Спосіб обпалення подини алюмінієвого електролізера
Номер патенту: 50431
Опубліковано: 15.10.2002
Автори: Тєпляков Федор Константіновіч, Панов Євген Миколайович, Вонсович Родіон Костянтинович, Баранцев Алєксєй Гєоргієвіч
Формула / Реферат
1. Спосіб обпалення подини алюмінієвого електролізера, що включає викладення на поверхні подини твердого алюмінію, заливку розплавленого алюмінію і підключення електролізера на обпалення, який відрізняється тим, що перед заливкою алюмінію здійснюють нагрів подини з використанням шунтів-реостатів з регульованою швидкістю до 300°С - 8-12 град/год, від 300 до 350°С - 3-7 град/год, від 350 до 425°С - 1-3 град/год, від 425 до 600°С - 18-22 град/год на алюмінієвих пластинах, які попередньо викладені на її поверхні, а після заливки алюмінію продовжують нагрівання до 750...800°С зі швидкістю 18-22 град/год.
2. Спосіб по п. 1, який відрізняється тим, що алюмінієві пластини викладають у вигляді решітки в два яруси.
3. Спосіб по п. 1 або 2, який відрізняється тим, що зверху над пластинами під проекцією анода розміщують алюмінієву стружку.
Текст
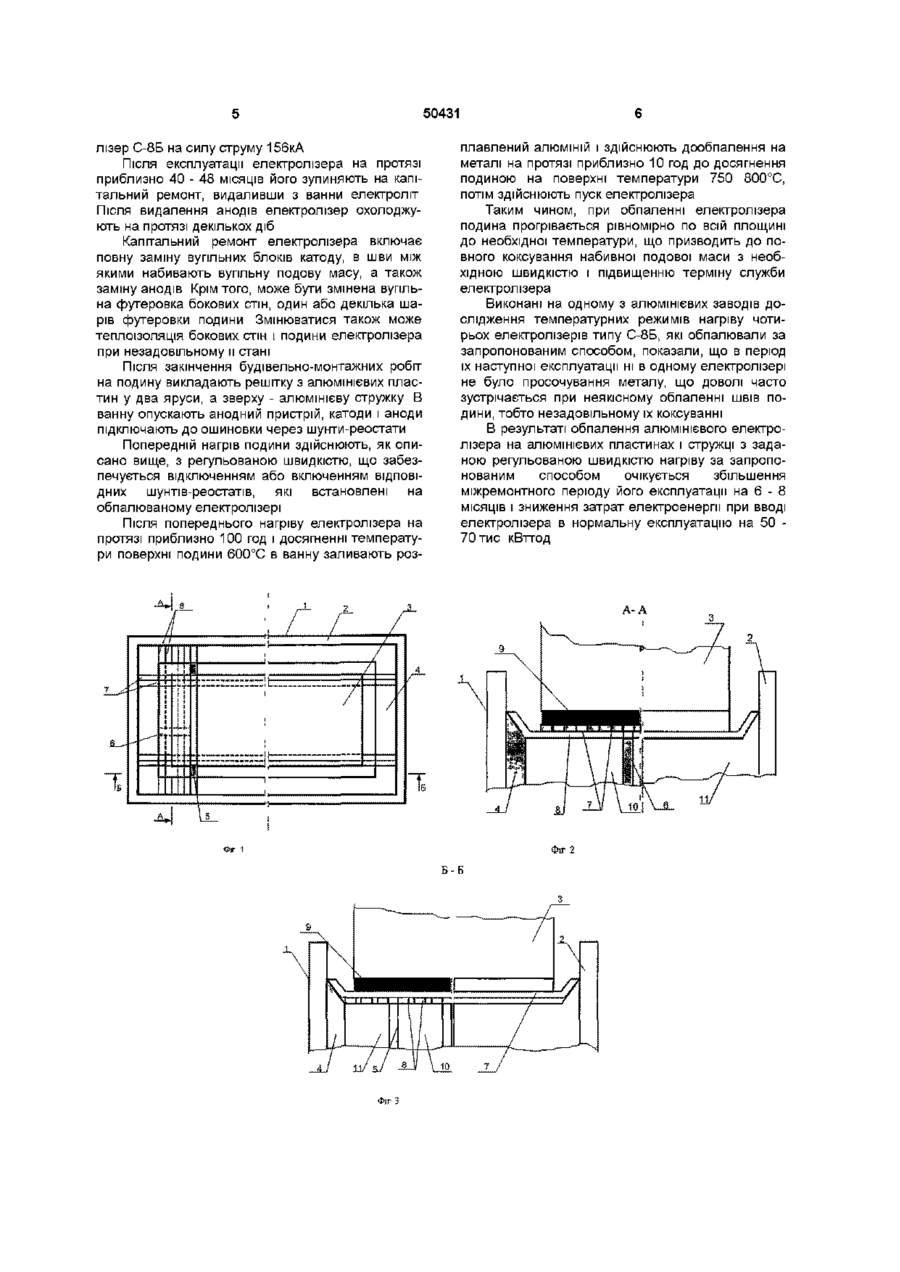
1 Спосіб обпалення подини алюмінієвого електролізера, що включає викладення на поверхні подини твердого алюмінію, заливку розплавленого алюмінію і підключення електролізера на обпалення, який відрізняється тим, що перед заливкою алюмінію здійснюють нагрів подини з використанням шунтів-реостатів з регульованою швидкістю до 300°С - 8-12 град/год, від 300 до 350°С - 3-7 град/год, від 350 до 425°С - 1-3 град/год, від 425 до 600°С - 18-22 град/год на алюмінієвих пластинах, які попередньо викладені на и поверхні, а після заливки алюмінію продовжують нагрівання до 750 800°С зі швидкістю 1822 град/год 2 Спосіб по п 1, який відрізняється тим, що алюмінієві пластини викладають у вигляді решітки в два яруси 3 Спосіб по п 1 або 2, який відрізняється тим, що зверху над пластинами під проекцією анода розміщують алюмінієву стружку Винахід відноситься до галузі електрометалургії легких металів, наприклад, алюмінію, який отримують електролізом розплавлених солей в спеціальних апаратах (електролізерах) з верхнім або боковим струмопідводом і самообпалюючимися або обпаленими анодами Відомими Є способи обпалення алюмінієвих електролізерів, які описані в роботі «Методы пуска новых и временно остановленных электролизеров с обожженными анодами большой мощности» [W W Robertson, Доповідь на другому радянськоканадському симпозиум!, Ленінград, 1975 - переклад] Нагрівання за допомогою коксу Між подиною і анодом розміщують шар прокаленого нафтового коксу, потім електролізер включають в ланцюг При досягненні катодом температури 900°С пуск електролізера здійснюють заливанням розплавленого електроліту