Пристрій для автоматизованого фрезерування ножів кутера
Номер патенту: 50074
Опубліковано: 25.05.2010
Автори: Некоз Олександр Іванович, Хандюк Микола Васильович, Батраченко Олександр Вікторович, Літовченко Ігор Миколайович, Каптановський Дмитро Вадимович, Осипенко Василь Іванович

Формула / Реферат
1. Пристрій для автоматизованого фрезерування ножів кутера, що містить обертову планшайбу з кріпильними елементами, на яку встановлюються ножі кутера, підшипниковий вузол, вал, що встановлений у підшипниковому вузлі, який відрізняється тим, що додатково обладнаний зубчастим сектором, який жорстко зв'язаний із обертовою планшайбою, та зубчастою рейкою, причому підшипниковий вузол призначений для встановлення та закріплення на нерухомій частині універсально-фрезерного верстата, а зубчаста рейка призначена для встановлення та закріплення на столі універсально-фрезерного верстату таким чином, що зубчаста рейка входить у зачеплення із зубчастим сектором.
2. Пристрій для автоматизованого фрезерування ножів кутера за п. 1, який відрізняється тим, що зубчаста рейка складається із декількох зубчастих модулів, кожен з яких окремо кріпиться до столу універсально-фрезерного верстата.
Текст
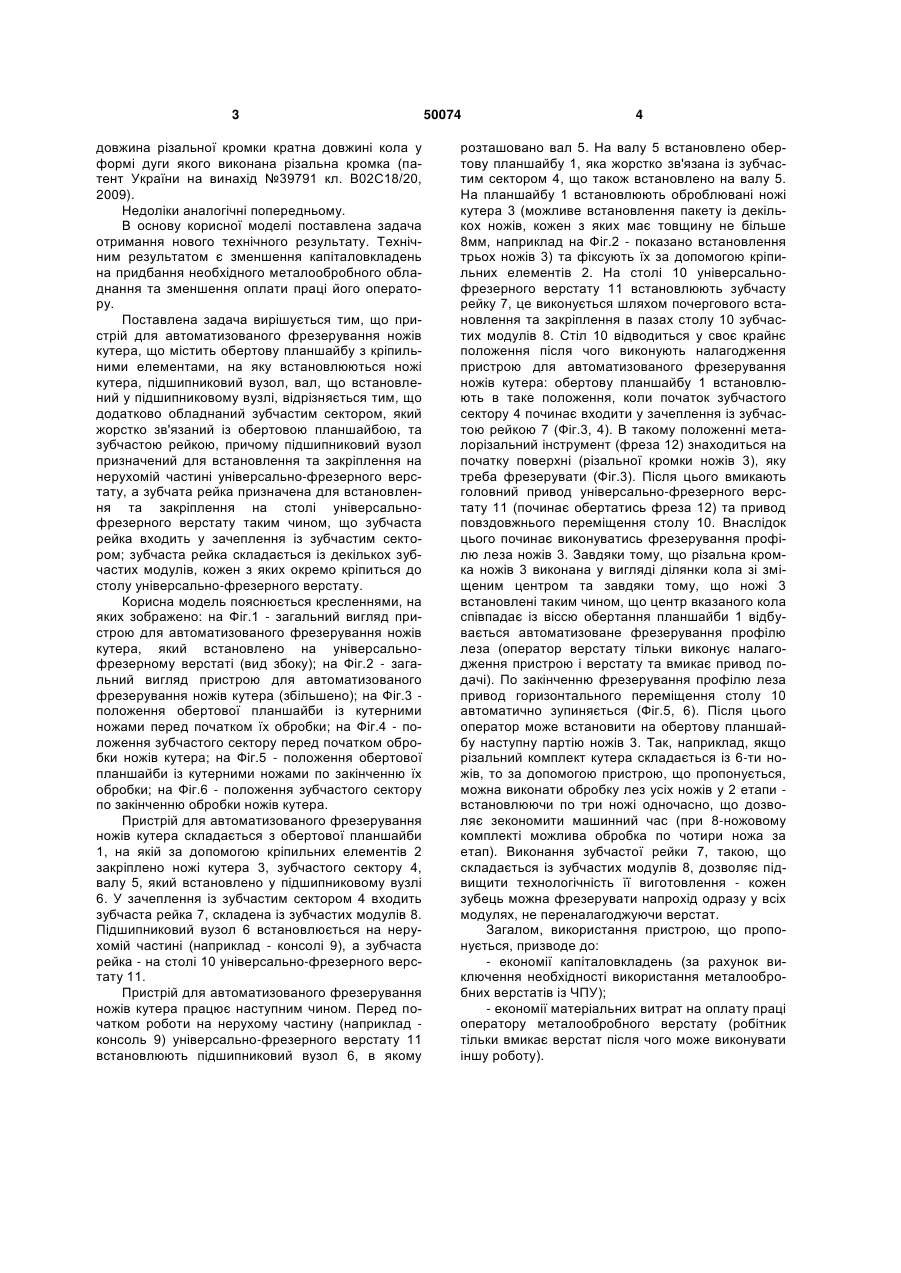
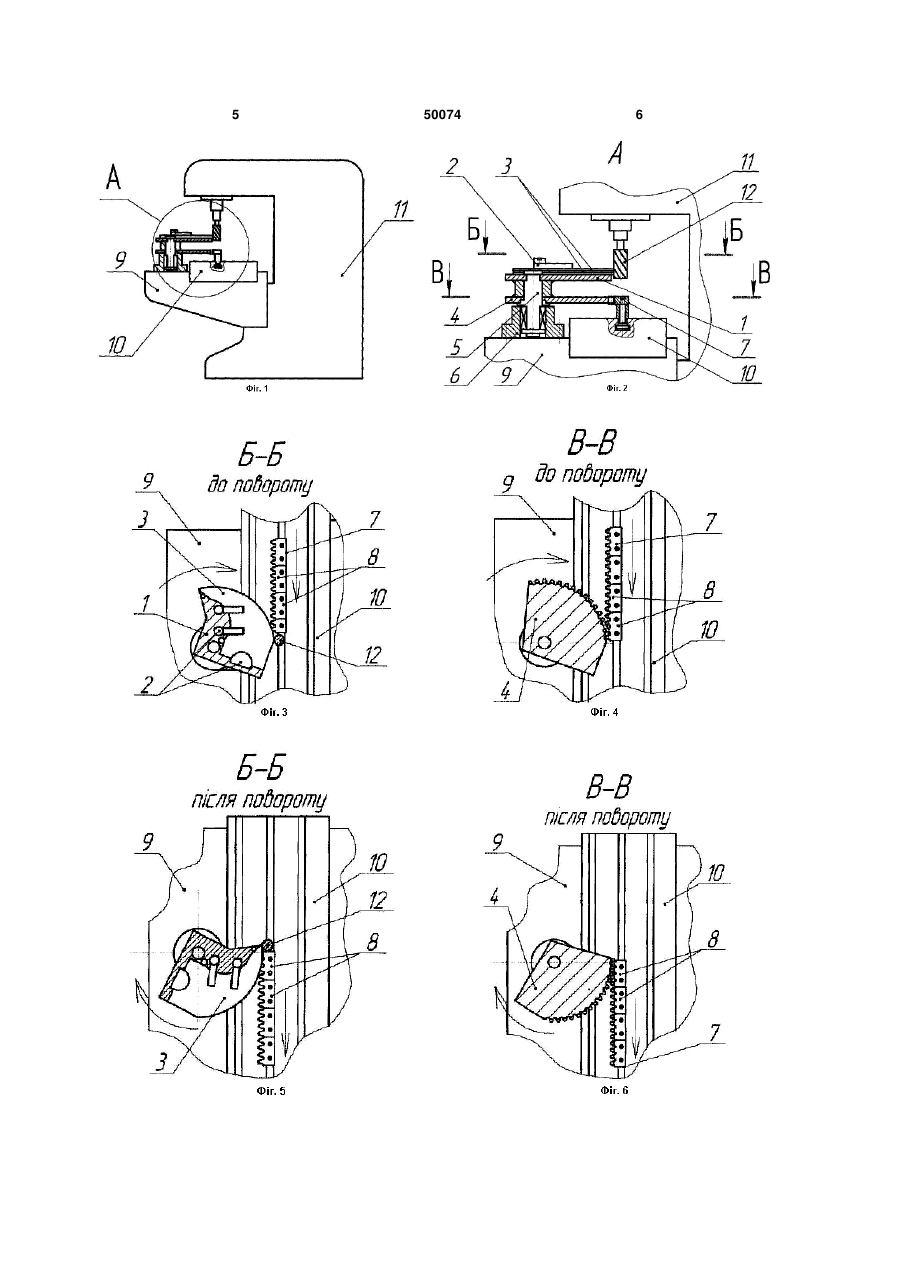
1. Пристрій для автоматизованого фрезерування ножів кутера, що містить обертову планшайбу з кріпильними елементами, на яку встановлюються ножі кутера, підшипниковий вузол, вал, що встановлений у підшипниковому вузлі, який 3 довжина різальної кромки кратна довжині кола у формі дуги якого виконана різальна кромка (патент України на винахід №39791 кл. В02С18/20, 2009). Недоліки аналогічні попередньому. В основу корисної моделі поставлена задача отримання нового технічного результату. Технічним результатом є зменшення капіталовкладень на придбання необхідного металообробного обладнання та зменшення оплати праці його оператору. Поставлена задача вирішується тим, що пристрій для автоматизованого фрезерування ножів кутера, що містить обертову