Револьверний прес
Номер патенту: 50918
Опубліковано: 15.11.2002
Автори: Федоров Георгій Дмитрович, Саєнко Леонід Володимирович, Савченко Олександр Григорович, Болотських Микола Степанович, Крот Олександр Юлійович

Формула / Реферат
1. Револьверний прес, який містить поворотний стіл з прес-формами і штампами, що спираються між позиціями виштовхування і засипки на кільцеву рейку, який відрізняється тим, що частину кільцевої рейки виконано рухомою, зв'язаною з приводом вертикальних переміщень, і оснащено захватами, для взаємодії з якими на бокових поверхнях штампів виконані прорізи.
2. Револьверний прес за п. 1, який відрізняється тим, що привід вертикальних переміщень рухомої частини кільцевої рейки виконано у вигляді важільної системи, що сама замикається, зв'язаної з пневмоциліндром, який керується від датчика, що фіксує зупинку поворотного стола.
3. Револьверний прес за пп. 1, 2, який відрізняється тим, що він оснащений лічильником кількості пресувань, зв'язаним з системою керування роботою пневмоциліндра.
Текст
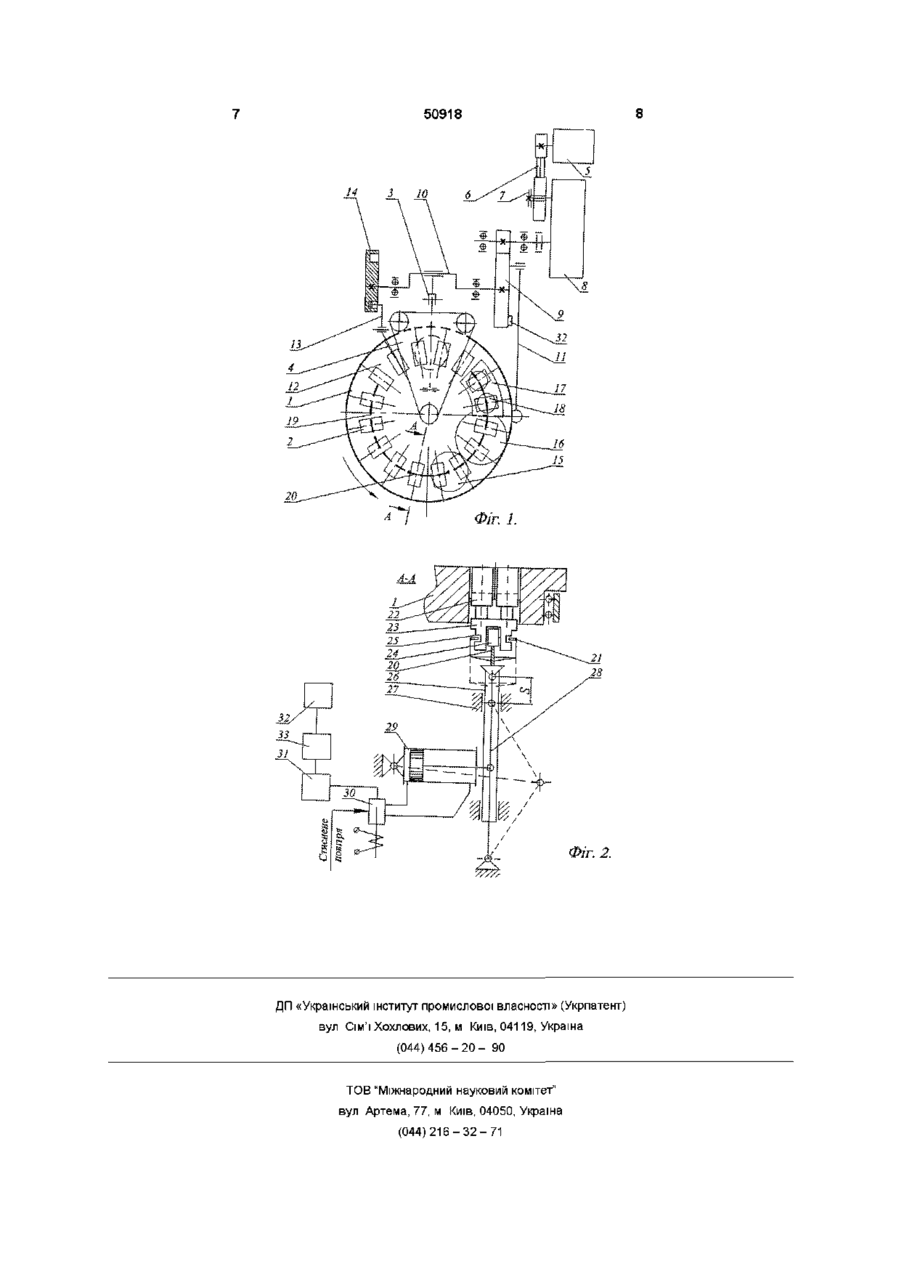
1 Револьверний прес, який містить поворотний стіл з прес-формами і штампами, що спираються між позиціями виштовхування і засипки на кільцеву рейку, який відрізняється тим, що частину кільцевої рейки виконано рухомою, зв'язаною з приводом вертикальних переміщень, і оснащено захватами, для взаємодії з якими на бокових поверхнях штампів виконані прорізи 2 Револьверний прес за п 1, який відрізняється тим, що привід вертикальних переміщень рухомої частини кільцевої рейки виконано у вигляді важільної системи, що сама замикається, зв'язаної з пневмоциліндром, який керується від датчика, що фіксує зупинку поворотного стола 3 Револьверний прес за пп 1, 2, який відрізняється тим, що він оснащений лічильником КІЛЬКОСТІ пресувань, зв'язаним з системою керування роботою пневмоциліндра Винахід відноситься до обладнання для виробництва будматеріалів, а саме, до пресів напівсухого пресування, призначених для виробництва цегли напівсухим пресуванням, а також для отримання брикетів з крейди або інших порошкоподібних матеріалів ВІДОМІ револьверні преси напівсухого пресування, що містять рухомий стіл з пресформами (отворами, оснащеними футерівкою), в яких з можливістю вертикального переміщення змонтовані штампи, можливість опускання яких нижче крайнього положення обмежена спеціальними упорами стола При пересуванні стола від позицій виштовхування, знімання виробів і чистки штампів до позиції заповнення пресформ порошком опускання штампів в пресформах відбувається тільки за рахунок ваги штампів До таких пресів відноситься, зокрема, так званий револьверний прес, що містить поворотний стіл зі штампами, які змонтовані в пресформах і спираються на кільцеву рейку між позиціями виштовхування і заповнення [1] частинок) Особливо сильно зависання проявляється при пресуванні порожнистої цегли, коли штампи зависають на утворювачів порожнин Зависання штампів призводить до зменшення глибини заповнення пресформ, недостатній засипці порошку, що пресується і, як слідство, недопресовуванню цегли (браку) Штампи в таких пресах доводиться чистити багато разів за зміну Відомий вибраний як прототип револьверний прес, який містить в собі поворотний стіл з пресформами і штампами, що