Спосіб нанесення покриттів на сплави
Номер патенту: 52132
Опубліковано: 16.12.2002
Автори: Бобіна Марина Миколаївна, Лоскутов Володимир Федорович, Лоскутова Тетяна Володимирівна, Ульяненко Наталія Валентинівна
Формула / Реферат
Спосіб нанесення покриттів на сплави, що включає завантаження виробів в герметичну реакційну камеру з насичуючою сумішшю, вакуумування до тиску 10-1 мм рт. ст., нагрівання до температури насичення, наступне вакуумування до тиску 10-1 мм рт. ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що оброблювані вироби піддають попередній та фінішній магнітно-абразивній обробці.
Текст
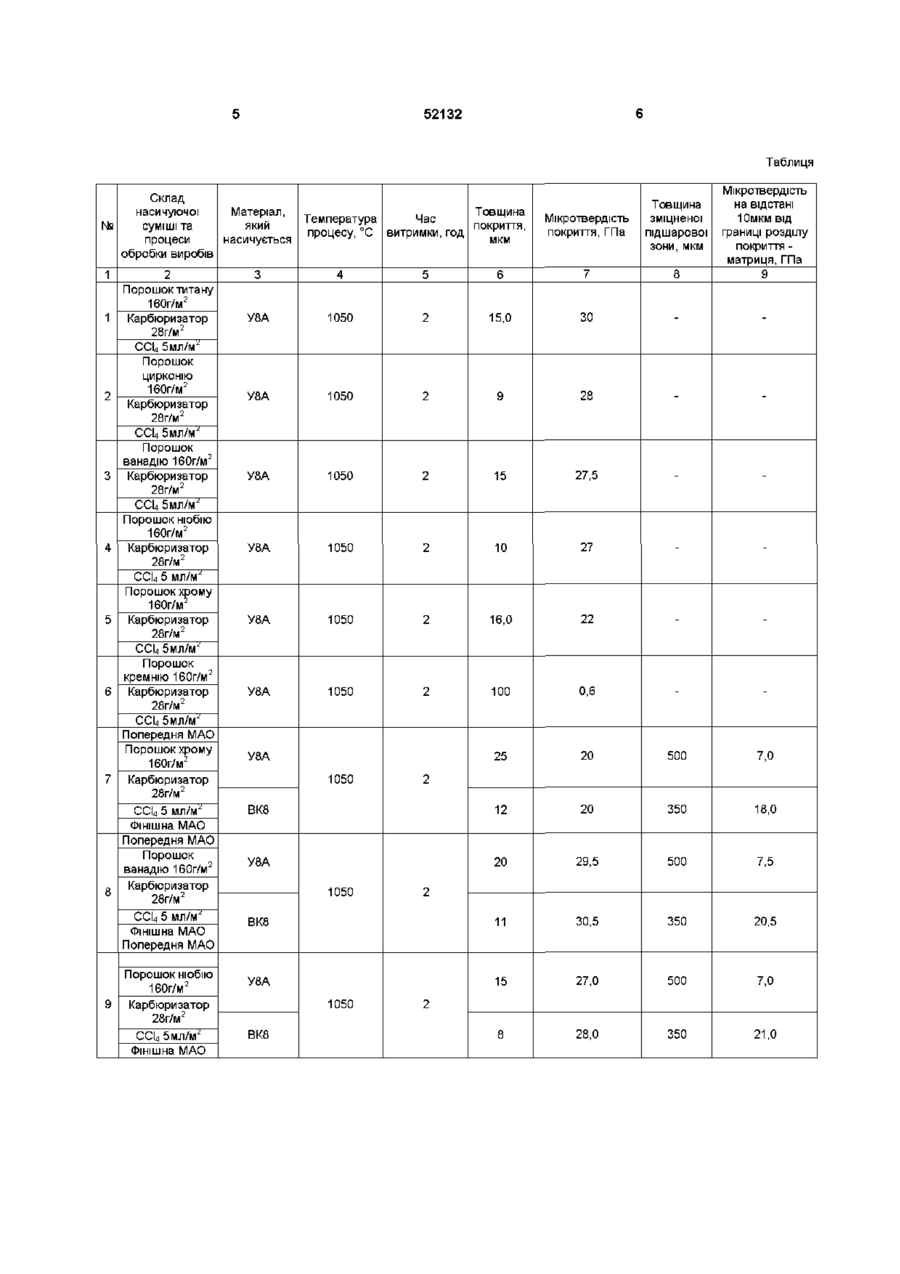
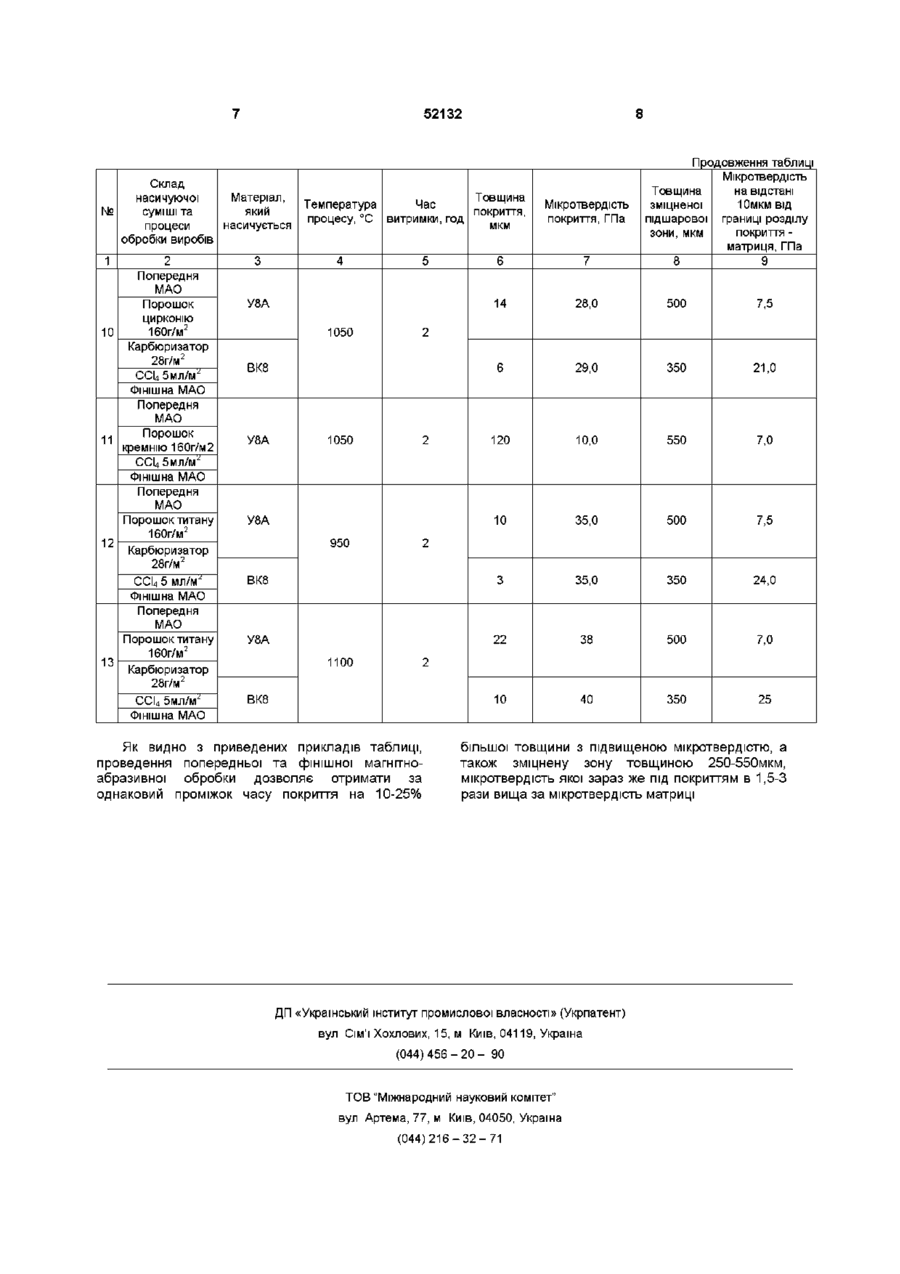
Спосіб нанесення покриттів на сплави, що Винахід відноситься до галузі хіміко-термічної обробки та може широко використовуватись в машинобудуванні, приладобудуванні для підвищення експлуатаційних характеристик виробів Відомий спосіб нанесення карбідних покриттів на поверхню сплавів при зниженому тиску, при якому виріб містять в камеру з порошком карбідоутворюючого метала, створюють в камері вакум 10 м м р т с т , нагрівають вироби до температури 950-2000°С, вводять чотирихлористий вуглець та роблять витримку на протязі 2-4 годин [Кулиба Н А, Рева А Т Получение карбидных покрытий на сталях и латунях при пониженном давлении с применением-четыреххлористого углерода В кн «Защитные покрытия на металлах», - Киев Наукова думка, вып 5, 1971 - С 65 ] Недоліком відомого способу є мала товщина з'являющихся карбідних шарів, висока крихкість Відомий спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі [UA №42541 А С23С8/00, В24В31/112, опублікований 15 10 2001], що включає активацію поверхні виробу абразивним порошком у магнітному полі, нагрів та витримку інструменту у середовищі, що насичує, в якості якого використовують суміші щавелевокислощ амонію та хлористого амонію при наступному співвідношені компонентів, мас % щавелево-кислий амоній 98-99, хлористий амоній 1 -2, обробку холодом шляхом занурення в середовище, що охолоджує включає завантаження виробів в герметичну реакційну камеру з насичуючою сумішшю, вакуумування до тиску 10 1 мм рт ст, нагрівання до температури насичення, наступне вакуумування до тиску 10 1 мм рт ст, введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що оброблювані вироби