планшайбу з кріпильними елементами, на яку встановлюються ножі кутера, підшипниковий вузол, вал, що встановлений у підшипниковому вузлі, відрізняється тим, що додатково обладнаний зубчастим сектором, який жорстко зв'язаний із обертовою планшайбою, та зубчастою рейкою, причому підшипниковий вузол призначений для встановлення та закріплення на нерухомій частині універсально-фрезерного верстату, а зубчата рейка призначена для встановлення та закріплення на столі універсальнофрезерного верстату таким чином, що зубчаста рейка входить у зачеплення із зубчастим сектором; зубчаста рейка складається із декількох зубчастих модулів, кожен з яких окремо кріпиться до столу універсально-фрезерного верстату. Корисна модель пояснюється кресленнями, на яких зображено: на Фіг.1 - загальний вигляд пристрою для автоматизованого фрезерування ножів кутера, який встановлено на універсальнофрезерному верстаті (вид збоку); на Фіг.2 - загальний вигляд пристрою для автоматизованого фрезерування ножів кутера (збільшено); на Фіг.3 положення обертової планшайби із кутерними ножами перед початком їх обробки; на Фіг.4 - положення зубчастого сектору перед початком обробки ножів кутера; на Фіг.5 - положення обертової планшайби із кутерними ножами по закінченню їх обробки; на Фіг.6 - положення зубчастого сектору по закінченню обробки ножів кутера. Пристрій для автоматизованого фрезерування ножів кутера складається з обертової планшайби 1, на якій за допомогою кріпильних елементів 2 закріплено ножі кутера 3, зубчастого сектору 4, валу 5, який встановлено у підшипниковому вузлі 6. У зачеплення із зубчастим сектором 4 входить зубчаста рейка 7, складена із зубчастих модулів 8. Підшипниковий вузол 6 встановлюється на нерухомій частині (наприклад - консолі 9), а зубчаста рейка - на столі 10 універсально-фрезерного верстату 11. Пристрій для автоматизованого фрезерування ножів кутера працює наступним чином. Перед початком роботи на нерухому частину (наприклад консоль 9) універсально-фрезерного верстату 11 встановлюють підшипниковий