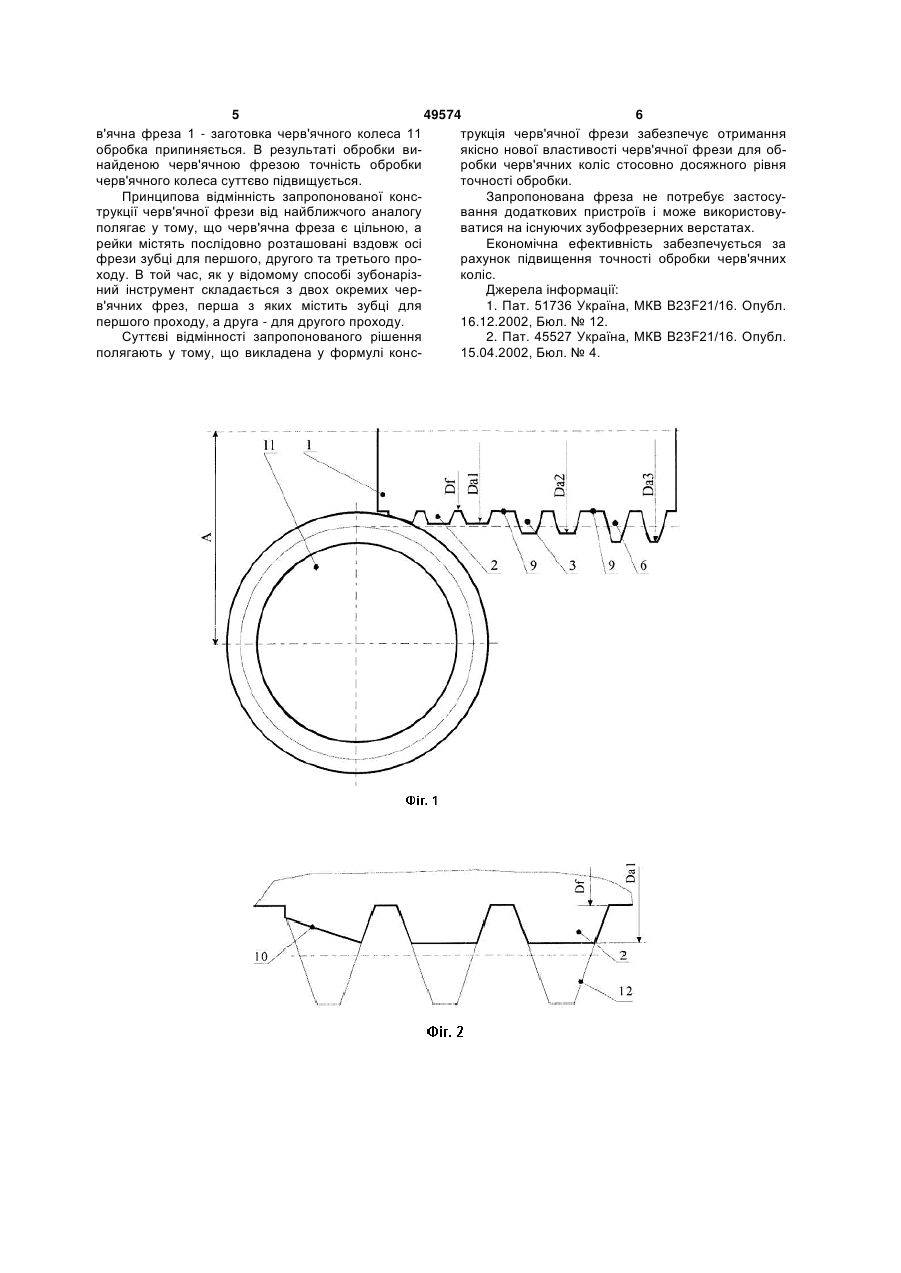
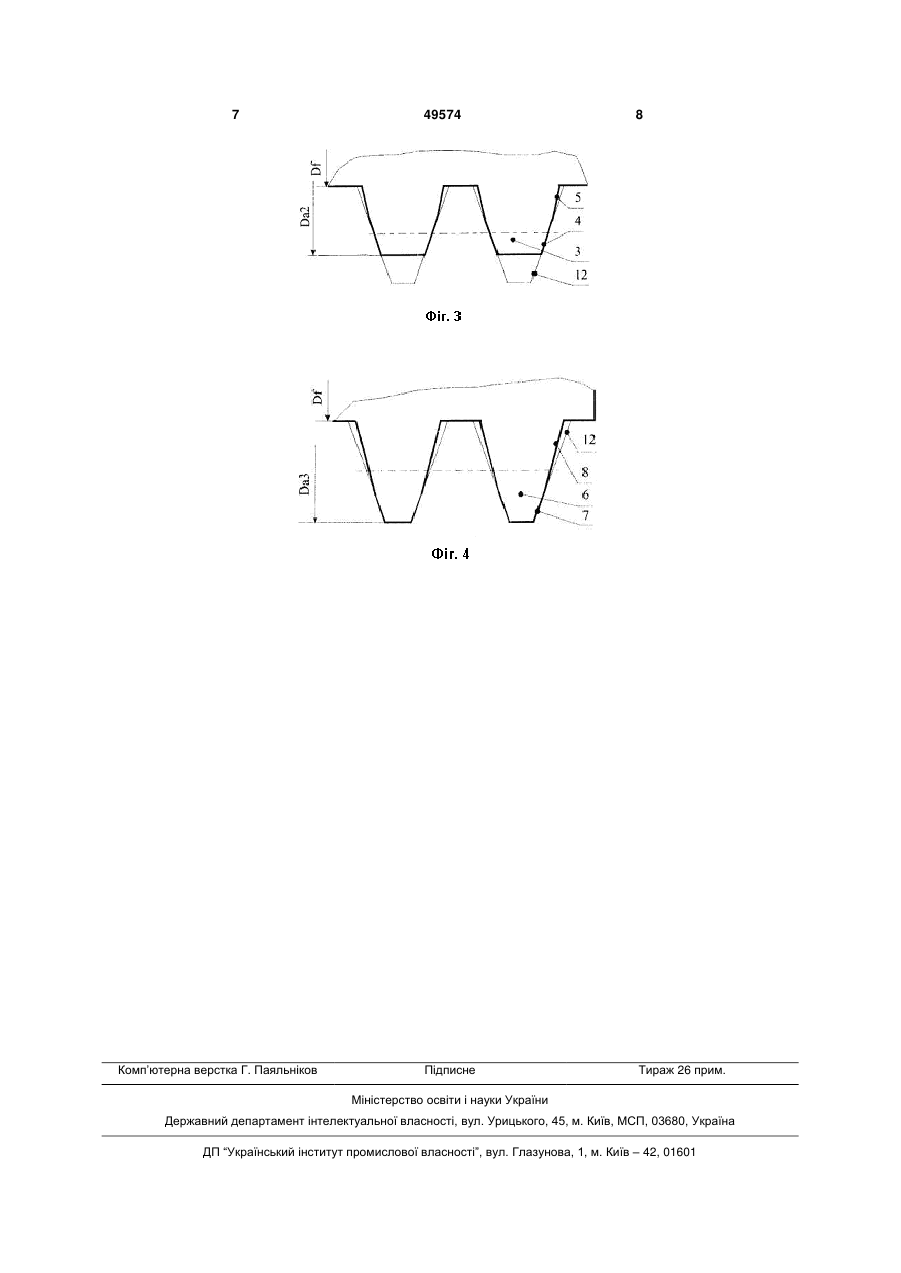
Черв'ячна фреза для обробки черв'ячних коліс, що має між зубцями послідовних проходів однакові діаметри западин та різні зовнішні діаметри, яка відрізняється тим, що одночасно містить розташовані на одній гвинтовій поверхні зубці для першого, другого та третього проходів, сумарна висота яких дорівнює висоті нормального вихідного контуру, з яких зубці для першого проходу ма 3 49574 4 Поставлена задача вирішується тим, що чердля першого проходу, діаметр Da2 вершин зубців 3 в'ячна фреза для обробки черв'ячних коліс, яка для другого проходу, діаметр Da3 вершин зубців 6 має між зубцями послідовних проходів однакові для третього проходу, міжцентрова відстань А у діаметри западин та різні зовнішні діаметри, згідно верстатному зачепленні черв'ячна фреза 1 з корисною моделлю одночасно містить розташозаготовка черв'ячного колеса 11, профіль вихідновані на одній гвинтовій поверхні зубці для першого контуру 12. го, другого та третього проходу, сумарна висота Черв'ячна фреза для обробки черв'ячних коліс яких дорівнює висоті нормального вихідного кон1 одночасно містить розташовані на одній гвинтотуру, з яких зубці для першого проходу мають говій поверхні зубці для першого 2, другого 3 та треловку з профілем, який у нормальному перерізі тього 6 проходу з однаковим діаметром западин Df відповідає нижній третині профілю вихідного конта різними зовнішніми діаметрами, а саме діаметр туру, з яких зубці для другого проходу мають голоDa1 вершин зубців 2 для першого проходу, діаметр вку з профілем, який у нормальному перерізі відDa2 вершин зубців 3 для другого проходу, діаметр повідає середній третині профілю вихідного Da3 вершин зубців 6 для третього проходу. Зубці 2 контуру, з яких зубці для третього проходу мають для першого проходу мають головку з профілем, головку з профілем, який у нормальному перерізі який у нормальному перерізі відповідає нижній відповідає верхній третині профілю вихідного контретині профілю вихідного контуру 12. Зубці 3 для туру, а профіль ніжок зубців другого та третього другого проходу мають головку 4 з профілем, який проходу не виходить за межі профілю вихідного у нормальному перерізі відповідає середній третиконтуру і мають форму трапеції, зубці для першого ні профілю вихідного контуру 12, а профіль