Напівавтомат для збирання респіраторів
Номер патенту: 12175
Опубліковано: 16.01.2006
Автори: Крівощєков Анатолій Паісєєвіч, Астахов Алєксандр Міхайловіч
Формула / Реферат
1. Напівавтомат для збирання респіраторів, що містить станину, привід з електроустаткуванням, головний шток з консольним важелем, що встановлений на станині і знаходиться у взаємодії з приводом за допомогою кулачка, встановлену на консольному важелі формуючу головку з притискною плитою, встановлене на станині формуюче гніздо, що містить нагрівач зі зварювальним контуром у вигляді сукупності термоелектродів, опорний стіл з отворами напроти термоелектродів, встановлений над нагрівачем і підпружинений відносно станини, кільцеву оправу з клавішними важелями з притискними наконечниками і кільце з упорами напроти клавішних важелів, встановлене на фланці зі штоком, який знаходиться у взаємодії з приводом за допомогою кулачка і встановлений з можливістю осьового переміщення, який відрізняється тим, що кулачки головного штока і штока фланця виконані з криволінійними пазами, а головний шток і шток фланця забезпечені охоплюваними елементами, розміщеними в криволінійних пазах кулачків відповідно головного штока і штока фланця з можливістю взаємодії.
2. Напівавтомат за п. 1, який відрізняється тим, що охоплювані елементи головного штока і штока фланця виконані у вигляді роликів.
3. Напівавтомат за п. 1, який відрізняється тим, що охоплювані елементи головного штока і штока фланця виконані у вигляді пальців.
4. Напівавтомат за п. 1, який відрізняється тим, що клавішні важелі розміщені в радіальних пазах, виконаних у кільцевій оправі.
5. Напівавтомат за п. 1, який відрізняється тим, що упори на кільці напроти клавішних важелів виконані підпружиненими.
6. Напівавтомат за п. 1, який відрізняється тим, що термоелектроди зварювального контуру виконані точковими.
7. Напівавтомат за п. 1, який відрізняється тим, що кільце встановлено на фланці за допомогою напрямних стійок.
8. Напівавтомат за п. 1, який відрізняється тим, що кільцева оправа встановлена на станині за допомогою стійок.
9. Напівавтомат за п. 1, який відрізняється тим, що формуюча головка оснащена встановленою на штоці притискної плити з можливістю осьового переміщення конусною муфтою, розміщеними в радіальних пазах притискної плити кутиковими повзунами, еластичним кільцем, що охоплює і притискає кутикові повзуни до конічної поверхні конусної муфти, і встановленим на консольному важелі хитним важелем, що знаходиться у взаємодії з конусною муфтою і підпружиненим відносн консольного важеля пружиною розтягнення, причому притискна плита оснащена зачіпами для розміщення внутрішньої розпірки респіратора, а на одній стороні кожного кутикового повзуна виконаний паз для розміщення гумового шнура обтюратора респіратора.
Текст
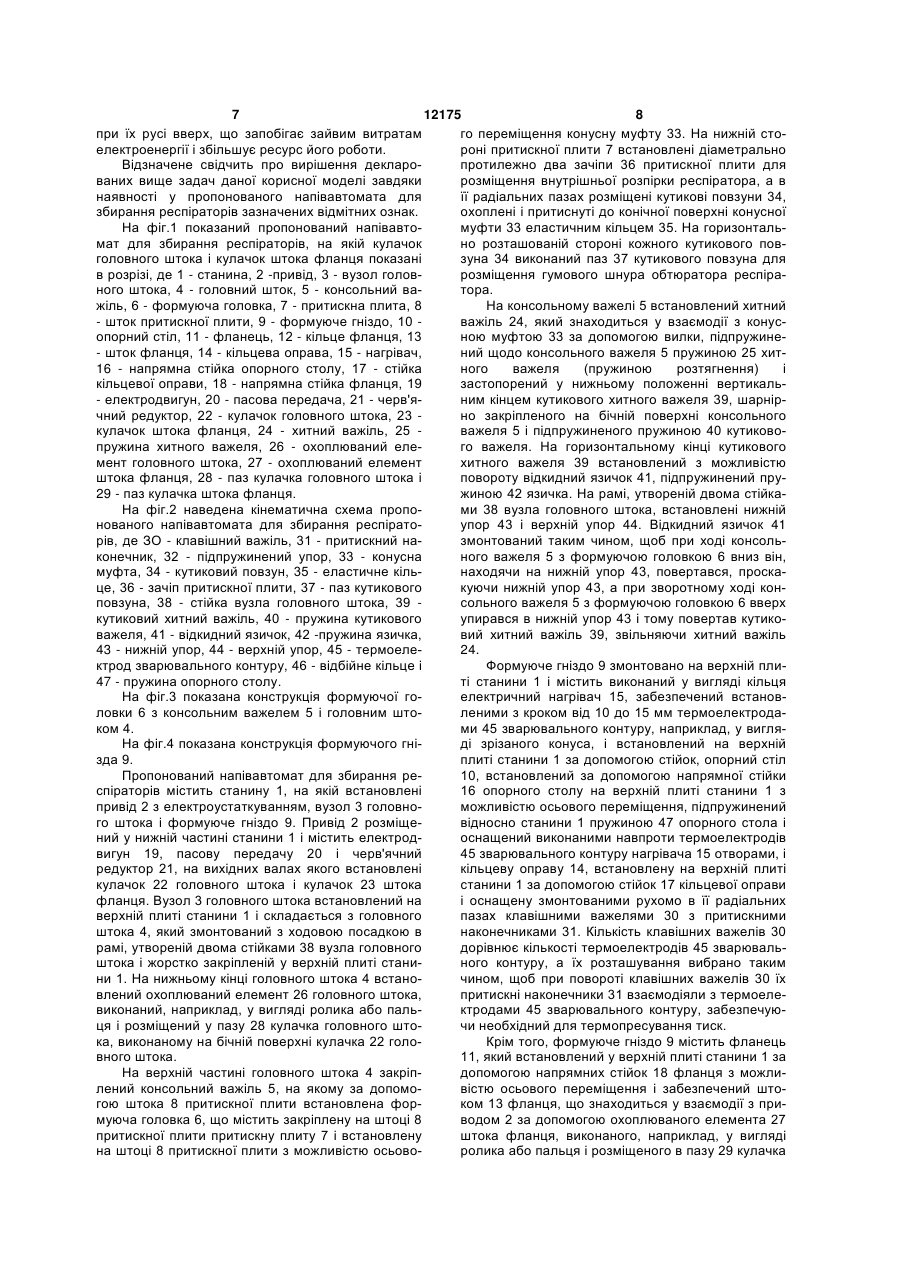
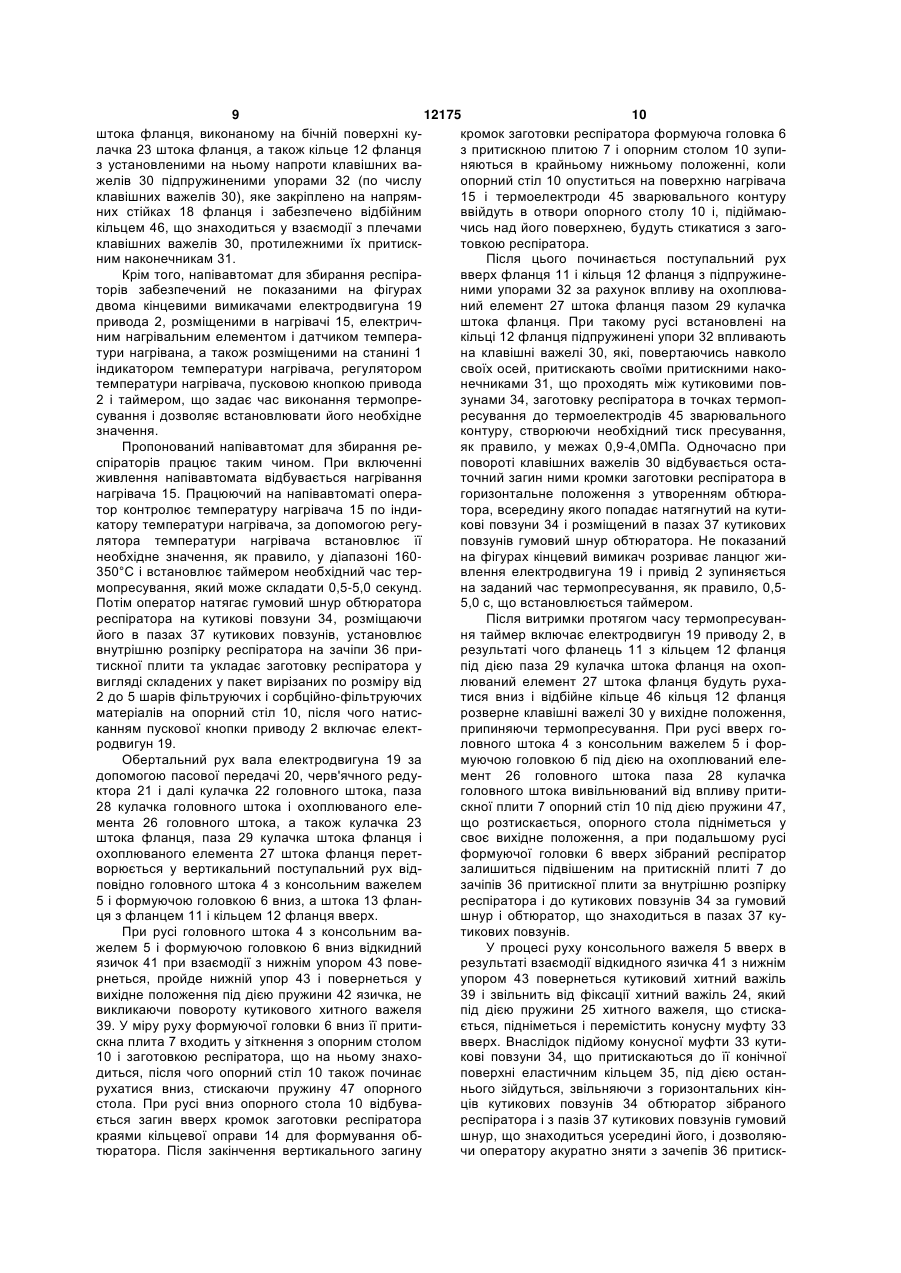
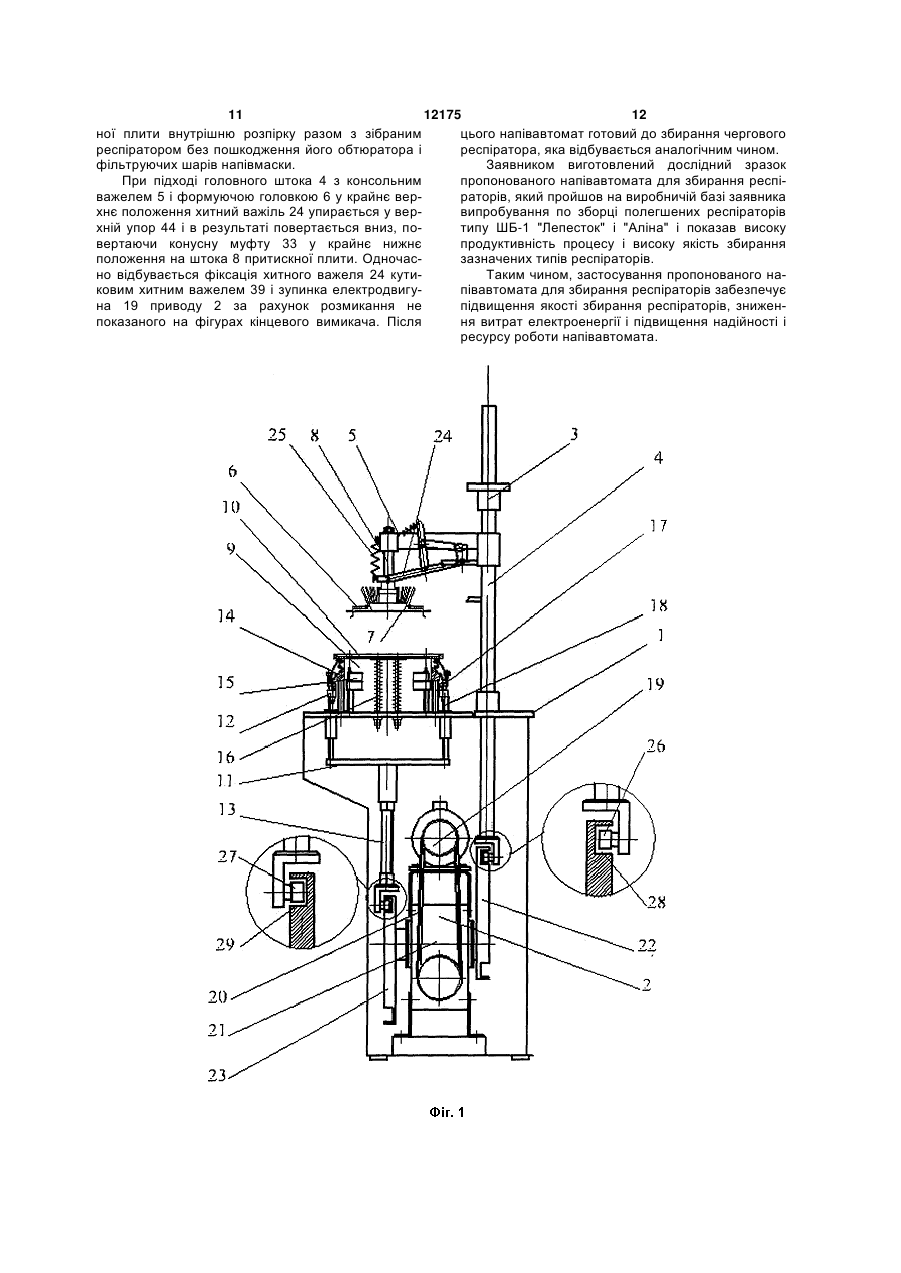
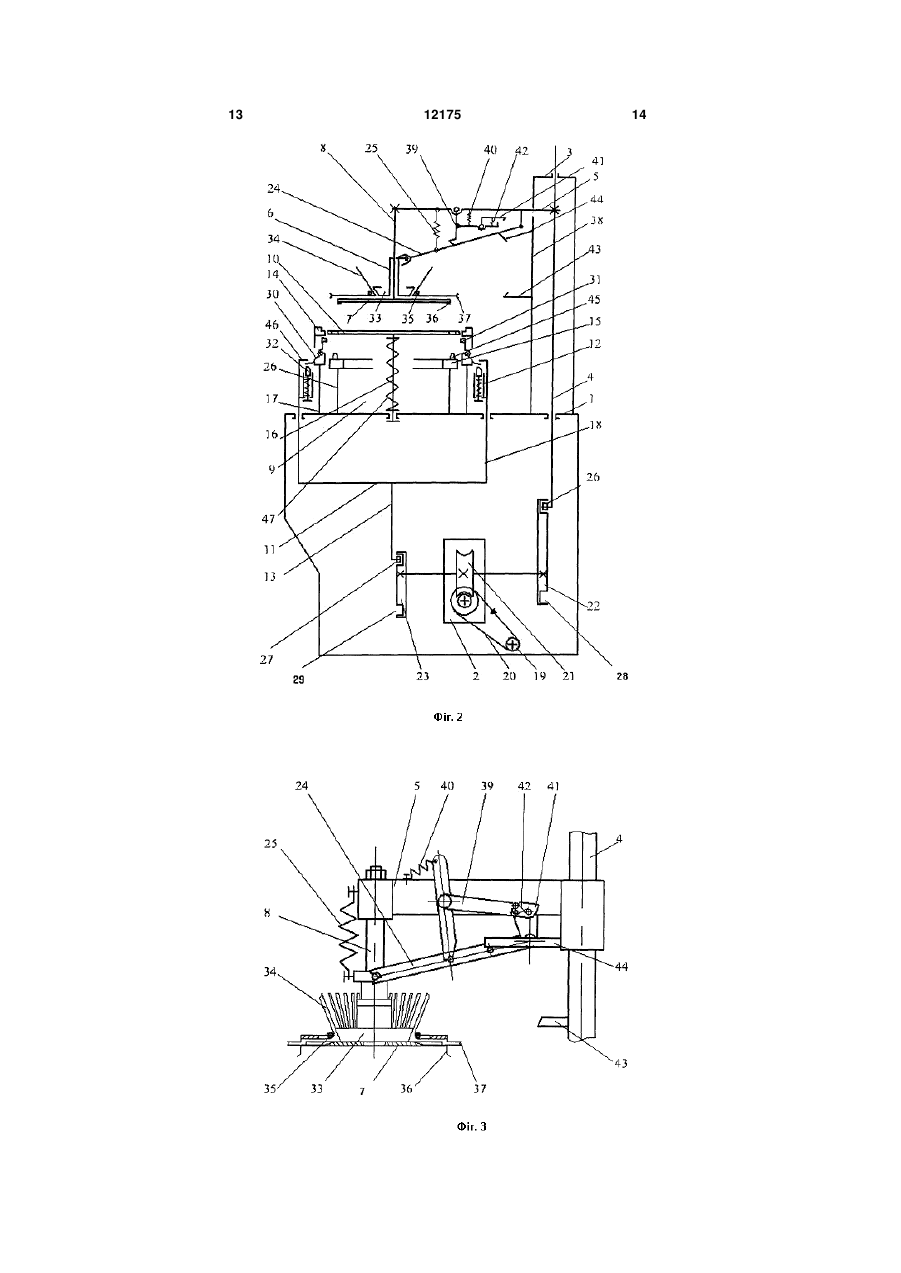
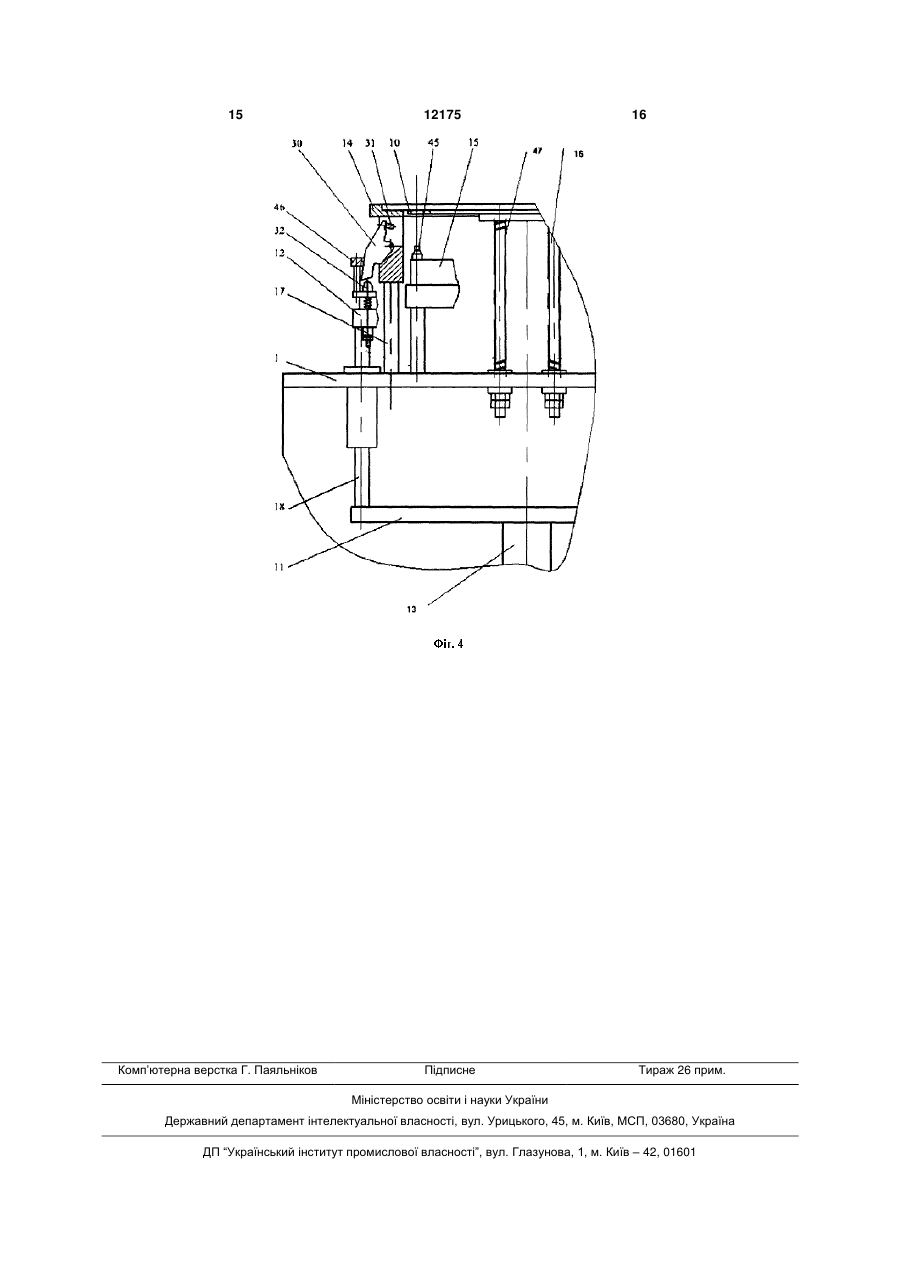
1. Напівавтомат для збирання респіраторів, що містить станину, привід з електроустаткуванням, головний шток з консольним важелем, що встановлений на станині і знаходиться у взаємодії з приводом за допомогою кулачка, встановлену на консольному важелі формуючу головку з притискною плитою, встановлене на станині формуюче гніздо, що містить нагрівач зі зварювальним контуром у вигляді сукупності термоелектродів, опорний стіл з отворами напроти термоелектродів, встановлений над нагрівачем і підпружинений відносно станини, кільцеву оправу з клавішними важелями з притискними наконечниками і кільце з упорами напроти клавішних важелів, встановлене на фланці зі штоком, який знаходиться у взаємодії з приводом за допомогою кулачка і встановлений з можливістю осьового переміщення, який відрізняється тим, що кулачки головного штока і штока фланця виконані з криволінійними пазами, а головний шток і шток фланця забезпечені охоплюваними елементами, розміщеними в криволінійних пазах кулачків відповідно головного штока і штока фланця з можливістю взаємодії. U 2 UA 1 3 12175 4 Відомі термопресовий агрегат і термопресові Здійснення силового замикання при