Спосіб монтажу вуглеграфітового електроду алюмінієвого електролізера
Номер патенту: 6533
Опубліковано: 29.12.1994
Автори: Лакомський Віктор Йосипович, Полніцький Євген Олександрович, Лебедєв Володимир Костянтинович, Таран Олександр Якович, Ющенко Костянтин Андрійович, Патон Борис Євгенович

Формула / Реферат
(57) 1. Способ монтажа углеграфитового электрода алюминиевого электролизера, включающий выполнение углублений на нерабочей поверхности электрода, заполнение их расплавом сплава с формированием стержней и прикрепление к ним шинопровода, отличающийся тем, что углубления выполняют с расположением их продольных осей под углом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ширине 0,8-3 0, а заполнение углублений осуществляют наплавкой электрической дугой силой тока 300-1200 А.
2. Способ по п. 1, отличающийся тем, что прикрепление шинопровода к стержням осуществляют электродуговой сваркой.
Текст
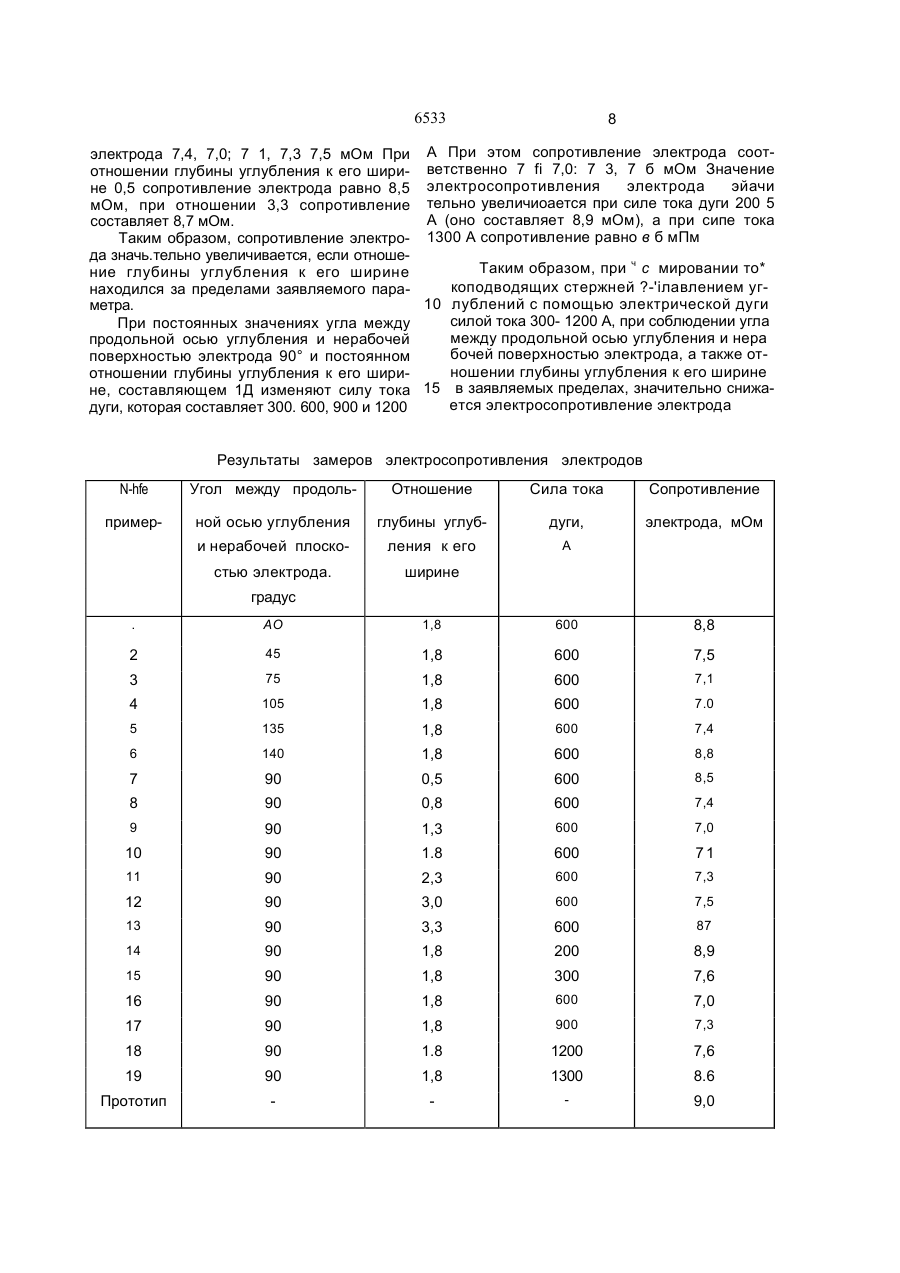
09) W/~\(ll> V%JOv/ (S3) (505 С 25 С 7/02, С 25CJ/12 ____ НА ВИНАХІД ДЕРЖАВНЕ ПАТЕНТНА ВІДОМСТВО (54) СПОСІБ МОНТАЖУ ВУГЛЕГРАФІТОВОГО ЕЛЕКТРОДУ АЛЮМІНІЄВОГО ЕЛЕКТРОЛІЗЕРА 1 (20)94301195 28 07 93 (21)4845911/02 (22)23 05 90, SU (46)29 12 94 Бюл №8-1 (56) 1 Авторское свидетельство СССР Ьк 616348, кл С 25 С 7/02, 1976 2 Авторе; ое свидетельство СССР NJ1258880 кл С 25 С 3/08,1983 3 Авторское свидетельство СССР Г* 1475985, кл С 25 С 3/08, 1987 (прототип). (71) Інститут електрозварювання їм Є О Патона АН УРСР (72) Патон Борис Євгенович Лебедев Воло димир Костянтинович, Ющенко Костянтин Андрійович, Лакомський Віктор Йосипович, Таран Олександр Якович, ПОЛНІЦЬКИЙ Євген Олександрович (73) Патон Борис Євгенович, Ле£едєв Воло димир Костянтинович Ющенко Костянтин Андрійович, Лакомський Віктор Йосипович, Таран Олександр Якович, Полніцький Євген Олександрович, UA (57) 1 Способ монтажа углеграфитового электрода алюминиевого электролизера, включающий выполнение углублений на нерабочей поверхности электрода, заполнение их расплавом сплава с формированием стержней и прикрепление к ним шинопровода, о т л и ч а ю щ и й с я тем, что углубления выполняют с расположением их продоль них осей под утчом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ші-рине 0,8-3 0, а заполнение углублений осуществляют наплавкой электрической дугой силой тока 300-1200 А 2 Способ по п 1, о т л и ч а ю щ и й с я тем, что прикрепление шинопровода к стержням осуществляют электродуговой сваркой Изобретение относится к области электролитического получения цветных металлов, в частности к получению алюминия, и касается монтажа электрода из углеродистых материалов Изобретение может быть использовано также при монтаже электродов для получения магния хлора итд Известно что электролизер расплавленных солей является энергоемким процессом Существенное влияние на расход электроэнергии оказывает электросопротивление контактных соединений катодный стальной стержень - подовый углеграфитовый блок и стальной ниппель - обожженный графитовый блок Потери электроэнергии, например, в катодной секции составляют почти треть всех потерь в контактных соединениях электролизера Снизить потери мож но изменением конструкции подовой и анодной секции и технологии