Установка для нанесення покриття на внутрішню поверхню труби
Номер патенту: 51931
Опубліковано: 16.12.2002
Автори: Погребняк Олександр Дмитрович, Тюрін Юрій Миколайович
Формула / Реферат
1. Установка для нанесення покриття на внутрішню поверхню труби, що містить циліндричні коаксіально розташовані катоди і аноди, які з'єднані ізоляторами, при цьому катоди встановлені назустріч один одному з щільно прилеглими краями детонаційних гармат і розміщені всередині труби з можливістю лінійного і кругового переміщення, при цьому джерело живлення основного розряду з регульованою тривалістю імпульсу включено між катодом і анодом, а також системами електричного запалювання та подачі компонентів пальної газової суміші, яка відрізняється тим, що кінці катодів зрізані під гострим кутом і з'єднані частинами своїх виступаючих країв, до того ж анод виконаний у вигляді стержня, а до катодів через детонаційні гармати підключені додаткові гармати, з'єднані з системою подачі компонентів пальної суміші і системою електричного запалювання.
2. Установка для нанесення покриття на внутрішню поверхню труби за п. 1, яка відрізняється тим, що анод виготовлений з двох частин.
Текст
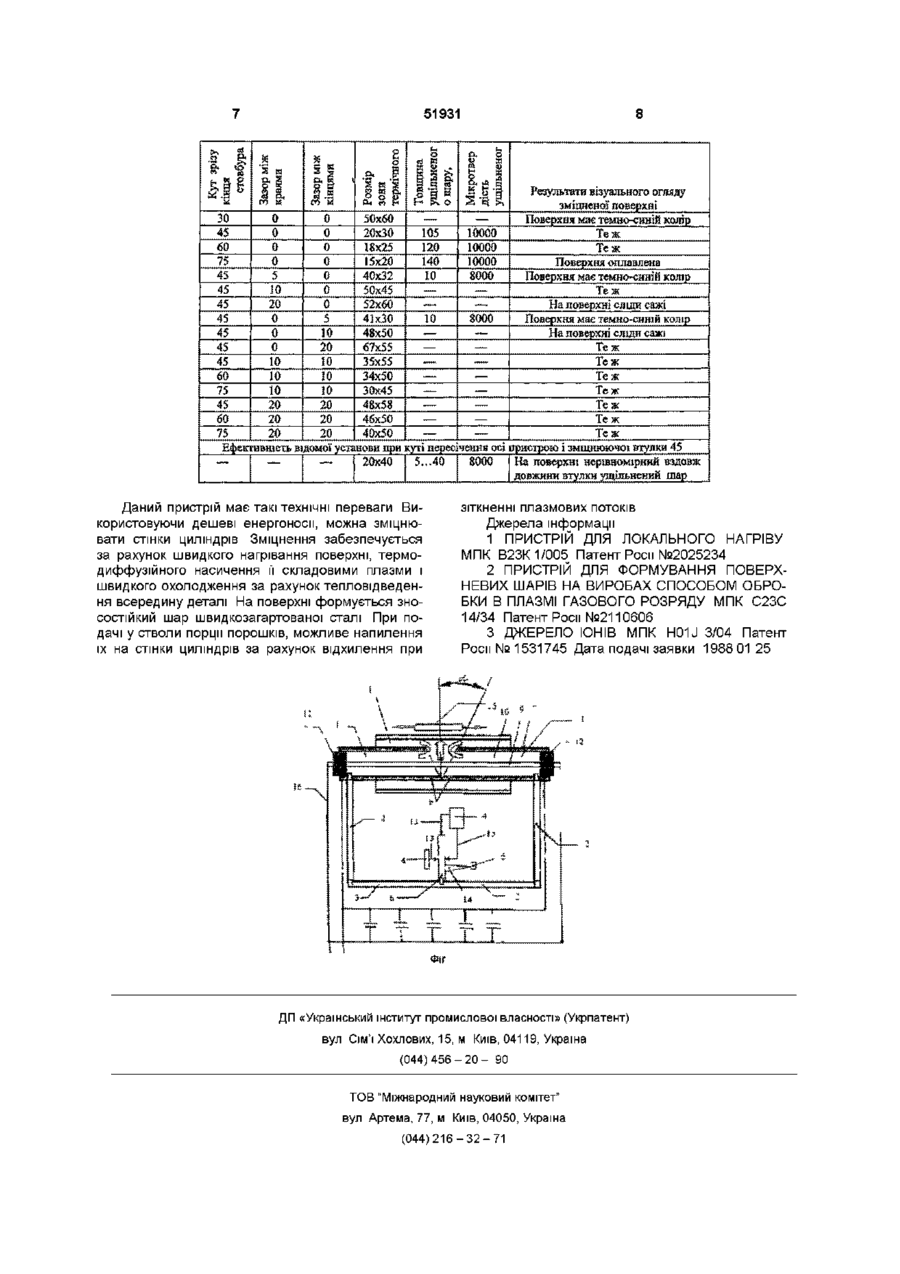
1 Установка для нанесення покриття на внутрішню поверхню труби, що містить циліндричні коаксіально розташовані катоди і аноди, які з'єднані ізоляторами, при цьому катоди встановлені назустріч один одному з щільно прилеглими краями детонаційних гармат і розміщені всередині труби з можливістю ЛІНІЙНОГО і кругового переміщення, при цьому джерело живлення ос новного розряду з регульованою тривалістю імпульсу включено між катодом і анодом, а також системами електричного запалювання та подачі компонентів пальної газової суміші, яка відрізняється тим, що КІНЦІ катодів зрізані під гострим кутом і з'єднані частинами своїх виступаючих країв, до того ж анод виконаний у вигляді стержня, а до катодів через детонаційні гармати підключені додаткові гармати, з'єднані з системою подачі компонентів пальної суміші і системою електричного запалювання 2 Установка для нанесення покриття на внутрішню поверхню труби за п 1, яка відрізняється тим, що анод виготовлений з двох частин Відомий пристрій [1], розроблений як джерело для нагрівання в технології паяння Цей пристрій містить газообмінну технологічну насадку, що складається із порожнистого циліндра для фронтальної подачі газів, середовища або речовин і коаксіального йому, принаймні одного порожнистого циліндра, для відведення продуктів випаровування Насадка встановлена по осі відбивача Внутрішня поверхня відбивача, охоплює тороїдальне джерело і разом з зовнішньою відбиваючою поверхнею формує концентруючу поверхню, у вигляді тіла обертання Концентруюча поверхня фокусує променеву енергію джерела в зоні нагріву на поверхні виробу вач виробів У пристрої можна проводити напилення одноабо багатоелементних покриттів з матеріалу і його сполучень, напилення, яке асистується іонним або електронним бомбардуванням, розпилення поверхні виробів з активізацією поверхні атомами, які напиляються Для рівномірної обробки у процесі роботи вироби обертаються навколо своєї осі спеціальним механізмом обертання Відомий винахід відноситься до іонноплазмових технологій створення захисних, оптично-декоративних та інших шарів на поверхні виробів з металу, скла, кераміки Він може бути