піддають попередній та фінішній магнітноабразивній обробці Даний спосіб можна застосовувати тільки для виробів з швидкоріжучої сталі Відомий спосіб нанесення покриттів на сплавах, що включає завантаження виробів в реакційну камеру з насичуючою сумішшю, вакумування до тиску 10 1 мм рт ст, нагрів до температури насичення, наступне вакумування до тиску 10 1мм рт ст , введення чютирихлористого вуглеця, ізотермічну витримку при температурі насичення та охолодження [АС №157876 МКИ С23 С11/08 не було опубліковано в відкритому друку], який є прототипом Недоліком цього способу є невисока швидкість росту покриттів, низька твердість підшарової зон, які обумовлені утрудненим проходженням дифузії В основу цього винаходу поставлено задачу розробити такий спосіб нанесення покриттів на основі деяких металів (наприклад, АІ, Сг, Ті, V, Nb, Ni, W та ін) чи металоїдів (наприклад, Si, В, N, С), який забезпечує отримання дифузійних шарів оптимальної товщини з високою твердістю та достатньою пластичністю за рахунок проведення попередньої та фінішної магнітно-абразивної обробок (МАО) Поставлена задача вирішується тим, що в відомому способі нанесення покриттів на основі деяких металів (наприклад, А1, Сг, Ті, V, Nb, Ni, W та ін) чи металоїдів (наприклад, Si, В, N, С), що включає завантаження виробів в реакційну камеру з насичуючою сумішшю, вакуумування до тиску 10 1 мм рт ст, нагрів до температури насичення, наступне вакуумування до тиску 10 1 мм рт ст,, со сч Ю 52132 введення чотирихлористого вуглеця, ізотермічну витримку при температурі насичення та охолодження, новим є те, що додатково виріб піддають попередній та фінішній магнітноабразивній обробці МАО включає в себе одночасну дію двох позитивних факторів, які забезпечують процес зміцнення поверхневого шару - перемагнічування деталей, яке виникає за рахунок обертання деталей у постійному магнітному полі - пластичне деформування поверхневого шару, яке виникає під час контактування частинок магнітно-абразивного порошку з поверхнею деталі, що обробляється Попередня МАО використовується для підготування виробу до нанесення покриттів, тобто МАО дозволяє отримати високо дефектну структуру поверхневого шару виробу, що полегшує дифузійні процеси на поверхні під час нанесення покриттів та забезпечує добре зчеплення покриття з матрицею Також попередня