пресуванлінії для виготовлення багатошарових лицьових ні заготовки респіратора між опорним столом і частин захисних масок разового використання [DE притискною плитою за допомогою консольного 2717968, 1977, GB 2077112, 1981 і RU 2021139 СІ, важеля, встановленого на головному штоку, в 1994], що використовуються для виготовлення процесі експлуатації установки приводить до позахисних масок з листових термопластичних марушення співвісності і плоскопаралельності розтеріалів і у спільній для них частині містять блок ташування притискної плити щодо опорного столу, подачі матеріалу, термоциклічну систему, вузол що викликає відхилення тиску пресування і темпенабору шарів, формовочно-пресовий блок, блок ратури прогрівання заготовки респіратора уздовж обробки кромки, блок збирання і відсічення, зборзварювального контуру від номінальних значень і коприймальник і накопичувач облою. тому приводить до зниження якості збиранняресЗазначені агрегат і лінії мають високу вартість піратора. Це вимагає періодичного проведення на виготовлення та експлуатації, що обумовлено установці регулювальних робіт і приводить до зускладністю конструкції, значним енергоспоживанпинки технологічного процесу збирання респіратоням і суттєвими габаритами. рів, що істотно ускладнює експлуатацію таких Відома установка для виготовлення респіраустановок і знижує продуктивність процесу збиторів методом термоскріплення [RU 2106161 СІ, рання респіраторів. 1998], яка забезпечує виготовлення багатошароНайбільш близьким за технічною суттю до давих напівмасок полегшених респіраторів з листоної корисної моделі слід вважати напівавтомат для вих термопластичних фільтруючих матеріалів збирання респіраторів [RU 2203115 СІ, 2003], який шляхом термопресування. Дана установка містить містить станину, привід з електроустаткуванням, корпус у вигляді станини, привід з електроустаткуголовний шток з консольним важелем, встановлеванням, формуюче гніздо з опорним столом у виний на станині, який є підпружиненим щодо неї і гляді встановленої на станині на амортизаторі знаходиться у взаємодії з приводом за допомогою опорної плити, встановлений на станині вузол рукулачка, встановлену на консольному важелі за хомої колони у вигляді головного штока з консольдопомогою штока формуючу головку з притискною ним важелем, встановленого з можливістю осьоплитою і вузлом дозування порошкоподібного пового переміщення і який знаходиться у взаємодії з лімеру, встановлене на станині формуюче гніздо, приводом, встановлену на консольному важелі що включає нагрівач зі зварювальним контуром у над формуючим гніздом співвісно і плоскопаралевигляді сукупності термоелектродів, опорний стіл з льно опорному столу формуючу головку з притисотворами навпроти термоелектродів, встановлекною плитою і розміщені в опорному столі і притиний над нагрівачем і підпружинений щодо станини, скній плиті електронагрівачі з розташованими по кільцеву оправу з клавішними важелями з притиспериметру зварювальними контурами. кними наконечниками і кільце з упорами напроти Зазначена відома установка має порівняно клавішних важелів, встановлене на підпружиненонескладну конструкцію, незначне енергоспожиму відносно станини фланці зі штоком, що знаховання і порівняно невеликі габарити, що забезпедиться у взаємодії з приводом за допомогою кулачує зниження вартості її виготовлення та експлуачка і встановлений з можливістю осьового тації порівняно з вищевказаними аналогами. переміщення. Однак, зазначена відома установка не дозвоВикористовувані в напівавтоматі, обраному за ляє виконувати розміщення в респіраторі внутрішнайближчий аналог, конструкції формуючої головньої розпірки і формування обтюратора зі шнуром ки і формуючого гнізда дозволяють у процесі тері носовим зажимом, як це передбачено конструкцімоскріплення шарів напівмаски респіратора викоями більшості полегшених респіраторів, напринувати в напівавтоматичному режимі установку клад, респіраторів типу ШБ-1 "Лепесток" ["Лепесвнутрішньої розпірки респіратора і підвертання ток" (Легкі респіратори) /Петрянов І. В. та інші. - М.: кромки його заготовки для утворення обтюратора Наука, 1984, с. 58-59] і респіраторів типу "Аліна" з розміщеним