Спосіб виробництва електрозварних труб
Номер патенту: 51034
Опубліковано: 25.06.2010
Автори: Лариков Володимир Васильович, Фурманов Валерій Борисович
Формула / Реферат
1.Спосіб виготовлення електрозварних труб, що включає поперечний згин середньої частини смугової заготовки і ділянок її кромок з обтисненням їх по товщині в перших клітях з відкритими калібрами та поперечний згин середньої частини смугової заготовки і ділянок ї кромок з одночасним редукуванням заготовки в закритих калібрах за рахунок передачі редуктивних тангенціальних зусиль до кромок, нагрівання на ділянці кута їх збігання перед точкою зварювання, зварювання кромок трубної заготовки в зварному калібрі, подальше калібрування і порізку труби, який відрізняється тим, що в останньому закритому калібрі редуктивні тангенціальні зусилля передають від кромки до кромки з їх одночасним поперечним згином та обтисненням по товщині за допомогою утримуючої внутрішньої оправки.
2.Спосіб за п.1, який відрізняється тим, що при необхідності за останнім закритим калібром змінюють відстань між кромками для регулювання кута їх збігу перед точкою зварювання.
3. Спосіб за п.1, який відрізняється тим, що зміну відстані між кромками здійснюють шляхом овалізації профілю заготовки.
4. Спосіб за п.1, який відрізняється тим, що овалізацію профілю заготовки провадять шляхом перегину заготовки на ділянці між останнім закритим калібром і зварним калібром.
Текст
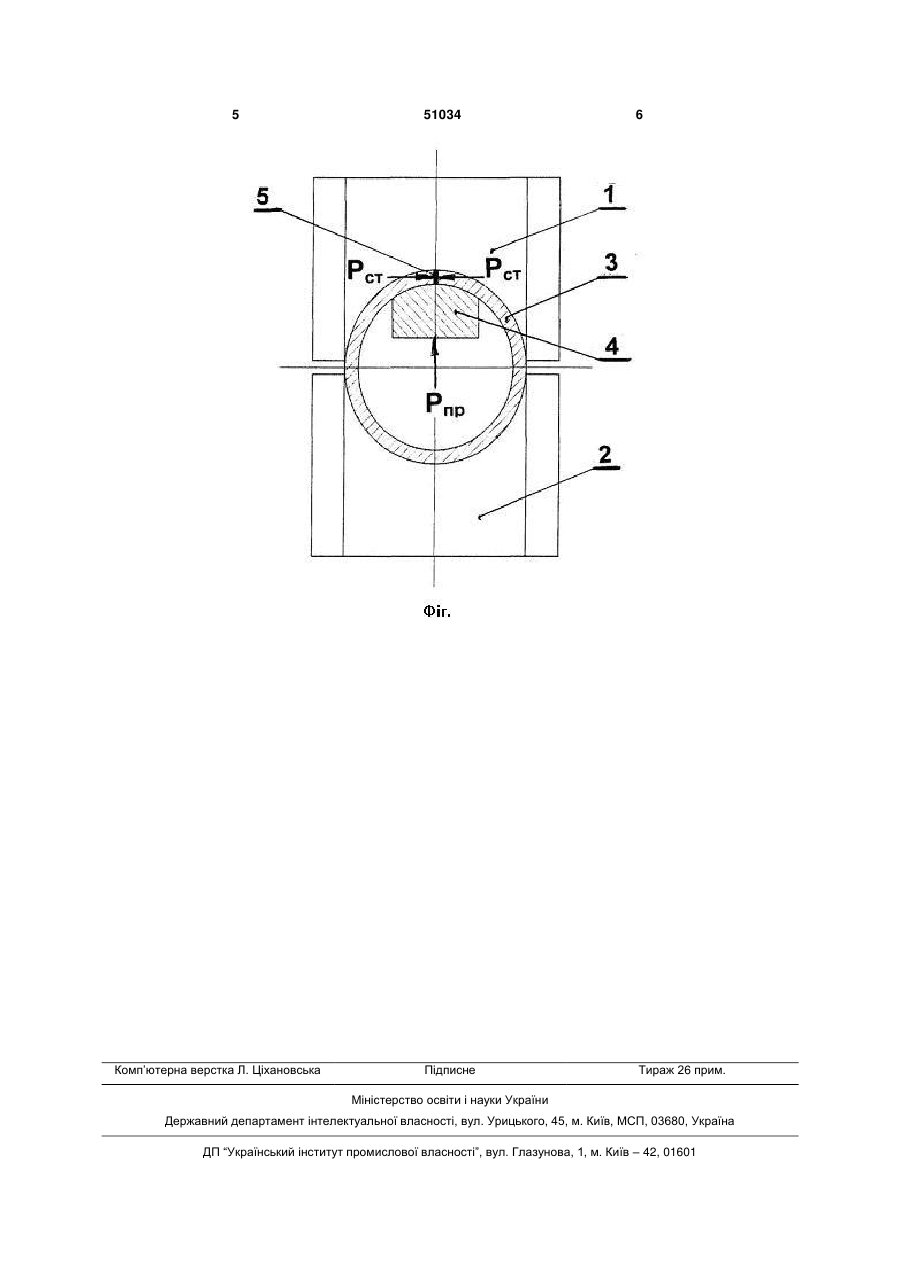
1.Спосіб виготовлення електрозварних труб, що включає поперечний згин середньої частини смугової заготовки і ділянок її кромок з обтисненням їх по товщині в перших клітях з відкритими калібрами та поперечний згин середньої частини смугової заготовки і ділянок ї кромок з одночасним редукуванням заготовки в закритих калібрах за рахунок передачі редуктивних тангенціальних зусиль до кромок, нагрівання на ділянці кута їх збігання перед точкою зварювання, зварювання кро 3 СРСР № 492328, МПК В21С37/06, публ. 1975р. та обраний авторами за прототип. Спосіб включає поперечний згин середньої частини смугової заготовки і ділянок її кромок з обтисненням їх по товщині в перших клітях з відкритими калібрами та поперечний згин середньої частини смугової заготовки і ділянок її кромок з одночасним редукуванням заготовки в закритих калібрах, нагрівання на ділянці кута їх збігання перед точкою зварювання, зварювання кромок трубної заготовки в зварному калібрі, подальше калібрування і порізку труби. Проте, вказаний спосіб можна застосувати тільки на дільниці перших відкритих калібрів. Крім того, він потребує застосування дворадіусних калібровок в усіх клітях стана, що значно збільшує кількість валкового інструменту в порівнянні з однорадіусною калібровою у відкритих калібрах. Виходячи з вищезгаданого, задача корисної моделі - зменшення кількості валкового інструменту з одночасним підвищенням якості виформування кромок і надійності зварного з'єднання за рахунок використання в усіх калібрах однорадіусного інструменту на станах різних типорозмірів. Поставлена задача вирішується за рахунок того, що в способі виготовлення електрозварних труб, що включає поперечний згин середньої частини смугової заготовки і ділянок її кромок з обтисненням їх по товщині в перших клітях з відкритими калібрами та поперечний згин середньої частини смугової заготовки і ділянок її кромок з одночасним редукуванням заготовки в закритих калібрах за рахунок передачі редуктивних тангенціальних зусиль до кромок, нагрівання на ділянці кута їх збігання перед точкою зварювання, зварювання кромок трубної заготовки в зварному калібрі, подальше калібрування і порізку труби, відповідно до корисної моделі, в