Спосіб виготовлення інтер’єрно-облицювальних гіпсових виробів
Номер патенту: 5220
Опубліковано: 15.02.2005
Формула / Реферат
Спосіб виготовлення інтер'єрно-облицювальних гіпсових виробів, що включає готування гіпсовмісної суміші, укладання її з надлишком у формувальний пристрій з попередньо розташованою в ньому матрицею, струшування, герметизацію та витримування до повного отвердіння, розпалубку виробу разом з матрицею, відділення його від матриці, просушування і чистову обробку, який відрізняється тим, що струшування виконують перед герметизацією після заповнення 50-85% об'єму матриці, після чого укладають залишок суміші, при цьому надлишок гіпсовмісної суміші становить 5-14% від об'єму матриці.
Текст
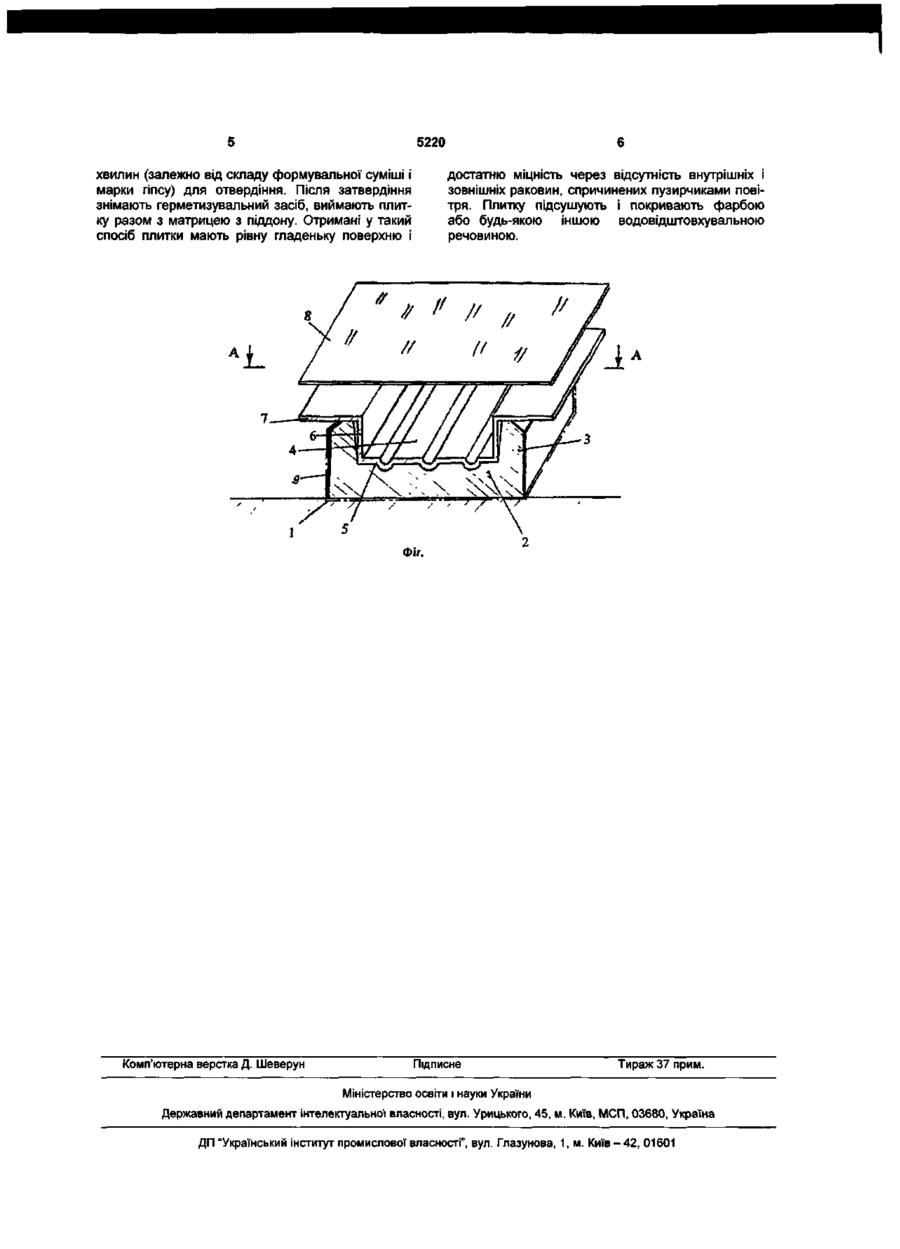
Спосіб виготовлення інтер'єрнооблицювальних гіпсових виробів, що включає готування гіпсовмісної суміші, укладання її з надли шком у формувальний пристрій з попередньо розташованою в ньому матрицею, струшування, герметизацію та витримування до повного отвердіння, розпалубку виробу разом з матрицею, відділення його від матриці, просушування і чистову обробку, який відрізняється тим, що струшування виконують перед герметизацією після заповнення 50-85% об'єму матриці, після чого укладають залишок суміші, при цьому надлишок гіпсовмісної суміші становить 5-14% від об'єму матриці. Корисна модель, що заявляється, відноситься до технологій отримання фасонних будівельних виробів і може бути застосована при виготовленні інтер'єрно-облицювальних гіпсових виробів, зокрема, плитки з рельєфним малюнком чи будь-яких інших фасонних виробів для обличкування стін, стелі, карнизів вікон тощо або предметів побуту чи сувенірів з гіпсу, як наприклад, підставки, попільнички, елементи статуеток тощо. Інтер'єрно-облицювальні гіпсові вироби отримують, зазвичай, шляхом закладання чи заливки, залежно від консистенції, гіпсовмісної суміші у формувальні пристрої, в яких вони твердіють, як, наприклад у а.с. СРСР №434014, МПК В29С13/00, 1971р. чи а.с. СРСР №564162, В28В11/00, 1977р. Для покращення міцності виробів гіпсовмісну суміш при твердінні піддають пресуванню, як, наприклад, у способі, описаному у патенті РФ №2087308, МПК В28В11/00, 1997р. Для кращого заповнення форми і видалення пузирчиків повітря спосіб формування здійснюють, наприклад, з перемішуванням гіпсовмісної суміші, як це описано в патенті РФ №2058948, МПК С04В28/14, 1996, або з ущільненням та подальшим вібруванням формувального пристрою, яке здійснюють у вакуумі (патент України №46396, МПК В28В1/10, 2002р.) або із струшуванням круговими рухами в горизонтальній площині з подальшим вібруванням, як у а.с. СРСР №1694389, МПК В28В11/00, 1991р. Вібрування суміші дає можливість одержати повне і рівномірне заповнення будь-якої фасонної форми та підвищити міцність виробів за рахунок поліпшення в'язкості формувальної суміші. Однак, здійснення способів з вібруванням потребує складного, громіздкого і високовартістного обладнання, на якому б здійснювалась вібрація і створювався б вакуум в піддоні формувального пристрою, а тому непридатні для застосування в умовах невеликих приватних підприємств. Найбільш близьким до корисної моделі, що заявляється, є спосіб виготовлення інтер'єрнооблицювальних гіпсових виробів, який не потребує складного виробничого обладнання (патент України №26290, МПК В28В11/00, 7/34, 1999р.). Спосіб передбачає готування гіпсової суміші і укладання її у формувальний