МАО дозволяє підвищити твердість поверхневого шару виробу, за рахунок магнітно-стрікційних ефектів, які виникають під час перемагнічування, що у свою чергу призводить до подрібнення в поверхневому шарі структури матриці виробу в поверхневих шарах Фінішна МАО дозволяє досягти такої мікротвердості під шарової зони, що виключає виникнення ефекту "скляної сорочки", тобто продавлювання та зколювання покриття в процесі роботи завдяки великої різниці між твердістю самого покриття та під шарової зони матриці виробу Зміцнена зона під покриттям досягає 200500мкм в залежності від матеріалу матриці Даний спосіб дозволяє наносити на поверхню виробів покриття на основі деяких металів (наприклад, АІ, Сг, Ті, V, Nb, Ni, W та ш) чи металоїдів (наприклад Si, В, N, С) Спосіб здійснюють наступним чином виріб піддають попередній МАО, завантажують виріб в реакційну камеру з насичуючою сумішшю, вакуумують до тиску 10 1 мм рт ст, нагрівають до температури насичення, повторно вакуумують до тиску 10 1 мм рт ст, вводять чотирихлористий вуглець, витримують при температурі насичення, охолоджують та піддають фінішній МАО Приклад 1 Виріб з твердого сплаву піддають попередній МАО, потім цей виріб, 160г/м2 порошку титану та 28г/м карбюризатору (ГОСТ 2704) загружають в реакційну камеру, вакуумують до тиску 10 мм рт ст, нагрівають до температури 1050°С, 1 повторно вакуумують до тиску 10 мм рт ст, відключають насос, вводять чотирихлористий 2 вуглець із розрахунку 5мл на 1м , та здійснюють витримку на протязі 2 годин Після закінчення процесу насичення покриття виріб охолоджують разом з камерою до кімнатної температури, потім піддають фінішній МАО В результаті на поверхні виробу виготовленого з твердого сплаву з'являється шар карбіду титану товщиною 9,00мкм, з мікротвердістю 40,0ГПа, а на сталі У8 - шар карбіду титану товщиною 20мкм з мікротвердістю 38,0ГПа Результатом попередньої активації поверхні є більша товщина, як карбідного покриття на основі ТіС, так і перехідної зони (до 50мкм) в порівнянні з прототипом Така перехідна зона забезпечує добре зчеплення покриття з матрицею Під шаром карбіду титану після фінішної МАО утворюється зміцнена зона товщиною 400-500мкм з підвищеною мікротвердістю Зараз же під покриттям мікротвердість на виробі з твердого сплаву ВК8 складає 24,0ГПа, а на сталі У8А 4,5ГПа Мікротвердість