Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів
Номер патенту: 52977
Опубліковано: 27.09.2010
Автори: Потапов Олександр Михайлович, Лемешко Валерій Лаврентійович, Вішняков Леон Романович, Вишневський Леонід Генріхович, Нешпор Олексій Вячеславович, Москалець Віктор Костянтинович
Формула / Реферат
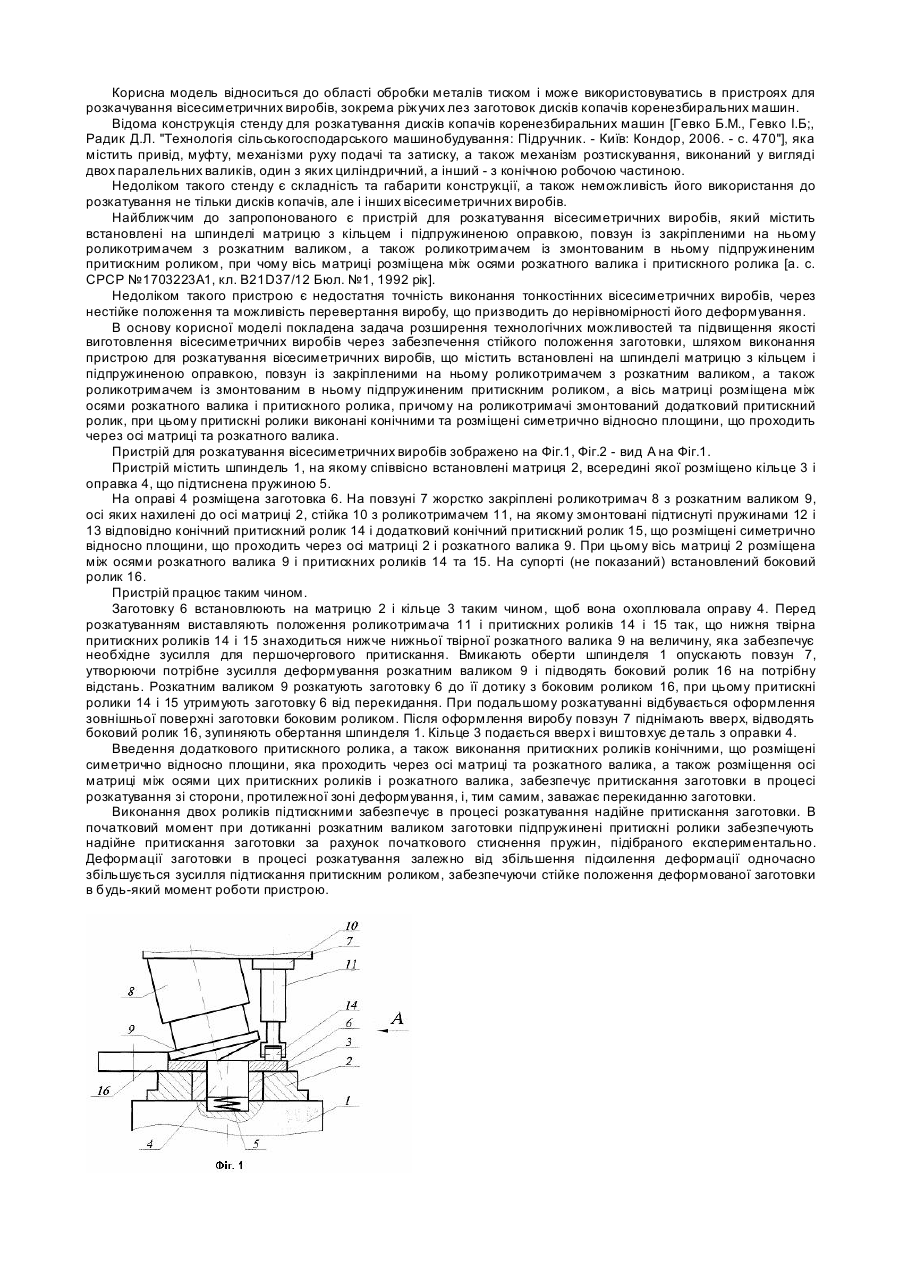
1. Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, що містить станину з напрямними, швейну головку, закріплену на телескопічній стійці з рухомою кареткою, порожню конічну оправку із щілиною по твірній для розміщення заготівки, що прошивається, і торцевими кільцями для кріплення й переміщення шарів текстильної заготівки, що прошивається, з приводом механізму обертання заготівки навколо оправки і пультом керування, який відрізняється тим, що привід механізму обертання торцевих кілець оправки є автономним і зв'язаний кінематично з торцевими кільцями, а на голковій пластині швейної головки додатково встановлений клиноподібний розпрямляч.