пристрій з попередньо розташованою в ньому матрицею з надмірним заповненням матриці на 15-20%. Після наповнення порожнини матриці формувального пристрою її накривають герметизувальним засобом - склом, стискають ним суміш в матриці і струшують пристрій декілька разів для видалення пузирчиків повітря. Після цього залишають пристрій на рівній горизонтальній поверхні до повного затвердіння виробу. Через 10-15 хвилин витримування, коли виріб в матриці затвердіє, герметизувальний засіб CM Ю о> 5220 знімають, виймають виріб разом з матрицею, звільняють його від матриці, вилучають литтьові рубчики і підсушують протягом 20-24 годин. Після повного висушування покривають його лицьовий бік водовідштовхувальною речовиною. Недоліком зазначеного способу є невисока якість та міцність отримуваних виробів через недостатнє видалення пузирчиків повітря з формувальної суміші. Формувальний пристрій струшують у загерметизованому стані, через що пузирчики не можуть полишити суміш. Тиск герметизувального засобу на суміш ще більше ускладнює видалення повітря з суміші. Герметизувальний засіб тисне на суміш, примушуючи її до заповнення порожнин рельєфу матриці. При цьому повітряні пузирчики в суміші заважають повному заповненню матриці. Під тиском пузирчики повітря разом із сумішшю витискуються між герметизувальним засобом та матрицею. Суміш забруднює формувальний пристрій і налипає на зовнішні поверхні формувального пристрою. Подальше струшування формувального пристрою майже не зменшує кількість повітря в суміші. В основу корисної моделі поставлена задача вдосконалити відомий спосіб таким чином, щоб створити умови для більш повного видалення пузирчиків повітря, чим підвищити якість виробів, і зменшити при цьому зайві витрати формувальної суміші. Поставлена задача вирішена так. Спосіб виготовлення інтер'єрно-облицювальних гіпсових виробів, що заявляється, як і відомий спосіб, складається з готування гіпсовмісної суміші та укладання її з надлишком у формувальний пристрій з попередньо розташованою у ньому матрицею, струшування, герметизації та витримування суміші в пристрої до повного її отвердіння. Після отвердіння виконують розпалубку виробу разом з матрицею, відділяють його від матриці, просушують і піддають чистовій обробці. Відповідно до корисної моделі, струшування пристрою здійснюють перед герметизацією після заповнення матриці на 5085% її об'єму. Після струшування остаточно заповнюють порожнину матриці. При цьому надлишок гіпсовмісної суміші становить 5-14% від об'єму матриці. При струшуванні недозаповненої матриці, що не закрита герметично герметизувальним засобом, пузирчики повітря легко виходять із заготовки виробу зменшеної товщини, лицьова поверхня виробу формується гладенька і відповідає формі матриці. Менше заповнення форми недоцільне через великі залишки повітря в масі, що закладається без струшування формувального пристрою. Більша кількість маси, що підлягає струшуванню, недоцільна через велику товщину заготовки, з якої не вилучено повітря. Кількість надлишкової маси, що її закладають у матрицю, залежить від складу суміші, а саме від здатності суміші ущільнюватися при висиханні. Переважно, гіпсову суміш готують із розрахунку 1 частка води на 2,5 частки гіпсу. Для суміші такої консистенції бажано, щоб перед струшуванням матрицю заповнювали на 75%, а надлишок суміші при подальшому заповненні матриці має становити переважно 10%. Спосіб придатний також для отримання