Засіб виготовлення абразивного інструменту
Номер патенту: 2162
Опубліковано: 26.12.1994
Автори: Дракін Ігор Володимирович, Філатов Юрій Данилович, Жихарєв Олександр Олександрович, Рогов Валентин Васильович, Альтшуллер Вадим Маркович, Коровкін Володимир Петрович, Рубльов Микола Дмитрович
Формула / Реферат
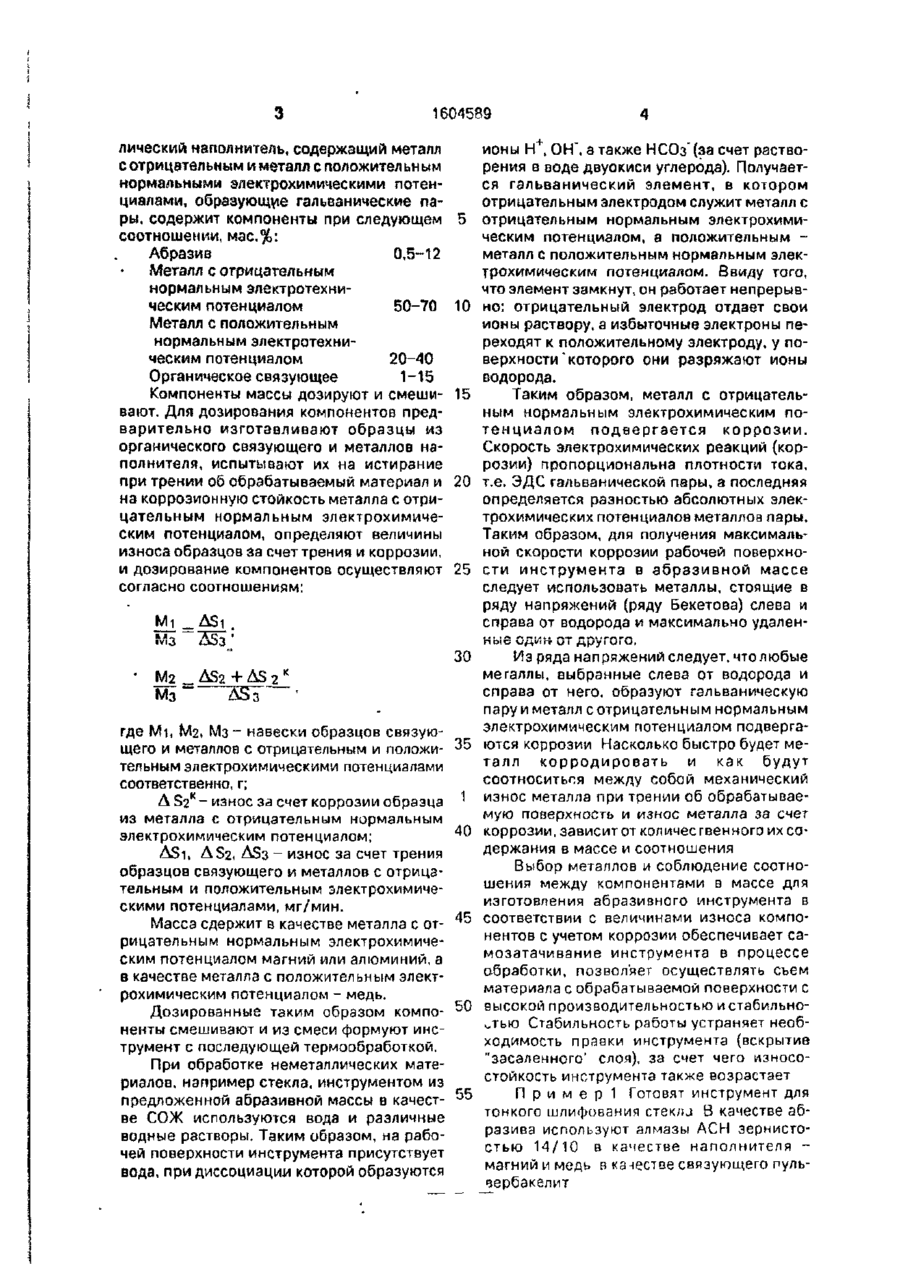
Способ изготовления абразивного инструмента, при котором дозируют компоненты массы, включающей органическое связующее, абразив, металл с положительным нормальным электрохимическим потенциалом — медь и металл с отрицательным нормальным электрохимическим потенциалом, смешивают их и формуют инструмент с последующей термообработкой, отличающийся тем, что, с целью улучшения стабильности работы инструмента и производительности обработки дозирования, готовят образцы отдельно из связующего и металлов, определяют величину износа образцов при их истирании об обрабатываемый материал и дополнительно величину коррозии образца из металла с отрицательным нормальным электрохимическим потенциалом и дозируют компоненты согласно соотношениям
где М1 — навеска образца из связующего, г; М2 — навеска образца из металла с отрицательным нормальным электрохимическим потенциалом, г; М3 — навеска образца из металла с положительным нормальным электрохимическим потенциалом, г; DS1 — износ за счет трения образца из связующего, мг/мин; DS2 — износ за счет трения образца из металла с отрицательным нормальным электрохимическим потенциалом, мг/мин; DS3 — износ за счет трения образца из металла с положительным нормальным электрохимическим потенциалом, мг/мин; DS2k — износ за счет коррозии образца из металла с отрицательным нормальным электрохимическим потенциалом, мг/мин, при этом в качестве металла с отрицательным нормальным электрохимическим потенциалом выбирают металл из группы: магний, алюминий при следующем соотношении компонентов массы, мае. %:
абразив 0,5—12,0
металл с отрицательным нормальным
электрохимическим потенциалом 50—70
металл с положительным нормальным
электрохимическим потенциалом 20—40
органическое связующее 1—15.
Текст
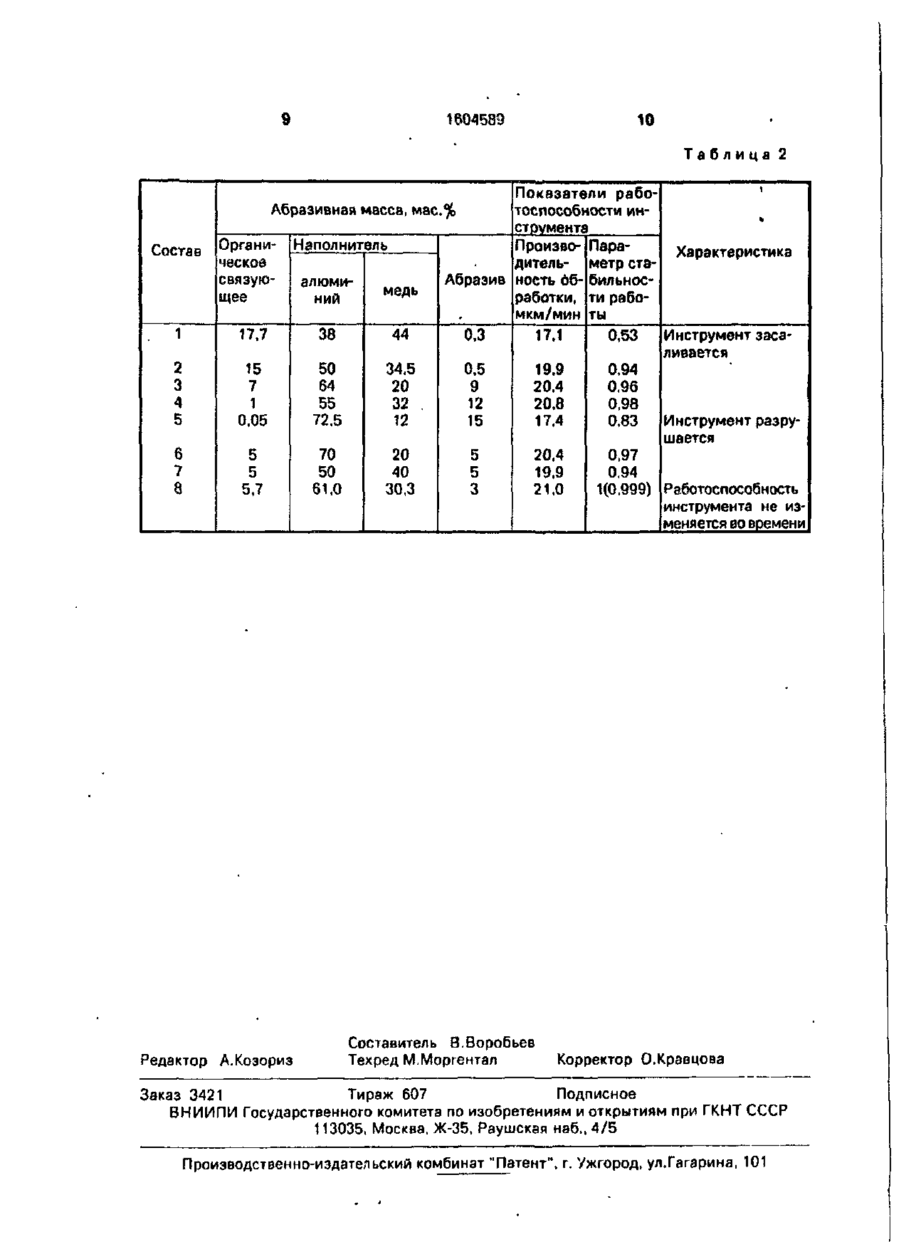
Изобретение относится к производству алмазно-абразивного инструмента, предназначенного для финишной обработки стекла, керамики, кварца, корунда и других материалов, применяющихся в оптико-механической, приборостроительной и других областях промышленности. Цель изобретения - повышение производительности обработки и улучшение стабильности работы инструмента за счет коррозии металла в алмазоносном слое. Для изготовления инструмента берут массу, содержащую органическое связующее и металлический наполнитель, включающий металл с отрицательным и металл с положительным нормальными электрохимическими потенциалами, образующие гальваниче ские пары, при следующем соотношении компонентов, мас.