ніжок 5 проходу виконуються із заборним конусом на вхідне виходить за межі профілю вихідного контуру 12 ній частині, виконується проточка між зубцями і має форму трапеції. Зубці 6 для третього проходу першого та другого проходу, а також зубцями друмають головку 7 з профілем, який у нормальному гого та третього проходу. перерізі відповідає верхній третині профілю вихідУ запропонованій конструкції черв’ячної френого контуру 12, а профіль ніжок 8 не виходить за зи, завдяки зменшенню робочої висоти зубців для межі профілю вихідного контуру 12 і має форму першого, другого і третього проходів скорочується трапеції. Зубці 2 для першого проходу виконуютьдовжина основи кожного зубця, що дає можлися із заборним конусом 10 на вхідній частині, як і вість, не зменшуючи міцності зубців, зменшити стандартні черв'ячні фрези для обробки черв'ячкутовий крок зубців у торцевому перетині та утвоних коліс методом тангенціальної подачі. Між зубрити на тому ж зовнішньому діаметрі черв'ячної цями першого 2 та другого З проходу, а також зубфрези більшу кількість рейок. цями другого 3 та третього 6 проходу виконується Збільшення кількості рейок дає більшу кільпроточка 9, яка служить задля запобігання однокість профілюючих різів, що дозволяє забезпечити часному розташуванню на одному зубцю в осьопідвищення точності обробки. Крім того, збільшенвому напрямку профілю голівки від зубця першого ня кількості рейок приводить до збільшення коефі2 та другого 3 проходу, або від зубця другого 3 та цієнта торцевого перекриття у верстатному зачептретього 6 проходу відповідно. ленні черв'ячна фреза-заготовка і дозволяє Черв'ячна фреза для обробки черв'ячних коліс зменшити нерівномірність різання, динамічні навапрацює так. Перед початком обробки черв'ячна нтаження і підвищити точність обробки. фреза на зубофрезерному верстаті встановлюєтьУ запропонованій конструкції черв'ячної фреся на міжцентрову відстань А. При постійній осьози, завдяки тому, що вона одночасно містить розвій подачі черв’ячної фрези 1 проводиться посліташовані на одній гвинтовій поверхні зубці для довна обробка заготовки черв’ячного колеса першого, другого та третього проходу з однаковим зубцями першого 2, другого 3 та третього 6 проходіаметром западин та різними зовнішніми діаметду. Обробка зубцями 2 першого проходу здійснюрами, обробка черв'ячного колеса