Ролик стрічкового конвеєра
Формула / Реферат
1. Ролик стрічкового конвеєра, який складається з роз’ємної осі, виконаної у вигляді двох півосей, що з'єднані між собою штангою через нарізні з'єднання і мають посадочні шийки з упорними елементами, а на зовнішніх кінцях - монтажні лиски, які розташовані в паралельних площинах, та з циліндричної обичайки, встановленої кінцевими частинами на опори, в посадочні отвори, в яких закріплено підшипники, посаджені на посадочні шийки півосей і обмежені ззовні упорними елементами, який відрізняється тим, що нарізні з'єднання півосей зі штангою виконано з різним кроком нарізки.
2. Ролик стрічкового конвеєра за п. 1, який відрізняється тим, що півосі містять наскрізні осьові отвори з нарізними ділянками, розташованими біля зовнішніх торців.
3. Ролик стрічкового конвеєра за пп. 1 і 2, який відрізняється тим, що торці штанги мають поперечні пази.
Текст
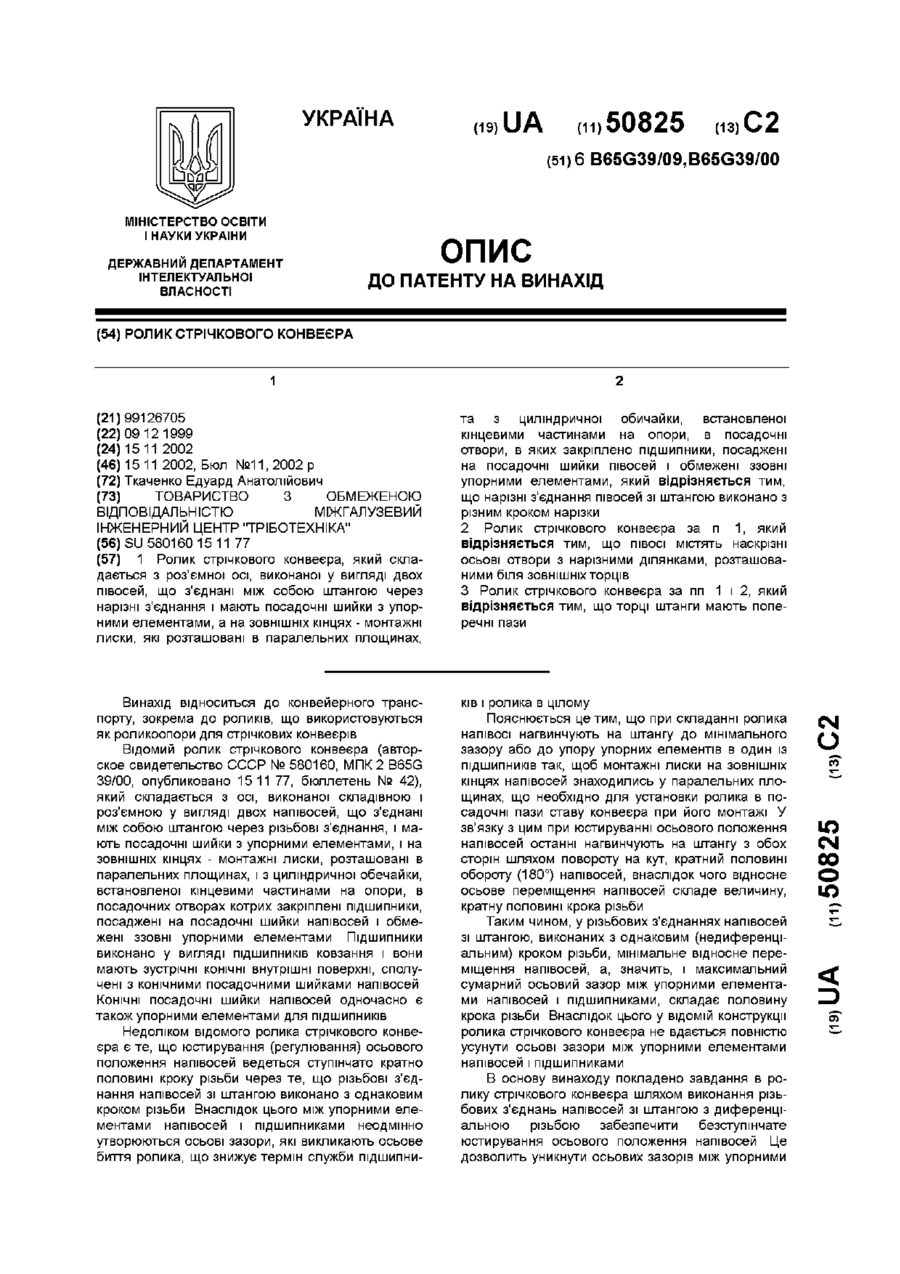
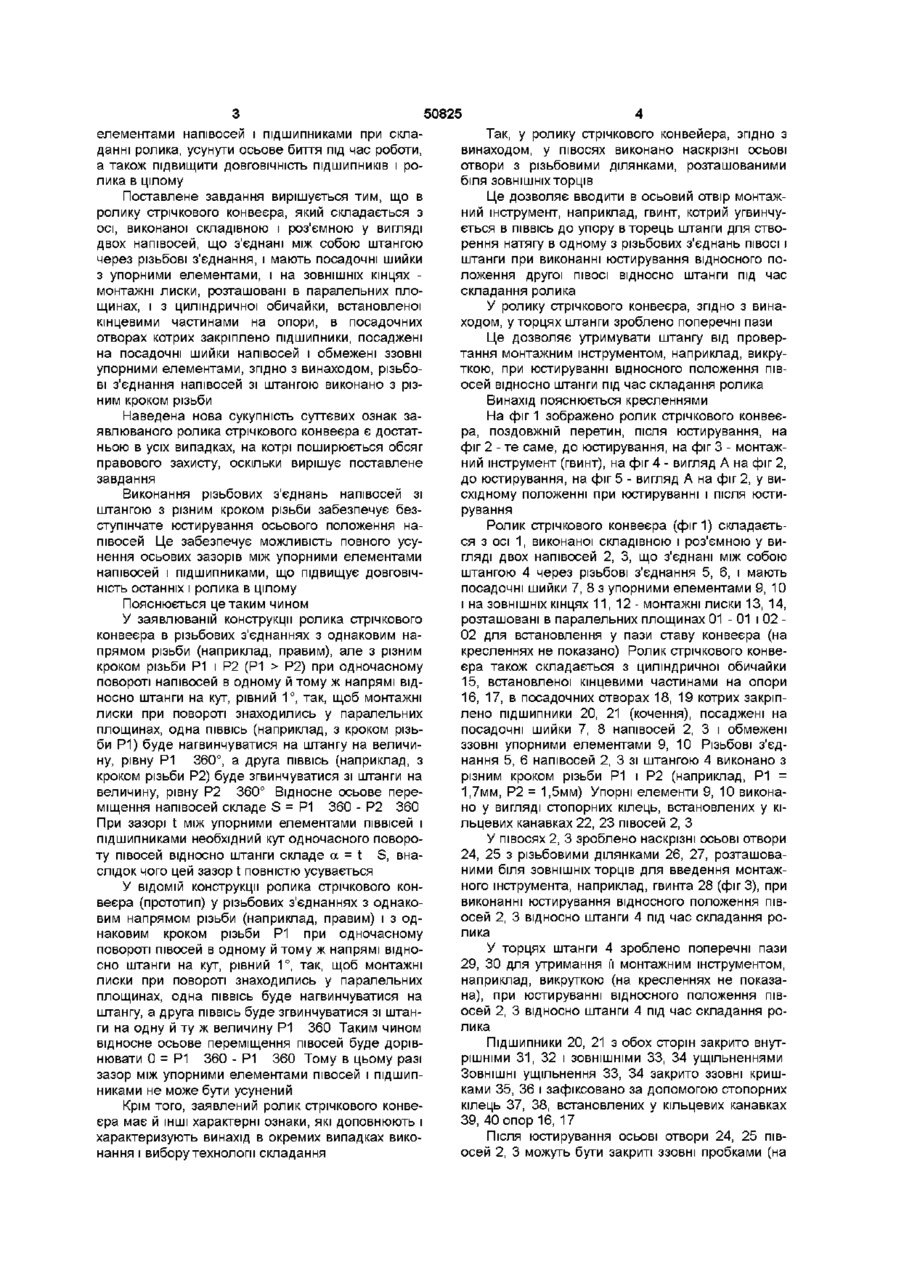
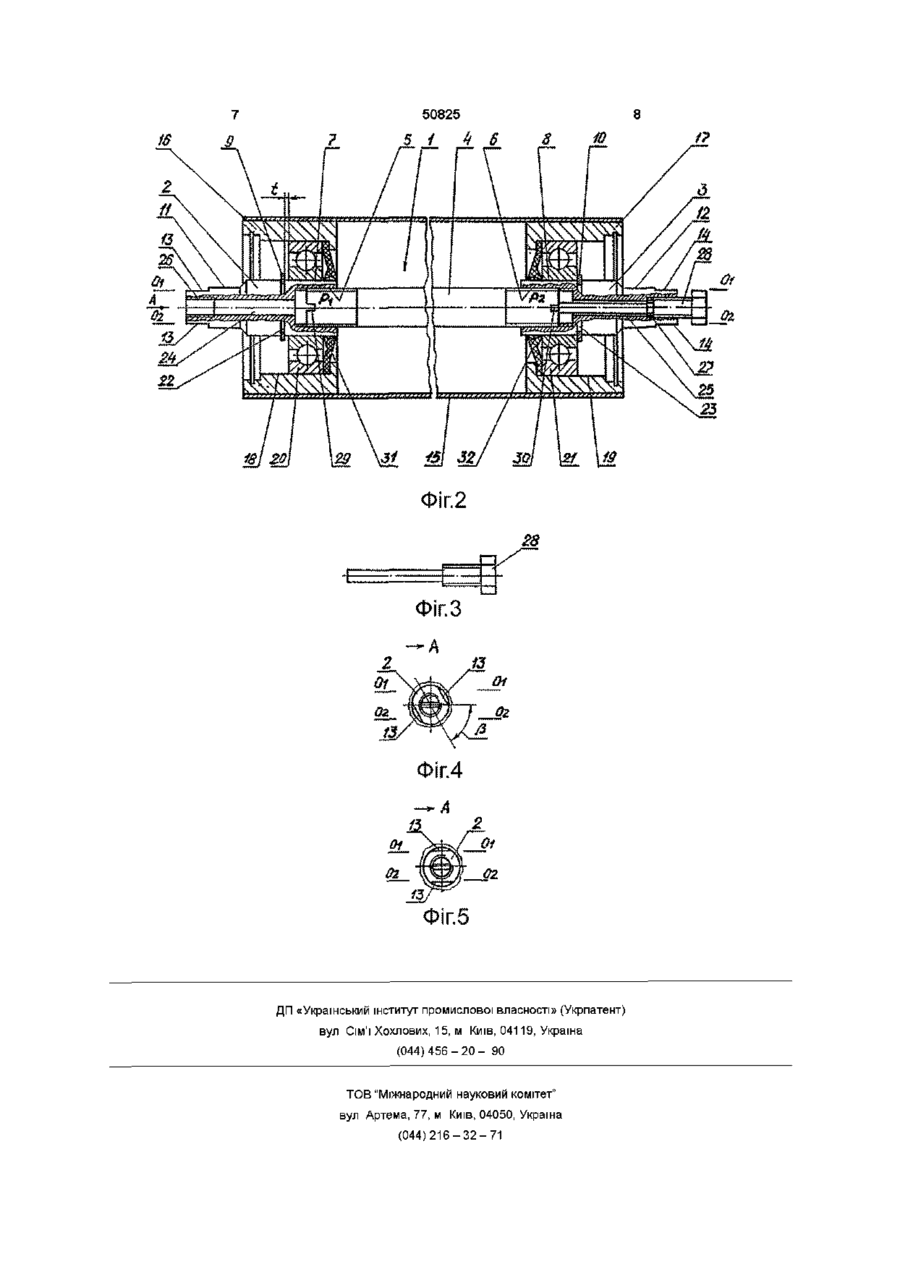
1 Ролик стрічкового конвеєра, який складається з роз'ємної осі, виконаної у вигляді двох півосей, що з'єднані між собою штангою через нарізні з'єднання і мають посадочні шийки з упорними елементами, а на ЗОВНІШНІХ КІНЦЯХ - монтажні лиски, які розташовані в паралельних площинах, Винахід відноситься до конвейерного транспорту, зокрема до роликів, що використовуються як роликоопори для стрічкових конвеєрів Відомий ролик стрічкового конвеєра (авторское свидетельство СССР № 580160, МПК 2 B65G 39/00, опубликовано 15 11 77, бюллетень № 42), який складається з осі, виконаної складівною і роз'ємною у вигляді двох напівосей, що з'єднані між собою штангою через різьбові з'єднання, і мають посадочні шийки з упорними елементами, і на ЗОВНІШНІХ кінцях - монтажні лиски, розташовані в паралельних площинах, і з циліндричної обечайки, встановленої кінцевими частинами на опори, в посадочних отворах котрих закріплені підшипники, посаджені на посадочні шийки напівосей і обмежені ззовні упорними елементами Підшипники виконано у вигляді ПІДШИПНИКІВ ковзання і вони мають зустрічні КОНІЧНІ внутрішні поверхні, сполучені з конічними посадочними шийками напівосей