вузол 6, в якому 50074 4 розташовано вал 5. На валу 5 встановлено обертову планшайбу 1, яка жорстко зв'язана із зубчастим сектором 4, що також встановлено на валу 5. На планшайбу 1 встановлюють оброблювані ножі кутера 3 (можливе встановлення пакету із декількох ножів, кожен з яких має товщину не більше 8мм, наприклад на Фіг.2 - показано встановлення трьох ножів 3) та фіксують їх за допомогою кріпильних елементів 2. На столі 10 універсальнофрезерного верстату 11 встановлюють зубчасту рейку 7, це виконується шляхом почергового встановлення та закріплення в пазах столу 10 зубчастих модулів 8. Стіл 10 відводиться у своє крайнє положення після чого виконують налагодження пристрою для автоматизованого фрезерування ножів кутера: обертову планшайбу 1 встановлюють в таке положення, коли початок зубчастого сектору 4 починає входити у зачеплення із зубчастою рейкою 7 (Фіг.3, 4). В такому положенні металорізальний інструмент (фреза 12) знаходиться на початку поверхні (різальної кромки ножів 3), яку треба фрезерувати (Фіг.3). Після цього вмикають головний привод універсально-фрезерного верстату 11 (починає обертатись фреза 12) та привод повздовжнього переміщення столу 10. Внаслідок цього починає виконуватись фрезерування профілю леза ножів 3. Завдяки тому, що різальна кромка ножів 3 виконана у вигляді ділянки кола зі зміщеним центром та завдяки тому, що ножі 3 встановлені таким чином, що центр вказаного кола співпадає із віссю обертання планшайби 1 відбувається автоматизоване фрезерування профілю леза (оператор верстату тільки виконує налагодження пристрою і верстату та вмикає привод подачі). По закінченню фрезерування профілю леза привод горизонтального переміщення столу 10 автоматично зупиняється (Фіг.5, 6). Після цього оператор може встановити на обертову планшайбу наступну партію ножів 3. Так, наприклад, якщо різальний комплект кутера складається із 6-ти ножів, то за допомогою пристрою, що пропонується, можна виконати обробку лез усіх ножів у 2 етапи встановлюючи по три ножі одночасно, що