Cпосіб виготовлення абразивного інструменту
Номер патенту: 1314
Опубліковано: 25.03.1994
Автори: Кізіков Ернст Дмитрович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Мельник Віталій Іванович, Олейніков Борис Андрійович, Хімач Олег Васильович

Формула / Реферат
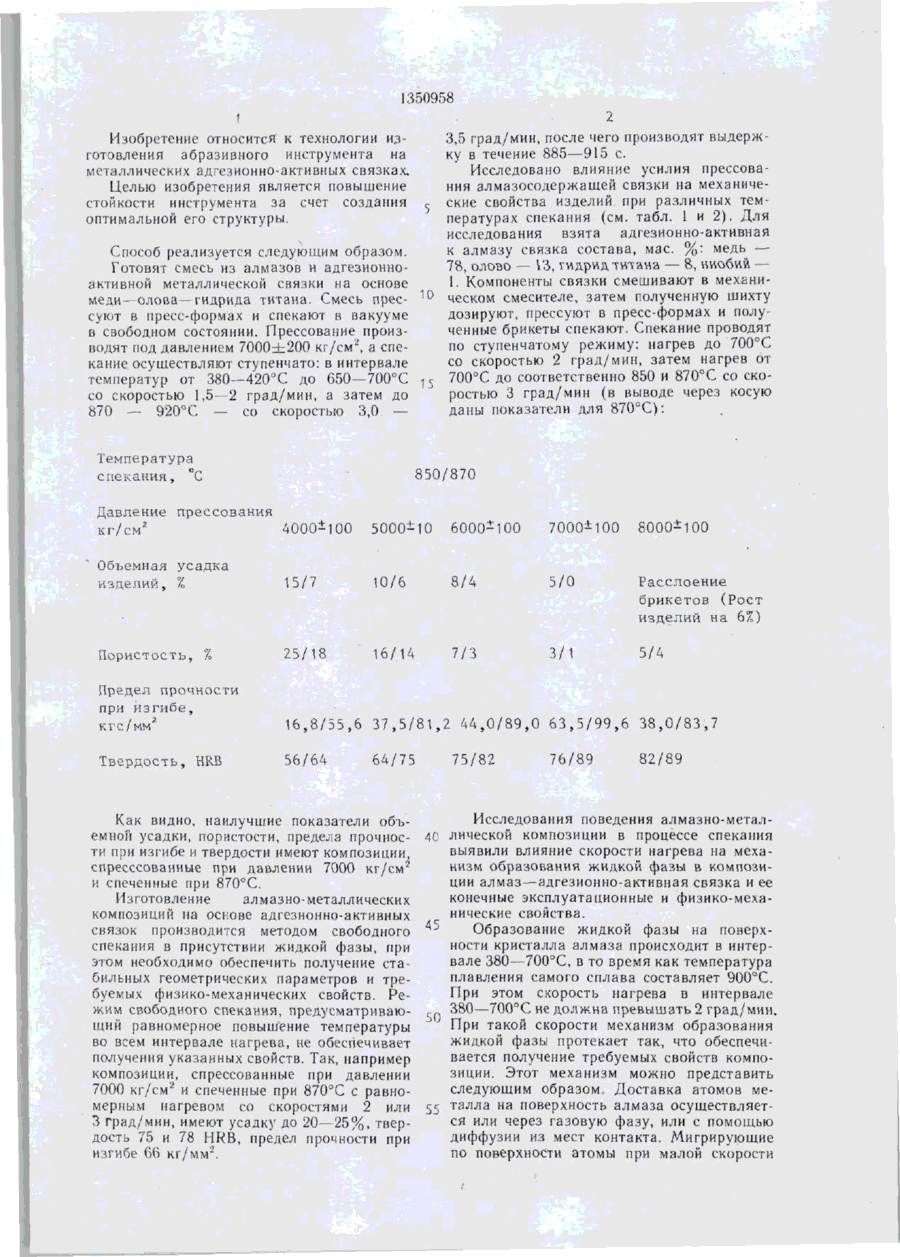
Способ изготовления абразивного инструмента на связке на основе меди—олова—гидрида титана, включающий приготовление смеси алмазов и связки, прессование смеси в пресс-форме и спекание в свободном состоянии в вакууме, отличающийся тем, что, с целью увеличения стойкости инструмента, прессование смеси производят при давлении 7000 ± 200 кг/см2, а спекание — путем ступенчатого нагрева вначале со скоростью 1,5—2 град/мин в интервале температур с 380— 420 °C до 650—700°C, а затем со скоростью 3,0— 3,5 град/мин до 870—920 °C с последующей выдержкой 885—915 с.