Попереднє нагрівання триває від 24 до 72 год , здійснюють періодичне поповнення коксу в ванні Нагрівання металом В шахту заливають розплавлений алюміній, і електролізер включають в електричний ланцюг Попереднє нагрівання закінчується при повному розплавленні шару металу Полуменеве нагрівання продуктами згоряння, які отримують при спалюванні рідкого палива в спеціальних турбулентних пальниках Два пальники встановлюють на протилежних кутах електролізера з нормально встановленими анодами Як прототип прийнятий спосіб обпалення подини алюмінієвого електролізера при нагріванні постійним струмом на металі з використанням шунтів-реостатів [а с 259399, СРСР МКВ С25СЗ/06 від 23 10 1967 р ] , який включає викладення на поверхні подини твердого алюмінію, заливку розплавленого алюмінію і підключення електролізера на обпалення При здійсненні цього способу виключається "термічний удар" подини при заливці рідкого алюмінію та зменшується швидкість росту температури при обпаленні порівняно з традиційним обпаленням на металі Недоліком прототипу є те, що заливку розплавленого алюмінію, також як і в традиційному способі, здійснюють на холодну подину, хоча і через шар твердого алюмінію, що погіршує якість швів Викладення твердого алюмінію у вигляді дроту, шин, чушок і т ш не забезпечує рівну поверхню цього шару, а при наступній заливці алюмінію і підключенні електролізера в електричний ланцюг серії не забезпечується рівномірний прогрів подини внаслідок того, що електричний опір шару в площині подини є змінним Крім того, в прототипі не визначені термін обпалення та темп нагрівання СО ^ о Ю 50431 подини В основу винаходу поставлено задачу удосконалити спосіб обпалення подини алюмінієвого електролізера шляхом здійснення викладення алюмінієвих пластин на подину та нагрів и з регульованою швидкістю, що забезпечує повне і якісне коксування набивної маси в міжблочних та периферійних швах по всій глибині подини, за рахунок чого збільшується термін експлуатації електролізера між капітальними ремонтами Відомо, [Чалых Е В Технология и оборудование электродных и электроугольных предприятий - М Металлургия, 1972] що режими обпалення повинні забезпечувати максимальне утворення коксу з кам'яновугільного пеку, оскільки від цього залежить механічна МІЦНІСТЬ ШВІВ 3 точки зору утворення коксу інтервал температур 300 425°С має вирішальне значення, оскільки в цьому інтервалі процеси асоціації відбуваються зі значно більшою швидкістю, ніж при низьких температурах Для забезпечення максимального виходу коксу необхідно, щоб в інтервалі 350 - 425°С температура підвищувалась на протязі 50 - 60 год Поставлена задача вирішується тим, що в способі обпалення подини алюмінієвого електролізера, що включає викладення на поверхні подини