Спосіб ультразвукової очистки виробів
Номер патенту: 53409
Опубліковано: 15.01.2003
Автори: Луговський Олександр Федорович, Фесіч Володимир Петрович, Чорний Валерій Іванович, Мовчанюк Андрій Валерійович

Формула / Реферат
1. Спосіб ультразвукової очистки виробів, що включає занурення виробів в мийну рідину і збудження в ній ультразвукових коливань, які створюються п'єзоелектричними перетворювачами, кожен з яких збуджується з девіацією частоти (відхиленням від деякого середнього рівня), який відрізняється тим, що вибирають електричні характеристики кожного п'єзоелектричного перетворювача, останні і діапазон зміни частоти встановлюють, виходячи із максимального індексу кавітації в мийній рідині при мінімальній електричній потужності, що споживається для збудження.
2. Спосіб по п. 1, який відрізняється тим, що зміну частоти ультразвукових коливань, що збуджуються, проводять за лінійним законом.
Текст
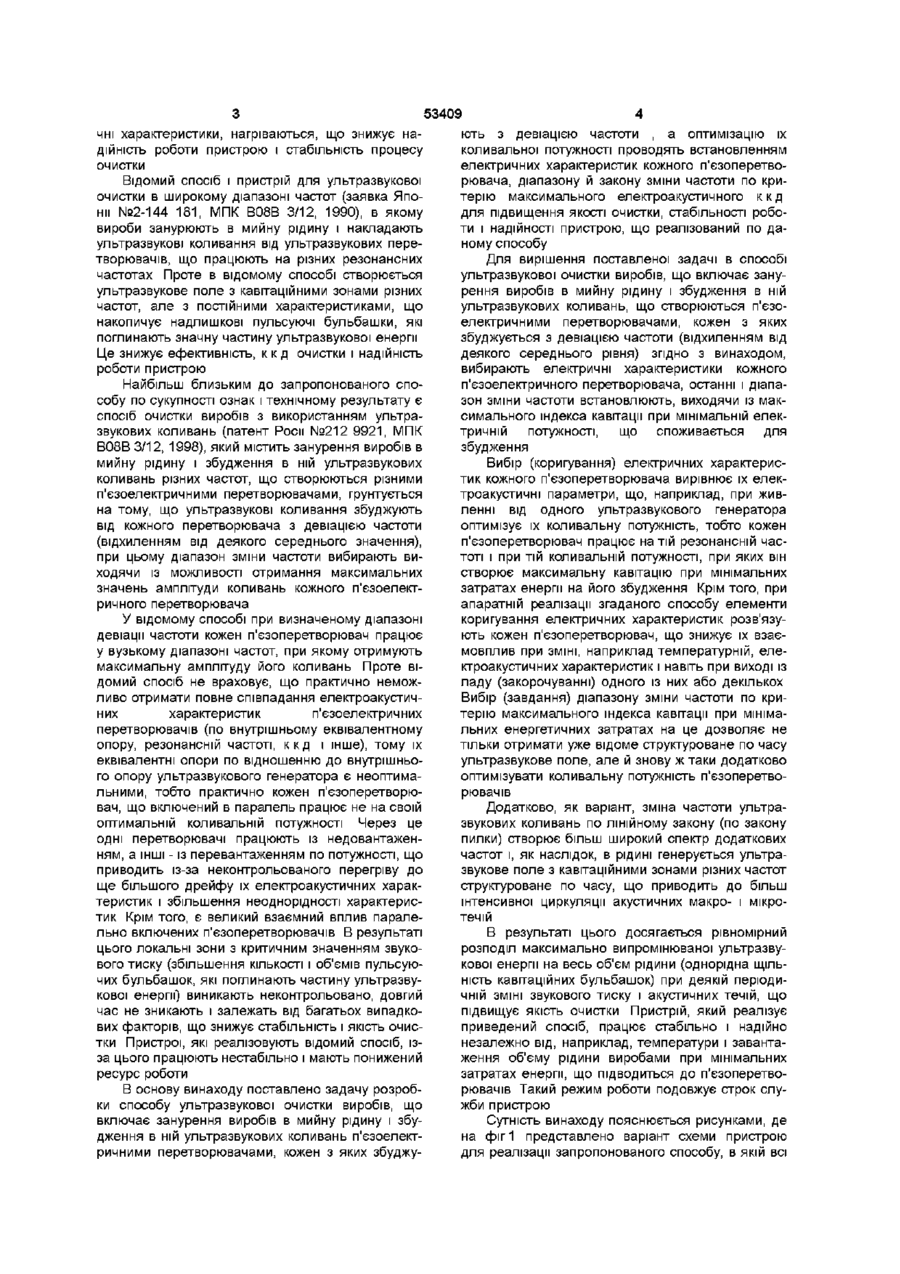
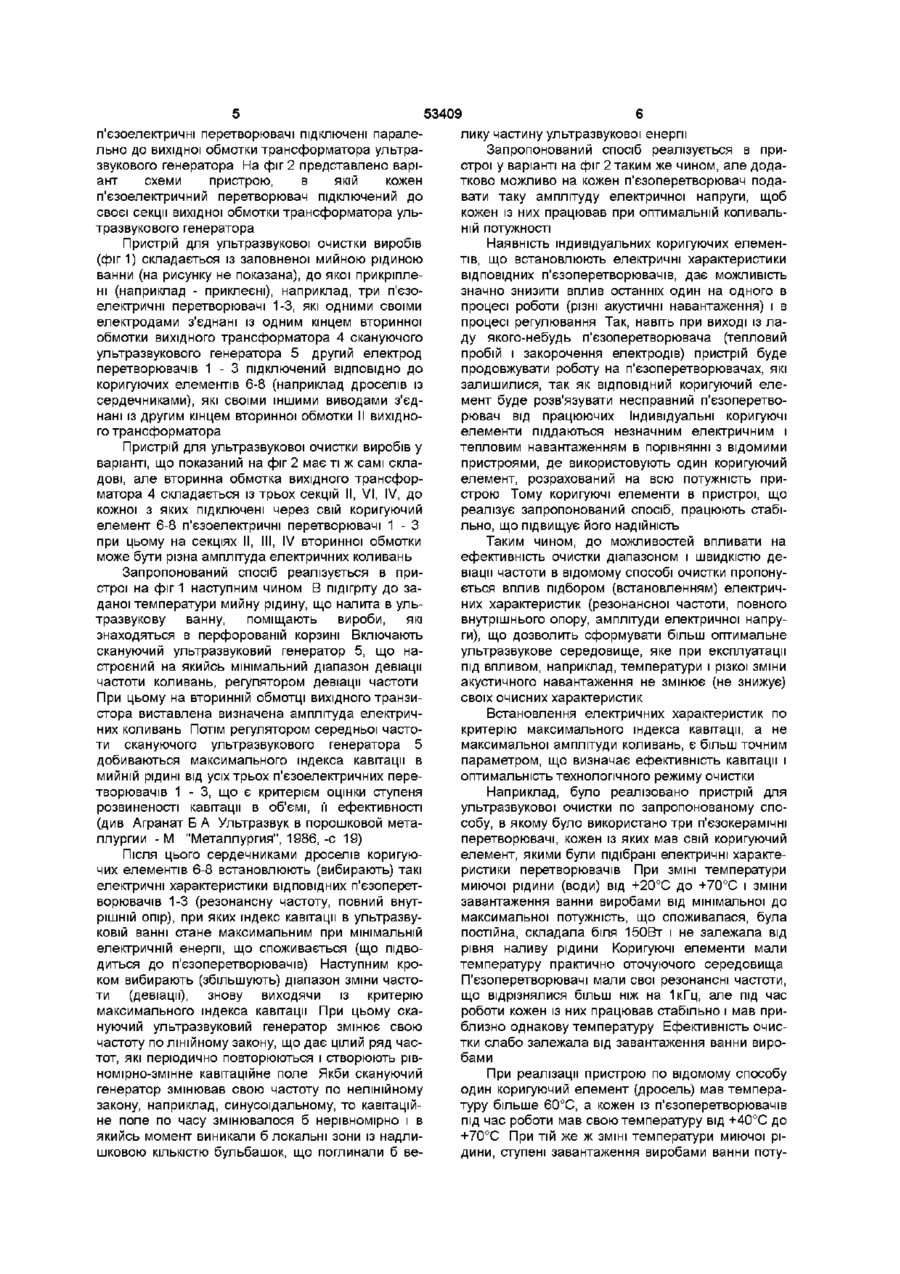
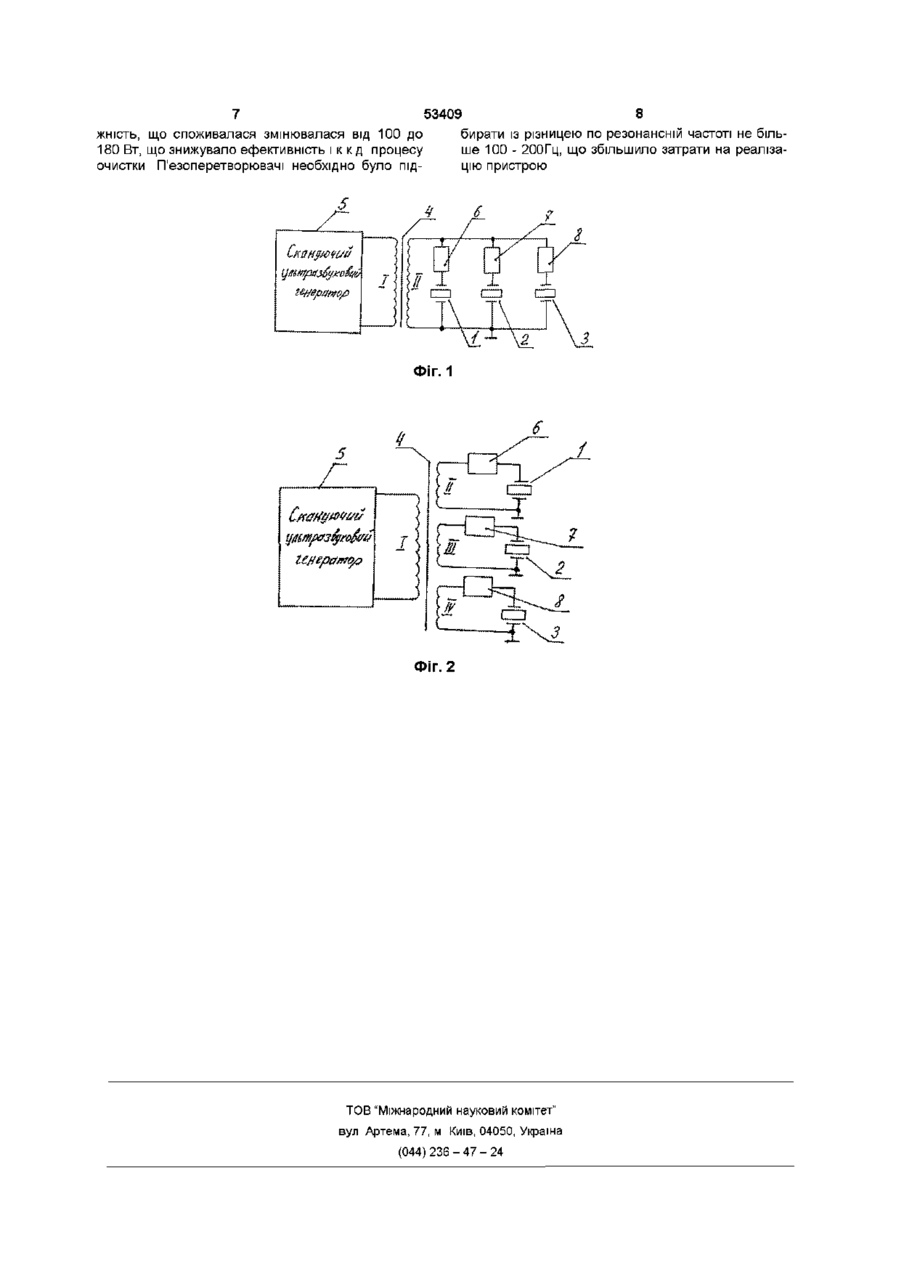
1 Спосіб ультразвукової очистки виробів, що включає занурення виробів в мийну рідину і збудження в ній ультразвукових коливань, які створю ються п єзоелектричними перетворювачами, кожен з яких збуджується з