КОНІЧНІ посадочні шийки напівосей одночасно є також упорними елементами для ПІДШИПНИКІВ Недоліком відомого ролика стрічкового конвеєра є те, що юстирування (регулювання) осьового положення напівосей ведеться ступінчато кратно половині кроку різьби через те, що різьбові з'єднання напівосей зі штангою виконано з однаковим кроком різьби Внаслідок цього між упорними елементами напівосей і підшипниками неодмінно утворюються осьові зазори, які викликають осьове биття ролика, що знижує термін служби ПІДШИПНИ та з циліндричної обичайки, встановленої кінцевими частинами на опори, в посадочні отвори, в яких закріплено підшипники, посаджені на посадочні шийки півосей і обмежені ззовні упорними елементами, який відрізняється тим, що нарізні з'єднання півосей зі штангою виконано з різним кроком нарізки 2 Ролик стрічкового конвеєра за п 1, який відрізняється тим, що ПІВОСІ містять наскрізні осьові отвори з нарізними ділянками, розташованими біля ЗОВНІШНІХ торців 3 Ролик стрічкового конвеєра за пп 1 і 2, який відрізняється тим, що торці штанги мають поперечні пази КІВ і ролика в цілому Пояснюється це тим, що при складанні ролика напівосі нагвинчують на штангу до мінімального зазору або до упору упорних елементів в один із О ПІДШИПНИКІВ так, щоб монтажні лиски на ЗОВНІШНІХ КІНЦЯХ напівосей знаходились у паралельних площинах, що необхідно для установки ролика в посадочні пази ставу конвеєра при його монтажі У зв'язку з цим при юстируванні осьового положення напівосей останні нагвинчують на штангу з обох сторін шляхом повороту на кут, кратний половині обороту (180°) напівосей, внаслідок чого відносне осьове переміщення напівосей складе величину, кратну половині крока різьби Таким чином, у різьбових з'єднаннях напівосей зі штангою, виконаних з однаковим (недиференціальним) кроком різьби, мінімальне відносне переміщення напівосей, а, значить, і максимальний сумарний осьовий зазор між упорними елементами напівосей і підшипниками, складає половину крока різьби Внаслідок цього у ВІДОМІЙ конструкції ролика стрічкового конвеєра не вдається повністю усунути осьові зазори між упорними елементами напівосей і підшипниками В основу винаходу покладено завдання в