твердого алюмінію, заливку розплавленого алюмінію і підключення електролізера на обпалення, новим є те, що перед заливкою алюмінію здійснюють нагрів подини з використанням шунтівреостатів з регульованою швидкістю до 300°С - 8 12град/год, від 300 до 350°С - 3 - 7 град/год, від 350 до 425°С -1 - Зград/год, від 425 до 600°С -18 22град/год на алюмінієвих пластинах, які попередньо викладені на її поверхні, а потім після заливки алюмінію продовжують нагрівання до 750 800°С зі швидкістю біля 18 - 22град/год АЛЮМІНІЄВІ пластини можуть бути викладені у вигляді решітки в два яруси Зверху над пластинами під проекцією аноду може бути розміщена алюмінієва стружка При вказаному регламенті нагріву буде здійснюватися рівномірне коксування набивних швів по всій площині подини та и глибині, приблизно через 100 год з початку попереднього нагріву будуть досягнуті температури поверхні міжблочних швів біля 600°С і периферійних швів - біля 350 - 400°С При наступній заливці алюмінію на рівномірно прогріту подину значно зменшується порівняно з традиційним обпаленням на металі градієнт температури "метал - поверхня подини" і таким чином зменшується або виключається зовсім вірогідність розтріскування швів та зміни їх структури Подальше дообпалення електролізера здійснюють на металі зі швидкістю біля 18 - 22град/год до досягнення подиною на поверхні температури біля 750 800°С Попередній нагрів подини до температури 600°С через шари алюмінієвих пластин і стружки з регульованою швидкістю на протязі приблизно 100 год буде забезпечувати рівномірний прогрів подини в горизонтальних и площинах і рівномірне коксування міжблочних і периферійних швів з необхідними швидкостями, а при наступному дообпаленні на розплавленому алюмінії на протязі приблизно 10 год буде досягнута необхідна з точки зору пуску електролізера температура поверхні подини 750 800°С, що призведе до підвищення терміну експлуатації електролізера Суть винаходу пояснюється кресленнями, де на фіг 1 наведена принципіальна конструкція електролізера, а на фіг 2 і 3 - розрізи А-А і Б-Б фіг 1 Електролізер містить металевий катодний кожух 1, на внутрішній поверхні якого розміщена вугільна футеровка і теплоізоляція 2 3 подових блоків 10, 11 набирається подина Між внутрішніми боковими і торцевими поверхнями блоків, а також між ЗОВНІШНІМИ боковими поверхнями крайніх блоків, ЗОВНІШНІМИ торцевими поверхнями всіх блоків і вугільною футеровкою набивається вугільна подова маса (5, 6 - міжблочні шви, 4 - периферійний шов) Зверху в ванну опускається анод З Обпалення електролізера після капітального ремонту здійснюють наступним чином На поверхні подини викладають решітку з алюмінієвих пластин у два яруси Нижній ярус пластин 8 розміщують вздовж подових секцій з