2. Пристрій за п. 1, який відрізняється тим, що механізм обертання торцевих кілець оправки зв'язаний з кільцями за допомогою шестерень зубчастих передач та/або зірочок ланцюгової передачі.
3. Пристрій за п. 1, п. 2, який відрізняється тим, що він оснащений автономними електродвигунами, що здійснюють регульовані переміщення всіх механізмів.
4. Пристрій за п. 1, п. 2, який відрізняється тим, що керування переміщенням механізмів здійснюється по заданій програмі за допомогою персонального комп'ютера, внесеного на пульт керування.
Текст
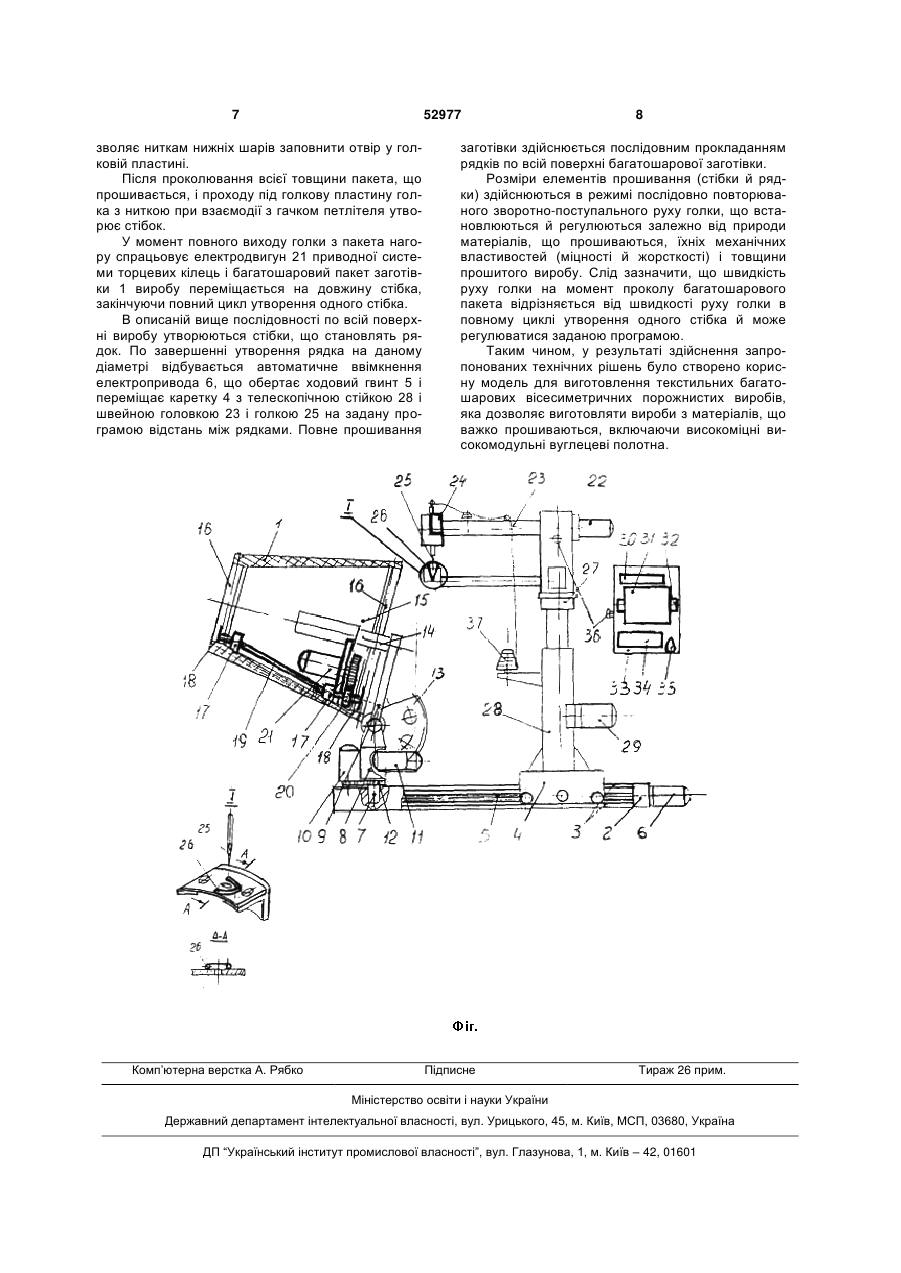
1. Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, що містить станину з напрямними, швейну головку, закріплену на телескопічній стійці з рухомою кареткою, порожню конічну оправку із щілиною по твірній для розміщення заготівки, що прошивається, і торцевими кільцями для кріплення й переміщення шарів текстильної заготівки, що про U 1 3 вок із щілинами та торцевими кільцями, до яких кріпиться багатошаровий матеріал, що перемішується, засобом для з'єднання шарів швейну головку з поворотним диском, закріпленим на телескопічній стійці з рухливою кареткою, що встановлена на напрямних станини, й пульт керування. Суттєвим недоліком прототипу є те, що в ньому подача заготівки здійснюється безперервно по нерухливій оправці від загального електропривода шляхом використання ланцюгових передач від електроприводу до торцевих кілець оправки, на яких закріплені шари заготівки, що прошивається. При цьому, проколювання всієї товщини багатошарового пакета здійснюється голкою при безперервному робочому поступальному її русі. Таке безперервне переміщення пакета по оправці під час прошивання його голкою створює додатковий бічний тиск на стрижень голки, відхиляючи його від осі прошивання, що призводить до порушення циклу утворення стібка та збільшує ймовірність поломки швейної голки. Щоб уникнути поломки голки необхідно використовувати голки збільшеного перетину, що збільшує діаметр прошивного отвору в матеріалі та погіршує якість прошивання матеріалу, особливо коли він виготовлений з тонких ниток. Загальним недоліком конструкції зазначених пристроїв є також те, що при проколюванні багатошарового пакета, що переміщається по поверхні нерухливої оправки, виникають значні зусилля, що діють на голку. Особливо великі зусилля, яке зазнає голка виникають при проколі шарів виробів з високоміцних високомодульних вуглецевих текстильних полотен, що мають 10 і більше шарів. При проколюванні голка спочатку ущільнює шари матеріалу, а потім, контактуючи з нитками пакета, розсовує їх з можливістю руйнування. Істотні руйнування відбуваються особливо при проходженні внутрішніх і нижніх шарів пакета, коли голка діє конусною частиною вістря на матеріал, що стискується, а нижні шари при цьому протискуються в отвір голкової пластини, утворюючи ущільнення та затискуючи голку. У відомих пристроях розмір стібка та відстань між рядками забезпечується в ручному режимі оператором з використанням пульта керування при постійній зміні швидкості переміщення виробу по конусній оправці. В основу корисної моделі покладено задачу створити такий пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, в якому завдяки