виробів підвищеної міцності, в яких в гіпсову суміш додають мінеральні домішки, такі як склопорошок і/або портландцемент, та хімічні домішки, такі як технічний лігносульфонат і порошок гіпсового каменю. Спосіб виготовлення інтер'єрнооблицювальних гіпсових виробів здійснюється у спеціальному формувальному пристрої. Зовнішній вигляд такого пристрою для формування плитки наведений на кресленні. Формувальний пристрій містить піддон 1 із днищем 2 і бортами 3. На піддоні встановлена знімна матриця 4, яка має дно 5 і бічні стінки 6. Бічні стінки 6 у верхній своїй частині мають заплічка 7, які лежать на бортах піддона і частково виступають за межі бортів піддона. На поверхні дна матриці виконаний дзеркально відтворений рельєфний малюнок, аналогічний малюнку на поверхні днища піддона. При цьому форма дна матриці з малюнком конгруентна формі внутрішньої поверхні днища піддона, зовнішня поверхня дна матриці за розмірами однакова з внутрішньою поверхнею днища піддона. Формувальний пристрій містить також герметизувальний засіб 8, який спирається на заплічка 7. Герметизувальним засобом може бути будь-який листовий матеріал, наприклад, скло, з нанесеним на його поверхні рельєфним малюнком, розташованим в місці, яке контактує з поверхнею виробу. По периметру скла в місцях, які лежать на заплічках 7 матриці, для кращої герметизації нанесена клейка плівка. Зовнішня поверхня кожного борту піддона покрита гіпсовідштовхувальною речовиною 9, наприклад скотчем або фарбою. Здійснюють спосіб виготовлення гіпсової плитки таким чином. Попередньо виготовляють будьяким відомим способом з гіпсоцементної суміші з доданням клею ПВА піддон. Зовнішні поверхні піддона покривають фарбою або обгортають скотчем для запобігання прилипання до піддону шматочків гіпсу при виготовленні виробів. Матрицю виготовляють, наприклад, з листового пластифікованого матеріалу, можливо з термоусадкової поліетиленової плівки, шляхом її пластифікування за допомогою вакуумного термопластифікатора, на виробі чи на спеціально виготовленому для цієї мети зразку. Після отримання матриці встановлюють піддон на рівну поверхню, наприклад, на столик, і вкладають у нього матрицю. При цьому заплічки матриці виходять за межі бортів піддона. Готують гіпсовий розчин заданого складу. При необхідності, для міцності у розчин можна додавати рідке скло і/або клей КМЦ, і/або ПВА, і/або церезіт. Інколи у склад гіпсової суміші для зміцнення готових виробів додають річковий пісок. Затим заповнюють наполовину порожнину матриці і декілька разів струшують суміш. При струшуванні з суміші виділяються пузирчики повітря і вона рівномірно розподіляється по поверхні, заповнюючи рельєф матриці. Після цього остаточно заповнюють матрицю, наповнюючи її з надлишком на 10% об'єму. Закривають формувальну масу герметизувальним засобом 8 і прикладають навантаження. В такому стані залишають пристрій на 10-25 5220 хвилин (залежно від складу формувальної суміші і марки гіпсу) для отвердіння. Після затвердіння знімають герметизувальний засіб, виймають плитку разом з матрицею з піддону. Отримані у такий спосіб плитки мають рівну гладеньку поверхню і Комп'ютерна верстка Д. Шеверун достатню міцність через відсутність внутрішніх і зовнішніх раковин, спричинених пузирчиками повітря. Плитку підсушують і покривають фарбою або будь-якою іншою водовідштовхувальною речовиною. Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of interior facing gypsum articles