их монтажа Известен способ монтзжэ контактного узла электролизеров для получения легких металлов [1] Графитовые блоки имеют глу хие отверстия, в которые вставляют стальные штыри Затем через них пропускают переменный ток большой силы с плотностью порядка 100 А/см и прикладывают давление порядка 5-6 кг/см При этом происхо дит расплавление стальных штырей и задэвливаниежидкой эвтектики "сталь-углерод" в поры графита и сваривание стальных штырей с медной токоподводящей шиной Г" о ел со со G533 Однако, этот способ требует существенных энергозатрат при нагревании массива гра фита и расплавлении металла штырей для обеспечения надежной пропитки графита и отличается высокой трудоемкостью 5 Известен способ монтажа подовой секции алюминиевого электролизера, который включает установку катодного стержня в паз углеродистого блока и заливку зазора между стержнем и блоком чугуном. Перед установ- 10 кой стержня на дно паза укладывают алюминий и виде прутков диаметром 0,06-0,1 глубины паза для обеспечения возможности проникновения чугуна под катодный стержень [2]. Однако этот способ не позволяет 15 существенно снизить переходное сопротивление в месте контакта катодного стержня и углеродистого блока, поскольку чугун не смачивает графит и не проникает в его поры. Наиболее близким по технической сущ- 20 ности и достигаемому результату является способ монтажа подовой секции алюминиевого электролизера, включающий выполнение углублений на нерабочей поверхности подового блока вдоль его продольной оси, 25 заполнение углублений жидким чугуном с образованием армирующих элементов и соединение их с токоведущим стержнем [3]. При этом армирующие элементы распо ложены вдоль продольной оси блока длиной 30 0,25-0,95длины блока, содной стороны кон цы армирующих элементов выступают из блока на расстояние 0,017-0.156 его длины и установлены с возможностью контакта с токоподводящим стержнем. 35 Однако известный способ не обеспечивает существенного снижения электросопротивления. Это происходит потому, что в контакте чугун-углеграфитовый материал возникает значительное переходное элект- 40 росопротивление, т.к. чугун практически не смачивает углегрзфит и не пропитывает его. Переходное электросопротивление в контакте чугун-углеграфит при температуре 45 100 С состазляет около 5 мОм, В основу изобретения поставлена задача усовершенствовать способ монтажа углеграфитового электрода алюминиевого электролизера путем выполнения углубпе-ний на нерабочей поверхности электрода, а 50 также заполнения углублений так, чтобы обеспечить эффективную пропитку углеродистого блока материалом токоподводящих стержней и осуществить надежный контакт между ними, что приводит к снижению элек- 55 тросопротивления электрода. Поставленная задача решается тем, что Б способе монтажа углеграф ггового электрода алюминиевого электролизера, включающем выполнение углублений на нерабочей поверхности электрода, заполнение их расплавом сплава с формированием стержней и прикрепление к ним шинопровода, согласно изобретению, углубления выполняют с расположением их продольных осей под углом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ширине 0,8-3,0, а заполнение углублений осуществляют наплавкой