Пристосування для складання під зварювання каркаса ліхтаря літального апарата
Номер патенту: 79269
Опубліковано: 11.06.2007
Формула / Реферат
1. Пристосування для складання під зварювання каркаса ліхтаря літального апарата, яке містить змонтовані на рамі вертикальні і горизонтальні опори, притискачі поперечних і подовжніх елементів виробу, елементи базування, яке відрізняється тим, що рама складається з двох балок, розташованих паралельно одна до одної у горизонтальній площині, утворюючи велике і мале півкільця, при цьому балки з'єднані між собою за допомогою щонайменше двох швелерів, а елементи базування виконані у вигляді верхніх, нижніх і бічних реперів, контактні поверхні яких утворюють площадки, причому верхні репери нерухомо закріплені на балці, яка утворює велике півкільце, а нижні - на балці, яка утворює мале півкільце, при цьому на площадках кожного з верхніх і нижніх реперів нерухомо закріплені одна вертикальна і дві горизонтальні опори, які виконані у вигляді вигнутих ложементів.
2. Пристосування за п. 1, яке відрізняється тим, що до складу пристрою введені кронштейни, за допомогою яких верхні і нижні репери кріпляться до рами, причому кронштейни, які кріплять верхні репери до рами, мають довжину щонайменше у два рази більшу, ніж довжина кронштейнів, за допомогою яких до рами кріплять нижні репери.
3. Пристосування за п. 1 або 2, яке відрізняється тим, що вертикальні і горизонтальні опори виконані рознімними і по всіх своїх робочих поверхнях мають заглиблення, а в місцях з'єднання опор встановлені накладки з м'якого металу, наприклад міді.
4. Пристосування за будь-яким з пп. 1-3, яке відрізняється тим, що на вертикальній опорі, у вертикальній площині симетрії, закріплені рейкові фіксатори таким чином, що вони можуть пересуватися уздовж осі симетрії та мають можливість обертання навколо осі в місці їхнього кріплення до опори.
