Спосіб відцентрового лиття двошарових заготовок
Номер патенту: 51179
Опубліковано: 15.11.2002
Автори: Санкін Анатолій Олексійович, Русаков Петро Володимирович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Богдан Кім Степанович, Шинський Олег Йосипович
Формула / Реферат
Спосіб відцентрового лиття двошарових заготовок шляхом послідовного заливання у виливницю, що обертається, заданих доз різних за хімічним складом металевих розплавів з необхідним інтервалом при неперервному контролюванні змінної маси і температури заготовки, який відрізняється тим, що після заливання першого розплаву визначають та запам'ятовують відхилення його фактичної дози від розрахункової, корегують задану дозу другого розплаву у відповідності з величиною і знаком цього відхилення, починають заливання другого розплаву при оптимальній для даної пари сплавів температури зовнішнього шару з урахуванням його фактичної маси і видають сигнал на відсікання струменя другого розплаву при досягненні скорегованої заданої дози, після чого запам'ятовують відхилення фактичної дози другого розплаву від заданої, а у кожному з подальших циклів одержання заготовок корегують задані дози обох розплавів згідно з ймовірними значеннями їх відхилень від розрахункових, обчисленими на основі сумарних результатів дозування у попередніх циклах.
Текст
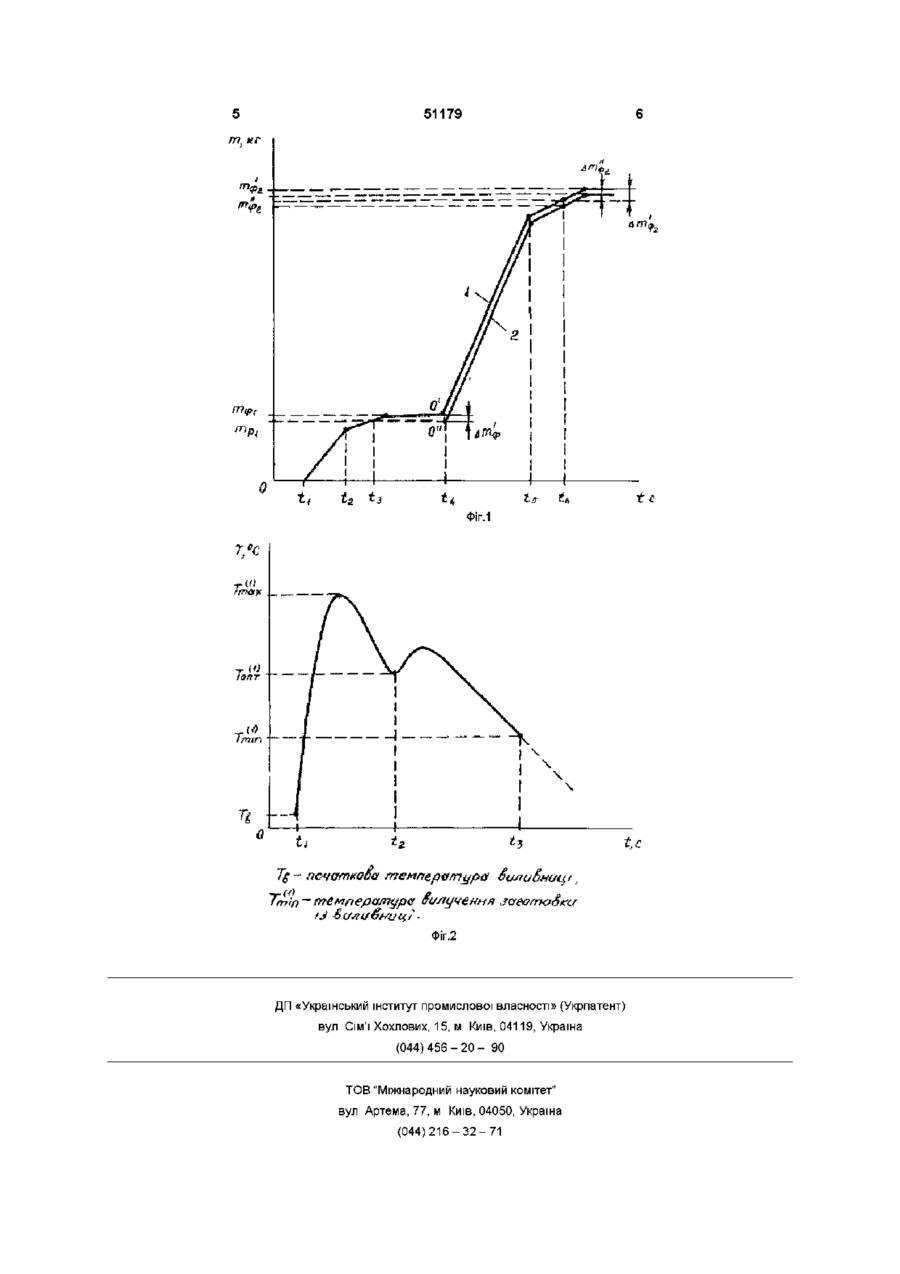
Спосіб відцентрового лиття двошарових заготовок шляхом послідовного заливання у виливницю, що обертається, заданих доз різних за ХІМІЧНИМ складом металевих розплавів з необхідним інтервалом при неперервному контролюванні змінної маси і температури заготовки, який відрізняється тим, що після заливання пер шого розплаву визначають та запам ятовують відхилення його фактичної дози від розрахункової, корегують задану дозу другого розплаву у ВІДПОВІДНОСТІ з величиною і знаком цього відхилення, починають заливання другого розплаву при оптимальній для даної пари сплавів температури зовнішнього шару з урахуванням його фактичної маси і видають сигнал на відсікання струменя другого розплаву при досягненні скорегованої заданої дози, після чого запам'ятовують відхилення фактичної дози другого розплаву від заданої, а у кожному з подальших циклів одержання заготовок корегують задані дози обох розплавів згідно з ймовірними значеннями їх відхилень від розрахункових, обчисленими на основі сумарних результатів дозування у попередніх циклах Винахід відноситься до ливарного виробництва і може бути використаний при виготовленні відцентроволитих двошарових заготовок із різноманітних сплавів Відомо спосіб заливання металу по масі у ливарні форми, який передбачає введення корекції заданої дози по відношенню до попередньої по вихідний змінення маси дози відносно попередньої [1] Проте випадкове відхилення дози розплаву від заданого значення може викликати помилкову корекцію і привести до браку наступних виливків по масі та розмірам, особливо при відцентровому способі виготовлення виливків Також відомо спосіб відцентрового лиття двошарових заготовок, згідно яким встановлюють інтервал в часі між заливанням у виливницю першого і