використаний при виготовленні гелюпоглинаючих пристроїв, медичних, промислових, побутових і т п виробів та пристроїв До недоліків цього відомого пристрою відноситься необхідність обробки у вакуумі, що обмежує продуктивність пристрою і можливість технологи Крім того, пристрій не дозволяє концентрувати ЩІЛЬНІСТЬ енергії, що знижує и ефективність і можливість нанесення високоякісних покриттів з компактних електродів Найбільш близьким до передбачуваного винаходу буде джерело ІОНІВ [3], що містить циліндричні коаксиально розташовані анод, підпалюючий електрод і катодотримач Катод у цьому пристрої виконаний з щільно прилеглих один до одного концентричних кілець з робочих матеріалів та ізо До недоліків цього відомого пристрою відноситься низька ЩІЛЬНІСТЬ енергії, що не дозволяє нагрівати і осаджувати тугоплавкі метали і сплави Відомо також пристрій для різноманітних типів іонно-плазмової обробки [2] В цьому пристрої ефективне використання матеріалу покриття, висока економічність пристрою, дає можливість обробки великого числа довговимірних виробів Пристрій містить вакуумну камеру, джерела робочого і реакційного газів, встановлені співосно одна з одною у камері кругові пластини, джерело напиляючого матеріалу у вигляді циліндричної мішені, термоемісійний катод, виконаний з декількох модулів та закріплених вздовж кола на пластинах, коловий анод, який встановлений між пластинами, утриму CO Ю 51931 ляторів Крім того, пристрій містить електричнорозділяючий катод і підпалюючий електрод, джерело живлення основного розряду з регульованою тривалістю імпульсу, що включені між ЗОВНІШНІМ кільцем катоду і анодом Підпалюючий електрод з ізолятором встановлений в центрі катоду В процесі горіння дугового розряду катодна пляма, яка сформована на найближчому до підпалюючого електроду КІЛЬЦІ, зміщується в бік зовнішнього кільця, що призводить до послідовного формування плазми з різноманітних матеріалів Це відомий пристрій - прототип відноситься до джерел ІОНІВ і може знайти застосування для модифікації фізико-хімічних властивостей металів і сплавів методом іонної імплантації До недоліків цього відомого пристроюпрототипу відносяться такі необхідність у вакуумній камері, розподіл електричного розряду між кільцевим анодом і катодом, що обумовлює низьку ЩІЛЬНІСТЬ енергії нанесення покриття Для усунення вище згаданих недоліків в основу винаходу "Установка для нанесення покриття на внутрішню поверхню труби" поставлено задачу створити систему фокусування електричної енергії шляхом удосконалення конструкції, що дозволяє збільшити ЩІЛЬНІСТЬ енергії Це досягається тим, що так як і в відомому пристрої, який містить циліндричні коаксіальне розташовані катоди і аноди, які з'єднані ізоляторами, при цьому катоди виконані назустріч один одному з щільно прилеглими краями детонаційних гармат і розміщені в середині труби з можливістю ЛІНІЙНОГО і кругового переміщення, при тому джерело живлення основного розряду з регульованою тривалістю імпульсу, включено між катодом і анодом, а також систем електричного запалювання та подачі компонентів пальної газової суміші На відміну від відомого в заявляемому пристрою КІНЦІ катодів зрізані під гострим кутом і з'єднані частинами своїх виступаючих країв, до того ж, анод виконаний у вигляді стержня А до катода через детонаційні гармати підключені додаткові гармати з'єднані з системою подачі пальної