відокремленню від загального приводу механізму переміщення багатошарового пакета заготівки виробу по поверхні нерухливої оправки буде змінено характер процесу його прошивання голкою та можливість здійснювати зупинку під час прошивки голкою заготівки виробу на оправці. Для вирішення задачі запропонований пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, що містить станину з напрямними, швейну головку, закріплену на телескопічній стійці з рухливою кареткою, порожню конічну оправку із щілиною по утворюючій для розміщення заготівки, що прошивається, і торцевими кільцями для кріплення й 52977 4 переміщення шарів текстильної заготівки, що прошивається, з приводом механізму обертання заготівки навколо оправки і пультом керування, який відрізняється тим, що привід механізму обертання торцевих кілець оправки є автономним і зв'язаний кінематично з торцевими кільцями, а на голковій пластині швейної головки додатково встановлений клиновидний розпрямлювач. Запропонований пристрій при роботі забезпечує періодичні зупинки заготівки на час здійснення циклу проколювання та прошивання її швейною голкою з наступним переміщенням заготівки на оправці на величину заданого стібка. Технічний результат досягається завдяки тому, що привід механізму обертання торцевих кілець є автономним і встановлюється усередині порожнистої вісесиметричної оправки. Він складається із шестерень зубчатих передач, та/або зірочок ланцюгової передачі. Цей вузол дозволяє періодично здійснювати рух пакету матеріалу і зупиняти його на час проколу голкою, причому наявність шестеренної зубчастої передачі дозволяє чітко робити зупинку матеріалу і дотримуватись постійного розміру стібка. Запропонований пристрій оснащений автономними електродвигунами, що здійснюють регульовані переміщення всіх механізмів завдяки спеціальним програмам виготовлення багатошарового вісесиметричного порожнистого виробу. В пристрої, управління переміщення механізмів здійснюється по заданій програмі за допомогою персонального комп'ютера внесеного на пульт керування. Персональний комп'ютер визначає роботу автономних електродвигунів пристрою в просторі та часу з урахуванням режимів технологічного процесу та основних параметрів виробу, а саме, розміри та геометрична форма виробу, розміри стібка, відстань між рядками, кількість шарів матеріалу, з урахуванням природи матеріалів, товщину шару, розміру та кількість повторюваних циклів зворотно-поступального руху. На екрані монітору комп'ютера відображається інформація про режими роботи, наприклад, числа рядків і стібків на відповідному діаметрі виробу, розмір стібка, швидкість переміщення заготівки по відповідних вісях. Завдяки зупинці пакета, за допомогою автономного електродвигуна, матеріал прошивається шляхом застосування послідовно повторювальних зворотно-поступальних рухів голки аж до повного проколу. При цьому істотно знижується зусилля на голку й забезпечується висока якість прошивання з використанням голки меншого перетину, що важливо для шарів з тонких ниток. Пристрій у вигляді клиновидного розпрямлювача, забезпечує відстань 3-5мм над голковою пластиною для підйому та розтягування нижніх шарів матеріалу заготівки, що прошивається. Використовуючи цей пристрій, можна запобігти втисненню нижніх шарів матеріалу, що прошивається, в отвір голкової пластини, що може створювати затиснення голки й додаткове збільшення навантаження на голку і механізм прошивання. Застосування цього пристрою дозволяє уникнути суттєвого ушкодження матеріалу, особливо вуглецевого чи скляного. 