спираються на кільцеву рейку між позиціями виштовхування і заповнення, а також додаткову живлячу камеру з пневмопідпресовниками, виконаними у вигляді пресових пластин, встановлених над столом на штоках пневмоциліндрів [2] У прототипі імовірність зависання менша, ніж в аналогах, оскільки опускання штампів у крайнє нижнє положення відбувається не тільки за рахунок їхньої власної ваги, але і за рахунок додаткового зусилля від пневмопідпресовників Однак означеного додаткового зусилля недостатньо для запобігання зависання, особливо при підвищеній спроможності суміші (порошку) до налипання на робочі органи Зависання і зв'язаний з ним брак примушує періодично зупиняти прес, проводити трудомісткі роботи, пов'язані з витяганням штампів і очисткою робочих поверхонь штампів і пресформ, що знижує продуктивність преса і Недоліком відомих револьверних пресів є зависання штампів в пресформах в зв'язку з налипанням матеріалу, що пресується, на робочій поверхні штампів і пресформ Зависання відбувається внаслідок того, що власної ваги штампу недостатньо для його опускання в крайнє нижнє положення з попутною взаємною очисткою контактуючих робочих поверхонь (зрізанням налиплого шару 00 о ю 50918 підвищує трудомісткість його обслуговування В основу винаходу поставлено задачу підвищення продуктивності револьверного преса і зниження трудомісткості його обслуговування за рахунок відвертання зависання штампів у пресформах шляхом примусового переміщення їх по пресформах і взаємної очистки на спеціальній позиції Поставлена задача розв'язується тим, що у револьверному пресі, який містить поворотний стіл з пресформами і штампами, що спираються між позиціями виштовхування і засипки на кільцеву рейку, згідно винаходу, частину кільцевої рейки виконано рухомою, зв'язаною з приводом вертикальних переміщень, і оснащено захватами, для взаємодії з якими на бокових поверхнях штампів виконані прорізи Привод вертикальних переміщень рухомої частини кільцевої рейки може бути виконано у вигляді важільної системи, що сама замикається, зв'язаної з пневмоциліндром, який управляється від датчика, що фіксує зупинку поворотного стола При невисокій інтенсивності налипання порошку на робочі органи револьверний прес може бути оснащено лічильником КІЛЬКОСТІ пресувань, зв'язаним з системою управління роботою пневмоциліндра Встановлення, згідно винаходу, захватів на рухому частину кільцевої рейки, і виконання прорізів на бокових поверхнях штампів, дозволяють автоматично (саме собою), без додаткового механізму, зв'язувати штамп з захватом, коли це необхідно (при вертикальному переміщенні захватів зі штампами вниз), і усувати цей зв'язок після зупинки захватів у вихідне положення, не створюючи завад руху штампів по рухомій частині кільцевої рейки при повороті стола Виконання привода вертикальних переміщень рухомої частини кільцевої рейки (в подальшому РЧКР) з використанням пневмоциліндра, який управляється по сигналу від датчика, що фіксує зупинку поворотного стола, дозволяє забезпечити процес взаємної очистки робочих поверхонь без вимкнення пресу, використовуючи для виконання операції чистки час технологічної зупинки стола Зв'язок пневмоциліндра і "РЧКР" з застосуванням важільної системи, що сама замикається, дає можливість утримувати "РЧКР" у вихідному положенні, навіть у випадку припинення подачі стисненого повітря, не припускаючи завдяки цьому аварійної ситуації Встановлення на пресі лічильника КІЛЬКОСТІ пресувань, зв'язаного з, системою управління роботою пневмоциліндра, забезпечує можливість виконувати взаємну очистку штампів і пресформ шляхом підйому-опускання штампу не на кожному циклі пресування, а по мірі необхідності, в залежності від інтенсивності налипання порошку на робочі органи, економлячи завдяки цьому стиснене повітря і знижуючи знос елементів системи Нижче наведено приклад конкретного виконання револьверного преса з посиланнями на креслення, що додаються - на фіг 1 зображено револьверний прес (в подальшому - прес), вид згори, - на фіг 2 - переріз А-А на фіг 1 (фрагмент преса на позиції чистки) Револьверний прес містить поворотний стіл 1 (фіг 1) з пресформами і штампами 2, а також механізм пресування 3, змонтований на позиції пресування 4 і оснащений приводом, до складу якого входять двигун 5, клинопасова передача 6, пневмомуфта включення 7, редуктор 8, зубчаста передача 9, колінвал 10 Привод 11 поворотного стола 1 виконано від колінвала 10 і забезпечує пульсуючий його рух з поворотом на 45° і зупинками, під час яких здійснюються технологічні операції (пресування, підпресовки, виштовхування та ш) На позиції виштовхування 12 змонтовано механізм виштовхування, до складу якого входить важіль 13 і закріплений на колінвалі 10 копір 14 Над поворотним столом 1 після позиції виштовхування 12 за напрямком руху поворотного стола здійснюється знімання спресованих виробів, наприклад за допомогою маніпулятора Далі за напрямком руху поворотного стола 1 над ним послідовно розміщені позиція 15 чистки штампів, де встановлено щітку, що обертається від індивідуального привода, позиція заповнення 16 пресформ, де встановлено бункер подачі порошку, позиція підпресовки 17, де розміщені пневмоциліндри 18 з пресовими пластинами Під поворотним столом 1 між позиціями виштовхування 12 і заповнення 16 змонтовано кільцеву рейку 19, на яку спираються на цій ДІЛЯНЦІ штампи 2 Рівень кільцевої рейки 19 вибраний таким, щоб верхні робочі площини штампів 2 розташувались на рівні поворотного стола 1 Рухому частину 20 (фіг 1,2) кільцевої рейки 19 виконано з можливістю переміщення в вертикальному напрямку і оснащено захватом 21 (фіг 2) Штамп 2 містить пуансони 22, основу 23 і змонтований на осі ролик 24, що спирається між позиціями виштовхування 12 і заповнення 16 на кільцеву рейку 19 На бічних поверхнях основи 23 штампа 2 виконані прорізи 25 так, щоб захвати 21 розташовувалися у них з гарантованим зазором, без дотикання Рухома частина 20 кільцевої рейки 19 прикріплена до рухомої рамки 26, змонтованої в напрямних 27 і зв'язаної важільною системою 28, що сама замикається, з пневмоциліндром 29, шарнірно закріпленим на рамі преса Пневмоциліндр 29 з'єднано повітряпровідами з пневморозподільником ЗО, який живиться від магістралі стисненого повітря Пневморозподільник ЗО зв'язаний з системою управління 31, що включає в себе датчик 32, який фіксує момент зупинки поворотного стола 1 і змонтований в зоні колінвала 10 (фіг 1), а також лічильник 33 КІЛЬКОСТІ пресувань (фіг 2) Револьверний працює таким чином При черговому повороті поворотного