виходом на периферійний шов На кожному подовому блоці пластини розміщені таким чином, щоб не перекривати бокові 5 і торцеві 6 міжблочні шви Верхній ярус пластин 7 розміщують під проекцією аноду поряд одна до одної поперек подових секцій з виходом на периферійний шов Для забезпечення надійного контакту алюмінієвих пластин з поверхнею нижнього торця аноду на поверхні другого ярусу під проекцією аноду розміщують шар алюмінієвої стружки 9 В ванну встановлюють анод, стружку притискують до алюмінієвих пластин До аноду і катоду підводять постійний електричний струм через шунти-реостати і здійснюють попередній нагрів електролізера з регульованою швидкістю до 300°С - 8 - 12град/год, від 300 до 350°С - 3 7град/год, від 350 до 425°С - 1 - Зград/год, від 425 до 600°С - 18 - 22град/год Такий регламент обпалення був вибраний, виходячи з необхідності забезпечення максимального виходу коксу в інтервалі 350 425°С (час нагріву подини в цьому інтервалі температур складає 50 год при швидкості біля 1,5град/год) До досягнення температури 300°С обпалення здійснюють зі швидкістю біля 8 12град/год, яка рекомендувалась авторами як отпимальна при раніше проведених дослідженнях температурних режимів обпалення електролізерів Швидкість нагріву 3 - 7град/год в інтервалі 300 350°С вибрана, виходячи з умов забезпечення більш плавного переходу до швидкості 1 Зград/год Швидкість нагріву 18 - 22град/год в інтервалі 425 600°С вибрана, виходячи з реальних можливостей тепловиділення в електролізері при відключених шунтах-реостатах При досягненні подиною на поверхні температури 600°С здійснюють заливку розплавленого алюмінію і провадять дообпалення на металі зі швидкістю біля 18 - 22град/год до досягнення подиною температури 750 800°С, після чого здійснюють пуск електролізера згідно з технологічною інструкцією Як приклад практичної реалізації запропонованого способу розглянемо алюмінієвий електро 50431 лізер С-8Б на силу струму 156кА Після експлуатації електролізера на протязі приблизно 40 - 48 МІСЯЦІВ ЙОГО зупиняють на капітальний ремонт, видаливши з ванни електроліт Після видалення анодів електролізер охолоджують на протязі декількох діб Капітальний ремонт електролізера включає повну заміну вугільних блоків катоду, в шви між якими набивають вугільну подову масу, а також заміну анодів Крім того, може бути змінена вугільна футеровка бокових стін, один або декілька шарів футеровки подини Змінюватися також може теплоізоляція бокових стін і подини електролізера при незадовільному и стані Після закінчення будівельно-монтажних робіт на подину викладають решітку з алюмінієвих пластин у два яруси, а зверху - алюмінієву стружку В ванну опускають анодний пристрій, катоди і аноди підключають до ошиновки через шунти-реостати