5 На Фіг. зображений загальний вид пристрою. Пристрій для виготовлення багатошарових порожнистих вісесиметричних виробів 1 має станину 2 з напрямними 3, каретку 4, з ходовим гвинтом 5 і електродвигуном 6. На станині за допомогою осі 7 встановлена поворотна платформа 8 і рама 9 з електродвигунами 10, 11, шестернями 12 і зубчастим сектором 13. Рама встановлена на вертикальних стійках поворотної платформи та має штир 14, на якому закріплюється знімна порожниста оправка 15 з обертовими торцевими кільцями 16, на внутрішній поверхні яких у пазах закріплені нерухомо ланцюги. Торцеві кільця 16 оправки мають автономну привідну систему, установлену всередині оправки на кронштейнах 17. В отворах кронштейнів установлені осі із закріпленими на них зірочками 18. Осі зірочок з'єднані між собою проміжним валом 19 із шарнірними муфтами. На одному із кронштейнів на осі із зірочкою закріплена шестерна зубчаста передача 20, яка пов'язана з електродвигуном 21. Електродвигун 22 закріплений на корпусі швейної головки 23 і жорстко з'єднаний з верхнім валом прошивного механізму. На верхньому рукаві швейної головки по лінії дії механізму голки за допомогою кронштейна додатково встановлений пристрій 24, що контролює верхнє положення голки й регулює повторювані зворотно-поступальні рухи голки 25 у шарах виробу. На нижньому рукаві швейної головки, по осі дії голки, на голковій пластині закріплений клиновидний розпрямлювач 26 (проілюстрований на розрізі А-А Фіг.), який піднімає шари над голковою пластиною на 3-5мм та забезпечує розтягування нижніх шарів матеріалу заготівки, що прошивається. Швейну головку з поворотним диском 27 закріплено на телескопічній стійці 28 з електродвигуном 29 і встановлено на рухливій каретці 4, що розміщена на напрямних станини 3. На корпусі телескопічної стійки 28 розташовується кронштейн для встановлення бобін 37 із прошивною ниткою. На пульті керування установки встановлено персональний комп'ютер, що складається із процесора 30 і монітора 31, закріпленого на кронштейнах 32 корпуса 33 пульта керування, із клавіатурою 34 і мишею 35 (виконавчого індикатора). На корпусі швейної головки і на пульті встановлені кнопки 36 для аварійного відключення всіх електродвигунів. Виготовлення текстильних багатошарових вісесиметричних порожнистих виробів здійснюється в такий спосіб. Шари заготівки багатошарового виробу 1 закріплюються за допомогою фіксуючих стрижнів на торцевих кільцях 16 порожнистої вісесиметричної оправки 15, що закріплена на штирі 14 рами 9 поворотної платформи 8. Електродвигунами 10 і 11, за допомогою зубчастих шестерень 12 і зубчастого сектора 13, виставляють виріб так, щоб лінія прошивання була в горизонтальному робочому положенні. Електродвигунами 6 та 29 при обертанні ходового гвинта 5 переміщають телескопічну стійку 28 із швейною головкою 23. Нижній рукав швейної головки вводять у порожнину оправки. При 52977 6 