ролику стрічкового конвеєра шляхом виконання різьбових з'єднань напівосей зі штангою з диференціальною різьбою забезпечити безступінчате юстирування осьового положення напівосей Це дозволить уникнути осьових зазорів між упорними ю 0 0 о ю 50825 елементами напівосеи і підшипниками при складанні ролика, усунути осьове биття під час роботи, а також підвищити ДОВГОВІЧНІСТЬ ПІДШИПНИКІВ І ро лика в цілому Поставлене завдання вирішується тим, що в ролику стрічкового конвеєра, який складається з осі, виконаної складівною і роз'ємною у вигляді двох напівосеи, що з'єднані між собою штангою через різьбові з'єднання, і мають посадочні шийки з упорними елементами, і на ЗОВНІШНІХ КІНЦЯХ монтажні лиски, розташовані в паралельних площинах, і з циліндричної обичайки, встановленої кінцевими частинами на опори, в посадочних отворах котрих закріплено підшипники, посаджені на посадочні шийки напівосеи і обмежені ззовні упорними елементами, згідно з винаходом, різьбові з'єднання напівосеи зі штангою виконано з різним кроком різьби Наведена нова сукупність суттєвих ознак заявлюваного ролика стрічкового конвеєра є достатньою в усіх випадках, на котрі поширюється обсяг правового захисту, оскільки вирішує поставлене завдання Виконання різьбових з'єднань напівосеи зі штангою з різним кроком різьби забезпечує безступінчате юстирування осьового положення напівосей Це забезпечує можливість повного усунення осьових зазорів між упорними елементами напівосеи і підшипниками, що підвищує ДОВГОВІЧНІСТЬ останніх і ролика в цілому Пояснюється це таким чином У заявлюваній конструкції ролика стрічкового конвеєра в різьбових з'єднаннях з однаковим напрямом різьби (наприклад, правим), але з різним кроком різьби Р1 і Р2 (Р1 > Р2) при одночасному повороті напівосеи в одному й тому ж напрямі відносно штанги на кут, рівний 1°, так, щоб монтажні лиски при повороті знаходились у паралельних площинах, одна ПІВВІСЬ (наприклад, з кроком різьби Р1) буде нагвинчуватися на штангу на величину, рівну Р1 360°, а друга ПІВВІСЬ (наприклад, з кроком різьби Р2) буде згвинчуватися зі штанги на величину, рівну Р2 360° Відносне осьове переміщення напівосеи складе S = Р1 360 - Р2 360 При зазорі t між