у ньому шнуром з носовим зажимом. [RU 21525 U1, 2002]. Дані дії повинні виконуватися Це дозволяє виготовляти з використанням пропов процесі інших технологічних операцій і на іншому нованого напівавтомата формостійкі конструкції устаткуванні. Це свідчить про низький рівень авполегшених респіраторів з внутрішньою розпіркою томатизації технологічного процесу збирання ресі обтюратором зі шнуром з металевим носовим піраторів з використанням відомої установки. зажимом, завдяки яким забезпечується щільне Застосування в цій установці двох електронаоблягання кромкою напівмаски респіратора лиця грівачів і двох зварювальних контурів, які забезпекористувача і покращуються захисні властивості чують нагрівання і пресування пакета шаруватого респіраторів, а також забезпечує підвищення рівня матеріалу з обох його боків, може викликати за час автоматизації і продуктивності технологічного пропресування пригорання зовнішніх шарів пакету та цесу збирання респіраторів. їх пошкодження, що приводить до зниження захиКонструкція зазначеного напівавтомата забезсних фільтруючих властивостей респіратора, що печує здійснення силового замикання для ствовиготовляється. Зниження температури нагрівання рення необхідного тиску пресування не за рахунок пресуючого зварювального контуру або часу терруху головного штока з консольним важелем і фомопресування дозволяє уникнути пригорання зоврмуючою головкою, а за допомогою притискних нішніх шарів пакету шаруватого матеріалу, але не наконечників клавішних важелів, що пресують задає можливості забезпечити необхідне прогріванготовку респіратора до термоелектродів зварюваня пакету, що пресується, що приводить до знильного контуру. Тому осьове переміщення основження міцності одержуваного з'єднання. них вузлів формуючої головки і формуючого гнізда 5 12175 6 напівавтомата не приводить у процесі його екслів, встановлене на фланці зі штоком, який знахоплуатації до перекосів і відхилення тиску пресудиться у взаємодії з приводом за допомогою кулавання і температури прогрівання заготовки респічка і встановлений з можливістю осьового перератора від номінальних значень. Це забезпечує міщення, відрізняється від найближчого аналога підвищення міцності одержуваного з'єднання і якотим, що кулачки головного штока і штока фланця сті збирання респіратора, а також усуває необхідвиконані з криволінійними пазами, а головний ність періодичного проведення регулювальних шток і шток фланця оснащени охоплюваними робіт з відновлення співвісної і плоскопаралельної елементами, розміщеними в криволінійних пазах взаємної установки формуючої головки і формуюкулачків відповідно головного штока і штока фланчого гнізда, що суттєво спрощує експлуатацію даця з можливістю взаємодії. ного напівавтомата і підвищує продуктивність проПри цьому охоплювані елементи головного цесу збирання респіраторів. штока і штока фланця можуть бути виконані у виВиконання термопресування заготовки респігляді роликів або у вигляді пальців, клавішні важератора за допомогою притискних наконечників лі можуть бути розміщені в радіальних пазах, виклавішних важелів, не підданих нагріванню і преконаних у кільцевій оправі, упори на кільці напроти суючих заготовку респіратора до термоелектродів клавішних важелів можуть бути виконані підпрузварювального контуру, забезпечує нагрівання жиненими, термоелектроди зварювального контупакету шаруватого матеріалу лише з одної зовніру можуть бути виконані точковими, кільце може шньої сторони напівмаски респіратора. Дана оббути встановлене на фланці за допомогою напряставина перешкоджає пригоранню зовнішніх шарів мних стійок, а кільцева оправа може бути встановвнутрішньої сторони напівмаски респіратора, що лена на станині за допомогою стійок. Крім того, примикають до притискних наконечників клавішних формуюча головка може бути забезпечена вставажелів, та їх пошкодженню, що підвищує якість новленою на штока притискної плити з можливістю збирання респіраторів. осьового переміщення конусною муфтою, розміРазом з тим, використання в конструкції напіщеними в радіальних пазах притискної плити кутвавтомата, обраного за найближчий аналог, голоковими повзунами, еластичним кільцем, що