плавно спадає по товщині зміцненої зони до значень, що відповідають матеріалу, який оброблюють Приклади досліджень запропонованого способу представлені в таблиці, при цьому приклади 1-6 відносяться до прототипу В прикладах 7-13 попередня та фінішна МАО проводилася за таким режимом швидкість обертання 800хв \ частота осщшщм 8,33Гц, магнітна індукція 0,4Тл, час обробки 60с, порошок Полімам - Т фракції 500/200 При температурі нанесення покрштів нижче ніж 950°С та часу ізотермічної витримки менш ніж 2 години шари отримуються з малою товщиною Збільшення тривалості процесу більш ніж 4 години чи температури більш ніж 1100°С не призводить до суттєвого покращення характеристик покриття та супроводжується суттєвою витратою елекгричної енергії, а також сприяє швидкому виходу з ладу обладнання Запропонований спосіб нанесення покриттів не складний з технологічної точки зору, вибухобезпечний, не вимагає багато вартового обладнання та висококваліфікованого обслуговуючого персоналу, екологічно чистий 52132 Таблиця 3 4 5 6 7 8 Мікротвердість на відстані Юмкм від границі розділу покриття матриця, ГПа 9 У8А 1050 2 15,0 ЗО У8А 1050 2 9 28 У8А 1050 2 15 27,5 У8А 1050 2 10 27 У8А 1050 2 16,0 22 У8А 1050 2 100 0,6 25 20 500 7,0 ВК8 12 20 350 18,0 У8А 20 29,5 500 7,5 ВК8 11 30,5 350 20,5 У8А 15 27,0 500 7,0 8 28,0 350 21,0 Склад насичуючої Матеріал, Товщина Температура Час суміші та який покриття, № процесу, °С витримки, год процеси насичується мкм обробки виробів 1 1 2 3 4 5 6 7 8 9 2 Порошок титану 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Порошок цирконію 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Порошок ванадію 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Порошок ніобію 160г/м2 Карбюризатор 28г/м2 ССІ4 5 мл/м2 Порошок хрому 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Порошок кремнію 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Попередня МАО Порошок хрому 160г/м2 Карбюризатор 28г/м2 ССІ4 5 мл/м2 Фінішна МАО Попередня МАО Порошок ванадію 160г/м2 Карбюризатор 28г/м2 ССІ4 5 мл/м2 Фінішна МАО Попередня МАО Порошок ніобію 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Фінішна МАО У8А 1050 1050 1050 ВК8 Мікротвердість покриття, ГПа Товщина зміцненої підшарової зони, мкм 2 2 2 52132 Склад насичуючої Матеріал, суміші та який № процеси насичується