цьому голка 25 розташовується перпендикулярно над пакетом, а голкова пластина із клиновидним розпрямлювачем 26, розташовується в щілині оправки притискуючись до нижнього шару заготівки. Розпрямлювач забезпечує відстань над голковою пластиною 3-5мм для підйому та розтягування нижніх шарів матеріалу заготівки, що прошивається. Описані вище дії виконують у ручному режимі за допомогою клавіатури 34 комп'ютера. Потім мишею 35 (виконавчим індикатором) комп'ютер переводить в автоматичний режим пуску автономних електродвигунів основних технологічних операцій - двигун 21 переміщення пакета заготівки, двигун 22 швейної головки, двигун 6 переміщення телескопічної стійки зі швейною головкою. Ввімкнення й робота зазначених двигунів здійснюється за погодженою програмою, що виконується комп'ютером. Після закінчення одного поточного циклу прошивання здійснюють переміщення багатошарового пакета навколо оправки на величину стібка за допомогою торцевих кілець, які приводяться в рух зірочками 18, закріпленими на обертових осях, через шарнірні муфти та проміжний вал 19. Вісь із зірочкою та шестернею зубчастої передачі 20 переймає рух від електродвигуна 21, змонтованого на кронштейні 17 оправки. Зубчаста передача забезпечує переміщення багатошарової заготівки та зупинку пакета, що прошивається, на момент його проколу голкою й наступної операції прошивання. Електродвигун 22 швейної головки 23, що переміщує за комп'ютерною програмою, здійснює зворотні рухи за допомогою пристрою 24, наприклад, електромеханічного датчика, що регулює й контролює верхні положення голки 25. З верхньої точки голка 25 рухається вниз, і коли вона входить у багатошаровий пакет, її рух з безперервного переходить у режим послідовного повторюваного зворотно-поступального руху. При цьому вістря голки проникає в багатошаровий пакет, наприклад, на глибину п'яти шарів, за допомогою датчика 24 зупиняється, а потім голка піднімається вгору, наприклад, на висоту двох шарів, за допомогою датчика 24 зупиняється, потім знову опускається донизу за циклом, що описаний вище. Такими послідовними повторюваними зворотнопоступальними циклами руху голка поступово проколює всю товщину пакета. Періодичні повернення голки нагору й наступний рух донизу із метою проколювання нижніх шарів уможливлюють зниження навантаження на голку при ущільненні матеріалу, що прошивається, під вістрям голки. Після виходу голки із прошитого нижнього шару голка знову рухається нагору в безперервному циклі відповідно до заданої програми. Після остаточного проколювання багатошарового пакета голка з ниткою проходить між щоками, що утворюють проміжок для проходу голки крізь клиновидний розпрямлювач 26, який забезпечує відстань над голковою пластиною 3-5мм для підйому та розтягування нижніх шарів матеріалу заготівки. Цей розпрямлювач закріплений на голковій пластині нерухомо й, охоплюючи щоками отвір, розпрямляє й розтягує шари матеріалу, що не до 7 52977 зволяє ниткам нижніх шарів заповнити отвір у голковій пластині. Після проколювання всієї товщини пакета, що прошивається, і проходу під голкову пластину голка з ниткою при взаємодії з гачком петлітеля утворює стібок. У момент повного виходу голки з пакета нагору спрацьовує