дозволяє зекономити машинний час (при 8-ножовому комплекті можлива обробка по чотири ножа за етап). Виконання зубчастої рейки 7, такою, що складається із зубчастих модулів 8, дозволяє підвищити технологічність її виготовлення - кожен зубець можна фрезерувати напрохід одразу у всіх модулях, не переналагоджуючи верстат. Загалом, використання пристрою, що пропонується, призводе до: - економії капіталовкладень (за рахунок виключення необхідності використання металообробних верстатів із ЧПУ); - економії матеріальних витрат на оплату праці оператору металообробного верстату (робітник тільки вмикає верстат після чого може виконувати іншу роботу). 5 50074 6 7 Комп’ютерна верстка М. Ломалова 50074 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for automated milling cutter blades
Автори англійськоюNekoz Oleksandr Ivanovych, Lytovchenko Ihor Mykolaiovych, Osypenko Vasyl Ivanovych, Khandiuk Mykola Vasyliovych, Kaptanovskyi Dmytro Vadymovych, Batrachenko Oleksandr Viktorovych
Назва патенту російськоюУстройство для автоматизированного фрезерования ножей куттера
Автори російськоюНекоз Александр Иванович, Литовченко Игорь Николаевич, Осипенко Василий Иванович, Хандюк Николай Васильевич, Каптановский Дмитрий Вадимович, Батраченко Александр Викторович
МПК / Мітки
МПК: B02C 18/20, B02C 18/26
Мітки: кутера, ножів, фрезерування, пристрій, автоматизованого
Код посилання
<a href="https://ua.patents.su/4-50074-pristrijj-dlya-avtomatizovanogo-frezeruvannya-nozhiv-kutera.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматизованого фрезерування ножів кутера</a>
Ніж кутера

Номер патенту: 39791
Опубліковано: 10.03.2009
Автори: Батраченко Олександр Вікторович, Некоз Олександр Іванович, Йосипенко Вікторія Анатоліївна, Сунько Наталія Євгеніївна
МПК: B02C 18/20
Мітки: кутера
Формула / Реферат:
Ніж кутера, який містить пластину з різальною кромкою, що має форму дуги кола зі зміщеним центром, який відрізняється тим, що довжина різальної кромки кратна довжині кола, у формі дуги якого виконана різальна кромка.