охопвного штока і фланцю зі штоком, які підпружинені лює і притискає кутикові повзуни до конічної відносно станини для забезпечення їх опускання, поверхні конусної муфти, і встановленим на конприводить до того, що через зношування елеменсольному важелі хитним важелем, що знаходиться тів, а також неточність виготовлення, збирання і у взаємодії з конусною муфтою і підпружиненим регулювання механізмів, можливе зависання говідносно консольного важеля пружиною розтягловного штока і штока з фланцем з наступним їх нення, причому притискна плита може бути осназривом з ударом. З одного боку, це порушує синхщена зачіпами для розміщення внутрішньої розпіронність роботи основних механізмів напівавтомарки респіратора, а на одній стороні кожного та і приводить до виготовлення бракованої продукутикового повзуна може бути виконаний паз для кції, а з іншого боку, може викликати поломку його розміщення гумового шнура обтюратора респіравузлів. Крім того, встановлення головного штока і тора. штока з фланцем на пружинах при їх підйомі збіВиконання кулачків головного штока і штока льшує навантаження на привід, що викликає зайві фланця з криволінійними пазами і забезпечення витрати електроенергії і скорочує ресурс його роголовного штока і штока фланця охоплюваними боти. елементами, наприклад, у вигляді роликів або паТому недоліками напівавтомату для збирання льців, розміщених у криволінійних пазах кулачків респіраторів, обраного за найближчий аналог, є відповідно головного штока і штока фланця з можнедостатньо висока якість збирання респіраторів, ливістю взаємодії, дозволяє не використовувати в зайві витрати електроенергії і недостатньо високі конструкції напівавтомата для збирання респіранадійність і ресурс роботи напівавтомату. торів підпружинювання головного штока і фланця Задачами даної корисної моделі є підвищення зі штоком щодо станини. При конструкції, передякості збирання респіраторів, зниження витрат баченій даною корисною моделлю, опускання вниз електроенергії і підвищення надійності і ресурсу головного штока і фланця зі штоком забезпечуєтьроботи напівавтомата. ся в результаті взаємодії криволінійних пазів кулаПоставлені задачі вирішуються, відповідно до чка головного штока і кулачка штока фланця з корисної моделі, тим, що пропонований напівавохоплюваними елементами відповідно головного томат для збирання респіраторів, що містить, згідштока і штока фланця. Відсутність підпружинюно з найближчим аналогом, станину, привід з елевання щодо станини головного штока і фланця зі ктроустаткуванням, головний шток з консольним штоком навіть у випадку зносу елементів, неточважелем, який встановлений на станині і знахоності виготовлення, збирання і регулювання мехадиться у взаємодії з привідом за допомогою кулачнізмів запобігає можливості виникнення зависання ка, встановлену на консольному важелі формуючу головного штока і фланця зі штоком з наступним їх головку з притискною плитою, встановлене на зривом з ударом. З одного боку, це приводить до станині формуюче гніздо, що включає нагрівач зі синхронності роботи основних механізмів напівавзварювальним контуром у вигляді сукупності тертомата і забезпечує виготовлення високоякісної моелектродів, опорний стіл з отворами навпроти продукції, а, з іншого боку, перешкоджає поломці термоелектродів, встановлений над нагрівачем і вузлів напівавтомата. Крім того, відсутність підппідпружинений відносно станини, кільцеву оправу ружинювання відносно станини головного штока і з клавішними важелями з притискними наконечнифланця зі штоком знижує навантаження на привід ками і кільце з упорами напроти клавішних важе 7 12175 8 при їх русі вверх, що запобігає зайвим витратам го переміщення конусну муфту 33. На нижній стоелектроенергії і збільшує ресурс його роботи. роні притискної плити 7 встановлені діаметрально Відзначене свідчить про вирішення декларопротилежно два зачіпи 36 притискної плити для ваних вище задач даної корисної моделі завдяки розміщення внутрішньої розпірки респіратора, а в наявності у пропонованого напівавтомата для її радіальних пазах розміщені кутикові повзуни 34, збирання респіраторів зазначених відмітних ознак. охоплені і притиснуті