5. Пристосування за будь-яким з пп. 1-4, яке відрізняється тим, що бічні репери розташовані з двох торців пристосування, на кожний з торців приходиться щонайменше два бічних репери, один із яких змонтований на кронштейні, який кріпить верхній репер до рами, а другий - на кронштейні, який кріпить нижній репер до рами.
Текст
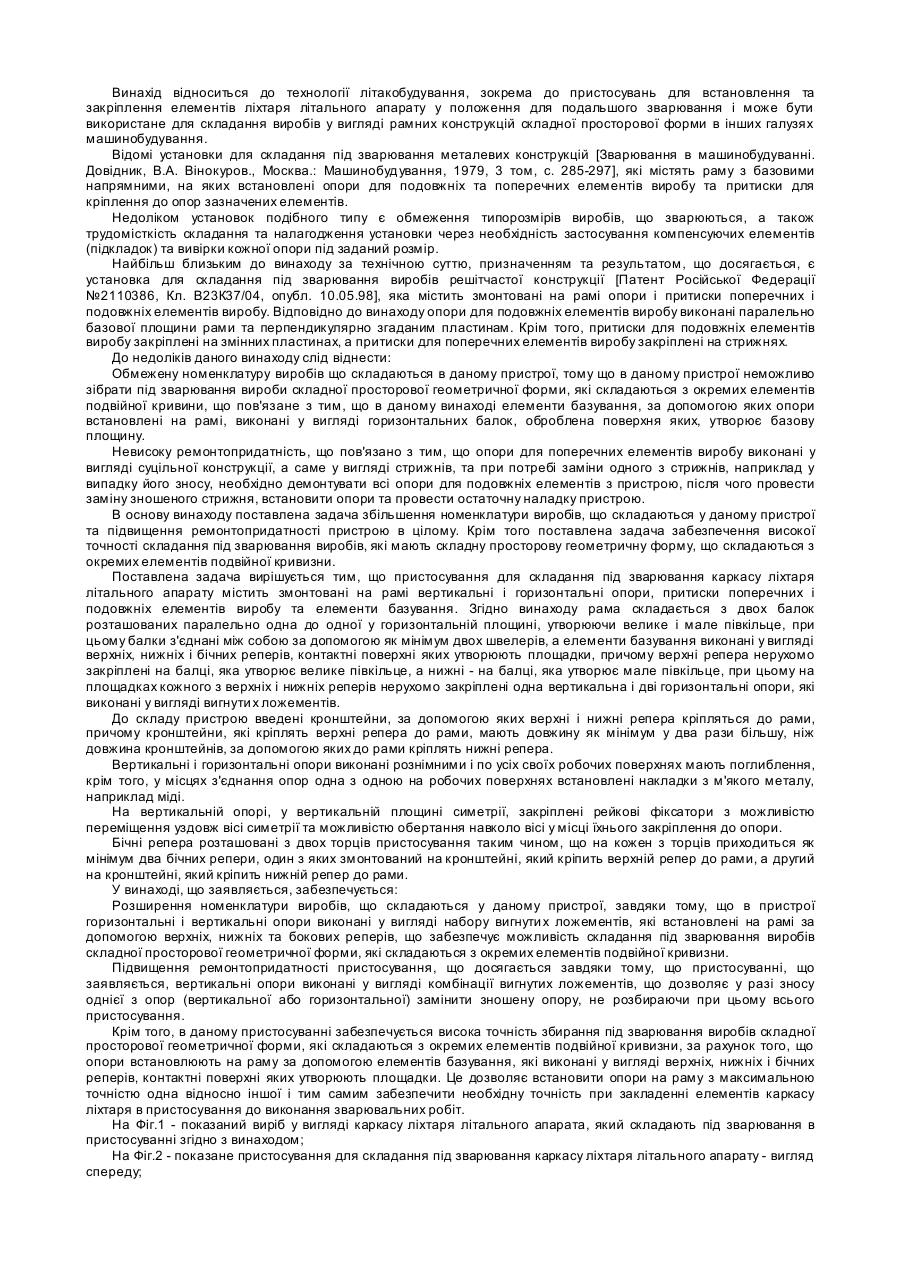
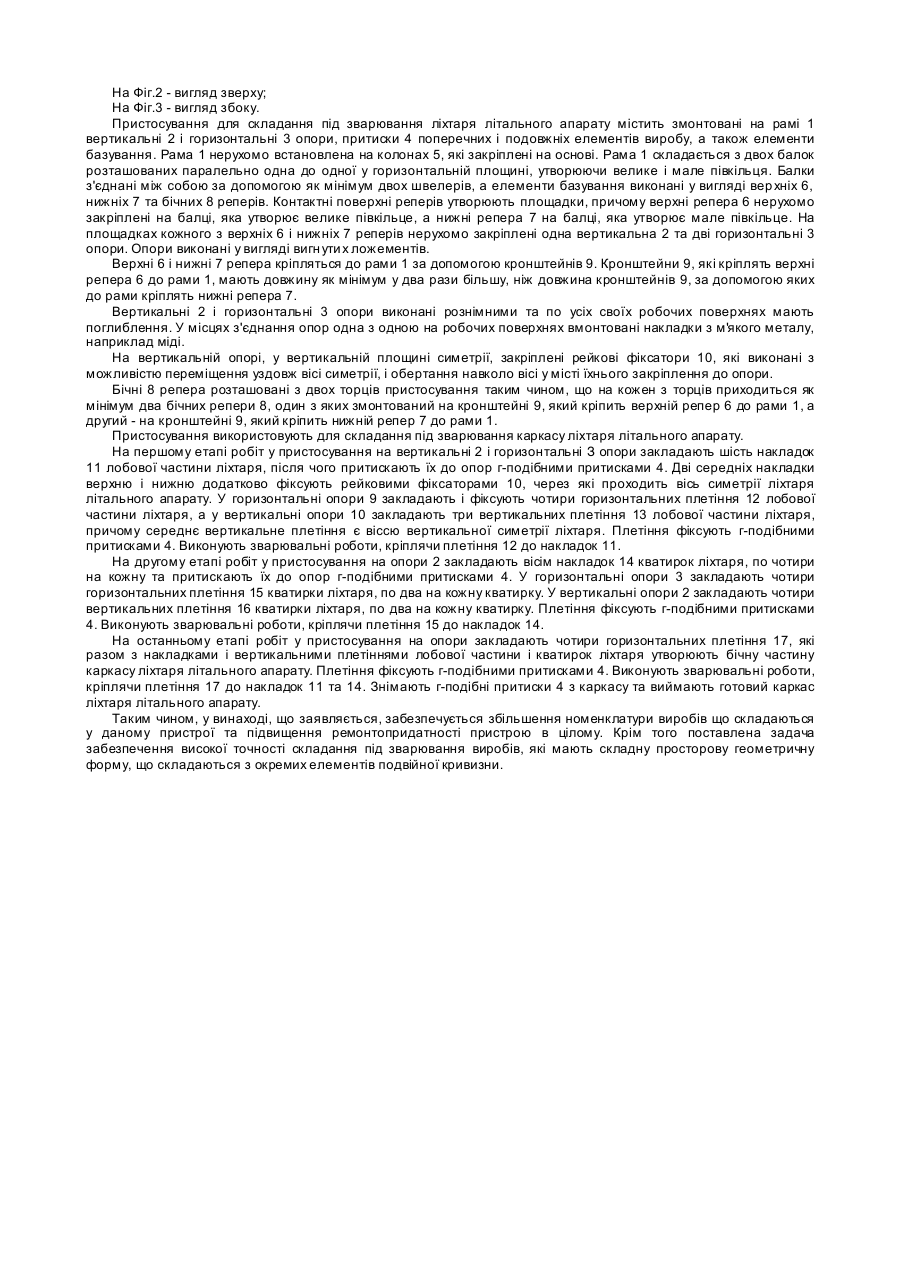
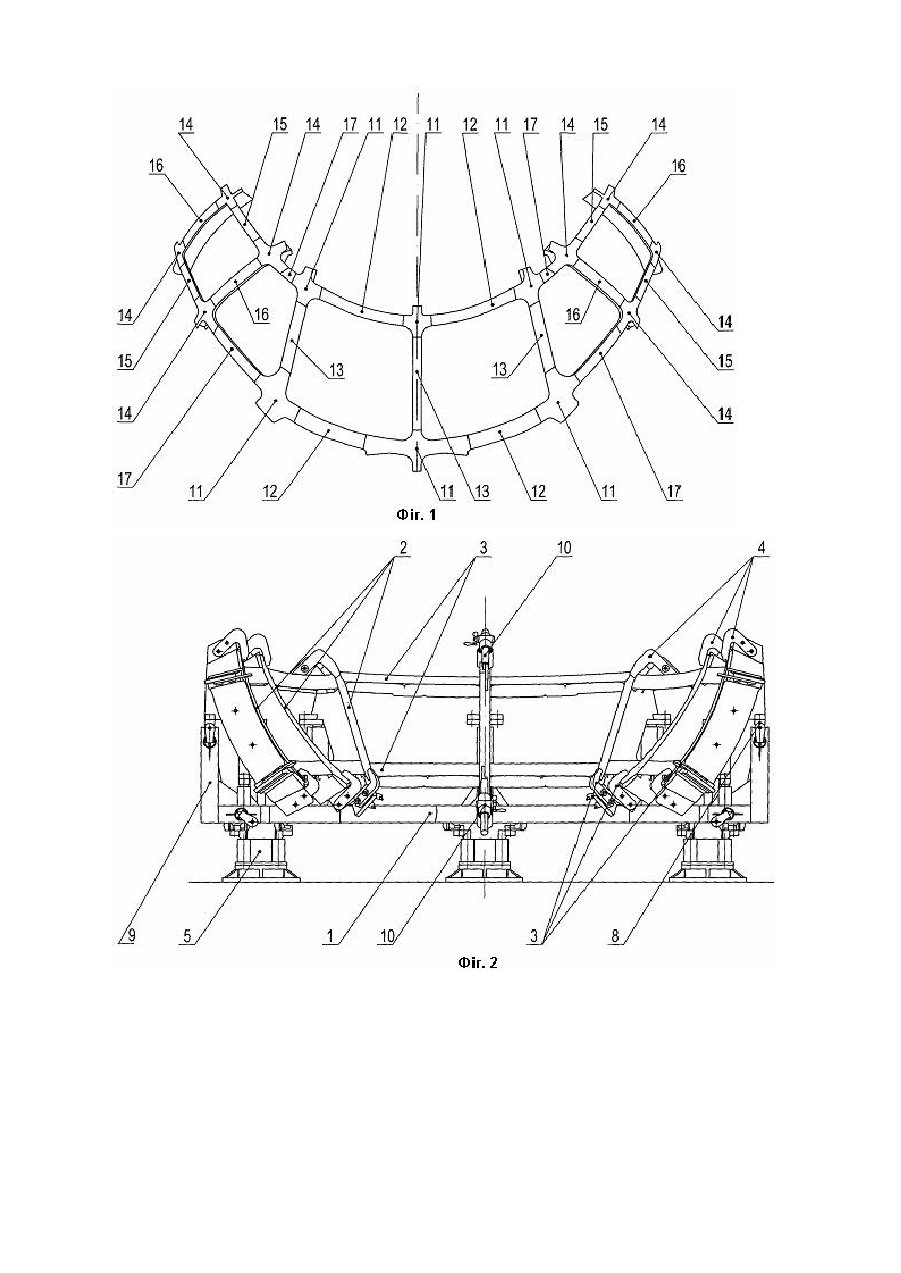
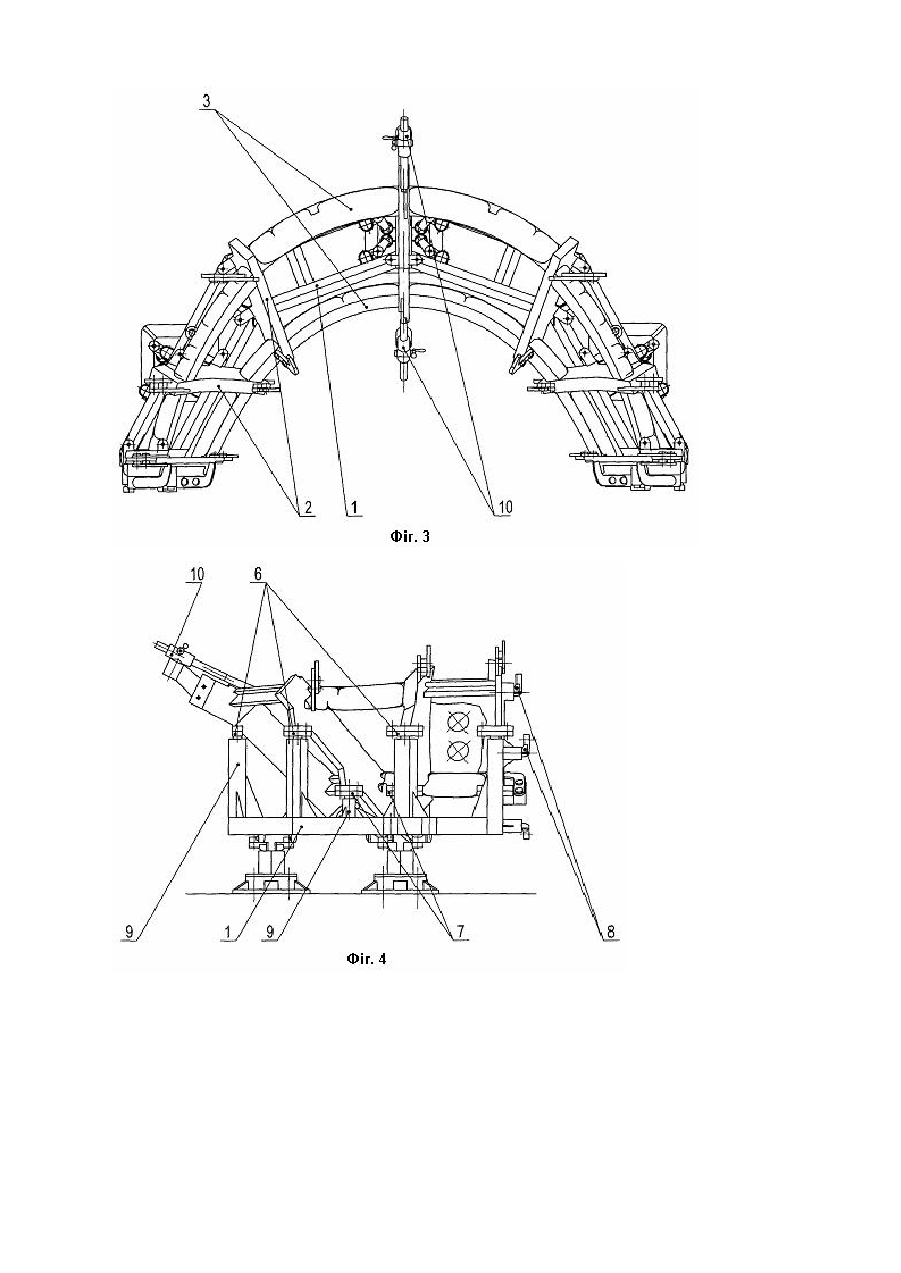
Винахід відноситься до технології літакобудування, зокрема до пристосувань для встановлення та закріплення елементів ліхтаря літального апарату у положення для подальшого зварювання і може бути використане для складання виробів у вигляді рамних конструкцій складної просторової форми в інших галузях машинобудування. Відомі установки для складання під зварювання металевих конструкцій [Зварювання в машинобудуванні. Довідник, Β.Α. Вінокуров., Москва.: Машинобудування, 1979, 3 том, с. 285-297], які містять раму з базовими напрямними, на яких встановлені опори для подовжніх та поперечних елементів виробу та притиски для кріплення до опор зазначених елементів. Недоліком установок подібного типу є обмеження типорозмірів виробів, що зварюються, а також трудомісткість складання та налагодження установки через необхідність застосування компенсуючих елементів (підкладок) та вивірки кожної опори під заданий розмір. Найбільш близьким до винаходу за технічною суттю, призначенням та результатом, що досягається, є установка для складання під зварювання виробів решітчастої конструкції [Патент Російської Федерації №2110386, Кл. В23К37/04, опубл. 10.05.98], яка містить змонтовані на рамі опори і притиски поперечних і подовжніх елементів виробу. Відповідно до винаходу опори для подовжніх елементів виробу виконані паралельно базової площини рами та перпендикулярно згаданим пластинам. Крім того, притиски для подовжніх елементів виробу закріплені на змінних пластинах, а притиски для поперечних елементів виробу закріплені на стрижнях. До недоліків даного винаходу слід віднести: Обмежену номенклатуру виробів що складаються в даному пристрої, тому що в даному пристрої неможливо зібрати