Текст
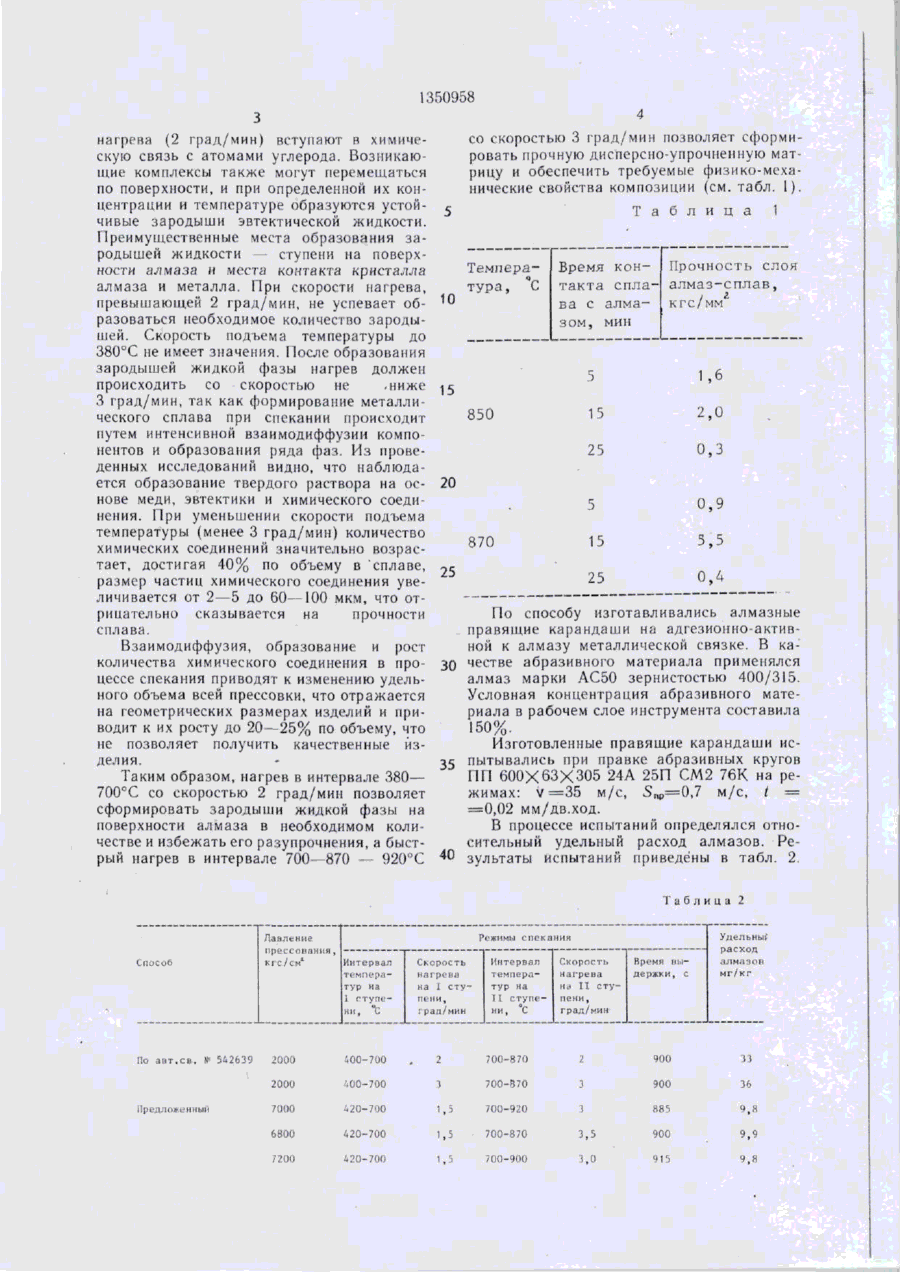
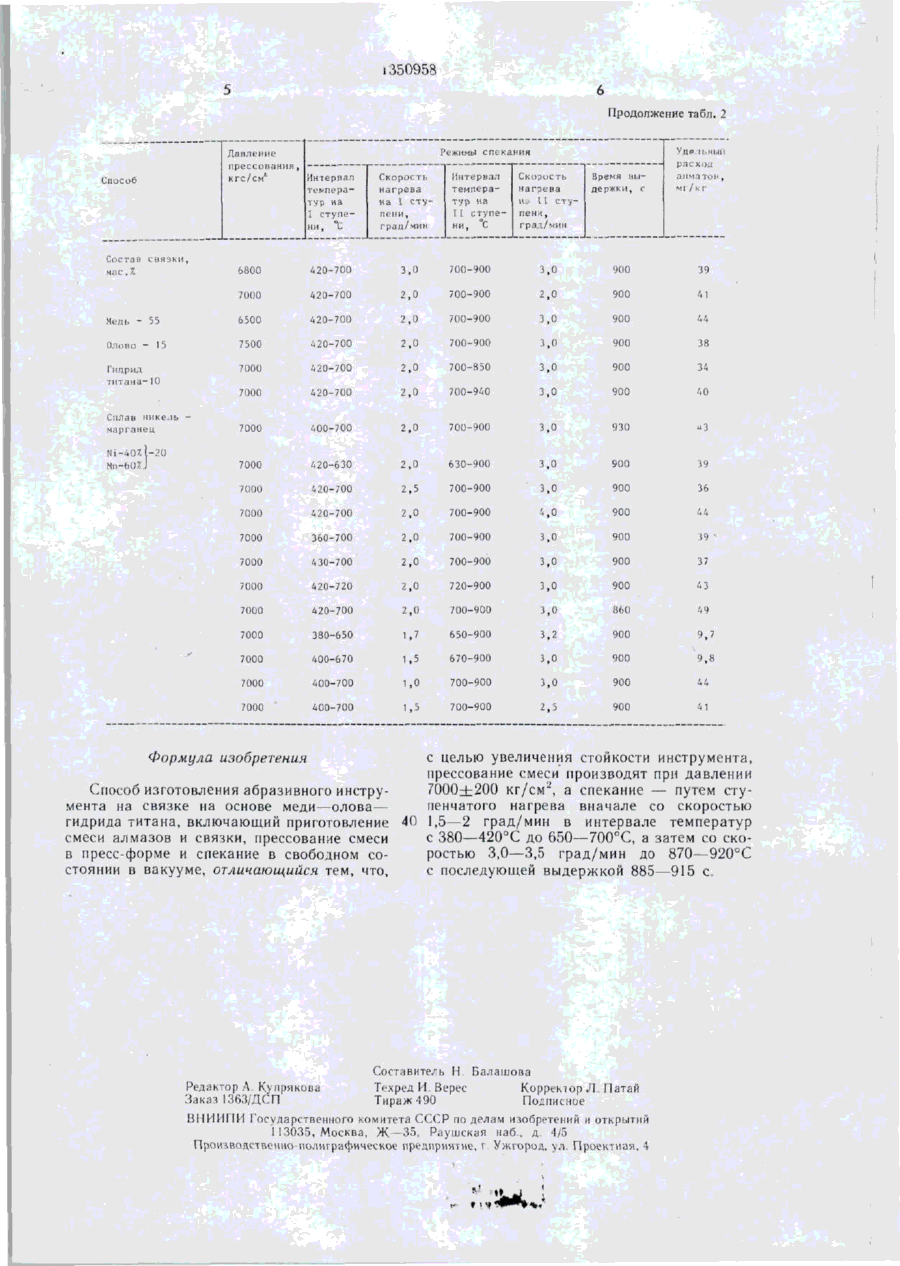
Изобретение относится к машинострое , в частности к технологии изготовления абразивного инструмента Целью является повышение стойкости инструмента за счет образования оптимального количества зародышей жидкой фазы без разупрочнения алмазных зерен и формирования прочной дисперсно-упрочненной матрицы Производят прессование смеси при давлении 7000± ±200 кг/см2, спекание — путем ступенчатого нагрева вначале со скоростью 1,5— 2 град/мин в интервале от 380—420° до 650- 700°С, а затем со скоростью 3,0 3,5 град/мин до 870—920°С с последующей выдержкой 885--915 с. 2 табл. (Л С со Сд о ее Ф 1350958 1 3.5 град/мин, после чего производят выдержку в течение 885—915 с. Исследовано влияние усилия прессования алмазосодержащей связки на механические свойства изделий при различных температурах спекания (см. табл. 1 и 2). Для исследования взята адгезионно-активная к алмазу связка состава, мае. %: медь Способ реализуется следующим образом. 78, олово — 13, гидрид титана — 8, ниобий Готовят смесь из алмазов и адгезионно1. Компоненты связки смешивают в механиактивной металлической связки на основе меди—олова—гидрида титана. Смесь прес- 10 ческом смесителе, затем полученную шихту дозируют, прессуют в пресс-формах и полусуют в пресс-формах и спекают в вакууме ченные брикеты спекают. Спекание проводят в свободном состоянии. Прессование произно ступенчатому режиму: нагрев до 700°С водят под давлением 7000±200 кг/см2, а спесо скоростью 2 град/мин, затем нагрев от кание осуществляют ступенчато: в интервале температур от 380—420°С до 650—700°С 15 700°С до соответственно 850 и 870°С со скоростью 3 град/мин (в выводе через косую со скоростью 1,5—2 град/мин, а затем до даны показатели для 870°С): 870 920°С — со скоростью 3,0 Изобретение относится к технологии изготовления абразивного инструмента на металлических адгезионно-активных связках. Целью изобретения является повышение стойкости инструмента за счет создания оптимальной его структуры. Температура спекания, °С 850/870 Давление прессования 4000*100 кг/см 2 5000-10 6000^100 7000 і 100 