до конічної поверхні конусної На фіг.1 показаний пропонований напівавтомуфти 33 еластичним кільцем 35. На горизонтальмат для збирання респіраторів, на якій кулачок но розташованій стороні кожного кутикового повголовного штока і кулачок штока фланця показані зуна 34 виконаний паз 37 кутикового повзуна для в розрізі, де 1 - станина, 2 -привід, 3 - вузол головрозміщення гумового шнура обтюратора респіраного штока, 4 - головний шток, 5 - консольний ватора. жіль, 6 - формуюча головка, 7 - притискна плита, 8 На консольному важелі 5 встановлений хитний - шток притискної плити, 9 - формуюче гніздо, 10 важіль 24, який знаходиться у взаємодії з конусопорний стіл, 11 - фланець, 12 - кільце фланця, 13 ною муфтою 33 за допомогою вилки, підпружине- шток фланця, 14 - кільцева оправа, 15 - нагрівач, ний щодо консольного важеля 5 пружиною 25 хит16 - напрямна стійка опорного столу, 17 - стійка ного важеля (пружиною розтягнення) і кільцевої оправи, 18 - напрямна стійка фланця, 19 застопорений у нижньому положенні вертикаль- електродвигун, 20 - пасова передача, 21 - черв'яним кінцем кутикового хитного важеля 39, шарнірчний редуктор, 22 - кулачок головного штока, 23 но закріпленого на бічній поверхні консольного кулачок штока фланця, 24 - хитний важіль, 25 важеля 5 і підпружиненого пружиною 40 кутиковопружина хитного важеля, 26 - охоплюваний елего важеля. На горизонтальному кінці кутикового мент головного штока, 27 - охоплюваний елемент хитного важеля 39 встановлений з можливістю штока фланця, 28 - паз кулачка головного штока і повороту відкидний язичок 41, підпружинений пру29 - паз кулачка штока фланця. жиною 42 язичка. На рамі, утвореній двома стійкаНа фіг.2 наведена кінематична схема пропоми 38 вузла головного штока, встановлені нижній нованого напівавтомата для збирання респіратоупор 43 і верхній упор 44. Відкидний язичок 41 рів, де ЗО - клавішний важіль, 31 - притискний назмонтований таким чином, щоб при ході консольконечник, 32 - підпружинений упор, 33 - конусна ного важеля 5 з формуючою головкою 6 вниз він, муфта, 34 - кутиковий повзун, 35 - еластичне кільнаходячи на нижній упор 43, повертався, проскаце, 36 - зачіп притискної плити, 37 - паз кутикового куючи нижній упор 43, а при зворотному ході конповзуна, 38 - стійка вузла головного штока, 39 сольного важеля 5 з формуючою головкою 6 вверх кутиковий хитний важіль, 40 - пружина кутикового упирався в нижній упор 43 і тому повертав кутиковажеля, 41 - відкидний язичок, 42 -пружина язичка, вий хитний важіль 39, звільняючи хитний важіль 43 - нижній упор, 44 - верхній упор, 45 - термоеле24. ктрод зварювального контуру, 46 - відбійне кільце і Формуюче гніздо 9 змонтовано на верхній пли47 - пружина опорного столу. ті станини 1 і містить виконаний у вигляді кільця На фіг.3 показана конструкція формуючої гоелектричний нагрівач 15, забезпечений встановловки 6 з консольним важелем 5 і головним штоленими з кроком від 10 до 15 мм термоелектродаком 4. ми 45 зварювального контуру, наприклад, у вигляНа фіг.4 показана конструкція формуючого гніді зрізаного конуса, і встановлений на верхній зда 9. плиті станини 1 за допомогою стійок, опорний стіл Пропонований напівавтомат для збирання ре10, встановлений за допомогою напрямної стійки спіраторів містить станину 1, на якій встановлені 16 опорного столу на верхній плиті станини 1 з привід 2 з електроустаткуванням, вузол 3 головноможливістю осьового переміщення, підпружинений го штока і формуюче гніздо 9. Привід 2 розміщевідносно станини 1 пружиною 47 опорного стола і ний у нижній частині станини 1 і містить електродоснащений виконаними навпроти термоелектродів вигун 19, пасову передачу 20 і черв'ячний 45 зварювального контуру нагрівача 15 отворами, і редуктор 21, на вихідних валах якого встановлені кільцеву оправу 14, встановлену на верхній плиті кулачок 22 головного штока і кулачок 23 штока станини 1 за допомогою стійок 17 кільцевої оправи фланця. Вузол 3 головного штока встановлений на і оснащену змонтованими рухомо в її радіальних верхній плиті станини 1 і складається з головного пазах клавішними важелями 30 з притискними штока 4, який змонтований з ходовою посадкою в наконечниками 31. Кількість