під зварювання вироби складної просторової геометричної форми, які складаються з окремих елементів подвійної кривини, що пов'язане з тим, що в даному винаході елементи базування, за допомогою яких опори встановлені на рамі, виконані у вигляді горизонтальних балок, оброблена поверхня яких, утворює базову площину. Невисоку ремонтопридатність, що пов'язано з тим, що опори для поперечних елементів виробу виконані у вигляді суцільної конструкції, а саме у вигляді стрижнів, та при потребі заміни одного з стрижнів, наприклад у випадку його зносу, необхідно демонтувати всі опори для подовжніх елементів з пристрою, після чого провести заміну зношеного стрижня, встановити опори та провести остаточну наладку пристрою. В основу винаходу поставлена задача збільшення номенклатури виробів, що складаються у даному пристрої та підвищення ремонтопридатності пристрою в цілому. Крім того поставлена задача забезпечення високої точності складання під зварювання виробів, які мають складну просторову геометричну форму, що складаються з окремих елементів подвійної кривизни. Поставлена задача вирішується тим, що пристосування для складання під зварювання каркасу ліхтаря літального апарату містить змонтовані на рамі вертикальні і горизонтальні опори, притиски поперечних і подовжніх елементів виробу та елементи базування. Згідно винаходу рама складається з двох балок розташованих паралельно одна до одної у горизонтальній площині, утворюючи велике і мале півкільце, при цьому балки з'єднані між собою за допомогою як мінімум двох швелерів, а елементи базування виконані у вигляді верхніх, нижніх і бічних реперів, контактні поверхні яких утворюють площадки, причому верхні репера нерухомо закріплені на балці, яка утворює велике півкільце, а нижні - на балці, яка утворює мале півкільце, при цьому на площадках кожного з верхніх і нижніх реперів нерухомо закріплені одна вертикальна і дві горизонтальні опори, які виконані у вигляді вигнутих ложементів. До складу пристрою введені кронштейни, за допомогою яких верхні і нижні