суміші і системою електронного запалення При цьому анод може бути виготовлений із двох частин Вказані відрізняючи признаки знаходяться в причинно-наслідковому зв'язку з технічним результатом А саме - КІНЦІ стволів зрізані під гострим кутом, це дозволяє відклонити імпульсні потоки плазми за рахунок пондемоторних сил, - КІНЦІ стволів з'єднані частинами своїх виступаючих КІНЦІВ, це дозволяє зштовхнути потоки плазми, а результуючий потік від зіткнення спрямований перпендикулярно осі до зміцнювальної поверхні циліндричного виробу, - анод виготовлений у вигляді стержняелектрода, це дозволяє випарювати матеріал електроду і вводити його в плазмовий струм, а за рахунок протікання електричного струму по плазмовому струменю вводиться допоміжна енергія, що дозволяє також збільшити швидкість струменю і температуру плазми, - до зачинених частин стволів підключені ДОПОМІЖНІ пушки для створення детонаційної хвилі і з єднані допоміжними стовпами, - гармати з'єднані з загальною системою подачі компонентів горючої суміші Це дозволяє синхронізувати процес горіння в детонаційних пушках, - гармати з'єднані з системою електричного зажигания - форкамерою, що також дозволяє водночас вводить и підключати горючі гази в детонаційних пушках, - анод може бути виготовлений із двох частин, це забезпечує інтенсивну технологію переналадки В заявляємій установці для нанесення покриття на внутрішню поверхню труби відрізняючи признаки конструктивно забезпечили фокусування електричної енергії, що дозволило збільшити ЩІЛЬНІСТЬ енергії ,/див Фіг/ Установка містить встановлені назустріч один одному катоди 7, до яких приєднані детонаційні гармати 2 з допоміжними гармати 3, системою 4 подачі компонентів пальної суміші та системою 5 електричного запалювання Вище згадані системи 4, 5 з'єднані з допоміжними гарматами 3 трубопроводом 6 Катоди 1 виконані у вигляді стволів з водяною сорочкою 7, зрізаних під гострим кутом а і з'єднані частинами своїх виступаючих країв 8 Анод 9, виконаний у вигляді стержня (електрода) і проходе через порожнину 10 обох катодів 1 Катоди 1 відокремлено від анода 9 і ізолятором 12 В систему 4 подачі пальної суміші входять трубопроводи 13, а в систему 5 електронного запалювання - свіча 14 запалювання До катодів через детонаційні гармати підключені додаткові гармати 3 з'єднані з системою 4 подачі компонентів пальної суміші і системою 5 електричного запалювання Труба 11 закріплена на маніпуляторі 15 А джерело 16 живлення основного розряду з регульованою тривалістю імпульсу включеного між катодом і анодом Установка працює таким чином У трубу 11 з обох боків вставляють катоди 1 Труба 11 тримається захватами маніпулятора (на фіг не показано), що придає йому обертальний і поступальний рух При стиканні катоди 1 і електроди 9 з'єднуються виступаючими частинами Включать джерело 16 живлення основного розряду з регульованою тривалістю імпульсу Після цього в трубопровід через патрубки 13 подають компоненти пальної газової суміші, наприклад, пропан-бутан, кисень, повітря в співвідношенні 1 4,5 Періодично з частотою 2с-1 пальна суміш запалюється свічкою 14 запалювання В допоміжному стволі 3 ІНІЦІЮЄТЬСЯ детонаційний режим згорання, що розповсюджується в детонаційні гармати 2 і переходить у міжелектродний зазор катода 1 В міжелектродному зазорі детонаційна хвиля підживлюється електромагнітною енергією і переходить