клавішних важелів 30 рамі, утвореній двома стійками 38 вузла головного дорівнює кількості термоелектродів 45 зварювальштока і жорстко закріпленій у верхній плиті станиного контуру, а їх розташування вибрано таким ни 1. На нижньому кінці головного штока 4 встаночином, щоб при повороті клавішних важелів 30 їх влений охоплюваний елемент 26 головного штока, притискні наконечники 31 взаємодіяли з термоелевиконаний, наприклад, у вигляді ролика або пальктродами 45 зварювального контуру, забезпечуюця і розміщений у пазу 28 кулачка головного шточи необхідний для термопресування тиск. ка, виконаному на бічній поверхні кулачка 22 голоКрім того, формуюче гніздо 9 містить фланець вного штока. 11, який встановлений у верхній плиті станини 1 за На верхній частині головного штока 4 закріпдопомогою напрямних стійок 18 фланця з можлилений консольний важіль 5, на якому за допомовістю осьового переміщення і забезпечений штогою штока 8 притискної плити встановлена форком 13 фланця, що знаходиться у взаємодії з примуюча головка 6, що містить закріплену на штоці 8 водом 2 за допомогою охоплюваного елемента 27 притискної плити притискну плиту 7 і встановлену штока фланця, виконаного, наприклад, у вигляді на штоці 8 притискної плити з можливістю осьоворолика або пальця і розміщеного в пазу 29 кулачка 9 12175 10 штока фланця, виконаному на бічній поверхні кукромок заготовки респіратора формуюча головка 6 лачка 23 штока фланця, а також кільце 12 фланця з притискною плитою 7 і опорним столом 10 зупиз установленими на ньому напроти клавішних ваняються в крайньому нижньому положенні, коли желів 30 підпружиненими упорами 32 (по числу опорний стіл 10 опуститься на поверхню нагрівача клавішних важелів 30), яке закріплено на напрям15 і термоелектроди 45 зварювального контуру них стійках 18 фланця і забезпечено відбійним ввійдуть в отвори опорного столу 10 і, підіймаюкільцем 46, що знаходиться у взаємодії з плечами чись над його поверхнею, будуть стикатися з загоклавішних важелів 30, протилежними їх притисктовкою респіратора. ним наконечникам 31. Після цього починається поступальний рух Крім того, напівавтомат для збирання респіравверх фланця 11 і кільця 12 фланця з підпружинеторів забезпечений не показаними на фігурах ними упорами 32 за рахунок впливу на охоплювадвома кінцевими вимикачами електродвигуна 19 ний елемент 27 штока фланця пазом 29 кулачка привода 2, розміщеними в нагрівачі 15, електричштока фланця. При такому русі встановлені на ним нагрівальним елементом і датчиком темперакільці 12 фланця підпружинені упори 32 впливають тури нагрівана, а також розміщеними на станині 1 на клавішні важелі 30, які, повертаючись навколо індикатором температури нагрівача, регулятором своїх осей, притискають своїми притискними накотемператури нагрівача, пусковою кнопкою привода нечниками 31, що проходять між кутиковими пов2 і таймером, що задає час виконання термопрезунами 34, заготовку респіратора в точках термопсування і дозволяє встановлювати його необхідне ресування до термоелектродів 45 зварювального значення. контуру, створюючи необхідний тиск пресування, Пропонований напівавтомат для збирання реяк правило, у межах 0,9-4,0МПа. Одночасно при спіраторів працює таким чином. При включенні повороті клавішних важелів 30 відбувається остаживлення напівавтомата відбувається нагрівання точний загин ними кромки заготовки респіратора в нагрівача 15. Працюючий на напівавтоматі операгоризонтальне положення з утворенням обтюратор контролює температуру нагрівача 15 по індитора, всередину якого попадає натягнутий на кутикатору температури нагрівача, за допомогою регукові повзуни 34 і розміщений в пазах 37 кутикових лятора температури нагрівача встановлює її повзунів гумовий шнур обтюратора. Не показаний необхідне значення, як правило, у діапазоні 160на фігурах кінцевий вимикач розриває ланцюг жи350°С і встановлює таймером необхідний час тервлення електродвигуна 19 і привід 2 зупиняється мопресування, який може складати 0,5-5,0 секунд. на заданий час термопресування, як правило, 0,5Потім оператор натягає гумовий шнур обтюратора 5,0 с, що встановлюється таймером. респіратора на кутикові повзуни 34, розміщаючи