репера кріпляться до рами, причому кронштейни, які кріплять верхні репера до рами, мають довжину як мінімум у два рази більшу, ніж довжина кронштейнів, за допомогою яких до рами кріплять нижні репера. Вертикальні і горизонтальні опори виконані рознімними і по усіх своїх робочих поверхнях мають поглиблення, крім того, у місцях з'єднання опор одна з одною на робочих поверхнях встановлені накладки з м'якого металу, наприклад міді. На вертикальній опорі, у вертикальній площині симетрії, закріплені рейкові фіксатори з можливістю переміщення уздовж вісі симетрії та можливістю обертання навколо вісі у місці їхнього закріплення до опори. Бічні репера розташовані з двох торців пристосування таким чином, що на кожен з торців приходиться як мінімум два бічних репери, один з яких змонтований на кронштейні, який кріпить верхній репер до рами, а другий на кронштейні, який кріпить нижній репер до рами. У винаході, що заявляється, забезпечується: Розширення номенклатури виробів, що складаються у даному пристрої, завдяки тому, що в пристрої горизонтальні і вертикальні опори виконані у вигляді набору вигнути х ложементів, які встановлені на рамі за допомогою верхніх, нижніх та бокових реперів, що забезпечує можливість складання під зварювання виробів складної просторової геометричної форми, які складаються з окремих елементів подвійної кривизни. Підвищення ремонтопридатності пристосування, що досягається завдяки тому, що пристосуванні, що заявляється, вертикальні опори виконані у вигляді комбінації вигнутих ложементів, що дозволяє у разі зносу однієї з опор (вертикальної або горизонтальної) замінити зношену опору, не розбираючи при цьому всього пристосування. Крім того, в даному пристосуванні забезпечується висока точність збирання під зварювання виробів складної просторової геометричної форми, які складаються з окремих елементів подвійної кривизни, за рахунок того, що опори встановлюють на раму за допомогою елементів базування, які виконані у вигляді верхніх, нижніх і бічних реперів, контактні поверхні