электрической дугой силой тока 300-1200 А Прикрепление шинопроводэ к стержням осуществляют электродугоаой сваркой. Причинно-следственная связь между совокупностью заявляемых признаков и достигаемым результатом заключается в следующем. Формирование токоподводящих стержней путем заплавления металлическим сплавом с помощью электрической дуги силой тока 300-1200 А в углублениях, продольные оси которых направлены под углом 45-135° к нерабочей поверхности электрода при отношении глубины углубления к его ширине 0,8-3,0, сообщает заявляемой сово ;упности новое свойство Заплавленные стержни выполняют три функции, т.к. являются токопроводящими стержнями и одновременно токопроводящпми и крепежными элементами углеродистого блока. Действия, а также условия, при которых они совершаются, характеризующие заявляемый способ монтажа углеграфитового электрода алюминиевого электролизера, позволяют значительно снизить электросопротивление электрода. Если углубления на нерабочей поверхности электрода, параллельной рабочей, выполнять таким образом, что их продольные оси будут направлены подуглом меньше45° или больше 135° (в этом случае по отношению к нерабочей поверхности электрода угол будет также острым), то увеличивается расстояние между рабочей поверхностью электрода и токоподводящим стержнем, заплавленным в углубления, что приводит к увеличению сопротивления углеродистого электрода. Если углубления для токоподводящих стержней выполнять при отношении глубины углубления к его ширине меньше 0,8 (т.е. ширина углубления значительно превышает его глубину), то поверхность металлического сплава, из которого формируют стержни, контактирующая с электрической дугой, велика, что приводит при наплавке к окислению сп л а в а, по выш ен ию е го электросопротивления и снижению глубины проникновения сплава в углеграфит, т.е. к повышению электросопротивления электрода. 6533 При отношении глубины углубления к его ширине больше 3,0 (т Р глубина углубления значительно превышает его ширину), трудно обеспечить прог pro нижней части углубления, требуутсч длительное время на- 5 г рева сплава, что приведет к карбидизации сплава, снижению глубины пропитки и увеличению электросопротивления электрода. В случае, если формирование токолодводящих стержней осуществлять путем за- 10 плавления углублений металличес ким сплавом электрической дугой силой тока меньше 300 А, то выделяющегося тепла будет недостаточно для прогрева углеродистого материала, перегрева сплава и 15 осуществления .эффективной пропитки углеродистого блока, т.е. обеспечения надежного контакта токоподподящих стержней с углеродистым блоком. Это приведет к повышенному переходному сопротивлению в ме- 20 сте контакта токоподводчщии стержень электрод и повышению электросопротивления электрода. Если сил^ тока электрической дуги при формировании токоппдводящих стержней 25 будет превышать 1200 А то вподимая мощность будет чрезвычайно высока, что приведет к внгоргшию компонентов углеродистого материала, образованию сажи, которая закроет поры и будет препятст- 30 вовать проникновению сплава в материал электрода, Кроме і ого, будет происходить испарение леїирующих комп^мш ев сплава Для стержней, что также угемы»:ит глубину пропитки и увеличит электросоор' -.