8000-^100 Объемная усадка изделий, % 15/7 10/6 8/4 5/0 Расслоение брикетов (Рост изделий на 6%) Пористость, % 25/18 16/14 7/3 3/1 5/4 Предел прочности при изгибе, К-ГС/ММ 16,8/55,6 37,5/81,2 44,0/89,0 63,5/99,6 38,0/83,7 Твердость, HRB 56/64 82/89 64/75 75/82 76/89 Исследования поведения алмазно-металКак видно, наилучшие показатели объемной усадки, пористости, предела прочнос- 40 лической композиции в процессе спекания выявили влияние скорости нагрева на мехати при изгибе и твердости имеют композиции, низм образования жидкой фазы в композиспресссованные при давлении 7000 кг/см2 ции алмаз—адгезионно-активная связка и ее и спеченные при 870°С. конечные эксплуатационные и физико-мехаИзготовление алмазно-металлических нические свойства. композиций на основе адгезионно-активных Образование жидкой фазы на поверхсвязок производится методом свободного ности кристалла алмаза происходит в интерспекания в присутствии жидкой фазы, при вале 380—700°С, в то время как температура этом необходимо обеспечить получение стаплавления самого сплава составляет 900°С. бильных геометрических параметров и треПри этом скорость нагрева в интервале буемых физико-механических свойств. Ре380 —700°С не должна превышать 2 град/мин. жим свободного спекания, предусматривающий равномерное повышение температуры ; При такой скорости механизм образования о жидкой фазы протекает так, что обеспечиво всем интервале нагрева, не обеспечивает вается получение требуемых свойств компополучения указанных свойств. Так, например зиции. Этот механизм можно представить композиции, спрессованные при давлении следующим образом. Доставка атомов ме7000 кг/см2 и спеченные при 870°С с равноталла на поверхность алмаза осуществляетмерным нагревом со скоростями 2 или ся или через газовую фазу, или с помощью 3 град/мин, имеют усадку до 20—25%, твердиффузии из мест контакта. Мигрирующие дость 75 и 78 HRB, предел прочности при по поверхности атомы при малой скорости изгибе 66 кг/мм3. 