Після витримки протягом часу термопресуванйого в пазах 37 кутикових повзунів, установлює ня таймер включає електродвигун 19 приводу 2, в внутрішню розпірку респіратора на зачіпи 36 прирезультаті чого фланець 11 з кільцем 12 фланця тискної плити та укладає заготовку респіратора у під дією паза 29 кулачка штока фланця на охопвигляді складених у пакет вирізаних по розміру від люваний елемент 27 штока фланця будуть руха2 до 5 шарів фільтруючих і сорбційно-фільтруючих тися вниз і відбійне кільце 46 кільця 12 фланця матеріалів на опорний стіл 10, після чого натисрозверне клавішні важелі 30 у вихідне положення, канням пускової кнопки приводу 2 включає електприпиняючи термопресування. При русі вверх городвигун 19. ловного штока 4 з консольним важелем 5 і форОбертальний рух вала електродвигуна 19 за муючою головкою б під дією на охоплюваний еледопомогою пасової передачі 20, черв'ячного редумент 26 головного штока паза 28 кулачка ктора 21 і далі кулачка 22 головного штока, паза головного штока вивільнюваний від впливу прити28 кулачка головного штока і охоплюваного елескної плити 7 опорний стіл 10 під дією пружини 47, мента 26 головного штока, а також кулачка 23 що розтискається, опорного стола підніметься у штока фланця, паза 29 кулачка штока фланця і своє вихідне положення, а при подальшому русі охоплюваного елемента 27 штока фланця перетформуючої головки 6 вверх зібраний респіратор ворюється у вертикальний поступальний рух відзалишиться підвішеним на притискній плиті 7 до повідно головного штока 4 з консольним важелем зачіпів 36 притискної плити за внутрішню розпірку 5 і формуючою головкою 6 вниз, а штока 13 фланреспіратора і до кутикових повзунів 34 за гумовий ця з фланцем 11 і кільцем 12 фланця вверх. шнур і обтюратор, що знаходиться в пазах 37 куПри русі головного штока 4 з консольним ватикових повзунів. желем 5 і формуючою головкою 6 вниз відкидний У процесі руху консольного важеля 5 вверх в язичок 41 при взаємодії з нижнім упором 43 поверезультаті взаємодії відкидного язичка 41 з нижнім рнеться, пройде нижній упор 43 і повернеться у упором 43 повернеться кутиковий хитний важіль вихідне положення під дією пружини 42 язичка, не 39 і звільнить від фіксації хитний важіль 24, який викликаючи повороту кутикового хитного важеля під дією пружини 25 хитного важеля, що стиска39. У міру руху формуючої головки 6 вниз її притиється, підніметься і перемістить конусну муфту 33 скна плита 7 входить у зіткнення з опорним столом вверх. Внаслідок підйому конусної муфти 33 кути10 і заготовкою респіратора, що на ньому знахокові повзуни 34, що притискаються до її конічної диться, після чого опорний стіл 10 також починає поверхні еластичним кільцем 35, під дією останрухатися вниз, стискаючи пружину 47 опорного нього зійдуться, звільняючи з горизонтальних кінстола. При русі вниз опорного стола 10 відбуваців кутикових повзунів 34 обтюратор зібраного ється загин вверх кромок заготовки респіратора респіратора і з пазів 37 кутикових повзунів гумовий краями кільцевої оправи 14 для формування обшнур, що знаходиться усередині його, і дозволяютюратора. Після закінчення вертикального загину чи оператору акуратно зняти з зачепів 36 притиск 11 12175 12 ної плити внутрішню розпірку разом з зібраним цього напівавтомат готовий до збирання чергового респіратором без пошкодження його обтюратора і респіратора, яка відбувається аналогічним чином. фільтруючих шарів напівмаски. Заявником виготовлений дослідний зразок При підході головного штока 4 з консольним пропонованого напівавтомата для збирання респіважелем 5 і формуючою головкою 6 у крайнє верраторів, який пройшов на виробничій базі заявника хнє положення хитний важіль 24 упирається у вервипробування по зборці полегшених респіраторів хній упор 44 і в результаті повертається вниз, потипу ШБ-1 "Лепесток" і "Аліна" і показав високу вертаючи конусну муфту 33 у крайнє нижнє продуктивність процесу і високу якість збирання положення на штока 8 притискної плити. Одночасзазначених типів респіраторів. но відбувається фіксація хитного важеля 24 кутиТаким чином, застосування пропонованого наковим хитним важелем 39 і зупинка електродвигупівавтомата для збирання респіраторів забезпечує на 19 приводу 2 за рахунок розмикання не підвищення якості збирання респіраторів, зниженпоказаного на фігурах кінцевого вимикача. Після ня витрат електроенергії і підвищення надійності і ресурсу роботи напівавтомата. 13 12175 14 15 Комп’ютерна верстка Г. Паяльніков 12175 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic machine for assembling respirators