явление 35 электрода. Благодаря тому, что формирование токоподводящих стержней осуществляется пу- ' тем заплавления углублений металлическим сплавом электрической дугой силой тока 40 300-1200 А, а углубления для стержней выполняют таким образом, что их продольные оси направлены под углом 45 -135° к нерабочей поверхности электрода и соблюдают отношение глубины углубления к его шири- 45 не 0,8-3.0. значительно снижается электросопротивление электрода. Это происходит за счет того, что заявляемое техническое решение позволяет обеспечить эффективную пропитку углеродистого блока материа- 50 лом токоподподящих стержней и осуществить надежный контакт между ними. Кроме гою, зяпппярмми способ обеспечивает наличие только одного переходного электросопротивления токоплдводящий 55 стержень у г породил 'ни Опок. Все эти факторы значительно огм-кпют сопротивление электрода К тому же, 'р'/1л.'»гдемый способ позволяет сниэшь млК'ричлоемкость. трудоем кость и длительность процесса монтажа, поскольку мет необходимости использовать огромные токолодводящие стержни, выполнять пазы под них. моніироваіь \л\ с помощью чугунной заливки При этом повышается срок службы электрода, поскольку устраняется источник усилий, вызывающих разрушение электродов расширяющаяся при рабочих температурах чугунная заливка. Равномерное распределение токоподводяїцих стержней на поверхности электрода позволяет повысить равномерность распределения тока в электроде и, тем самым, снизить горизонтальную составляющ у ю то к а, вы з ы в аю щ у ю ц и р к ул я ц и ю расплава алюминия и перекосы зеркала ванны металла. Способ осуществляют следующим образом. На нерабочей поверхности электрода выполняют углубления, соблюдая отношение тубимы углубления к его ширине 0 83.0. Пр од ол ь ны е оси у г л уб л е ни й направлены под углом 45- 135° к нерабочей поверхности Затем углубления заплавляют на иоздухе сплавом системы медь-титан электрической дуіой силой тока 300- 1200 А (источник тока ВДУ-1202). Оплавление осуществляют, например, дуо.роном с с «мо спекающимся термохимическим катодом. После злтпердепания сплава к токопод ю дящим стержням приваривают ^пеметы шинопровода электродугопои спаркой. В проведенных опытах использовали углегрэфитовые блоки 1800 х 255 х 550 мм (с уменьшенной высотой, поскольку нет необходимости выполнять глубокий паз дпя уклад ыван ия в не г о ка тод н о го ст е ржня ). Критерием, характеризующим достижение поставленной изобретением задачи, служила величина электросопротивления электрода в поперечном сечении блока. Результаты опытов приведены в таблице При постоянном отношении глубины углубления к его ширине, составляющем 1,8 и при постоянной силе тока электрической дуги 600 А сопротивление электрода составляет 7,5; 7,1: 7,0. 