упорними елементами піввісей і підшипниками необхідний кут одночасного повороту півосей відносно штанги складе а = t S, внаслідок чого цей зазор t повністю усувається У ВІДОМІЙ конструкції ролика стрічкового конвеєра (прототип) у різьбових з'єднаннях з однаковим напрямом різьби (наприклад, правим) і з однаковим кроком різьби Р1 при одночасному повороті півосей в одному й тому ж напрямі відносно штанги на кут, рівний 1°, так, щоб монтажні лиски при повороті знаходились у паралельних площинах, одна ПІВВІСЬ буде нагвинчуватися на штангу, а друга ПІВВІСЬ буде згвинчуватися зі штанги на одну й ту ж величину Р1 360 Таким чином відносне осьове переміщення півосей буде дорівнювати 0 = Р1 360 - Р1 360 Тому в цьому разі зазор між упорними елементами півосей і підшипниками не може бути усунений Крім того, заявлений ролик стрічкового конвеєра має й ІНШІ характерні ознаки, які доповнюють і характеризують винахід в окремих випадках виконання і вибору технології складання Так, у ролику стрічкового конвейєра, згідно з винаходом, у півосях виконано наскрізні осьові отвори з різьбовими ділянками, розташованими біля ЗОВНІШНІХ торців Це дозволяє вводити в осьовий отвір монтажний інструмент, наприклад, гвинт, котрий угвинчується в ПІВВІСЬ до упору в торець штанги для створення натягу в одному з різьбових з'єднань ПІВОСІ І штанги при виконанні юстирування відносного положення другої ПІВОСІ відносно штанги під час складання ролика У ролику стрічкового конвеєра, згідно з винаходом, у торцях штанги зроблено поперечні пази Це дозволяє утримувати штангу від провертання монтажним інструментом, наприклад, викруткою, при юстируванні відносного положення півосей відносно штанги під час складання ролика Винахід пояснюється кресленнями На фіг 1 зображено ролик стрічкового конвеєра, поздовжній перетин, після юстирування, на фіг 2 - те саме, до юстирування, на фіг 3 - монтажний інструмент (гвинт), на фіг 4 - вигляд А на фіг 2, до юстирування, на фіг 5 - вигляд А на фіг 2, у висхідному положенні при юстируванні і після юстирування Ролик стрічкового конвеєра (фиг 1) складається з осі 1, виконаної складівною і роз'ємною у вигляді двох напівосеи 2, 3, що з'єднані між собою