другого розплавів [2] Недоліком цього способу є недостатня точність при визначенні згаданого інтервалу, що призводить до зниження якості з'єднання обох сплавів між собою Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб одержання виливків однакової маси, який передбачає безперервну корекцію заданої дози розплаву в залежності від відхилень його температури та корекцію дози згідно з результатами статистичної обробки відхилень ма си готових виливків від заданої [3] Недоліком цього способу є необхідність застосування при його реалізації додаткового пристрою для зважування готових виливків, що підвищує загальну вартість обладнання, а отже і собівартість продукції Крім того, даний спосіб не передбачує контроль температури безпосередньо виливка при його кристалізації і як наслідок, неможливість його застосування при відцентровому литті двошарових заготовок В основу запропонованого винаходу поставлена задача підвищення точності дозування та якості з'єднання сплавів між собою у відцентроволитій заготовці Поставлена задача вирішена тим, що запропонований спосіб відцентрового лиття двошарових заготовок, який включає послідовне заливання у виливницю, що обертається, заданих доз різних за ХІМІЧНИМ складом металевих розплавів з необхідним інтервалом при неперервному контролюванні змінної маем і температури заготовки, передбачає те, що після заливання першого розплаву визначають та запам'ятовують відхилення його фактичної дози від розрахункової, корегують задану дозу другого розплаву у відповідальності з величиною і знаком цього відхилення, починають заливання другого розплаву при оптимальній для даної пари о> ю 51179 сплавів температурі зовнішнього шару з урахуванням його фаісгичної маси і видають сигнал на відсікання струменя другого розплаву при досягненні скорегованої заданої дози, після чого запам'ятовують відхилення фактичної дози другого розплаву від заданої, а у кожному з подальших циклів одержання заготовок корегують задані дози обох розплавів згідно з імовірними значеннями їх відхилень від розрахункових, обчисленими на основі сумарних результатів дозування у попередніх циклах Запропонований спосіб дозволяє підвищити точність відцентроволитих заготовок по масі та геометричних розмірах завдяки корекції заданих доз, а також якість з'єднання зовнішнього та внутрішнього шарів заготовки завдяки заливанню другого розплаву при оптимальній температурі зовнішнього шару Для пояснення запропонованого винаходу наведено залежності m = f(t) (фиг 1), де m - змінна маса "нетто" виливка, t - час і Т = f(t) (фіг 2), де Т температура зовнішнього шару виливка в процесі заливання розплавів увиливницю, що обертається Процес одержання двошарової відцентроволитої заготовки відбувається наступним чином В момент часу ti (фіг 1) починається заливання першого розплаву при номінальному розході 6Н' у виливницю, що обертається В момент часу Ь розхід зменшується до 0,1 6Н і здійснюється вихідна фаза дозування В момент часу t3 при досягненні маси розплаву у виливниці заданого (розрахункового) значення гпрі відбувається відсікання струменя першого розплаву В результаті