Спосіб виготовлення абразивного інструменту
Формула / Реферат
1. Способ изготовления абразивного инструмента, при котором на периферийной части металлического диска напаивают рабочие сегменты, отличающийся тем, что, с целью повышения качества инструмента путем снижения его торцового биения, перед нанаиванием диск наклепывают путем обкатывания его роликом в периферийной зоне последовательно каждой из торцовых поверхностей диска, при этом при напаивании сегменты устанавливают встык относительно один другого и диск охлаждают.
2. Способ по п. 1, отличающийся тем, что при об-катывании ролик перемещают по спирали.
3. Способ по пп. 1, 2, отличающийся тем, что охлаждение осуществляют с двух сторон диска в зоне, прилегающей к напаиваемому сегменту.
Текст
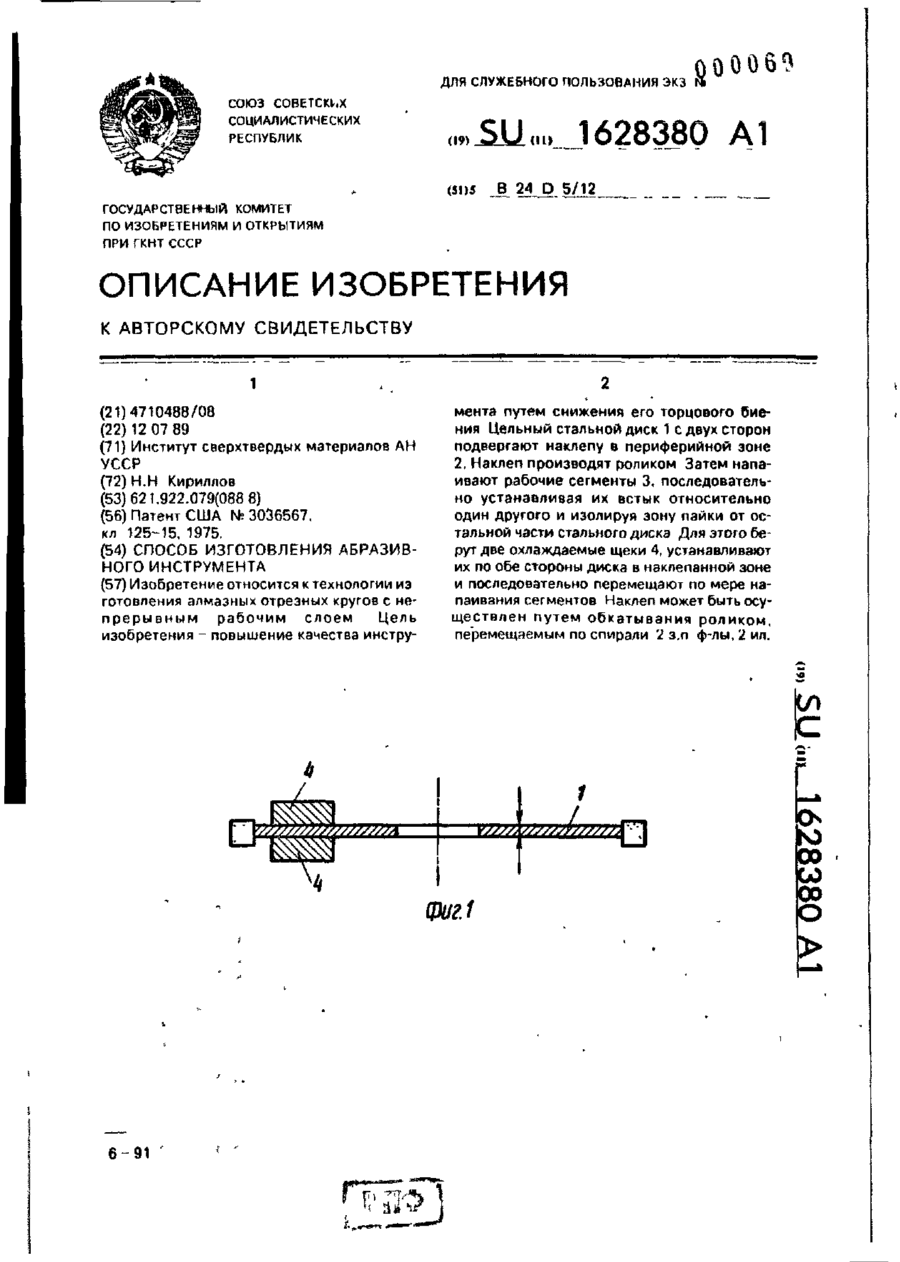
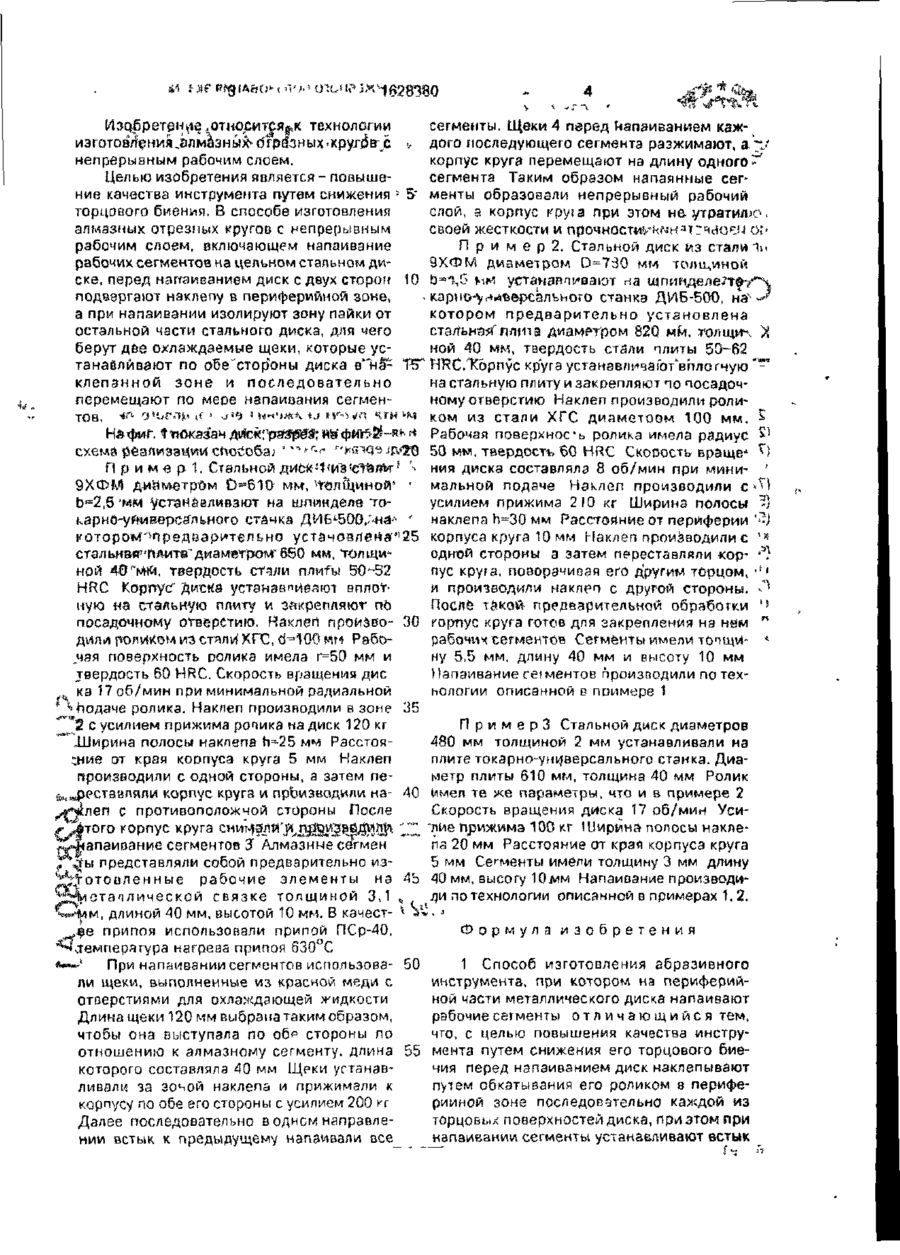
Изобретение относится к технологии из готовления алмазных отрезных кругов с неп р е р ы в н ы м рабочим слоем Цель изобретения - повышение качества инстру мента путем снижения его торцового биения Цельный стальной диск 1 с двух сторон подвергают наклепу в периферийной зоне 2. Наклеп производят роликом Затем напаивают рабочие сегменты 3, последовательно устанавливая их встык относительно один другого и изолируя зону пайки от остальной части стального диска Для этого берут две охлаждаемые щеки 4, устанавливают их по обе стороны диска в наклепанной зоне и последовательно перемещают по мере напаивания сегментов Наклеп может быть осуществлен путем обкатывания роликом, перемещаемым по спирали 2 з.п ф-лы, 2 ил. ел с •V7777. Quit 6-91 Va (О СО 00 00 о t ле слы\? іх 4 ^528380 сегменты. Щеки 4 перед йапаиванием каж,OTnocnTjflg,K технологии дого последующего сегмента разжимают, а Ч ' изготовл^ния^мазных-отрезных'Крул$вс корпус круга перемещают на длину о д н о г о ^ непрерывным рабочим слоем. сегмента Таким образом напаянные сегЦелью изобретения является - повышение качества инструмента путем снижения • Б" менты образовали непрерывный рабочий слой, а корпус круга при этом неутратилю. торцового биения. В способе изготовления алмазных отрезных кругов с непрерывным СВОеЙ жесткОСТИ И npGMHGCTMf/k^H^Tr^dOPU ОС* рабочим слоем, включающем напаивание П р и м е р 2. Стальной диск из стали 1я рабочих сегментов на цельном стальном ди9 Х Ф М диаметром 0=730 мм толщиной ске, перед наггаиванием диск с двух сторон 10 подвергают наклепу в периферийной зоне, станка ДИБ-500, на4 J а при напаивании изолируют зону пайки от котором предварительно установлена остальной части стального диска, для чего ста/тьнэ^ лліп а диаметром 820 мм, толщи\ У, берут две охлаждаемые щеки, которые усной 40 мм, твердость стали плиты 50-62 танавливают по оое^стороны диска в^на^ "ЕГ HRC.TCopnyc круга устанавлизаГот'вплогчую "™ клепанной з о н е и последовательно на стальную плиту и закрепляют по посадочперемещают по мере напаивания сегменному отверстию Наклеп производили ролитов, * п О^ЫМ^л t f ' аіЄ> і И-*1»,^ ij H^-W.' ком из стали ХГС диаметоом 100 м м . £ Рабочая поверхнось ролика имела радиус ^ схема феаАиззцми способа; * ^ г - 9 Х Ф М диаметром 0=610 і мм, толщиной' • мальной подаче Наклеп производили с ^) усилием прижима 210 кг Ширина полосы '} 5=2,5'мм устанавливают на шпинделе токарно-уй^версального стайка ДИБ'-БОО,'^^ ' наклепа п=30 мм Расстояние от периферии 'w м к отороъГ^предеа ретельно установлена' 1 25 корпуса круга 10 мм Наклеп производили с ' одной стороны а затем переставляй кор- ^ пус круга, поворачивая его другим торцом, •'< ной 40' ч м^, твердость cta/jn плиты 5-0*-52 и производили наклеп с другой стороны. -^ HRC Корпус дмс^а устанавливают вплотПосле такой- предварительной обработки '5 ную на стальную плмту и закрепляют по посадочному отверстию. Наклей проййво- 30 горлус круга готов для закрепления на нем " рабочих сегментов Сегменты имелм топщи- * дил* роликом из стяли1 ХРС, d=1Q0 мм Рабону 5,5 мм, длину 40 мм и высоту 10 мм ^чзя поверхность ролика имела г=50 мм и Напаивание сегментов производили по техтвердость 60 HRC. Скорость вращения дис нологии описанной в примере 1 ка 17 об/мин при минимальной радиальной " < подаче ролика. Наклеп производили в зоне 35 '• ^Я2 с усилием прижима ропика на диск 120 кг П р и м е р 3 Стальной диск диаметров Ширина полосы наклепа h^-25 мм Расстоя480 мм толщиной 2 мм устанавливали на н и е от края корпуса круга 5 мм Наклеп плите токзрно-уни.версального станка. Диапроизводили с одной стороны, а затем пеметр плиты 610 мм, толщина 40 мм Ролик йн,«реставпялід корпус круга и производили на- 40 имел те же параметры, что и в примере 2 ж ^ л е п с противоположной стороны После Скорость вращения диска 17 об/мин Уси' ітого корпус круга снижалft*j*J2jg^^$0j$3Q?t 171 "лие прижима 100 кг Ширина полосы нэклепзиоание сегментов З" Алмазные сегмен пз 20 мм Расстояние от края корпуса круга представляли собой предварительно из5 мм Сегменты имели толщину 3 мм длину ^ ^ г о т о в л е н н ы е рабочие элементы на АЪ 40 мм, высоту 10мм Напаивание производил и ч е с к о й с в я з к е т о л щ и н о й 3,1 „ t ли по технологии описанной в примерах 1,2. і, длиной 40 мм, высотой 10 мм, В качест- * V,ще припоя использовали припой ПСр-40, Формула изобретения "^^температура нагреза припоя 630°С * •• ' При напаивании сегментов использоеа- 50 •*• 1 Способ изготовления абразивного ли щеки, выполненные из красной меди с инструмента, при котором ка периферийотверстиями для охлаждающей жидкости ной части металлического диска напаивают Длина щеки 120 мм выбрана таким образом, рабочие сегменты о т л и ч а ю щ и й с я тем, чтобы она выступала по об*3 стороны по что, с целью повышения качества инструотношению к алмазному сегменту, длина 55 мента путем снижения его торцового биекоторого составляла 40 мм Щеки устанавчия перед напаиванием диск наклепывают ливали за зоной наклепа и прижимали к путем обкатывания его роликом в перифекорпусу по обе его стороны с усилием 200 кг рийной зоне последовательно каждой из Далее последовательно воднем направлеторцовых поверхностей диска, при этом при нии встык к предыдущему напаивали все напаивании сегменты устанавливают встык относительно один другого и диск охлаждают. 2. Способ по п. 1, о т л и ч а ю щ и й с я тем, что при обкатывании ролик перемещают по спирали. 3 Способ по п п. 1, 2 , о т л и ч г ю щ и й с я тем, что охлаждение осуществляют с двух сторон диска в зоне, прилегающей к напаиваемому сегменту. Щиг. г ' Редактор Н Сильнягина Составитель В Воробьев Техред М Моргентал Корректор М.Кучерявая Заказ 638/ДСП Тираж 209 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing abrasive tool
Автори англійськоюKyrylov Mykola Mykolaiovych
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюКирилов Николай Николаевич
МПК / Мітки
МПК: B24D 5/00
Мітки: абразивного, спосіб, інструменту, виготовлення
Код посилання
<a href="https://ua.patents.su/4-5012-sposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту</a>
Спосіб виготовлення абразивного інструменту
Номер патенту: 1109
Опубліковано: 30.12.1993
Автори: Брик Михайло Теодорович, Данилова Фаїна Борисівна, Перцов Микола Валерійович, Ільїна Зінаїда Тимофіївна
МПК: B24D 3/20
Мітки: виготовлення, спосіб, інструменту, абразивного
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором осуществляют смешивание абразива, органического связующего и металлического наполнителя и производят формирование и термообработку массы, отличающийся тем, что с целью расширения технологической возможности и повышения износостойкости инструмента, органическое связующее и металлический наполнитель вводят в массу в виде металлополимерной композиции.
Спосіб виготовлення абразивного інструменту
Номер патенту: 1326
Опубліковано: 25.03.1994
Автори: Кізіков Ернст Дмитрович, Міфліг Данило Менделєвич, Ракіта Олександр Натанович, Муровський Валерій Олександрович, Зайченко Юрій Володимирович, Мельник Віталій Іванович