1350958 со скоростью 3 град/мин позволяет сформировать прочную дисперсно-упрочненную матрицу и обеспечить требуемые физико-механические свойства композиции (см. табл. 1). нагрева (2 град/мин) вступают в химическую связь с атомами углерода. Возникающие комплексы также могут перемещаться по поверхности, и при определенной их концентрации и температуре образуются устойчивые зародыши эвтектической жидкости. Преимущественные места образования зародышей жидкости - - ступени на поверхности алмаза Т а б л и ц а и места контакта кристалла алмаза и металла. При скорости нагрева, превышающей 2 град/мин, не успевает об- Ї 0 разоваться необходимое количество зародышей. Скорость подьема температуры до 380°С не имеет значения. После образования зародышей жидкой фазы нагрев должен происходить со скоростью не -ниже 15 3 град/мин, так как формирование металлического сплава при спекании происходит путем интенсивной взаимодиффузии компонентов и образования ряда фаз. Из проведенных исследований видно, что наблюдается образование твердого раствора па ос- 20 нове меди, эвтектики и химического соединения. При уменьшении скорости подъема температуры (менее 3 град/мин) количество химических соединений значительно возрастает, достигая 40% по объему в 'сплаве, размер частиц химического соединения уве- 25 личивается от 2—5 до 60—100 мкм, что отрицательно сказывается на прочности сплава. Взаимодиффузия, образование и рост количества химического соединения в про- 30 цессе спекания приводят к изменению удельного объема всей прессовки, что отражается на геометрических размерах изделий и приводит к их росту до 20—25% по объему, что не позволяет получить качественные изделия. 35 Таким образом, нагрев в интервале 380— 700°С со скоростью 2 град/мин позволяет сформировать зародыши жидкой фазы на поверхности алмаза в необходимом количестве и избежать его разупрочнения, а быстрый нагрев в интервале 700—870 -- 920°С 40 Температура, Qc Прочность слоя Время коятакта спла- алмаз-сплав, ва с алма- кгс/мм зом, мин 5 15 2,0 25 850 1,6 0,3 0,9 15 5,5 25 870 0.4 По способу изготавливались алмазные правящие карандаши на адгезионно-активной к алмазу металлической связке. В качестве абразивного материала применялся алмаз марки АС50 зернистостью 400/315. Условная концентрация абразивного материала в рабочем слое инструмента составила Изготовленные правящие карандаши испытывал ись при правке абразивных кругов ПП 600X63X305 24А 25П СМ2 76К на режимах: v = 3 5 м/с, S n p =0,7 м/с, t = =0,02 мм/дв.