фактична маса Щфі першого розплаву у виливниці дорівнює ГПфі = ГПрі ± Д т ф і ' 1 де Дгпфі' - похибка дозування першого розплаву Після ЦЬОГО похибку Дгпф-і' запам'ятовують і корегують дозу другого розплаву у ВІДПОВІДНОСТІ з величиною і знаком Дгпф-і' При досягненні температури Т(1) зовнішнього шару заготовки оптимальної для даної пари сплавів температури Т(1|опт (див фіг 2) в момент часу U починають заливання другого розплаву (див фіг1) з номінальним розходом 6Н" В момент часу ts розхід зменшують до 0,16Н", а в момент часу t6, відбувається відсікання струменя другого розплаву і процес заливання закінчується При цьому т фі"= (тРі + Дтф1')± Д т ф 2 ' де ± Дгпф2 - похибка дозування другого розплаву Похибку Дгпф2 також запам'ятовують Таким чином, сумарна маса т ^ заготовки залежить тільки від похибки Дгпф2 дозування другого розплаву, що забезпечує підвищення точності заготовки по масі та геометричним розмірам Залежності m = f(t) на фіг 1 характеризують процес заливання обох розплавів без корекції (1) і з корекцією (2), причому Д т ф 2 " = Д т ф 2 ' -Дгтіфі', де Дгпф2' - похибка дозування другого розплаву без корекції Подальші цикли одержання відцентроволитих заготовок відбуваються аналогічно з тією лише ВІДМІНОЮ, що після кожного циклу визначають ймовірні значення похибок дозування на основі статистичної обробки сумарних результатів дозування у попередніх циклах і використовують одержані значення для корегування заданих доз розплавів у наступному циклі, що також сприяє підвищенню точності дозування Реалізація запропонованого способу може бути здійснена наступними засобами, до складу яких входять відцентрова машина, електромеханічні ваги мікропроцесорний блок вимірювання та індикації маси, блок управління, подавальний пристрій розплавів та пристрій для вимірювання температури зовнішнього шару заготовки В мікропроцесорний блок "зашита" програма, алгоритм якої передбачає визначення, запам'ятовування та підсумовування похибок дозування розплавів в кожному циклі одержання заготовок, статистичну обробку результатів дозування, одержаних у попередніх циклах, і визначення ймовірних значень похибок дозування обох розплавів з метою корегування заданих доз розплавів у кожному наступному циклі Отже запропонований спосіб на відміну від прототипа та інших аналогів дає змогу одержати новий технічний ефект, виражений у підвищенні точності відцентроволитих заготовок по масі та геометричним розмірам, а також якості з'єднання зовнішнього і внутрішнього шарів заготовки АНАЛОГИ ТА ПРОТОТИП 1 А с 821043 СССР МКИ3 В22Д 13/00 Способ дозирования металла при центробежном лите / А Д Пущаловский, В Г Горенко, Л И Прокопенко и др - опубл 15 04 81 Бюл №14 2 Юдин С Б , Левин М М , Розенфельд С Е Ценробежное литье М машиностроение - 1972 280с , с 239 3 А с 403493 СССР МКИ В22Д 13/00, G05B 23/02 Способ получения отливок равного веса / О М Крыжановский, А Д Пущаловский, Л И Прокопенко и др -опубл 26 10 73 Бюл №43 51179 Фіг.1 t,c - початкова температура еилибяиці Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for centrifugal cast of two-layer ingots