стола 1 (фиг 1) на 45° за допомогою привода 11 від колінвала 10 дві сусідні пресформи зі спресованими виробами в них і штампами 2 потрапляють на позицію виштовхування 12, де важіль 13 піднімає штампи 2 до тих пір, доки верхні їхні робочі площини з розміщеними на них виробами не досягнуть рівня верхньої кромки поворотного стола 1 (в подальшому - стіл 1) При наступних двох поворотах стола 1 (кожний поворот - на 45°) штампи 2 переміщаються по кільцевій рейці 19, а вироби прибираються від пресу, наприклад маніпулятором За відсутності сигналу від системи управління 50918 31 (фіг 2) Пневморозподільник ЗО не спрацьовує, і рухома частина 20 кільця рейки 19 разом з захватами 21 залишається нерухомою у вихідному положенні, на рівні з іншою кільцевою рейкою 19 (фіг 1) При черговому повороті стола 1 штампи 2, спираючись роликами 24 (фіг 2) на рухому частину 20 кільцевої рейки 19, переміщаються по ньому, при цьому штампи 2 завдяки прорізям 25 вільно минають захвати 21 Після ОЧИСТКИ верхніх робочих площин штампів 2 на позиції чистки 15, штампи 2 сходять з кільцевої рейки 19 і опускаються під власною вагою в крайнє нижнє положення, забезпечуючи в нормальному режимі необхідну глибину заповнення пресформ на позиції заповнення 16 На означеній позиції пресформи заповнюються пухким порошком з бункера, а на позиції підпресовки 17 відбувається досипка і попереднє ущільнення порошку за рахунок впливу пресових пластин пневмоциліндрів 18 При наступному повороті стола 1, заповнені пресформи потрапляють на позицію пресування 4, де механізм пресування 3 здійснює одностороннє пресування виробів при тиску штампів 2 знизу вверх В процесі пресування (тиск близько ЗОМПа) відбувається інтенсивне налипання порошку на взаємодіючі робітничі поверхні пресформ і штампів У випадку, якщо будь-який з штампів 2 внаслідок налипання не опуститься до свого крайнього нижнього положення під дією власної ваги (штамп зависне), то це опускання може відбутися під дією додаткової сили, створюваною пресовими пластинами пневмоциліндра на позиції підпресовки 17 Якщо же і цієї додаткової сили виявиться мало, то пресформи завислого штампу виявляться недостатньо заповненими порошком (із-за меншої глибини), що призведе до браку виробів Для виключення зависання в момент чергової зупинки стола 1, що зафіксувався датчиком 32, за сигналом від системи управління (фіг 2) пневморозподільник направляє стиснене повітря з магістралі в робочу (ліву на фіг 2) порожнину пневмоциліндра 29 При цьому важільна система 28, що сама замикається, переміщає вниз рухому рамку 26 з прикріпленою до неї рухомою частиною 20 кільцевої рейки 19 і захватами 21 Захвати 21 при своєму русі вниз тягнуть за собою штампи 2, захоплюючи їх за нижні площини прорізів 25 і долаючи опір, зв'язаний з необхідністю зрізання прилиплого порошку Примусове опускання штампів від крайнього верхнього до крайнього нижнього положення призводить до взаємної очистки робочих поверхонь як штампів 2, так і пресформ Хід захватів 21 («S» на фіг 2) вибирають рівним необхідній глибині запов нення пресформ Після досягнення крайнього нижнього положення пневморозподільник ЗО переключає подачу стисненго повітря в штокову порожнину пневмоциліндра 29, і рухома частина 20 кільцевої рейки 19 вертається у