ход. В процессе испытаний определялся относительный удельный расход алмазов. Результаты испытаний приведены в табл. 2. Т а б л и ц а кгс/см 1 Интервал температур на 1 ступени, С Скорость нагрева на 1 с т у пени, грал/мин Интервал температур на ТІ с т у п е ми , С 2 Удельнь» Режимы спекания Давление Способ Скорость нагрела Не I I с т у пени, град/мин Время ВЫ" дєржки, с алмазов мг/кг Предложенным 2000 4ОО-70С 700-870 2 900 33 2000 По а в т . с в . N1 542639 400-700 700-570 3 900 36 7000 420-700 700-920 3 885 9,8 6800 420-700 700-870 3,5 900 9,9 7200 420-700 700-900 3,0 915 9,8 '.5 '15 1 1350958 Продолжение табл. 2 Давление іірессования, Ин гервап кгс/см 1 температур на L ступени , °L Способ Состав связки, мое. Я Режимы спекания Скорое гь нагрева на 1 ступени, град/чин Интервал температур " а 11 ступени, С Уде | | кьц рясхол Время виСкорость де ржн и, С нагэева и И степени, град/чин алмс т о п , мт / к г 6800 420-700 3,0 700-900 3,0 900 39 7000 420-700 2,0 700-900 2,0 900 41 Медь - ЬЪ 6S0O 420-700 2,0 700-900 3,0 900 44 Олово - 15 7500 ^20-700 2,0 700-900 3,0 900 38 Гидрид тнтана-10 7000 420-700 2,0 700-850 3,0 900 34 7000 420-700 2,0 700-940 3,0 900 40 Сплав никель марганец 7000 400-700 2,0 700-900 3,0 930 "3 НІ-402І-20 Mn-60?J 7000 420-630 2,0 630-900 3,0 900 39 7000 420-700 2,5 700-900 3,0 900 36 7000 420-700 2,0 700-900 4,0 900 44 7000 360-700 2,0 700-900 3,0 900 39 ^ 7000 430-700 2,0 700-900 3,0 900 37 7000 420-720 2,0 720-900 3,0 900 43 7000 420-700 2,0 700-900 3,0 860 49 7000 380-650 1,7 650-900 3,2 900 7000 400-670 1,5 670-900 3,0 900 9,8 7000 400-700 1,0 700-900 3,0 900 4Д 7000 400-700 1,5 700-900 900 41 Формула изобретения с целью увеличения стойкости инструмента, прессование смеси производят при давлении Способ изготовления абразивного инстру7000+200 кг/см2, а спекание - - путем стумента на связке на основе меди—олова— пенчатого нагрева вначале со скоростью гидрида титана, включающий приготовление 40 1,5—2 град/мин в