Автори англійськоюBohdan Kim Stepanovych, Shynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych, Shynskyi Ihor Olehovych, Sankin Anatolii Oleksiiovych
Назва патенту російськоюСпособ центробежного литья двухслойных заготовок
Автори російськоюБогдан Ким Степанович, Шинский Олег Иосифович, Русаков Петр Владимирович, Шинский Игорь Олегович, Санкин Анатолий Алексеевич
МПК / Мітки
МПК: B22D 13/00
Мітки: двошарових, заготовок, лиття, спосіб, відцентрового
Код посилання
<a href="https://ua.patents.su/3-51179-sposib-vidcentrovogo-littya-dvosharovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття двошарових заготовок</a>
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Гольдштейн Леонід Борисович, Будаг'янц Микола Абрамович
МПК: B22D 13/02
Мітки: спосіб, двошарових, відцентрового, лиття, прокатних, валків
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Гольдштейн Леонід Борисович, Сирота Дмитро Олександрович, Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Жижкіна Наталія Олександрівна
МПК: B22D 13/02
Мітки: відцентрового, лиття, чавуну, прокатних, двошарових, високолегованого, робочим, валків, шаром, спосіб
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб відцентрового лиття порожистих трубних заготовок
Номер патенту: 17356
Опубліковано: 15.04.1997
Автори: Кругленко Володимир Андрійович, Сапогова Алла Євгенівна, Крихта Валерій Петрович, Данилова Олена Валентинівна, Гутников Семен Піменович, Большаков Володимир Іванович
МПК: B22D 13/04
Мітки: порожистих, заготовок, спосіб, лиття, трубних, відцентрового
Формула / Реферат:
Способ центробежного литья полых трубных заготовок, включающий нанесение футеровочного покрытия на рабочую поверхность изложницы, заливку жидкого металла во вращающуюся изложницу, отличающийся тем. что изложницу вращают с частотой, обеспечивающей постоянную величину гравитационного коэффициента, равной 40 - 79 единиц.
Спосіб відцентрового відливання заготовок роликів машин безперервного відливання заготовок
Номер патенту: 29555
Опубліковано: 15.11.2000
Автори: Хацкелян Ігор Павлович, Остапенко Георгій Леонідович, Алексієнко Георгій Якович, Федосов Володимир Гарольдович
МПК: B22D 13/02
Мітки: машин, безперервного, спосіб, заготовок, роликів, відцентрового, відливання
Текст:
...% кількості розплаву мета лу, що заливається, за секунду, до утворення проміжного ша ру в заготовці суміші порошкоподібних добавок і порошку заліза товщиною 2-4 мм з продовженням введення порошку заліза до завершення процесу заливання розплаву металу до виливниці. Утворення проміжного шару (підшару) між зовнішнім шаром у заго товці з порошкоподібними модифікуючими добавками і шаром з порошком заліза забезпечує стабілізацію об'ємних і...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: мірних, однострумковій, отримання, спосіб, машини, лиття, безперервного, кратних, заготовок
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Попередній патент: Спосіб металізації виробів із лейкосапфіру
Наступний патент: Котушка запалювання для двигуна внутрішнього згоряння (варіанти)
Випадковий патент: Лампа світлодіодна з автономним джерелом живлення