Назва патенту російськоюСпособ изготовления интерьерно-облицовочных гипсовых изделий
МПК / Мітки
МПК: B28B 11/00, B28B 1/08
Мітки: інтер'єрно-облицювальних, виготовлення, гіпсових, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/4-5220-sposib-vigotovlennya-interehrno-oblicyuvalnikh-gipsovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення інтер’єрно-облицювальних гіпсових виробів</a>
Спосіб виготовлення інтер’єрно-облицювальних виробів з гіпсовмісних матеріалів та форма для виготовлення інтер’єрно-облицювальних виробів
Номер патенту: 26290
Опубліковано: 19.07.1999
Автор: Ящєнко Владімір Грігорьєвіч
МПК: B28B 11/00, B28B 7/34
Мітки: інтер'єрно-облицювальних, спосіб, виготовлення, виробів, матеріалів, гіпсовмісних, форма
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающих приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а...
Суміш для виготовлення облицювальних виробів
Номер патенту: 42439
Опубліковано: 15.10.2001
Автори: Корецька Світлана Олександрівна, Шпірько Микола Васильович
МПК: C04B 18/08, C04B 14/04, C04B 30/00
Мітки: виготовлення, суміш, облицювальних, виробів
Формула / Реферат:
Суміш для виготовлення облицювальних виробів, яка включає водну висококонцентровану керамічну суспензію (ВВКС) та заповнювач, яка відрізняється тим, що вона додатково містить пил газоочищення виробництва металевого марганцю та мулітокремнеземисте волокно, як ВВКС - продукт сумісного мокрого помелу кварцового піску та склобою у співвідношенні 1:1 при водно-твердому відношенні 0,4, а як заповнювач - кварцовий пісок із зерновим розміром...
Композиція для виготовлення гіпсових виробів
Номер патенту: 24669
Опубліковано: 04.08.1998
Автори: Масленникова Людмила Дмитрівна, Нікуліна Ганна Федорівна, Підлісна Олена Анатоліївна, Свідерський Валентин Анатолійович, Фабуляк Федір Григорович
МПК: C04B 11/26, C04B 11/00
Мітки: композиція, виробів, виготовлення, гіпсових
Формула / Реферат:
1. Композиция для изготовления гипсовых изделий, включающая гипс строительный, армирующий компонент, поверхностно-активное вещество и воду, отличающаяся тем, что она содержит в качестве поверхностно-активного вещества бишофит, а в качестве армирующего компонента отход целлюлозно-бумажного производства при следующем соотношении компонентов, в мас.%: Гипс строительный 16,1 - 43,7 Отходы...
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів
Номер патенту: 41678
Опубліковано: 17.09.2001
Автори: Терентьєва Ольга Валентинівна, Калашник Анатолій Іванович, Карєв Олександр Анатолійович, Лопушанський Андрій Ярославович
МПК: C04B 41/45
Мітки: натурального, черепка, керамічних, спосіб, збереження, кольору, виробів, облицювальних
Формула / Реферат:
Спосіб збереження натурального кольору черепка облицювальних керамічних виробів шляхом нанесення органічного плівкоутворюючого розчину на облицювальну поверхню свіжосформованих виробів, який відрізняється тим, що як плівкоутворюючий розчин використовують 0-15% водний розчин полівінілацетатного клею /ПВА/.
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Вязовчєнко Павєл Андрєєвіч, Савостов Ніколай Сєргєєвіч
МПК: B44C 5/00
Мітки: спосіб, виготовлення, виробів, матеріал, композиційний, установка
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Спосіб діагностування гіпотиреозу
Наступний патент: Шнековий збагачувальний агрегат литвинових
Випадковий патент: Спосіб виробництва білого столового напівсолодкого вина "великий фонтан"