интервале температур смеси алмазов и связки, прессование смеси с 380—420°С до 650—700°С, а затем со сков пресс-форме и спекание в свободном соростью 3,0—3,5 град/мин до 870—920°С стоянии в вакууме, отличающийся тем, что, с последующей выдержкой 885—915 с. Составитель Н Балашова Техред И Верес Корректор Л Патай Тираж 490 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий I 13035, Москва, Ж—35, Раушская лаб , д 4/5 Производственно-полиграфичйекое предприятие, і Ужгород, ул. Проектная, 4 Редактор А Купрякова Заказ 1363/ДСП
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the abrasive tool
Автори англійськоюKizikov Ernst Dmytrovych, Melnyk Vitalii Ivanovych, Oleinikov Borys Andriiovych, Rakita Oleksandr Natanovych, Murovskyi Valerii Oleksandrovych, Khimach Oleh Vasyliovych
Назва патенту російськоюСпособ изготовления абразивного инструмента
Автори російськоюКизиков Эрнст Дмитриевич, Мельник Виталий Иванович, Олейников Борис Андреевич, Ракита Александр Натанович, Муровский Валерий Александрович, Химач Олег Васильевич
МПК / Мітки
МПК: B24D 18/00
Мітки: виготовлення, інструменту, абразивного, cпосіб
Код посилання
<a href="https://ua.patents.su/4-1314-cposib-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Cпосіб виготовлення абразивного інструменту</a>
Металева зв’язка на основі міді для виготовлення робочого шару абразивного інструменту
Номер патенту: 1323
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Міфліг Данило Менделєвич, Мельник Віталій Іванович, Александров Віктор Адамович, Муровський Валерій Олександрович, Хукаленко Костянтин Павлович, Кізіков Ернст Дмитрович
МПК: C22C 32/00, B24D 3/06, C22C 9/02
Мітки: шару, зв'язка, виготовлення, основі, металева, робочого, інструменту, абразивного, міді
Формула / Реферат:
Металлическая связка на основе меди для изготовления рабочего слоя абразивного инструмента, содержащая олово, гидрид титана и кобальт, отличающаяся тем, что, с целью повышения износостойкости и производительности инструмента, она дополнительно содержит двуокись гафния и интерметаллид никеля с алюминием Nі3Аl при следующем соотношении компонентов, мае.%:олово 14—19 гидрид...