останньому закритому калібрі редуктивні тангенціальні зусилля передають від кромки до кромки з їх одночасним поперечним згином та обтисненням по товщині за допомогою нерухомої внутрішньої оправки. У разі необхідності за останнім закритим калібром змінюють відстань між кромками для регулювання кута їх збігу перед точкою зварювання. Причому 51034 4 зміну відстані між кромками здійснюють шляхом овалізації профілю заготовки. А овалізацію профілю заготовки провадять шляхом перегину заготовки на ділянці між останнім закритим калібром і зварним калібром. Основною відмінністю запропонованого технічного рішення від відомих і прототипу, зокрема, є застосування утримуючої внутрішньої оправки. Завдяки цьому спосіб має наступні переваги: 1. Покращення якості виформування всього профілю, а також і кромок та підвищення надійності зварного з'єднання. 2. Застосування в усіх калібрах однорадіусної калібровки, що значно заощаджує парк валкового інструменту та полегшує його виготовлення. 3. Зменшення кута розвалу між торцями кромок перед точкою їх зварювання сприяє стабілізації процесу зварювання. 4. Зменшення негативного впливу серпоподібності смугової заготовки за рахунок вирівнювання довжин кромок в останньому закритому калібрі, що не призводить до браку через перевищення кромок і непровар. 5. Стабілізація кута збігу кромок перед точкою зварювання, а значить, і процесу зварювання. Фіг. ілюструє спосіб виготовлення електрозварних труб на безперервних трубоелектрозварювальних станах, де позиції 1-2 - відповідно верхній і нижній валки останнього закритого калібру; 3 трубна заготовка; 4 - нерухома внутрішня оправка; 5 - ділянка тангенціального стиснення торців кромок; Рпр - зусилля притиснення оправки до кромки; Рст - зусилля стиснення торців кромки. Спосіб виготовлення електрозварних труб здійснюють наступним чином. В останній закритий калібр вводять оправку, яку притискають до кромок смугової заготовки. За калібром здійснюють перегин заготовки для регулювання кута збігу кромок перед точкою їх зварювання. Запропонований спосіб виготовлення електрозварних труб з мінімальними витратами може бути впроваджений як на діючому безперервному трубоелектрозварювальному стані, так і на новозбудованому. 5 Комп’ютерна верстка Л. Ціхановська 51034 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing electric-welded pipes
Автори англійськоюLarykov Volodymyr Vasyliovych, Furmanov Valerii Borysovych
Назва патенту російськоюСпособ изготовления электросварных труб
Автори російськоюЛариков Владимир Васильевич, Фурманов Валерий Борисович
МПК / Мітки
МПК: B21C 37/06
Мітки: виробництва, спосіб, труб, електрозварних
Код посилання
<a href="https://ua.patents.su/3-51034-sposib-virobnictva-elektrozvarnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва електрозварних труб</a>
Спосіб виробництва прямошовних електрозварних труб
Номер патенту: 36180
Опубліковано: 16.04.2001
Автори: Фурманов Валерій Борисович, Коваленко Анатолій Панасович, Антіпов Юрій Миколайович, Саф'ян Олександр Матвійович, Полуектов Вадим Володимирович, Куцін Володимир Семенович, Білий Олександр Іванович
МПК: B21C 37/08, B21C 37/15
Мітки: труб, виробництва, спосіб, електрозварних, прямошовних
Текст:
...(тангенціальній) деформації різних знаків, тобто одні дільниці поперечного перетину підгинаються, зменшуючи радіус поперечної кривизни, а інші одночасно з цим розгинаються, збільшуючи радіус поперечної кривизни. Така знакоперемінна поперчна деформація заготовки і готової труби зменшує нерівномірність не тільки поперечних, але і поздовжніх деформацій в заготовці та готовій трубі і цим стабілізує процес зварки кромок, підвищує точність труб за...