МПК: B24D 3/00
Мітки: абразивного, інструменту, виготовлення, спосіб
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором на стальной корпус наносят абразивную массу, содержащую абразив и связующее, включающее медь, олово и гидрид титана, и подвергают ее свободному спеканию при температуре плавления связки, отличающийся тем, что, с целью повышения технологичности способа и износостойкости инструмента, в абразивную массу дополнительно вводят элементы цилиндрической формы из материала, угол смачиваемости...
Спосіб виготовлення абразивного інструменту

Номер патенту: 5357
Опубліковано: 28.12.1994
Автори: Хабчик Аркадій Семенович, Хабчик Валерій Семенович, Голубой Макс Володимирович
МПК: B24D 17/00
Мітки: інструменту, абразивного, спосіб, виготовлення
Cпосіб виготовлення абразивного інструменту

Номер патенту: 1314
Опубліковано: 25.03.1994
Автори: Мельник Віталій Іванович, Хімач Олег Васильович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Кізіков Ернст Дмитрович, Олейніков Борис Андрійович
МПК: B24D 18/00
Мітки: cпосіб, виготовлення, абразивного, інструменту
Формула / Реферат:
Способ изготовления абразивного инструмента на связке на основе меди—олова—гидрида титана, включающий приготовление смеси алмазов и связки, прессование смеси в пресс-форме и спекание в свободном состоянии в вакууме, отличающийся тем, что, с целью увеличения стойкости инструмента, прессование смеси производят при давлении 7000 ± 200 кг/см2, а спекание — путем ступенчатого нагрева вначале со скоростью 1,5—2 град/мин в интервале температур с...
Засіб виготовлення абразивного інструменту
Номер патенту: 2162
Опубліковано: 26.12.1994
Автори: Філатов Юрій Данилович, Альтшуллер Вадим Маркович, Жихарєв Олександр Олександрович, Коровкін Володимир Петрович, Рубльов Микола Дмитрович, Рогов Валентин Васильович, Дракін Ігор Володимирович
МПК: B24D 17/00, B24D 3/34
Мітки: абразивного, засіб, інструменту, виготовлення
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором дозируют компоненты массы, включающей органическое связующее, абразив, металл с положительным нормальным электрохимическим потенциалом — медь и металл с отрицательным нормальным электрохимическим потенциалом, смешивают их и формуют инструмент с последующей термообработкой, отличающийся тем, что, с целью улучшения стабильности работы инструмента и производительности обработки...
Попередній патент: Конденсатор
Наступний патент: Цементувальна головка
Випадковий патент: Спосіб маскування радіовипромінювання монітора комп'ютера