%' органическое связующее 1-15, металл с отрицательным нормальным электрохимическим потенциалом 50-70, металл с положительным нормальным электрохимическим потенциалом 2040, абразив 0.5-12. Из компонентов изготавливают образцы отдельно из органического связующего и металлов наполнителя, испытывают их на истирание при трении об обрабатываемый материал и на коррозионную стойкость металла с отрицательным нормальным электрохимическим потенциалом, определяют величины износа образцов за счет трения и коррозии и осуществляют дозирование компонентов согласно соотношениям Мі:Мз= ASr Л S3; Мг:Мз = A S2 + AS2K, где Mi, Мг, Мз~ навески для образцов связующего, металлов с отрицательным и положительным электрохимическими потенциалами соответственно: ASi,AS2. AS3 - износ за счет трения образцов связующего, металлов с отрицательным и положительным электрохимическими потенциалами соответственно; AS2K - износ за счет коррозии образца металла с отрицательным электрохимическим потенциалом. Затем компоненты массы смешивают и формируют инструмент с последующей термообработкой. 2 табл Изобретение относится к производству алмазно-абразивного инструмента, предназначенного для финишной обработки стекла, керамики, кварца, корунда и других материалов, применяющихся в оптико-механической, приборостроительной и других областях промышленности. Цель изобретения - повышение производительности обработки и улучшение стабильности работы инструмента. Способ изготовления инструмента заключается в том. что масса для алмазно-абразивного инструмента, содержащая абразив, органическое связующее и метал о ел 00 1604589 лический наполнитель, содержащий металл с отрицательным и металл с положител ьн ым нормальными электрохимическими потенциалами, образующие гальванические пары, содержит компоненты при следующем соотношении, мас.%: Абразив 0,5-12 Металл с отрицательным нормальным электротехническим потенциалом 50-70 10 Металл с положительным нормальным электротехническим потенциалом 20-40 Органическое связующее 1-15 Компоненты массы дозируют и смеши- 15 вают. Для дозирования компонентов предварительно изготавливают образцы из органического связующего и металлов наполнителя, испытывают их на истирание при трении об обрабатываемый материал и 20 на коррозионную стойкость металла с отрицательным нормальным электрохимическим потенциалом, определяют величины износа образцов за счет трения и коррозии, и дозирование компонентов осуществляют 25 согласно соотношениям: Мз 30 М2 = AS2 + AS 2 Мз к ZS^T где Мі, Мг, Мз~ навески образцов связующего и металлов с отрицательным и положительным электрохимическими потенциалами соответственно, г; A S2K - износ за счет коррозии образца из металла с отрицательным нормальным электрохимическим потенциалом; ASi, A S2, АЭз - износ за счет трения образцов связующего и металлов с отрицательным и положительным электрохимическими потенциалами, мг/мин. Масса сдержит в качестве металла с отрицательным нормальным электрохимическим потенциалом магний или алюминий, а в качестве металла с положительным электрохимическим потенциалом - медь. Дозированные таким образом компоненты смешивают и из смеси формуют инструмент с последующей термообработкой. При обработке неметаллических материалов, например стекла, инструментом из предложенной абразивной массы в качестве СОЖ используются вода и различные водные растворы. Таким образом, на рабочей поверхности инструмента присутствует вода, при диссоциации которой образуются 35 1 40 45 50 55 ионы Н , ОН", а также НСОз'(за счет растворения в воде двуокиси углерода). Получается гальванический элемент, в котором отрицательным электродом служит металл с отрицательным нормальным электрохимическим потенциалом, а положительным металл с положительным нормальным электрохимическим потенциалом. Ввиду того, что элемент замкнут, он работает непрерывно: отрицательный электрод отдает свои ионы раствору, а избыточные электроны переходят к положительному электроду, у поверхности "которого они разряжают ионы водорода. Таким образом, металл с отрицательным нормальным электрохимическим потенциалом подвергается коррозии. Скорость электрохимических реакций (коррозии) пропорциональна плотности тока, т.е. ЭДС гальванической пары, а последняя определяется разностью абсолютных электрохимических потенциалов металлов пары. Таким образом, для получения максимальной скорости коррозии рабочей поверхности инструмента в абразивной массе следует использовать металлы, стоящие в ряду напряжений {ряду Бекетова) слева и справа от водорода и максимально удаленные один от другого. Из ряда напряжений следует, что любые металлы, выбранные слева от водорода и справа от него, образуют гальваническую пару и металл с отрицательным нормальным электрохимическим потенциалом подвергаются коррозии Насколько быстро будет металл корродировать и как будут соотноситься между собой механический износ металла при трении об обрабатываемую поверхность и износ металла за счет коррозии, зависит от количественного их содержания в массе и соотношения Выбор металлов и соблюдение соотношения между компонентами в массе для изготовления абразивного инструмента в соответствии с величинами износа компонентов с учетом коррозии обеспечивает самозатачивание инструмента в процессе обработки, позволяет осуществлять съем материала с обрабатываемой поверхности с высокой производительностью и стабильностью Стабильность работы