у магнітогазодинамічний перестиснутий режим Два імпульсних потоки плазми за рахунок зрізів катодів відхиляються пондемоторними силами до внутрішніх стінок катоду і зтикаються між собою Результуючий потік від зіткнення плазмових струмів направлений перпендикулярно осі до зміцнюючої поверхні труби Плазмовий струмінь фокусується пондемоторними силами, притискається до поверхні труби, а потім, після налипання капель газоплазменної фази струменя, лишок м, розлітається у зазор між катодами і стінками тру 51931 би По плазмовому струмені проходить електричний струм, який визначає введення у поверхню додаткової електричної енергії Напрям руху плазмових потоків у трубі і катоді вказаний стрілками Водночас труба обертається і переміщається маніпулятором 13 Охолодження всієї установки здійснюється водою, що циркулює всередині катода і стінок детонаційних гармат Фокусування плазмового потоку здійснюється за рахунок пондемоторної взаємодії його з сумарним магнітним полем, що утворюється на площинах зрізів катодів за рахунок наведення його навколо ЛІНІЙ електричного струму від зрізу катода до анода Напрямок магнітного поля від кожного зрізу перпендикулярний площині зрізу Результуюче магнітне поле від двох зрізів катодів які дотикаються, перпендикулярно їхній осі Чим менший кут, КІНЦІВ катодів, тим більш концентроване магнітне поле з більш гострим фокусуванням утвориться При малих кутах зрізу настає ефект екранування магнітного поля одного катода зрізом другого катода Оптимальний кут зрізу близький до 45° При цьому куті не має місце екранування магнітного поля, а його фокус знаходиться за межами габаритів катода, що дозволяє його навести на стінки ущільнюючої труби Великий кут площини зрізу розширює магнітний потік, що зменшує ефективність понденомоторної взаємодії Крім того, відхилення плазмового потоку здійснюється і за рахунок чисто газодинамічного зіткнення двох потоків, при якому кут площини зрізу в 45° вважається оптимальним, що забезпечує проходження результуючого потоку з мінімумом втрат Зімкнуті катоди в момент роботи установки забезпечують правильну форму результуючого плазмового потоку Це зумовлене тим, що відсутні випадкові збурення магнітного поля, зумовлені проходженням електричного струму між катодами та анодами Використання запропонованого пристрою дозволяє істотно спростити виготовлення деяких деталей Наприклад, ствол відбійного молотка після механічної обробки проходить ХІМІКОтермічну операцію - цементацію внутрішнього каналу, після цього після термообробки цей канал шліфують і хонингують При використанні при 6 строю не потрібно цементації і термообробки На поверхні каналу формується шар швидкозагартованої сталі глибиною до 150 мкм і твердістю 10000мН/м2 Експериментальна перевірка якості зміцнення циліндрів проводиться на втулках із сталі 40х із внутрішнім діаметром 50мм Оправка встановлюється у шпиндель маніпулятора, який має приводи обертання і ЛІНІЙНОГО переміщення В оправці закріплюється п'ять втулок, що мають довжину по 30мм Зміцнення стінок циліндрів здійснюється при частоті проходження імпульсів 2Гц, ємність заряду конденсаторного джерела електричного струму 1200мкФ, напруга електричного потенціалу 2,5кВ Порівняльний аналіз результатів ущільнення стінок труб показав (див таблицю), що при зімкнутих електродах, катодах і кута зрізу залежить ефективність ущільнення поверхні