яких утворюють площадки. Це дозволяє встановити опори на раму з максимальною точністю одна відносно іншої і тим самим забезпечити необхідну точність при закладенні елементів каркасу ліхтаря в пристосування до виконання зварювальних робіт. На Фіг.1 - показаний виріб у вигляді каркасу ліхтаря літального апарата, який складають під зварювання в пристосуванні згідно з винаходом; На Фіг.2 - показане пристосування для складання під зварювання каркасу ліхтаря літального апарату - вигляд спереду; На Фіг.2 - вигляд зверху; На Фіг.3 - вигляд збоку. Пристосування для складання під зварювання ліхтаря літального апарату містить змонтовані на рамі 1 вертикальні 2 і горизонтальні 3 опори, притиски 4 поперечних і подовжніх елементів виробу, а також елементи базування. Рама 1 нерухомо встановлена на колонах 5, які закріплені на основі. Рама 1 складається з двох балок розташованих паралельно одна до одної у горизонтальній площині, утворюючи велике і мале півкільця. Балки з'єднані між собою за допомогою як мінімум двох швелерів, а елементи базування виконані у вигляді вер хніх 6, нижніх 7 та бічних 8 реперів. Контактні поверхні реперів утворюють площадки, причому верхні репера 6 нерухомо закріплені на балці, яка утворює велике півкільце, а нижні репера 7 на балці, яка утворює мале півкільце. На площадках кожного з верхніх 6 і нижніх 7 реперів нерухомо закріплені одна вертикальна 2 та дві горизонтальні 3 опори. Опори виконані у вигляді вигн ути х ложементів. Верхні 6 і нижні 7 репера кріпляться до рами 1 за допомогою кронштейнів 9. Кронштейни 9, які кріплять верхні репера 6 до рами 1, мають довжину як мінімум у два рази більшу, ніж довжина кронштейнів 9, за допомогою яких до рами кріплять нижні репера 7. Вертикальні 2 і горизонтальні 3 опори виконані рознімними та по усіх своїх робочих поверхнях мають поглиблення. У місцях з'єднання опор одна з одною на робочих поверхнях вмонтовані накладки з м'якого металу, наприклад міді. На вертикальній опорі, у вертикальній площині симетрії, закріплені рейкові фіксатори 