устраняет необходимость правки инструмента (вскрытие "засаленного' слоя), за счет чего износостойкость инструмента также возрастает П р и м е р 1 Готовят инструмент для тонкого шлифования стек/и В качестве абразива используют алмазы АСН зернистостью 14/10 в качестве наполнителя магний и медь в качестве связующего пульеербакелит 9 1604583 10 Таблица 2 Абразивная іиасса, мае Состяк Органи- Наполнитель ческое связуюалюмищее медь ний 1 17,7 38 44 2 3 4 5 15 7 50 64 55 72,5 34.5 20 32 . 12 70 50 61,0 20 40 30,3 6 7 8 1 0,05 5 5 5,7 Редактор А. Козориз Показатели работоспособности инструмента Произво- ПараХарактеристика дитель- метр стаАбразив ность об- бильносработки, ти рабо. мкм/мин ты 17,1 Инструмент заса0,3 0,53 ливается 0,5 19.9 0.94 9 20,4 0,96 12 20.8 0,98 15 17,4 0.83 Инструмент разрушается 5 20,4 0.97 5 19.9 0,94 3 21,0 1(0.999) Р аботоспособность инструмента не изменяется во времени Составитель В.Воробьев Техред М.Моргентал Корректор О.Кравцова Заказ 3421 Тираж 607 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва. Ж-35, Раушская наб.. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing abrasive tool
Автори англійськоюFilatov Yurii Danylovych, Rohov Valentyn Vasyliovych, Rubliov Mykola Dmytrovych, Drakin Ihor Volodymyrovych, Altshuller Vadym Markovych, Korovkin Volodymyr Petrovych, Zhykhariev Oleksandr Oleksandrovych
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюФилатов Юрий Даниилович, Филатов Юрий Данилович, Рогов Валентин Васильевич, Рублев Николай Дмитриевич, Дракин Игорь Владимирович, Альтшуллер Вадим Маркович, Коровкин Владимир Петрович, Жихарев Александр Александрович
МПК / Мітки
МПК: B24D 3/34, B24D 17/00
Мітки: інструменту, засіб, абразивного, виготовлення
Код посилання
<a href="https://ua.patents.su/4-2162-zasib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Засіб виготовлення абразивного інструменту</a>
Металева зв’язка на основі міді для виготовлення абразивного інструменту
Номер патенту: 1312
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Вернік Юхим Бенціонович, Сколота Анатолій Олександрович, Мельник Віталій Іванович, Олейніков Борис Андрійович, Зайченко Юрій Володимирович, Кізіков Ернст Дмитрович, Лєвін Михайло Давидович, Александров Віктор Адамович, Муровський Валерій Олександрович
МПК: B24D 3/06, C22C 9/02, C22C 32/00
Мітки: міді, основі, виготовлення, металева, інструменту, зв'язка, абразивного
Формула / Реферат:
Металлическая связка на осново меди для изготовления абразивного инструмента, содержащая олово, кобальт, гидридтитана, отличающаяся тем, что, с целью повышения износостойкости инструмента, дополнительно содержит гексаборид лантана при следующем соотношении компонентов, мас.%:олово 13—17 кобальт 2—9,9 гидрид...