Попередній нагрів подини здійснюють, як описано вище, з регульованою швидкістю, що забезпечується відключенням або включенням ВІДПОВІДНИХ шунтів-реостатів, які встановлені на обпалюваному електролізері Після попереднього нагріву електролізера на протязі приблизно 100 год і досягненні температури поверхні подини 600°С в ванну заливають роз плавлений алюміній і здійснюють дообпалення на металі на протязі приблизно 10 год до досягнення подиною на поверхні температури 750 800°С, потім здійснюють пуск електролізера Таким чином, при обпаленні електролізера подина прогрівається рівномірно по всій площині до необхідної температури, що призводить до повного коксування набивної подової маси з необхідною швидкістю і підвищенню терміну служби електролізера Виконані на одному з алюмінієвих заводів дослідження температурних режимів нагріву чотирьох електролізерів типу С-8Б, які обпалювали за запропонованим способом, показали, що в період їх наступної експлуатації ні в одному електролізері не було просочування металу, що доволі часто зустрічається при неякісному обпаленні швів подини, тобто незадовільному їх коксуванні В результаті обпалення алюмінієвого електролізера на алюмінієвих пластинах і стружці з заданою регульованою швидкістю нагріву за запропонованим способом очікується збільшення міжремонтного періоду його експлуатації на 6 - 8 МІСЯЦІВ і зниження затрат електроенергії при вводі електролізера в нормальну експлуатацію на 50 70 тис кВттод А-А Б-Б 50431 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for firing the hearth of aluminum electrolyzer
Автори англійськоюPanov Yevhen Mykolaiovych
Назва патенту російськоюСпособ обжига пода алюминиевого электролизера
Автори російськоюПанов Евгений Николаевич
МПК / Мітки
МПК: C25C 3/06
Мітки: спосіб, електролізера, алюмінієвого, обпалення, подини
Код посилання
<a href="https://ua.patents.su/4-50431-sposib-obpalennya-podini-alyuminiehvogo-elektrolizera.html" target="_blank" rel="follow" title="База патентів України">Спосіб обпалення подини алюмінієвого електролізера</a>
Спосіб контролю стану подини електролізера
Номер патенту: 11336
Опубліковано: 25.12.1996
Автор: Вербицький Василь Григорович
МПК: C25C 3/04
Мітки: контролю, електролізера, спосіб, подини, стану
Формула / Реферат:
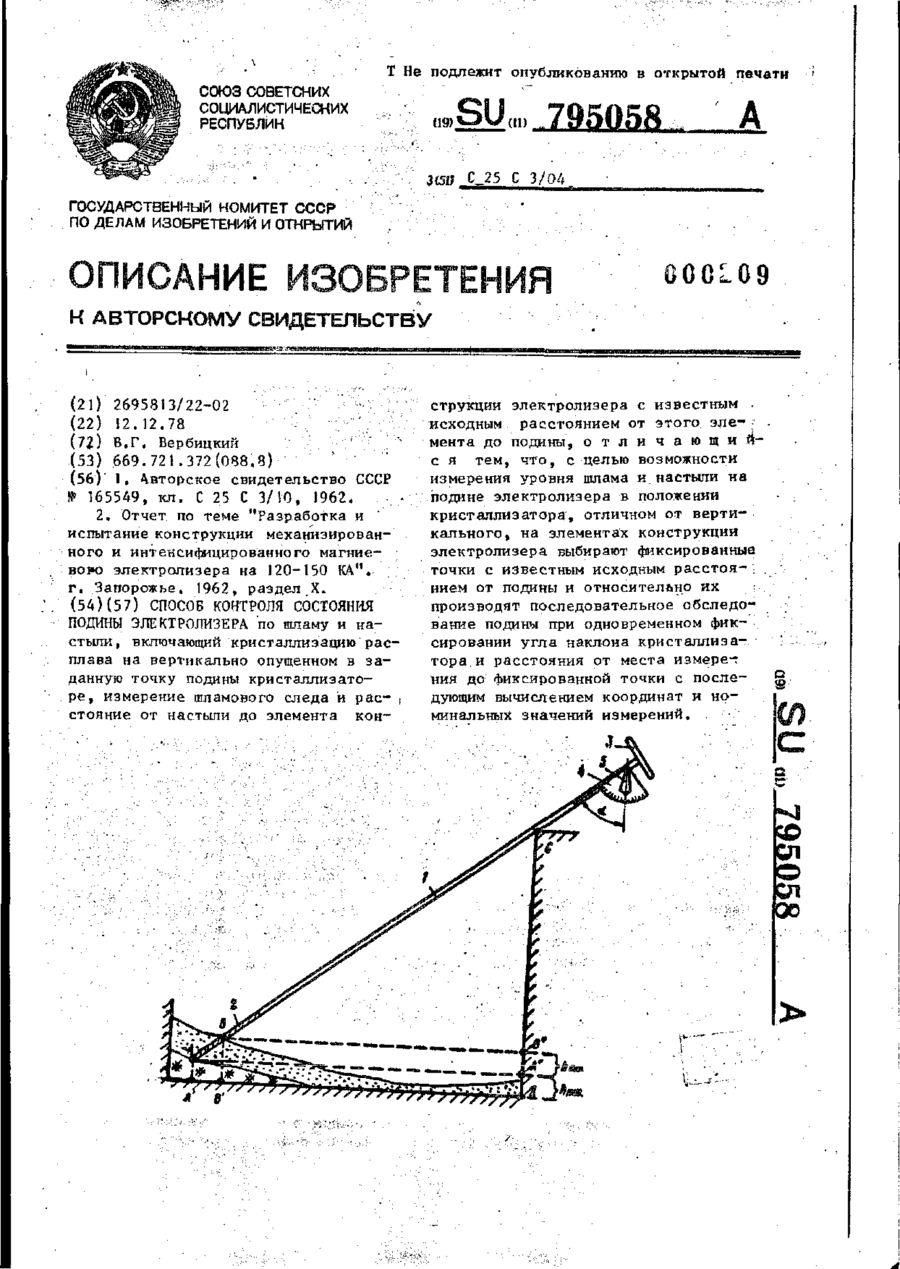
Способ контроля состояния подины электролизера по шламу и настыли, включающий кристаллизацию расплава на вертикально опущенном в заданную точку подины кристаллизаторе, измерение шламового следа и расстояния от настыли до элемента конструкции электролизера с известным исходным расстоянием от этого элемента до подины, отличающийся, тем, что, с целью возможности измерения уровня шлама и настыли на подине электролизера в положении...