електродвигун 21 приводної системи торцевих кілець і багатошаровий пакет заготівки 1 виробу переміщається на довжину стібка, закінчуючи повний цикл утворення одного стібка. В описаній вище послідовності по всій поверхні виробу утворюються стібки, що становлять рядок. По завершенні утворення рядка на даному діаметрі відбувається автоматичне ввімкнення електропривода 6, що обертає ходовий гвинт 5 і переміщає каретку 4 з телескопічною стійкою 28 і швейною головкою 23 і голкою 25 на задану програмою відстань між рядками. Повне прошивання Комп’ютерна верстка А. Рябко 8 заготівки здійснюється послідовним прокладанням рядків по всій поверхні багатошарової заготівки. Розміри елементів прошивання (стібки й рядки) здійснюються в режимі послідовно повторюваного зворотно-поступального руху голки, що встановлюються й регулюються залежно від природи матеріалів, що прошиваються, їхніх механічних властивостей (міцності й жорсткості) і товщини прошитого виробу. Слід зазначити, що швидкість руху голки на момент проколу багатошарового пакета відрізняється від швидкості руху голки в повному циклі утворення одного стібка й може регулюватися заданою програмою. Таким чином, у результаті здійснення запропонованих технічних рішень було створено корисну модель для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів, яка дозволяє виготовляти вироби з матеріалів, що важко прошиваються, включаючи високоміцні високомодульні вуглецеві полотна. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for production of textile multi-layer hollow articles with axial symmetry
Автори англійськоюVyshniakov Leon Romanovych, Vyshnevskyi Leonid Henrikhovych, Lemeshko Valerii Lavrentiiovych, Moskalets Viktor Kostiantynovych, Neshpor Oleksii Viacheslavovych, Potapov Oleksandr Mykhailovych
Назва патенту російськоюУстройство для изготовления текстильных многослойных осесимметричных полых изделий
Автори російськоюВишняков Леон Романович, Вишневский Леонид Генрихович, Лемешко Валерий Лаврентьевич, Москалец Виктор Константинович, Нешпор Алексей Вячеславович, Потапов Александр Михайлович
МПК / Мітки
Мітки: пристрій, виготовлення, багатошарових, вісесиметричних, текстильних, виробів, порожнистих
Код посилання
<a href="https://ua.patents.su/4-52977-pristrijj-dlya-vigotovlennya-tekstilnikh-bagatosharovikh-visesimetrichnikh-porozhnistikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення текстильних багатошарових вісесиметричних порожнистих виробів</a>
Пристрій для розкатування вісесиметричних виробів
Номер патенту: 22576
Опубліковано: 25.04.2007
Автори: Лісовий Сергій Костянтинович, Васильків Василь Васильович, Гупка Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 37/00
Мітки: вісесиметричних, виробів, пристрій, розкатування
Формула / Реферат:
Пристрій для розкатування вісесиметричних виробів, що містить встановлені на шпинделі матрицю з кільцем і підпружиненою оправкою, повзун із закріпленими на ньому тримачем з розкатним валиком, а також роликотримачем із змонтованим в ньому підпружиненим притискним роликом, причому вісь матриці розміщена між осями розкатного валика і притискного ролика, який відрізняється тим, що на роликотримачі змонтований додатковий притискний ролик, при...