вихідне положення Важільна система 28 при досягненні вихідного положення самозамикається, відвертаючи самовільне опускання рухомої частини 20 кільцевої рейки 19 при зниженні або відсутності тиску в магістралі стисненого повітря, виключаючи завдяки цьому можливість виникнення аварійної ситуації при повороті стола 1 Природно, що темп подачі стисненого повітря в пневмоциліндр 29 повинен бути достатнім для завершення циклу руху захватів 21 разом зі штампами 2 вниз-вверх до початку чергового повороту стола 1 В залежності від інтенсивності налипання порошку на робочій поверхні система управління 31 може бути налаштована або так, щоб взаємна очистка шляхом опускання-підйому пари штампів здійснювалася за сигналом від датчика 32 при кожній зупинці стола 1, або так, щоб кожна пара штампів 2 примусово переміщалася по пресформах через два або більшу КІЛЬКІСТЬ пресувань, що фіксується лічильником 33 Якщо така епізодична очистка є достатньою для відвертання зависання штампів, то її використання, вимагаючи незначного ускладнення системи управління (установка лічильника 33), дасть відчутний виграш за рахунок економії дорогого стисненого повітря Запропонований для установки на револьверному пресі пристрій для взаємної очистки робочих поверхонь штампів і пресформ шляхом примусового підйому-опускання штампів дозволить у порівнянні з прототипом істотно знизити простоювання преса по причині зависання штампів і необхідності чистки, а також трудомісткість його обслуговування Треба особливо відзначити той факт, що брикетування крейди відносно високої вологості (понад 8%), а також керамічних і подібних їм порошків на пресах револьверного типу без використання запропонованого пристрою взагалі неможливе, оскільки штампи, як показали наші заміри, починають зависати вже на першій сотні пресувань, і час чистки займає більшу частину часу роботи преса Джерела інформації 1 Федоров Г Д , Иванов А Н , Савченко А Г Механическое оборудование предприятий вяжущих материалов и изделий из них Киев Вища школа, 1976 2 Патент РФ №2021109 кл В 28В 50918 14 ФІГ. 1. А-А Фіг. 2. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюRevolver press
Автори англійськоюBolotskykh Mykola Stepanovych, Fedorov Heorhii Dmytrovych, Savchenko Oleksandr Hryhorovych, Krot Oleksandr Yuliiovych
Назва патенту російськоюРевольверный пресс
Автори російськоюБолотских Николай Степанович, Федоров Георгий Дмитриевич, Савченко Александр Григорьевич, Крот Александр Юлиевич
МПК / Мітки
МПК: B28B 3/10
Мітки: прес, револьверний
Код посилання
<a href="https://ua.patents.su/4-50918-revolvernijj-pres.html" target="_blank" rel="follow" title="База патентів України">Револьверний прес</a>
Револьверний барабан
Номер патенту: 33525
Опубліковано: 15.02.2001
Автор: Черенков Анатолій Михайлович
МПК: F41C 3/14
Мітки: револьверний, барабан
Текст:
...завдяки тому що куля ( з пр ужнод ефо рм уєм их м атер іалів ) ко ли проходить ділянку звуження сплющується і дуже щільно прилягає до стінок камери та заперає камеру і не дає пороховим газам обійти її та вільно вийти у атмосферу, то б то по р о хо в і га з и з м а кс им а л ьно ю ен ер г іє ю виштовхують кулю з камери (вся енергія порохових газів переходить до кулі). Те, що діам етр найм еншо го пер ер ізу діля нки звуження...