Спосіб виготовлення абразивного інструменту
Номер патенту: 1326
Опубліковано: 25.03.1994
Автори: Ракіта Олександр Натанович, Мельник Віталій Іванович, Кізіков Ернст Дмитрович, Міфліг Данило Менделєвич, Зайченко Юрій Володимирович, Муровський Валерій Олександрович
МПК: B24D 3/00
Мітки: спосіб, виготовлення, абразивного, інструменту
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором на стальной корпус наносят абразивную массу, содержащую абразив и связующее, включающее медь, олово и гидрид титана, и подвергают ее свободному спеканию при температуре плавления связки, отличающийся тем, что, с целью повышения технологичности способа и износостойкости инструмента, в абразивную массу дополнительно вводят элементы цилиндрической формы из материала, угол смачиваемости...
Спосіб виготовлення абразивного інструменту
Номер патенту: 1109
Опубліковано: 30.12.1993
Автори: Ільїна Зінаїда Тимофіївна, Перцов Микола Валерійович, Данилова Фаїна Борисівна, Брик Михайло Теодорович
МПК: B24D 3/20
Мітки: виготовлення, інструменту, спосіб, абразивного
Формула / Реферат:
Способ изготовления абразивного инструмента, при котором осуществляют смешивание абразива, органического связующего и металлического наполнителя и производят формирование и термообработку массы, отличающийся тем, что с целью расширения технологической возможности и повышения износостойкости инструмента, органическое связующее и металлический наполнитель вводят в массу в виде металлополимерной композиции.
Маса для виготування абразивного інструменту
Номер патенту: 1139
Опубліковано: 30.12.1993
Автори: Хімченко Юрій Іванович, Аврашкевич Юрій Давидович, Васильєв Микола Григорович, Єременко Іван Євсійович, Сотніков Генріх Олександрович, Белікович Володимір Михайлович
МПК: C08L 61/00, C08K 3/34, C08K 9/00, C08J 5/14, C08K 3/16
Мітки: виготування, абразивного, інструменту, маса
Формула / Реферат:
Формула изобретенияМасса для изготовления абразивного инструмента, включающая абразивное зерно, жидкий бакелит, пульвербакелит, криолит и добавку, отличающаяся тем, что, с целью повышения износостойкости инструмента и снижения токсичности, масса в качестве добавки содержит каолин, модифицированный метилдиэтилалкокси-метиламмонийметилсульфатом при следующем соотношении компонентов, вес.ч.: Абразивное зерно ...
Металева зв’язка на основі міді для абразивного інструменту
Номер патенту: 1309
Опубліковано: 25.03.1994
Автори: Хімач Олег Васильович, Мельник Віталій Іванович, Дубовик Микола Павлович, Кубієвич Микола Володимирович, Муровський Валерій Олександрович, Ракіта Олександр Натанович, Кізіков Ернст Дмитрович
Мітки: абразивного, інструменту, основі, міді, зв'язка, металева
Формула / Реферат:
Металлическая связка на основе меди для абразивного инструмента, содержащая олово и гидрид титана, отличающаяся тем, что, с целью повышения износостойкости инструмента, она дополнительно содержит ниобий при следующем соотношении компонентов, мае. %:олово 13—18 гидрид титана 7—10 ниобий 1—5...
Попередній патент: Сито
Наступний патент: Металева зв’язка на основі міді для робочого шару абразивного інструменту
Випадковий патент: Фіксатор стопи