здійснюється з ється від моменту дотику до оброблюваної заготоодного встановлювання, що забезпечує підвищенвки 11 заборного конуса 10 до виходу цих зубців з ня точності обробки. Крім того, затилування та контакту із заготовкою черв'ячного колеса 11. При заточування зубців самої фрези здійснюється тацьому зубці 2 першого проходу обробляють верхкож з одного встановлювання, що забезпечує підню третину від висоти зубця черв'ячного колеса. вищення точності виготовлення, зменшення труОбробка зубцями 3 другого проходу здійснюється домісткості виготовлення та експлуатації від моменту дотику до оброблюваної заготовки інструмента. цих зубців до виходу їх з контакту із заготовкою На фіг. 1 показано осьовий переріз черв'ячної черв'ячного колеса 11. При цьому головки 4 зубців фрези під час обробки черв'ячного колеса, а на 3 другого проходу обробляють середню третину фіг.2, фіг.3, фіг.4 показано зубці для першого, друвід висоти зубця черв'ячного колеса, а ніжки 5 з гого та третього проходу відповідно. Черв'ячна профілем у формі трапеції участі в обробці не фреза 1 складається з зубців для першого прохоприймають. Обробка зубцями 6 третього проходу ду 2 із заборним конусом 10 на вхідній частині, здійснюється від моменту дотику до оброблюваної зубців для другого проходу 3, які містять головку 4 заготовки 11 цих зубців до виходу їх з контакту із та ніжку 5, зубців для третього проходу 6, які місзаготовкою черв’ячного колеса 11. При цьому готять головку 7 та ніжку 8, проточки 9, яка виконуловки 7 зубців 6 третього проходу обробляють ється між зубцями першого та другого проходу, а нижню третину від висоти зубця черв'ячного колетакож зубцями другого та третього проходу, загоса, а ніжки 8 з профілем у формі трапеції участі в товки черв'ячного колеса 11, діаметр Df западин обробці не приймають. Після виходу зубців 6 для між зубцями 2, 3 та 6, діаметр Dа1 вершин зубців 2 третього проходу із верстатного зачеплення чер 5 49574 6 в'ячна фреза 1 - заготовка черв'ячного колеса 11 трукція черв'ячної фрези забезпечує отримання обробка припиняється. В результаті обробки виякісно нової властивості черв'ячної фрези для обнайденою черв'ячною фрезою точність обробки робки черв'ячних коліс стосовно досяжного рівня черв'ячного колеса суттєво підвищується. точності обробки. Принципова відмінність запропонованої консЗапропонована