7.4 мОм если угол ме*ду продольной осью углубления и нерабочей плоскостью элект рода находится в пределах 45-135° При уменьшении угла ( 135°), значительно увеличивается сопротивление электрода до 8 8 мОм. Если постоянными остаются угол между продольной осью углубления и нерабочей плоскостью электрода 90° и сила тока дуги 600 А, а отношение глубины углубления к сі о ширине составляет 0.8-3,0. сопротивление 6533 8 электрода 7,4, 7,0; 7 1, 7,3 7,5 мОм При А При этом сопротивление электрода соототношении глубины углубления к его шири- ветственно 7 fi 7,0: 7 3, 7 б мОм Значение электрода эйачи не 0,5 сопротивление электрода равно 8,5 электросопротивления мОм, при отношении 3,3 сопротивление тельно увеличиоается при силе тока дуги 200 5 А (оно составляет 8,9 мОм), а при сипе тока составляет 8,7 мОм. Таким образом, сопротивление электро- 1300 А сопротивление равно в б мПм да значь.тельно увеличивается, если отношеТаким образом, при ч с мировании то* ние глубины углубления к его ширине коподводящих стержней ?-'ілавлением угнаходился за пределами заявляемого пара10 лублений с помощью электрической дуги метра. силой тока 300- 1200 А, при соблюдении угла При постоянных значениях угла между между продольной осью углубления и нера продольной осью углубления и нерабочей бочей поверхностью электрода, а также отповерхностью электрода 90° и постоянном ношении глубины углубления к его ширине отношении глубины углубления к его ширине, составляющем 1Д изменяют силу тока 15 в заявляемых пределах, значительно снижается электросопротивление электрода дуги, которая составляет 300. 600, 900 и 1200 Результаты замеров электросопротивления электродов N-hfe Угол между продоль Отношение Сила тока Сопротивление пример ной осью углубления глубины углуб дуги, электрода, мОм и нерабочей плоско ления к его А стью электрода. ширине градус . АО 1,8 600 8,8 2 45 1,8 600 7,5 3 75 1,8 600 7,1 4 105 1,8 600 7.0 5 135 1,8 600 7,4 6 140 1,8 600 8,8 7 90 0,5 600 8,5 8 90 0,8 600 7,4 9 90 1,3 600 7,0 10 90 1.8 600 71 11 90 2,3 600 7,3 12 90 3,0 600 7,5 13 90 3,3 600 87 14 90 1,8 200 8,9 15 90 1,8 300 7,6 16 90 1,8 600 7,0 17 90 1,8 900 7,3 18 90 1.8 1200 7,6 19 90 1,8 1300 8.6 Прототип 9,0 6533 Упорядник Замовлення 632 Техред М.Моргентал Коректор К. Тираж . Підписне Державне патентне відомство України, 254655, ГСП, КиТе-53. Львівська пл., 8 Виробничо-видавничий комбінат "Патент", м. Ужгород, вуп Гагвріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mounting of graphitized carbon electrode of aluminium electrolytic cell
Автори англійськоюPaton Borys Yevhenovych, Lebiediev Volodymyr Kostiantynovych, Yuschenko Kostiantyn Andriiovych, Lakomskyi Viktor Yosypovych, Taran Oleksandr Yakovych, Polnitskyi Yevhen Oleksandrovych
Назва патенту російськоюСпособ монтажа углеграфитового электрода алюминииевого электролизера
Автори російськоюПатон Борис Евгеньевич, Лебедев Владимир Константинович, Ющенко Константин Андреевич, Лакомский Виктор Иосифович, Таран Александр Яковлевич, Полницкий Евгений Александрович
МПК / Мітки
Мітки: вуглеграфітового, спосіб, монтажу, електролізера, електроду, алюмінієвого
Код посилання
<a href="https://ua.patents.su/6-6533-sposib-montazhu-vuglegrafitovogo-elektrodu-alyuminiehvogo-elektrolizera.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу вуглеграфітового електроду алюмінієвого електролізера</a>
Спосіб монтажу катодної секції електролізера для одержання алюмінію
Номер патенту: 4728
Опубліковано: 28.12.1994
Автори: Бастрига Іван Михайлович, Полніцький Євген Олександрович, Ющенко Костянтин Андрійович, Фрідман Михайло Олександрович, Таран Олександр Якович, Кнігєль Владімір Августовіч, Лакомський Віктор Йосипович