штангою 4 через різьбові з'єднання 5, 6, і мають посадочні шийки 7, 8 з упорними елементами 9, 10 і на ЗОВНІШНІХ кінцях 11, 12 - монтажні лиски 13, 14, розташовані в паралельних площинах 01 - 01 і 02 02 для встановлення у пази ставу конвеєра (на кресленнях не показано) Ролик стрічкового конвеєра також складається з циліндричної обичайки 15, встановленої кінцевими частинами на опори 16, 17, в посадочних отворах 18, 19 котрих закріплено підшипники 20, 21 (кочення), посаджені на посадочні шийки 7, 8 напівосеи 2, 3 і обмежені ззовні упорними елементами 9, 10 Різьбові з'єднання 5, 6 напівосеи 2, 3 зі штангою 4 виконано з різним кроком різьби Р1 і Р2 (наприклад, Р1 = 1,7мм, Р2 = 1,5мм) Упорні елементи 9, 10 виконано у вигляді стопорних кілець, встановлених у кільцевих канавках 22, 23 півосей 2, З У півосях 2, 3 зроблено наскрізні осьові отвори 24, 25 з різьбовими ділянками 26, 27, розташованими біля ЗОВНІШНІХ торців для введення монтажного інструмента, наприклад, гвинта 28 (фіг 3), при виконанні юстирування відносного положення півосей 2, 3 відносно штанги 4 під час складання ролика У торцях штанги 4 зроблено поперечні пази 29, ЗО для утримання її монтажним інструментом, наприклад, викруткою (на кресленнях не показана), при юстируванні відносного положення півосей 2, 3 відносно штанги 4 під час складання ролика Підшипники 20, 21 з обох сторін закрито внутрішніми 31, 32 і ЗОВНІШНІМИ 33, 34 ущільненнями ЗОВНІШНІ ущільнення 33, 34 закрито ззовні кришками 35, 36 і зафіксовано за допомогою стопорних кілець 37, 38, встановлених у кільцевих канавках 39, 40 опор 16, 17 Після юстирування осьові отвори 24, 25 півосей 2, 3 можуть бути закриті ззовні пробками (на 50825 кресленнях не показані), угвинченими в різьбові ділянки 26, 27 Осьові отвори 24, 25 півосей 2, 3 можуть бути використані для змащення ПІДШИПНИКІВ 20, 21, для чого у ПІВВІСЯХ 2, 3 можуть бути зроблені радіальні канали, що підводять мастило до ПІДШИПНИКІВ (на кресленнях не показані) Юстирування відносного положення півосей 2, З відносно штанги 4 виконують таким чином При складанні ролика стрічкового конвеєра (фіг 2) ПІВОСІ 2, 3 з різним кроком різьби, наприклад, при Р1 = 1,75мм і Р2 = 1,5мм, в