фреза не потребує застосутрукції черв'ячної фрези від найближчого аналогу вання додаткових пристроїв і може використовуполягає у тому, що черв'ячна фреза є цільною, а ватися на існуючих зубофрезерних верстатах. рейки містять послідовно розташовані вздовж осі Економічна ефективність забезпечується за фрези зубці для першого, другого та третього прорахунок підвищення точності обробки черв'ячних ходу. В той час, як у відомому способі зубонарізколіс. ний інструмент складається з двох окремих черДжерела інформації: в'ячних фрез, перша з яких містить зубці для 1. Пат. 51736 Україна, МКВ B23F21/16. Опубл. першого проходу, а друга - для другого проходу. 16.12.2002, Бюл. № 12. Суттєві відмінності запропонованого рішення 2. Пат. 45527 Україна, МКВ B23F21/16. Опубл. полягають у тому, що викладена у формулі конс15.04.2002, Бюл. № 4. 7 Комп’ютерна верстка Г. Паяльніков 49574 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWorm gear hob
Автори англійськоюKovryshkin Mykola Oleksandrovych, Sadchenko Olha Ivanivna
Назва патенту російськоюЧервячная фреза для обработки червячных колес
Автори російськоюКовришкин Николай Александрович, Садченко Ольга Ивановна
МПК / Мітки
МПК: B23F 21/00
Мітки: черв'ячна, обробки, фреза, черв'ячних, коліс
Код посилання
<a href="https://ua.patents.su/4-49574-chervyachna-freza-dlya-obrobki-chervyachnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Черв`ячна фреза для обробки черв`ячних коліс</a>
Черв’ячна фреза для обробки зубчастих коліс
Номер патенту: 39486
Опубліковано: 15.06.2001
Автори: Манойлов Олег Володимирович, Біляковський Валерій Павлович, Клюєва Олена Валеріївна
МПК: B23F 21/00
Мітки: черв'ячна, коліс, зубчастих, фреза, обробки
Формула / Реферат:
1. Черв'ячна фреза для обробки губчастих коліс, що містить ріжучі зубці з товщиною, що змінюється на вершині зубців заходної частини від мінімальної на початку заходної частини до стандартної у зубців, розташованих ближче до полюса зачеплення, яка відрізняється тим, що ліва сторона профілю зубців заходної частини фрези виконана з додатковою прямолінійною ділянкою із збільшеним профільним кутом по відношенню до стандартного...
Черв’ячна фреза для нарізання зубчатих коліс
Номер патенту: 10030
Опубліковано: 17.10.2005
Автори: Глоба Олександр Васильович, Охріменко Олександр Анатолійович, Родін Родіон Петрович, Равська Наталія Сергіївна