10, які виконані з можливістю переміщення уздовж вісі симетрії, і обертання навколо вісі у місті їхнього закріплення до опори. Бічні 8 репера розташовані з двох торців пристосування таким чином, що на кожен з торців приходиться як мінімум два бічних репери 8, один з яких змонтований на кронштейні 9, який кріпить верхній репер 6 до рами 1, а другий - на кронштейні 9, який кріпить нижній репер 7 до рами 1. Пристосування використовують для складання під зварювання каркасу ліхтаря літального апарату. На першому етапі робіт у пристосування на вертикальні 2 і горизонтальні З опори закладають шість накладок 11 лобової частини ліхтаря, після чого притискають їх до опор г-подібними притисками 4. Дві середніх накладки верхню і нижню додатково фіксують рейковими фіксаторами 10, через які проходить вісь симетрії ліхтаря літального апарату. У горизонтальні опори 9 закладають і фіксують чотири горизонтальних плетіння 12 лобової частини ліхтаря, а у вертикальні опори 10 закладають три вертикальних плетіння 13 лобової частини ліхтаря, причому середнє вертикальне плетіння є віссю вертикальної симетрії ліхтаря. Плетіння фіксують г-подібними притисками 4. Виконують зварювальні роботи, кріплячи плетіння 12 до накладок 11. На другому етапі робіт у пристосування на опори 2 закладають вісім накладок 14 кватирок ліхтаря, по чотири на кожну та притискають їх до опор г-подібними притисками 4. У горизонтальні опори 3 закладають чотири горизонтальних плетіння 15 кватирки ліхтаря, по два на кожну кватирку. У вертикальні опори 2 закладають чотири вертикальних плетіння 16 кватирки ліхтаря, по два на кожну кватирку. Плетіння фіксують г-подібними притисками 4. Виконують зварювальні роботи, кріплячи плетіння 15 до накладок 14. На останньому етапі робіт у пристосування на опори закладають чотири горизонтальних плетіння 17, які разом з накладками і вертикальними плетіннями лобової частини і кватирок ліхтаря утворюють бічну частину каркасу ліхтаря літального апарату. Плетіння фіксують г-подібними притисками 4. Виконують