обробки виробів 1 10 11 12 13 2 Попередня МАО Порошок цирконію 2 160г/м Карбюризатор 2 28г/м 2 ССІ4 5мл/м Фінішна МАО Попередня МАО Порошок кремнію 160г/м2 ССІ4 5мл/м2 Фінішна МАО Попередня МАО Порошок титану 160г/м2 Карбюризатор 28г/м2 ССІ4 5 мл/м2 Фінішна МАО Попередня МАО Порошок титану 160г/м2 Карбюризатор 28г/м2 ССІ4 5мл/м2 Фінішна МАО 3 Температура процесу, °С 4 Товщина Час покриття, витримки, год мкм 5 Мікротвердість покриття, ГПа Продовження таблиці Мікротвердість на відстані Товщина Юмкм від зміцненої підшарової границі розділу покриття зони, мкм матриця, ГПа 8 9 6 7 14 28,0 500 7,56 29,0 350 21,0 120 10,0 550 7,0 10 35,0 500 7,5 ВК8 3 35,0 350 24,0 У8А 22 38 500 7,0 10 40 350 25 У8А 1050 2 ВК8 У8А 1050 2 У8А 950 1100 2 2 ВК8 Як видно з приведених прикладів таблиці, проведення попередньої та фінішної магнітноабразивної обробки дозволяє отримати за однаковий проміжок часу покриття на 10-25% більшої товщини з підвищеною мікротвердістю, а також зміцнену зону товщиною 250-550мкм, мікротвердість якої зараз же під покриттям в 1,5-3 рази вища за мікротвердість матриці ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of coatings to alloys
Автори англійськоюLoskutov Volodymyr Fedorovych, Bobina Maryna Mykolaivna, Ulianenko Nataliia Valentynivna, Loskutova Tetiana Volodymyrivna
Назва патенту російськоюСпособ нанесения покрытий на сплавы
Автори російськоюЛоскутов Владимир Федорович, Бобина Марина Николаевна, Ульяненко Наталия Валентиновна, Лоскутова Татьяна Владимировна
МПК / Мітки
МПК: C23C 12/00, B24B 31/112
Мітки: покриттів, нанесення, сплави, спосіб
Код посилання
<a href="https://ua.patents.su/4-52132-sposib-nanesennya-pokrittiv-na-splavi.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів на сплави</a>
Спосіб нанесення дифузійних покриттів
Номер патенту: 50165
Опубліковано: 15.10.2002
Автори: Лоскутова Тетяна Володимирівна, Бобіна Марина Миколаївна, Погребова Інна Сергіївна, Лоскутов Володимир Федорович, Янцевич Кароліна Віталіївна
МПК: C23C 12/00
Мітки: дифузійних, покриттів, спосіб, нанесення
Формула / Реферат:
Спосіб нанесення дифузійних покриттів на основі перехідних металів та деяких металоїдів, що включає завантаження виробів в герметичну реакційну камеру з насичувальною сумішшю, вакуумування до тиску 10-1 мм.рт.ст., нагрівання до необхідної температури насичення, наступне вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що оброблювані...