Автомат револьверний
Номер патенту: 50070
Опубліковано: 15.10.2002
Автор: Кравчук Петро Володимирович
МПК: F41B 11/00
Мітки: револьверний, автомат
Формула / Реферат:
1. Автомат револьверний, що складається з револьверного барабана з отворами в ньому під патрон, осі яких паралельні осі обертання барабана, змонтований барабан в корпусі, до якого приєднаний ствол і магазин для патронів так, що осі отворів у барабані співпадають з віссю ствола і осями деталей ударно-запірного механізму, з осями штока для видалення гільз і штока для подачі патронів з магазина в барабан, ствол отвором в бічній стінці сполучено...
Прес для пакування брухту
Номер патенту: 638
Опубліковано: 16.10.2000
Автори: Анохін Юрій Олександрович, Карпов Володимир Петрович, Омельченко Володимир Іванович, Сьоміков Віктор Георгієвич
Мітки: прес, пакування, брухту
Формула / Реферат:
1. Прес для пакування брухту, що включає змонтовану на пересувній платформі робочу камеру з подовжніми і торцевими стінками, поворотну кришку робочої камери, вісь повороту якої розташована паралельно торцевим стінкам робочої камери, гідропривід повороту кришки, засіб пакування брухту в робочій камері, а також засіб виштовхування спресованого пакета брухту, який відрізняється тим, що засіб виштовхування спресованого пакета брухту...
Револьверний супорт токарного автомату

Номер патенту: 1790
Опубліковано: 25.10.1994
Автори: Вовк Владислав Іванович, Фурса Вячеслав Михайлович, Кириченко Василь Васильович, Соловйов Олексій Михайлович
МПК: B23B 29/24
Мітки: токарного, автомату, револьверний, супорт
Формула / Реферат:
1. Револьверный суппорт токарного автомата, содержащий корпус, револьверную головку, закрепленную на валу, установленном в корпусе с возможностью осевого перемещения, фиксирующие венцы с торцовым зубом, закрепленные на корпусе и револьверной головке, мальтийский механизм, предназначенный для поворота револьверной головки, и кулачковый механизм барабанного типа с толкателем в виде рычага с установленной в корпусе осью качания,...
Прес для безперервного виготовлення трубчатих виробів із деревних прес-мас
Номер патенту: 7652
Опубліковано: 26.12.1995
Автор: Семеновський Анатолій Якимович
Мітки: безперервного, прес, деревних, виготовлення, прес-мас, трубчатих, виробів
Формула / Реферат:
Пресс для непрерывного изготовления трубчатых изделий из древесных пресс-масс, включающий механизм загрузки, корпус, образующий прессующий канал с входным сужающимся участком и выходным участком постоянного поперечного сечения, а также винт-пустотообразователь, отличающийся тем, что, с целью улучшения качества изделий за счет ориентации древесных частиц, на входном сужающемся участке прессующего канала установлены с возможностью вращения...
Попередній патент: Спосіб одержання антикорозійного матеріалу “феррокор” на основі лігніну
Наступний патент: Пристрій для з’єднання штокa з бабою молота
Випадковий патент: Вентильована міні-теплиця для вирощування розсади