зварювальні роботи, кріплячи плетіння 17 до накладок 11 та 14. Знімають г-подібні притиски 4 з каркасу та виймають готовий каркас ліхтаря літального апарату. Таким чином, у винаході, що заявляється, забезпечується збільшення номенклатури виробів що складаються у даному пристрої та підвищення ремонтопридатності пристрою в цілому. Крім того поставлена задача забезпечення високої точності складання під зварювання виробів, які мають складну просторову геометричну форму, що складаються з окремих елементів подвійної кривизни.
ДивитисяДодаткова інформація
Назва патенту англійськоюFacility for assembly for welding of canopy frame of aircraft
Автори англійськоюKosmin Yurii Viktorovych
Назва патенту російськоюПриспособление для сборки под сварку каркаса фонаря летательного аппарата
Автори російськоюКосьмин Юрий Викторович
МПК / Мітки
МПК: B64C 1/14, B23K 37/04
Мітки: зварювання, пристосування, ліхтаря, апарата, складання, літального, каркаса
Код посилання
<a href="https://ua.patents.su/4-79269-pristosuvannya-dlya-skladannya-pid-zvaryuvannya-karkasa-likhtarya-litalnogo-aparata.html" target="_blank" rel="follow" title="База патентів України">Пристосування для складання під зварювання каркаса ліхтаря літального апарата</a>
Пристрій для складання під зварювання деталей
Номер патенту: 13728
Опубліковано: 17.04.2006
Автори: Мокін Олександр Васильович, Кухаренко Валерій Іванович, Атаманов Геннадій Михайлович, Дяченко Микола Григорович, Тарасов Вячеслав Єгорович, Мокін Андрій Олександрович
МПК: B23K 31/00
Мітки: складання, зварювання, пристрій, деталей
Формула / Реферат:
1. Пристрій для складання під зварювання деталей, переважно циліндричної форми, що містить корпус, гвинт з рухомим башмаком і опорний башмак, який відрізняється тим, що він оснащений додатковим опорним башмаком і двома гілками ланцюгів, які охоплюють у паралельних поперечних площинах опорні башмаки, при цьому одні кінці гілок закріплені на корпусі за допомогою поздовжньої осі, а другі кінці гілок взаємодіють з зубчастими секторами, жорстко...