Спосіб безперервного виробництва електрозварних круглих та профільних труб
Номер патенту: 24295
Опубліковано: 25.06.2007
Автори: Ладиженський Петро Дмитрович, Лариков Володимир Васильович, Шапіро Ілля Аронович, Хавкін Геннадій Оскарович, Фурманов Валерій Борисович, Білий Олександр Андрійович
МПК: B21C 37/08, C21D 9/08, C21D 9/50, B21C 37/15
Мітки: труб, виробництва, електрозварних, спосіб, круглих, безперервного, профільних
Формула / Реферат:
1. Спосіб безперервного виробництва електрозварних круглих та профільних труб, що включає валкове формування заготовки в круглий незамкнений профіль, нагрівання її кромок струмом високої частоти із застосуванням всередині труби феритів, встановлених у феритотримачі, що мають внутрішню порожнину, зварювання нагрітих кромок у зварному калібрі, видалення зовнішньої гарячої зварної задирки, охолодження водою гарячого зварного шва на зовнішній...
Спосіб виробництва електрозварних профільних труб
Номер патенту: 38405
Опубліковано: 12.01.2009
Автори: Фурманов Валерій Борисович, Лариков Володимир Васильович, Тимошенко Володимир Михайлович, Шапіро Ілля Аронович
МПК: B21C 37/15, C21D 9/50, C21D 9/08, B21C 37/08
Мітки: електрозварних, труб, виробництва, спосіб, профільних
Формула / Реферат:
1. Спосіб виробництва електрозварних профільних труб, що включає безперервне профілювання у клітях профільного стана круглої труби безпосередньо за зварним калібром у чотиривалкових приводних профілюючих калібрах профільного стана, який відрізняється тим, що перед профілюванням здійснюють зменшення діаметра круглої труби за рахунок її калібрування в приводних калібрах калібрувального стана, встановленого за зварним калібром перед профільним...
Спосіб безперервного виробництва електрозварних холоднодеформованих труб з корозійностійких сталей
Номер патенту: 17989
Опубліковано: 17.06.1997
Автори: Бут Олександр Володимирович, Новіков Леонід Миколайович, Фурманов Валерій Борисович, Крижевський Аркадій Захарович, Балтакса Павло Михайлович, Ханін Марко Ісаакович, Лобанов Олександр Іванович, Ковіка Микола Данилович, Гладченко Олександр Федорович, Ромакін Віктор Савелійович, Туренков Микола Мойсейович, Хаустов Георгій Йосипович
МПК: B21B 21/00, B21C 37/08
Мітки: труб, виробництва, корозійностійких, безперервного, спосіб, електрозварних, холоднодеформованих, сталей
Формула / Реферат:
Способ непрерывного производства электросварных холоднодеформированных труб из коррозионностойких сталей, при котором полосу формуют в трубную заготовку, сваривают ее продольные кромки, калибруют полученную трубу сначала в калибровочном стане, а затем в фильере, правят и разрезают на мерные длины, отличающийся тем, что перед калиброванием трубу подвергают индукционному нагреву до температуры 450-800°С, выдержке в нагретом состоянии,...
Спосіб правки електрозварних прямошовних труб
Номер патенту: 41110
Опубліковано: 15.08.2001
Автори: Хоменко Анатолій Федорович, Коваленко Анатолій Панасович, Лебідь Генадій Олександрович, Іванов Євген Іванович, Стома Генріх Францевич, Антіпов Юрій Миколайович, Заплаткін Юрій Ананійович
МПК: B21C 37/08, B21D 3/00
Мітки: спосіб, електрозварних, правки, прямошовних, труб
Формула / Реферат:
Спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, відповідно до якого роблять навантаження труби із деформацією прилеглих до центрального і бокових валків зон, наступне викочування і розвантаження обертової труби, який відрізняється тим, що навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, викочування здійснюють у навантаженому стані за 4...
Попередній патент: Спосіб виробництва гарячекатаних труб
Наступний патент: Напівавтомат збирання й зварювання каркаса побутової плити
Випадковий патент: Спосіб зневоднення етанолу