Спосіб нанесення карбонітридних покриттів на сталі та тверді сплави
Номер патенту: 28335
Опубліковано: 16.10.2000
Автори: Кулініч Андрій Альбертович, Хижняк Олег Вікторович, Хижняк Віктор Гаврилович
Мітки: нанесення, сплави, спосіб, покриттів, карбонітридних, сталі, тверді
Формула / Реферат:
Способ нанесения карбонитридных покрытий на стали и твердые сплави, включающий помещение в реакционную камеру изделий, порошка титана, карбюризатора, вакуумирование до 13Па, нагрев изделий до температуры 950-1100°С, повторное вакуумирование до 13Па, ввод четыреххлористого углерода и изотермическую выдержку при той же температури в течение 2-4 часов, отличающейся тем, что затем производят охлаждение камеры до температуры 800-850оС и вводят в...
Спосіб нанесення карбідних покриттів
Номер патенту: 50193
Опубліковано: 15.10.2002
Автори: Лоскутова Тетяна Володимирівна, Лоскутов Володимир Федорович, Погребова Інна Сергіївна, Бобіна Марина Миколаївна, Нестеренко Юрій Валерійович, Янцевич Кароліна Віталіївна
МПК: C23C 12/00
Мітки: нанесення, спосіб, карбідних, покриттів
Формула / Реферат:
Спосіб нанесення покриттів на основі карбідоутворюючих металів, що включає завантаження виробів в герметичну реакційну камеру з порошком карбідоутворюючого металу, нагрів до температури насичення 950-1100 °С, наступне вакуумування до тиску 10-1 мм.рт.ст., введення чотирихлористого вуглецю, ізотермічну витримку при температурі насичення та охолодження, який відрізняється тим, що виріб, який оброблюється, та порошок карбідоутворюючого металу до...
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Бьорнс Стівен Майкл, Менчетті Джон Уілліам
МПК: C23C 16/00, B05C 13/00, C23C 14/00
Мітки: установка, використання, нанесення, деталі, пристрій, модульного, типу, установці, покриттів, спосіб, пристосування
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Єрмолаєв Володимир Васильович, Ляшенко Борис Артемович
МПК: C23C 4/02
Мітки: дискретних, зносостійких, спосіб, покриттів, нанесення
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Попередній патент: Спосіб утворення о-подібного безперервного шва
Наступний патент: Гоніометр
Випадковий патент: Самотвердіюча композиція для ремонту металевих деталей електротранспорту