Автори англійськоюAstakhov Aleksandr Mikhailovich
Назва патенту російськоюПолуавтомат для сбора респираторов
Автори російськоюАстахов Александр Михайлович, Кривощеков Анатолий Паисеевич
МПК / Мітки
МПК: B65H 21/00, A62B 7/00
Мітки: респіраторів, збирання, напівавтомат
Код посилання
<a href="https://ua.patents.su/8-12175-napivavtomat-dlya-zbirannya-respiratoriv.html" target="_blank" rel="follow" title="База патентів України">Напівавтомат для збирання респіраторів</a>
Двопозиційний напівавтомат для видуву пляшок пет

Номер патенту: 23266
Опубліковано: 19.05.1998
Автор: Косс Аркадій Ізяславович
МПК: B29C 49/08
Мітки: пет, видуву, напівавтомат, двопозиційний, пляшок
Формула / Реферат:
Двопозиційний напівавтомат для виду-ву пляшок ПЕТ, який містить станину, нерухомий стояк, механізм змикання та розмикання півформ, механізм приводу стержнів для осьового витягування заготовок та механізм притиску заготовок, який включає пневмоциліндр, корпус якого зв'язаний з нерухомим стояком, а шток з'єднаний з рухомою у вертикальному напрямку плитою, в якій закріплені стакани з отворами для підведення повітря та центральними отворами для...
Напівавтомат для виготовлення пет- пляшок
Номер патенту: 55867
Опубліковано: 15.04.2003
Автори: Вігдергауз Леонід Павлович, Москаленко Олександр Володимирович
МПК: B29C 49/00
Мітки: пляшок, напівавтомат, пет, виготовлення
Формула / Реферат:
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально...
Напівавтомат розрізання твердого сиру
Номер патенту: 65158
Опубліковано: 15.03.2004
Автори: ОВДІЙ ВІКТОР МИКИТОВИЧ, Базалій Валентин Петрович
МПК: B26D 1/01
Мітки: твердого, напівавтомат, сиру, розрізання
Формула / Реферат:
1. Напівавтомат розрізання твердого сиру, що містить стіл, ріжучий ніж закріплений до рухомих стояків з можливістю піднімально-опускного руху приводом, який відрізняється тим, що на столі змонтована платформа під ріжучим ножем виконана з діаметральними прорізями на потрібний кут з можливістю її повороту на цей кут, штовхач та притискач.2. Напівавтомат за п. 1, який відрізняється тим, що платформа змонтована в підшипникових напрямних і...
Зубофрезерний багатошпиндельний напівавтомат
Номер патенту: 51941
Опубліковано: 16.12.2002
Автори: Чернявський Олександр Васильович, Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович
МПК: B23F 9/00
Мітки: зубофрезерний, багатошпиндельний, напівавтомат
Формула / Реферат:
Зубофрезерний багатошпиндельний напівавтомат для обробки конічних коліс дисковими фасонними фрезами, що містить інструментальну фрезерну бабку з механізмом головного руху, багатошпиндельну бабку з механізмами затиску заготовок, механізми поздовжньої подачі, установки глибини фрезерування, підйому та спуску фрезерної бабки, автоматичний ділильний пристрій, який відрізняється тим, що шпинделі бабки заготовок розташовані відносно...
Агрегат для внесення і збирання підстилки
Номер патенту: 2026
Опубліковано: 15.09.2003
Автори: Панін Валерій Сергійович, Бутко Василь Дмитрович
МПК: A01K 1/01
Мітки: внесення, підстилки, агрегат, збирання
Формула / Реферат:
Агрегат для внесення і збирання підстилки, що містить бункер із встановленим у ньому подавальним транспортером і пристрій для збирання гною, який відрізняється тим, що в передній частині бункера шарнірно встановлений роздільник з можливістю повороту його щодо шарніра до упору з верхньою стінкою, а на транспортері встановлений обмежник, в задній частині бункера встановлені бітери, твірні яких виконано у вигляді конуса, а пристрій для збирання...
Попередній патент: Кондиціонер для транспортного засобу
Наступний патент: Пристрій для регулювання температури в приміщенні споруди, наприклад в теплиці
Випадковий патент: Засіб для лікування травматичних пошкоджень слизової оболонки ротової порожнини