різьбових з'єднаннях 5, 6 нагвинчують на штангу 4 до упору упорних елементів 9, 10 у підшипники 20, 21 При цьому монтажні лиски 13 ПІВОСІ 2 стають розвернутими відносно номінального положення, наприклад, на кут р = 60° (фіг 4) За допомогою вибраного монтажного інструмента, наприклад, гвинта 28 (фігЗ) створюють натяг у різьбовому з'єднанні 6 між ПІВВІССЮ 3 і штангою 4, після чого зворотнім обертанням згвинчують ПІВВІСЬ 2 зі штанги 4, встановлюючи лиски 13 в номінальне положення (наприклад, у горизонтальній площині, - фіг 5) При цьому (фігЗ) між упорним елементом 9 ПІВОСІ 2 і підшипником 20 утворюється осьовий зазор t = Р1 х р 360 = 1,75 х 60 360 = 0,292мм, після чого послаблюють затяжку гвинта 28 При одночасному повороті півосей 2, 3 в одному й тому ж напрямі відносно штанги 4 на кут, рівний 1°, так, щоб монтажні лиски 13, 14 при повороті знаходились у паралельних площинах 01 01 і 02 - 02, ПІВВІСЬ 2 з кроком різьби Р1 = 1,75мм в різьбовому з'єднанні 5 буде нагвинчуватися на штангу 4 на величину, рівну Р1 360 = 1,75 360 = 0,004861 мм, а ПІВВІСЬ 3 з кроком різьби Р2 = 1,5мм в різьбовому з'єднанні 6 буде згвинчуватися зі штанги 4 на величину, рівну Р2 360 =1,5 360 = 0,004167мм Відносне осьове переміщення півосей 2, 3 вздовж штанги 4 складе S = 0,004861 0,004167 = 0,000694мм за 1° повороту відносно штанги 4 Беручи до уваги те, що в конкретному випадку осьовий зазор між упорним елементом 9 ПІВОСІ 2 і підшипником 20 складає t = 0,292мм, а відносне осьове переміщення півосей 2, 3 вздовж штанги 4 за 1° повороту складає S = 0,000694мм, визначаємо кут повороту півосей 2, 3 відносно штанги 4 для усунення осьового зазору t = 0,292мм при умові, щоб монтажні лиски 13, 14 знаходились у паралельних площинах 01 - 01 і 02 - 02 Цей кут повороту осей 2, 3 визначають з відношення р = t S = 0,292 0,000694 = 420,749° Таким чином, шляхом одночасного повороту півосей 2, 3 за допомогою вибраного монтажного інструмента в одному й тому ж напрямі відносно штанги 4 на кут а = 420,749°, так, щоб монтажні лиски 13, 14 при повороті знаходились у паралельних площинах 01 - 01 і 02 - 02, ПІВВІСЬ 2 буде нагвинчуватися на штангу 4 на величину, рівну 1,75 360 х 420,749 = 2,045мм, а ПІВВІСЬ 3 буде згвинчуватися зі штанги 4 на величину, рівну 1,5 360 х 420,749 = 1,753мм При цьому відносне осьове переміщення півосей 2, З вздовж штанги 4 складе 2,045 - 1,753 = 0,292мм Значить, осьовий зазор t = 0,292мм між упорним елементом 9 ПІВОСІ 2 і підшипником 20 буде повністю усунено Отже, у заявлюваному ролику стрічкового конвеєра за рахунок виконання різьбових з'єднань 5, 6 півосей 2, 3 зі штангою 4 з різним кроком різьби Р1 і Р2 (Р1 > Р2) забезпечується безступінчате юстирування осьового положення півосей 2, 3 Це дозволяє уникнути осьових зазорів між упорними елементами 9, 10 півосей 2, 3 і підшипниками 20, 21 при складанні ролика, усунути осьове биття під час роботи, а також підвищити термін служби ПІДШИПНИКІВ 20, 21 і ролика в цілому Заявлюваний ролик стрічкового конвеєра може бути виготовлений промисловим способом на будь-якому машинобудівному підприємстві МГ.1 IS 1S Z0\ \29 \31 /5 32/ 30 \2f Фіг.З Фіг.5 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller of band conveyor
Автори англійськоюTkachenko Eduard Anatoliiovych
Назва патенту російськоюРолик ленточного конвейера
Автори російськоюТкаченко Эдуард Анатольевич
МПК / Мітки
МПК: B65G 39/00, B65G 39/09
Мітки: стрічкового, конвеєра, ролик
Код посилання
<a href="https://ua.patents.su/4-50825-rolik-strichkovogo-konveehra.html" target="_blank" rel="follow" title="База патентів України">Ролик стрічкового конвеєра</a>
Ролик стрічкового конвеєра
Номер патенту: 47058
Опубліковано: 17.06.2002
Автори: Вишневський Олег Йосипович, Осипенко Анатолій Васильович, Шипілова Любов Генадієвна, Соколов Аркадій Михайлович
МПК: B65G 39/02
Мітки: ролик, конвеєра, стрічкового
Формула / Реферат:
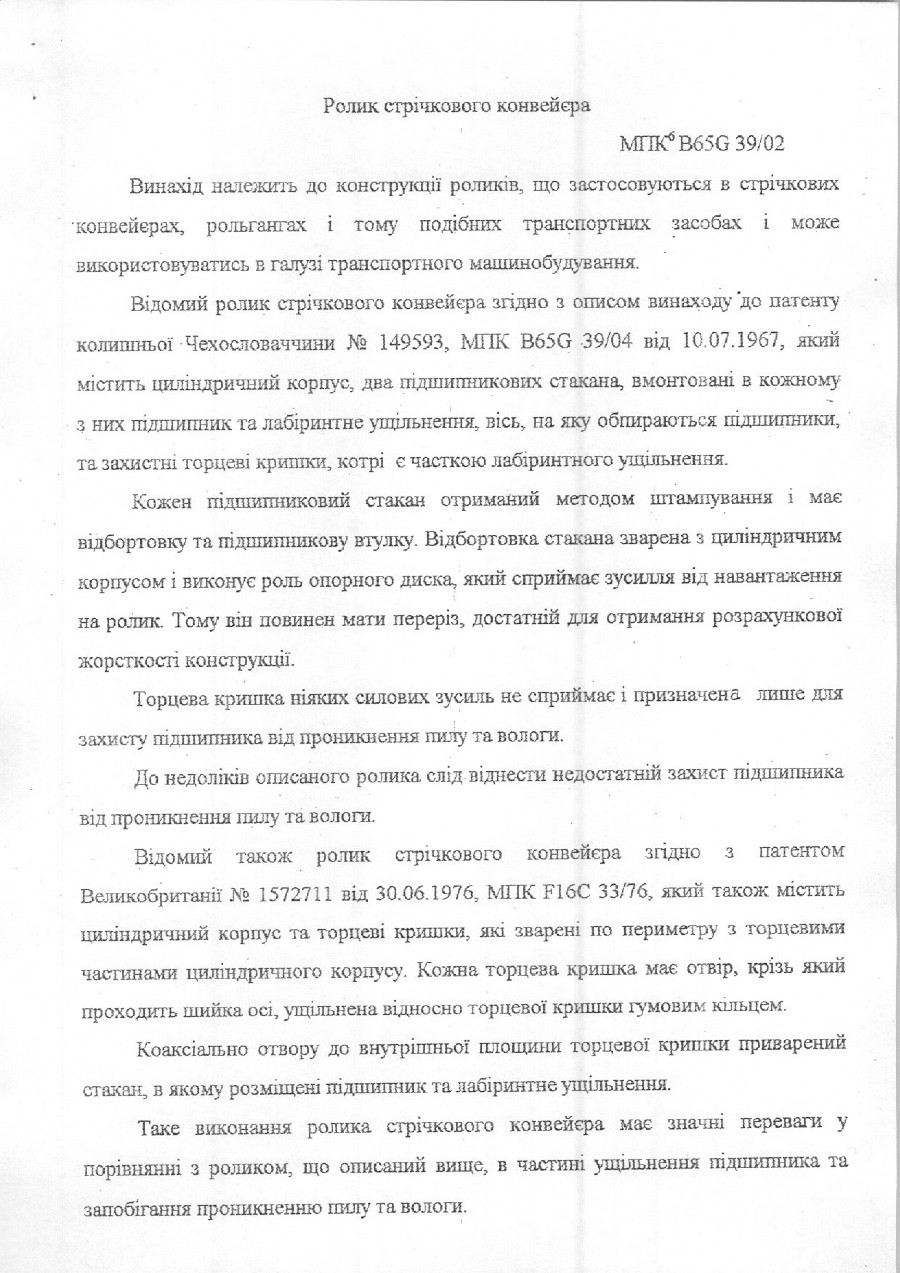
Ролик стрічкового конвеєра, що містить циліндричний корпус, торцеві кришки з співвісними отворами для шийок осі ролика, та два підшипникових стакана з відбортовками, які обпираються на вісь вмонтованими в них підшипниками, а відбортовки стаканів жорстко з'єднані з торцевими кришками з середини корпусу, який відрізняється тим, що діаметр відбортовки кожного підшипникового стакана дорівнює діаметру торцевої кришки, а по периметру торцева кришка...