труби Оптимальним кутом, при якому достатньо велика одинична площа зміцнення, товщина зміцненого шару і мікротвердість, є кут навколо 45° При зменшенні кута зрізу розмір зони термічного впливу збільшується, але товщина зміцненого шару зменшується Збільшення кута зрізу звужує щілину для плазмового потоку, збільшує ЩІЛЬНІСТЬ енергії, що при зрізі 75° призводить до зруйнування поверхні При цьому спостерігається руйнування кромки зрізу катоду Експериментальне зміцнення труби із розімкнутими катод показує, що при зазорах між електродами ефективність зміцнення різко зменшується (див таблицю) Це зумовлене викривленням електромагнітного поля на кромках зрізу катодів і "розмиванням" плазмового потоку Найбільш оптимальний режим обробки забезпечує продуктивність при п'ятикратному перекритті і частоті проходження імпульсів 2Гц, яка дорівнює 240мм2/с При цьому товщина зміцненого шару складає 100 120 мкм без порушення мікрогеометричних параметрів і 140мкм із оплавленням поверхні Порівняльний аналіз ефективності зміцнення запропонованого і відомого пристрою показав, що при меншій продуктивності товщина шару складає 5 40мкм Можливе ущільнення лише коротких трубок 51931 S и •ДІ Результати візуального огляду зміцненої поверхні 50x60 Поверхня має темно-енній колір зо 20x30 Теж 4 5 1 5 10000 0 J8x25_ 10000 Теж 60 15x20 10000 Поверхня оплавлена 75 140 40x32 Ї0 8000 Поверхня має темно-синій колір і! 4 5 JO 50x45 Теж 20 52x60 На поверхні сліди сажі 41x30 5000 Поверхня має темно-синій колір 10 45 10 48x50 На поверхні сліди сажі 45 20 67x55 Теж 45 10 10 35x55 Теж 45 10 10 34x50 Теж 10 10 30x45 Теж 75 20 20 48x58 Теж 45 20 20 46x50 Теж 60 20 20 ,40x50^1 | м — Теж 75 Ефективність відомої установи при куті пересічення осі пристрою І зміцнюючої втулки 45 20x40 ! 5...40 | 800G І На поверхні нерівномірний вздовж Даний пристрій має такі технічні переваги Використовуючи дешеві енергоносії, можна зміцнювати стінки циліндрів Зміцнення забезпечується за рахунок швидкого нагрівання поверхні, термодиффузійного насичення її складовими плазми і швидкого охолодження за рахунок тепловідведення всередину деталі На поверхні формується зносостійкий шар швидкозагартованої сталі При подачі у стволи порції порошків, можливе напилення їх на стінки циліндрів за рахунок відхилення при зіткненні плазмових потоків Джерела інформації 1 ПРИСТРІЙ ДЛЯ ЛОКАЛЬНОГО НАГРІВУ МПК В23К 1/005 Патент Роси №2025234 2 ПРИСТРІЙ ДЛЯ ФОРМУВАННЯ ПОВЕРХНЕВИХ ШАРІВ НА ВИРОБАХ СПОСОБОМ ОБРОБКИ В ПЛАЗМІ ГАЗОВОГО РОЗРЯДУ МПК С23С 14/34 Патент Роси №2110606 3 ДЖЕРЕЛО ІОНІВ МПК H01J 3/04 Патент Роси № 1531745 Дата подачі заявки 1988 01 25 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for application of coating to inner surface of a pipe
Автори англійськоюTiurin Yurii Mykolaiovych, Pohrebniak Oleksandr Dmytrovych
Назва патенту російськоюУстановка для нанесения покрытия на внутреннюю поверхность трубы
Автори російськоюТюрин Юрий Николаевич, Погребняк Александр Дмитриевич
МПК / Мітки
МПК: B23K 1/005, B23K 10/00
Мітки: нанесення, трубі, установка, покриття, поверхню, внутрішню
Код посилання
<a href="https://ua.patents.su/4-51931-ustanovka-dlya-nanesennya-pokrittya-na-vnutrishnyu-poverkhnyu-trubi.html" target="_blank" rel="follow" title="База патентів України">Установка для нанесення покриття на внутрішню поверхню труби</a>