МПК: B23F 21/00
Мітки: нарізання, коліс, черв'ячна, зубчатих, фреза
Формула / Реферат:
Черв'ячна фреза для нарізання зубчатих коліс, що містить робоче тіло і розташовані на ньому зуби, що мають передню і задню поверхні, які утворюють різальну кромку зуба фрези, яка відрізняється тим, що різальна кромка зуба має вигляд просторової кривої з опуклим профілем.
Черв’ячна фреза

Номер патенту: 32795
Опубліковано: 15.02.2001
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв’ячна фреза, у якій кожен зубець розділений додатковою стружковою канавкою на передню та тилову ділянки, при цьому передня ділянка кожного зубця виконана з профілем, який збігається з профілем нормального вихідного контуру, а профіль зубців на тиловій ділянці є завищеним, яка відрізняється тим, що у профілів тилової ділянки бокові леза збігаються з профілем нормального вихідного контуру, а вершинне лезо є завищеним біля вихідної вершини...
Чорнова черв’ячна фреза

Номер патенту: 30962
Опубліковано: 15.12.2000
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Мітки: фреза, чорнова, черв'ячна
Текст:
...на різних ділянках її робочої довжини, які містять різну кількість зубців на одному витку –z1, z2, z3. На фіг. 4 наведена крива, що характеризує розподілення площі перетинів зрізів між зубцями на гвинтовій поверхні стандартної черв'ячной фрези (F) і усереднена площа перетинів зрізів (Fсеред), що припадають на один зубець стандартної фрези. Чорнова черв'ячна фреза складається з корпуса 1, на якому на гвинтовій базовій поверхні (на фіг. не...
Черв’ячна фреза

Номер патенту: 25574
Опубліковано: 30.10.1998
Автор: Грицай Ігор Євгенович
МПК: B23F 21/00
Формула / Реферат:
Черв'ячна фреза зі стружкорозподільними елементами у вигляді фасок на кожному зубці, яка відрізняється тим, що на кожному зубці паралельно до основної стружкової канавки виконана додаткова стружкова канавка, яка ділить зубець на передню і тилову ділянки і утворює на тиловій ділянці вершинне лезо, а дві фаски виконані на передній ділянці кожного зубця послідовно протилежно спрямованими від різнойменних вершин до протилежних ніжок зубця.
Попередній патент: Дробарка молоткова
Наступний патент: Спосіб вимірювання первинної напруги силового трансформатора на підстанції
Випадковий патент: Спосіб визначення важкості та частоти астми у дітей