Оснастка для виготовлення порожнистих виробів сферичної форми
Номер патенту: 81312
Опубліковано: 25.12.2007
Автори: Раб Володимир Маркович, Новіков Герман Олексійович
МПК: B21J 13/02, B21D 51/00
Мітки: оснастка, виробів, виготовлення, сферичної, порожнистих, форми
Формула / Реферат:
Оснастка для виготовлення порожнистого виробу сферичної форми, що містить верхній та нижній пуансони, виконані з внутрішніми порожнинами у вигляді півсфер та розміщені у напрямній, причому внутрішню порожнину нижнього пуансона сполучено з насосом високого тиску, яка відрізняється тим, що на нижній пуансон установлено кільце, внутрішній діаметр якого відповідає діаметру готового порожнистого виробу.
Спосіб безпосереднього і безперервного виготовлення порожнистих виробів із розплаву полімеру та пристрій для його здійснення
Номер патенту: 82412
Опубліковано: 10.04.2008
Автори: Шефер Роланд, Бахманн Хольгер, Дайсс Штефан, Хьольтінг Людвіг, Отто Брігітта
МПК: C08G 63/00
Мітки: безпосереднього, пристрій, порожнистих, здійснення, виробів, безперервного, розплаву, полімеру, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення формованих виробів із вмістом ацетальдегіду максимум 8 млн-1 із розплаву висококонденсованого поліестеру, причому як кінцевий реактор використовують самоочисний реактор поліконденсації високої в’язкості або двопривідний реактор, який відрізняється тим, що поліконденсат між реактором поліконденсації і формувальними пристроями підтримують у стані розплаву, а між кінцевим реактором і формувальними пристроями розплав не...
Оснастка для виготовлення порожнистих виробів сферичної форми

Номер патенту: 13335
Опубліковано: 15.03.2006
Автори: Раб Володимир Маркович, Новіков Герман Олексійович
МПК: B21D 51/00
Мітки: виготовлення, сферичної, порожнистих, виробів, оснастка, форми
Формула / Реферат:
Оснастка для виготовлення порожнистого виробу сферичної форми, що містить верхній і нижній пуансони, розміщені у напрямній, з внутрішніми порожнинами у вигляді півсфер, причому внутрішня порожнина нижнього пуансона сполучена з насосом високого тиску, яка відрізняється тим, що на нижній пуансон установлено кільце, внутрішній діаметр якого відповідає діаметру готового порожнистого виробу.
Спосіб виготовлення порожнистих виробів із силоксанової гуми
Номер патенту: 57678
Опубліковано: 16.06.2003
Автори: Пупкова Наталія Генадіївна, Мельник Людмила Олексіївна, Шульга Олена Миколаївна, Піднебесний Андрій Петрович
МПК: C08J 9/00
Мітки: порожнистих, виробів, гуми, спосіб, силоксанової, виготовлення
Формула / Реферат:
Спосіб виготовлення порожнистих виробів із силоксанової гуми, який включає виготовлення гумової суміші, її вулканізацію в прес-формі з сердечником та подальшу термообробку, який відрізняється тим, що гумову суміш закладають у прес-форму, нагріту до температури 65-70°С, вулканізацію проводять при температурі 90-100°С протягом 30-40 хвилин, виріб знімають з сердечника після його охолодження до температури 65-70°С, а термообробку проводять при...
Попередній патент: Спосіб автоматичного керування процесом виробництва томатної пасти
Наступний патент: Система автономного опалення з використанням теплового насосу на базі централізованої системи теплопостачання
Випадковий патент: Рейковий костиль