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана
Номер патенту: 997
Опубліковано: 16.07.2001
Автор: Рак Василь Іванович
МПК: B23K 37/04, B23K 37/00
Мітки: корпусу, балки, переважно, зварювання, дільниця, електромостового, крана, складання
Формула / Реферат:
Дільниця для складання під зварювання, переважно корпусу балки електромостового крана, яка містить стенд із фіксатором нижньої заготовки і розміщений з можливістю переміщення по напрямних уздовж стенда привідний портал, оснащений верхнім притискним пристроєм, яка відрізняється тим, що портал оснащений бічними притискними пристроями, верхній притискний пристрій установлений із можливістю вертикального зворотно-поступального переміщення, а...
Рушій літального апарата
Номер патенту: 74395
Опубліковано: 15.12.2005
Автор: Корнійчук Микола Федорович
МПК: B64C 27/32, B64C 11/00
Мітки: рушій, апарата, літального
Формула / Реферат:
1. Рушій літального апарата, що містить раму з напрямними, ведучий і ведений вали з зірочками, з'єднаними замкнутою гнучкою передачею, до ланок якої одними кінцями рівномірно прикріплені осі з лопатями і механізмами установки кутів атаки лопатей у вигляді важелів, які одними кінцями жорстко прикріплені до осей лопатей, а іншими – шарнірно з'єднані з приводом у вигляді замкнутої гнучкої передачі; осі іншими кінцями опираються за допомогою...
Рушій літального апарата
Номер патенту: 57505
Опубліковано: 16.06.2003
Автор: Корнійчук Микола Федорович
МПК: B64C 11/00, B64C 27/32
Мітки: апарата, рушій, літального
Формула / Реферат:
1. Рушій літального апарата, що містить раму з напрямними, ведучий і ведений вали з зірочками, з'єднаними замкнутою гнучкою передачею, до ланок якої одними кінцями рівномірно прикріплені осі з лопатями і механізмами установки кутів атаки лопатей у вигляді важелів, які одними кінцями прикріплені до лопатей, а другими шарнірно з’єднані з приводом у вигляді замкнутої гнучкої передачі; осі другими кінцями опираються при допомозі опорних елементів...
Кантувач для складання і зварювання виробів
Номер патенту: 76020
Опубліковано: 15.06.2006
Автори: Єрмаков Віталій Вікторович, Назаренко Леонід Іванович, Масловець Олександр Миколайович, Коробка Борис Афанасійович, Самогородський Олександр Степанович, Приходько Володимир Іванович, Шиляєв Володимир Миколайович, Масловець Юрій Миколайович
МПК: B23K 37/047, B23K 37/04
Мітки: зварювання, кантувач, складання, виробів
Формула / Реферат:
1. Кантувач для складання і зварювання виробів, що складається з двох дзеркальних синхронно працюючих частин, кожна з яких містить дві стійки, які складаються з телескопічних нерухомих і рухомих частин, траверсу, що одним кінцем шарнірно з'єднана з рухомою частиною однієї стійки, а інший її кінець виконаний з опорною поверхнею для рухомої частини другої стійки, механізм підйому і повороту траверси, тримач виробу, установлений на траверсі з...
Попередній патент: Заміщені арилкетони та гербіцидний засіб на їх основі
Наступний патент: Пружна запобіжна муфта
Випадковий патент: Спосіб виробництва паперу підвищеної непрозорості і механічної міцності