Спосіб монтажу вуглеграфітового електроду алюмінієвого електролізера
Номер патенту: 6533
Опубліковано: 29.12.1994
Автори: Таран Олександр Якович, Ющенко Костянтин Андрійович, Лебедєв Володимир Костянтинович, Полніцький Євген Олександрович, Патон Борис Євгенович, Лакомський Віктор Йосипович
Мітки: електроду, алюмінієвого, монтажу, електролізера, спосіб, вуглеграфітового
Формула / Реферат:
(57) 1. Способ монтажа углеграфитового электрода алюминиевого электролизера, включающий выполнение углублений на нерабочей поверхности электрода, заполнение их расплавом сплава с формированием стержней и прикрепление к ним шинопровода, отличающийся тем, что углубления выполняют с расположением их продольных осей под углом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ширине 0,8-3 0, а заполнение углублений...
Ошиновка алюмінієвого електролізера

Номер патенту: 4775
Опубліковано: 28.12.1994
Автори: Поль Морель, Жан-П'єр Дюгуа
МПК: C25C 3/16
Мітки: алюмінієвого, ошиновка, електролізера
Формула / Реферат:
Ошиновка алюминиевого электролизера серии с поперечным размещением ее в корпусе электролиза, содержащая катодные пакеты шин входной и выходной сторон катодного кожуха, обводные шины, стояки и анодные распределительные шины, отличающаяся тем, что, с целью увеличения выхода металла за счет снижения воздействия магнитного поля на катодный алюминий, анодная распределительная шина через стояки, расположенные у ее концов, и обводные шины...
Анод алюмінієвого електролізера
Номер патенту: 5485
Опубліковано: 28.12.1994
Автори: Таран Олександр Якович, Ющенко Костянтин Андрійович, Полніцький Євген Олександрович, Шрамко Вячеслав Алєксандровіч, Кнігєль Владімір Августовіч, Лакомський Віктор Йосипович, Цибуков Ігорь Кіріловіч, Дудко Данил Андрійович
МПК: C25C 3/16
Мітки: алюмінієвого, анод, електролізера
Формула / Реферат:
Анод алюминиевого электролизера, содержащий энододержатель и обожженный углеродистый блок, на верхней плоскости которого выполнены углубления с размещенными в них металлическими токоподводящими стержнями, соединенными с углеродистым блоком и анододержателем путем их расплавления, отличающийся тем, что отношение площади верхней плоскости углеродистого блока к площади поперечного сечения углублений для токопод водящих стержней составляет...
Спосіб підготовки алюмінієвого розкиснювача сталі

Номер патенту: 38915
Опубліковано: 15.05.2001
Автори: Куденко Григорій Євсеевич, Ярославцев Юрій Григорович, Сєров Олександр Іванович, Колесніков Георгій Іванович, Сочнев Олександр Єгорович
МПК: C21C 7/06
Мітки: розкиснювача, підготовки, сталі, алюмінієвого, спосіб
Текст:
...час, не руйнуючись від взаємодії з киснем атмосферного повітря, а при зануренні цих злитків в розкислювану сталь відбувається ефективне засвоєння алюмінієвого розкислювача. Плавка 1. У відбивній індукційній печі типу ОП 2,5 розплавляють вихідний алюміній марки АВ 87, розливаючи його по 3,7 кг в стандартні дво камерні ізложниці з перегородкою. Отримані затверділі злитки алюмінію вміщують в ливарні форми. Розплавляють чавун марки СЧ-10,...
Попередній патент: Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Наступний патент: Випарювальна камера теплової труби
Випадковий патент: Багатошаровий біофільтр