Пристрій для нанесення покриття на зовнішню та внутрішню поверхню труби
Номер патенту: 12955
Опубліковано: 28.02.1997
Автор: Борченко Дмитро Миколайович
МПК: B05C 19/00
Мітки: поверхню, покриття, внутрішню, зовнішню, нанесення, пристрій, трубі
Формула / Реферат:
(57) 1. Устройство для нанесения покрытия на наружную и внутреннюю поверхность трубы, содержащее трубчатую камеру нанесения с опорами для изделия, присоединительный патрубок конфузорного типа, заслонку и вентилятор, отличающееся тем, что оно снабжено установленным в присоединительном патрубке распылителем, а вентилятор установлен перед распылителем и снабжен нагревателем.2. Устройство по п.1,отличающеес я тем, что оно снабжено...
Пристрій для нанесення покриття на внутрішню поверхню виробів
Номер патенту: 45026
Опубліковано: 15.03.2002
Автори: Мнухін Михайло Анатольович, Насонов Сергій Володимирович, Горошко Ігор Петрович, Мнухін Анатолій Григорович, Ємельяненко Володимир Іванович, Чередніченко Вікторія Вікторівна
МПК: B05B 7/16
Мітки: покриття, виробів, пристрій, поверхню, внутрішню, нанесення
Формула / Реферат:
Пристрій для нанесення покриття на внутрішню поверхню виробів, що містить два електроди, які приєднані до джерела постійного струму, напрямний елемент для подачі матеріалу покриття і канал для розпилення останнього, який відрізняється тим, що у торці коаксіально розташованих електродів, один з яких зовнішній, трубчастий і одночасно є напрямним елементом, виконана розрядна камера, а канали для розпилення розташовані в стінці розрядної камери і...
Пристрій для нанесення полімерного покриття на внутрішню поверхню труб
Номер патенту: 43392
Опубліковано: 17.12.2001
Автор: Крайзельмайєр Ріхард
МПК: F16L 58/02, B05B 13/06
Мітки: нанесення, пристрій, внутрішню, полімерного, труб, покриття, поверхню
Формула / Реферат:
1. Пристрій для нанесення полімерного покриття на внутрішню поверхню труб, зокрема трубопроводів для охолоджувальної рідини в пароконденсаторах і теплообмінниках, який містить блок постачання, призначений для забору і подачі матеріалу покриття, блок нанесення покриття, призначений для розподілу матеріалу, що надходить із блока постачання у внутрішню поверхню труби, а також блок управління, призначений для контролю і регулювання подачі...
Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара
Номер патенту: 584
Опубліковано: 16.10.2000
Автори: Радзієвський Василь Володимирович, Глоба Володимир Мойсеєвич
Мітки: резервуара, нанесення, внутрішню, пристрій, антикорозійного, покриття, поверхню
Формула / Реферат:
1. Пристрій для нанесення антикорозійного покриття на внутрішню поверхню резервуара, що складається з насоса, підставки у вигляді триноги з поворотним пристроєм і коромислом на ньому, який відрізняється тим, що поворотний пристрій виконано у вигляді телескопічної стріли, на вершині якої розміщено коромисло, оснащене форсунками на кінцях, причому телескопічна стріла встановлена з можливістю обертання навколо своєї осі та пов'язана з...
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Вольвач Юрій Олександрович, Яковлев Валерій Анатольович, Погорілий Анатолій Григорович
МПК: B05B 7/16
Мітки: нанесення, поверхню, покриття, детонаційного, пристрій, виробів, внутрішню
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Попередній патент: Польовий ерозіомір
Наступний патент: Вітряк-водопідіймач
Випадковий патент: Десорбційна установка