Дисковий ролик стрічкового конвеєра
Номер патенту: 26731
Опубліковано: 12.11.1999
Автор: Ткаченко Едуард Анатолійович
МПК: B65G 39/04
Мітки: дисковий, стрічкового, ролик, конвеєра
Формула / Реферат:
1. Дисковий ролик стрічкового конвеєра, який має встановлений на осі в підшипникових вузлах циліндричний корпус з напресованими захисними дисками, виконаними з еластомеру, і встановлені між ними розпірні втулки, посаджені на корпус, який відрізняється тим, що розпірні втулки посаджено на корпус з кільцевим зазором і встановлено кінцевими ділянками на опорні елементи, напресовані на корпус і виконані з еластомеру.2. Ролик по п.1, який...
Ролик стрічкового конвеєра
Номер патенту: 51213
Опубліковано: 15.11.2002
Автори: Волошин Анатолій Григорович, Колупаев Олександр Федорович, Томурко Олександр Андрійович
МПК: B65G 39/09
Мітки: стрічкового, конвеєра, ролик
Формула / Реферат:
Ролик стрічкового конвеєра, що містить корпус, підшипникові вузли, обладнані по торцях ущільнювальними елементами, що мають два кільця зі зверненими один до одного з торцевих сторін виступами і западинами рівномірно розташованими по довжині окружності кілець з можливістю розміщення виступів одного з кілець у западинах іншого, який відрізняється тим, що виступи і западини утворені окремими симетричними парами елементів у вигляді пластинчастих...
Ролик стрічкового конвеєра, спосіб виробництва ролика конвеєра, пристрій для виготовлення ролика конвеєра
Номер патенту: 50902
Опубліковано: 15.11.2002
Автори: Носков Володимир Васильович, Кирилов Генріх Леонідович, Невідомський Володимир Олександрович, Каштанов Олександр Миколайович
МПК: B21K 21/00, B21K 25/00, B65G 39/02
Мітки: ролика, спосіб, пристрій, виробництва, конвеєра, стрічкового, виготовлення, ролик
Формула / Реферат:
1. Ролик стрічкового конвеєра, що включає корпус та стакани, які вміщують підшипникові вузли з підшипниками, посадженими на вісь ролика, який відрізняється тим, що стакани виконані з окремих відрізків труби з кільцевими канавками на їх зовнішній поверхні, а трубчатий корпус виконаний з обох кінців зігнутим з умовою розміщення його торців в кільцевих канавках стаканів.2. Спосіб виробництва ролика стрічкового конвеєра, при якому шляхом...
Ролик стрічкового конвеєра

Номер патенту: 40086
Опубліковано: 16.07.2001
Автор: Плахтій Борис Дмитрович
МПК: B65G 39/09
Мітки: ролик, конвеєра, стрічкового
Формула / Реферат:
1. Ролик конвеєра, що включає у себе трубу с корпусами підшипників, вісь з установленими на ній підшипниками, ущільнювальні вузли з ущільнювальними кільцами, що мають на торцях виступи, і кришками, який відрізняється тим, що ущільнювальне кільце розміщене між лабіринтними кришками, розташованими нерухомо на корпусі підшипника і осі ролика, з можливістю його вільного переміщення в осьовому напрямку, а виступи з якими знаходяться в зачепленні...
Попередній патент: Пакер
Наступний патент: Засувний пристрій
Випадковий патент: Похідні бензазолу та їх застосування як модуляторів jnk