МПК: C25C 3/08
Мітки: алюмінію, секції, електролізера, одержання, монтажу, катодної, спосіб
Формула / Реферат:
Способ монтажа катодной секции электролизера для получения алюминия, включающий выполнение углублений в пазу блока, нанесение контактного слоя на поверхность паза блока, его расплавление и механическую обработку, отличающийся тем, что контактный слой наносят в углубления и на поверхность паза блока вокруг углублений на площади, ограниченной радиусом 7-75мм от оси углубления, и выдерживают его в расплавленном состоянии в течение 5-30...
Анод алюмінієвого електролізера
Номер патенту: 5485
Опубліковано: 28.12.1994
Автори: Лакомський Віктор Йосипович, Полніцький Євген Олександрович, Дудко Данил Андрійович, Ющенко Костянтин Андрійович, Кнігєль Владімір Августовіч, Шрамко Вячеслав Алєксандровіч, Цибуков Ігорь Кіріловіч, Таран Олександр Якович
МПК: C25C 3/16
Мітки: анод, електролізера, алюмінієвого
Формула / Реферат:
Анод алюминиевого электролизера, содержащий энододержатель и обожженный углеродистый блок, на верхней плоскости которого выполнены углубления с размещенными в них металлическими токоподводящими стержнями, соединенными с углеродистым блоком и анододержателем путем их расплавления, отличающийся тем, что отношение площади верхней плоскости углеродистого блока к площади поперечного сечения углублений для токопод водящих стержней составляет...
Ошиновка алюмінієвого електролізера

Номер патенту: 4775
Опубліковано: 28.12.1994
Автори: Жан-П'єр Дюгуа, Поль Морель
МПК: C25C 3/16
Мітки: ошиновка, алюмінієвого, електролізера
Формула / Реферат:
Ошиновка алюминиевого электролизера серии с поперечным размещением ее в корпусе электролиза, содержащая катодные пакеты шин входной и выходной сторон катодного кожуха, обводные шины, стояки и анодные распределительные шины, отличающаяся тем, что, с целью увеличения выхода металла за счет снижения воздействия магнитного поля на катодный алюминий, анодная распределительная шина через стояки, расположенные у ее концов, и обводные шины...
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22C 21/06, C22F 1/04
Мітки: алюмінієвого, лист, виготовлення, корпусів, банок, сплаву, спосіб
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Спосіб монтажу інтегральної схеми
Номер патенту: 1777
Опубліковано: 25.10.1994
Автори: Хомін Ігор Богданович, Щербій Богдан Іванович
МПК: H01L 21/52
Мітки: схемі, інтегральної, монтажу, спосіб
Формула / Реферат:
1. Способ монтажа интегральной схемы, включающий размещение подложки на нагревательном столике, нанесение на подложку связующего в жидкой фазе, воздействие на связующее ультразвуковыми колебаниями, размещение на связующем кристалла, сжатие кристалла и подложки и отверждение связующего, отличающийся тем, что воздействие УЗ-колебаниями осуществляют со стороны нагревательного столика при нанесении связующего, которое осуществляют в течение...
Попередній патент: Пристрій для подання шихти в шлакоплавильну піч
Наступний патент: Машина для збирання коренебульбоплодів
Випадковий патент: Спосіб обробки масиву гірничої породи крізь свердловини та пристрій для його здійснення