Ножова головка кутера, диск ножової головки, система з диска і ножів (варіанти) і спосіб складання ножової головки (варіанти)
Номер патенту: 88606
Опубліковано: 10.11.2009
Автори: Якобі Норберт, Бернхардт Юрген
МПК: B26D 7/08, B26D 7/26, B26D 1/00
Мітки: головки, спосіб, головка, ножова, кутера, ножової, диск, ножів, система, диска, складання, варіанти
Формула / Реферат:
1. Диск (1) ножової головки кутера, який виконаний з можливістю закріплення на ньому принаймні одного ножа (8) та має виконану з металу центральну частину (2) для закріплення на привідному валу, який відрізняється тим, що центральна частина (2) по своєму периметру з'єднана з виконаною із пластмаси зовнішньою частиною (3) із силовим і/або геометричним замиканням.2. Диск за п. 1, який відрізняється тим, що центральна частина (2) має...
Ножовий блок головки кутера
Номер патенту: 969
Опубліковано: 16.07.2001
Автори: Дуда Валєрій Ніколаєвіч, Дуда Алєксандр Ніколаєвіч
МПК: B02C 18/18
Мітки: ножовий, кутера, головки, блок
Формула / Реферат:
Ножовий блок головки кутера, який містить серпоподібні ножі, встановлені у дисковому корпусі, і засіб для фіксації кожного з ножів у вигляді сухаря, установленого в пазу ножа з можливістю радіального переміщення в пазу дискового корпусу за допомогою регулюючого гвинта , який проходить через сухар, з головкою, контактуючою з площиною ножа, який відрізняється тим, що дисковий корпус виготовлений з двох частин, одна з яких виконана з неметалу з...
Фрезерний знімний пристрій до токарного верстата і спосіб фрезерування за допомогою фрезерного знімного пристрою
Номер патенту: 77785
Опубліковано: 15.01.2007
Автори: Дубров Віктор Іванович, Петюренко Юрій Леонідович, Савченко Дмитро Миколайович
МПК: B23C 7/00, B23B 11/00, B23Q 7/02
Мітки: знімного, токарного, фрезерування, допомогою, пристрою, спосіб, фрезерного, верстата, знімний, пристрій, фрезерний
Формула / Реферат:
1. Фрезерний знімний пристрій до токарного верстата, який містить поворотний стіл, корпус якого призначений для закріплення на супорті токарного верстата, причому на корпусі розміщені напрямні для вертикального переміщення поворотного стола за допомогою ходового гвинта, який приводиться в рух ручним маховиком, який відрізняється тим, що безпосередньо на поворотному столі корпусу, який призначений для закріплення в різцетримачі токарного...
Пристрій для регулювання вильоту ножів качановідокремлювального або подрібнювального барабанів
Номер патенту: 87881
Опубліковано: 25.08.2009
Автори: Ушкаренко Віктор Олександрович, Бондарев Віктор Тимофійович, Бондарев Юрій Вікторович, Бабич Леонід Олексійович
МПК: A01D 45/02
Мітки: ножів, барабанів, подрібнювального, качановідокремлювального, регулювання, вильоту, пристрій
Формула / Реферат:
1. Пристрій для регулювання вильоту ножів качановідокремлювального й подрібнювального барабанів, що включає вал із приводом, барабан, ножі, болти для кріплення й притискачі у вигляді шайб і гайок, який відрізняється тим, що в тілі барабана виконані з відхиленням від радіального напрямку пази для ножів і притискачів, які мають поперечний переріз клиноподібної форми й різьбові отвори для притискних болтів.2. Пристрій за п. 1, який...
Попередній патент: Система керування вібростендом
Наступний патент: Спосіб виготовлення камер для підрахунку лептоспір
Випадковий патент: Спосіб розміщення установок електролізного промислового підприємства по виробництву алюмінію