Металева зв’язка на основі міді для виготовлення робочого шару абразивного інструменту
Номер патенту: 1323
Опубліковано: 25.03.1994
Автори: Міфліг Данило Менделєвич, Хукаленко Костянтин Павлович, Кізіков Ернст Дмитрович, Ракіта Олександр Натанович, Мельник Віталій Іванович, Муровський Валерій Олександрович, Александров Віктор Адамович
МПК: C22C 32/00, C22C 9/02, B24D 3/06
Мітки: робочого, абразивного, шару, зв'язка, інструменту, міді, металева, виготовлення, основі
Формула / Реферат:
Металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая олово, гидрид титана и кобальт, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит двуокись гафния и интерметаллид никеля с алюминием Nі3Аl при следующем соотношении компонентов, мае.%:олово 14—19 гидрид...
Cпосіб виготовлення абразивного інструменту

Номер патенту: 1314
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Муровський Валерій Олександрович, Мельник Віталій Іванович, Олейніков Борис Андрійович, Кізіков Ернст Дмитрович, Хімач Олег Васильович
МПК: B24D 18/00
Мітки: cпосіб, виготовлення, абразивного, інструменту
Формула / Реферат:
Способ изготовления абразивного инструмента на связке на основе меди—олова—гидрида титана, включающий приготовление смеси алмазов и связки, прессование смеси в пресс-форме и спекание в свободном состоянии в вакууме, отличающийся тем, что, с целью увеличения стойкости инструмента, прессование смеси производят при давлении 7000 ± 200 кг/см2, а спекание — путем ступенчатого нагрева вначале со скоростью 1,5—2 град/мин в интервале температур с...
Спосіб виготовлення абразивного інструменту
Номер патенту: 1109
Опубліковано: 30.12.1993
Автори: Ільїна Зінаїда Тимофіївна, Брик Михайло Теодорович, Данилова Фаїна Борисівна, Перцов Микола Валерійович
МПК: B24D 3/20
Мітки: абразивного, виготовлення, спосіб, інструменту
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором осуществляют смешивание абразива, органического связующего и металлического наполнителя и производят формирование и термообработку массы, отличающийся тем, что с целью расширения технологической возможности и повышения износостойкости инструмента, органическое связующее и металлический наполнитель вводят в массу в виде металлополимерной композиции.
Спосіб виготовлення абразивного інструменту
Номер патенту: 1326
Опубліковано: 25.03.1994
Автори: Міфліг Данило Менделєвич, Мельник Віталій Іванович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Кізіков Ернст Дмитрович, Зайченко Юрій Володимирович
МПК: B24D 3/00
Мітки: виготовлення, спосіб, абразивного, інструменту
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором на стальной корпус наносят абразивную массу, содержащую абразив и связующее, включающее медь, олово и гидрид титана, и подвергают ее свободному спеканию при температуре плавления связки, отличающийся тем, что, с целью повышения технологичности способа и износостойкости инструмента, в абразивную массу дополнительно вводят элементы цилиндрической формы из материала, угол смачиваемости...
Попередній патент: Спосіб анодно-механічної правки абразивного інструменту
Наступний патент: Автотрансформатор, що регулюється
Випадковий патент: Спосіб забезпечення геометричної точності зварних великогабаритних обичайок