девіацією частоти (відхиленням від деякого середнього рівня), який відрізняється тим, що вибирають електричні характеристики кожного п'єзоелектричного перетворювача, останні і діапазон зміни частоти встановлюють, виходячи із максимального індексу кавітації в мийній рідині при мінімальній електричній потужності, що споживається для збудження 2 Спосіб по п 1, який відрізняється тим, що зміну частоти ультразвукових коливань, що збуджуються, проводять за ЛІНІЙНИМ законом Винахід відноситься до області ультразвукової очистки в рідкому середовищі виробів від забруднень і подібної ультразвукової обробки, в якій використовуються технологічні ефекти розвиненої кавітації, може бути використаний в різних галузях промисловості для ультразвукової інтенсифікації технологічних процесів Зростає роль фізичних факторів впливу на технологічні процеси в промисловості, зокрема енергії ультразвукових коливань Найбільш широко в науці і техніці використовується енергія ультразвукових хвиль в процесах очистки виробів і деталей від різного роду забруднень в медицині очистка інструментів, посуду, в ювелірній справі відмивка ювелірних виробів, складних і недоступних поверхонь, в електронній промисловості - відмивка кремнієвих пластин, друкованих плат, кварцевих пластин, в машинобудуванні - очистка деталей, труб Значимість і ефективність згаданих процесів очистки залежать від багатьох факторів, що характеризують режими ультразвукового поля і від пристроїв для створення цих ультразвукових полів Тому підбір і підтримання параметрів ультразвукового поля прямо впливає на к к д , надійність роботи, основні технічні характеристики ультразвукового пристрою і є актуальним Відомий спосіб очистки виробів з використанням ультразвукових коливань, що включає зану рення виробів в мийну рідину і збудження в ній ультразвукових коливань різних частот, що створюються п'єзоелектричними перетворювачами, згідно якому ультразвукові коливання збуджують від кожного перетворювача на визначеній частоті, що визначається можливістю отримання оптимального значення амплітуди кожного п'єзоелектричного перетворювача (Св на П м 0003704 Росія, МПК6В08ВЗ/12, 1997) Складно отримати повне співпадання характеристик п'єзоелектричних перетворювачів, що працюють на одній частоті, тому в пристрої, що реалізує відомий спосіб, оптимальні частоти коливань п'єзоелектричних перетворювачів відрізняються по величині, конструкція пристрою містить для кожного ультразвукового п'єзоперетворювача окремий ультразвуковий генератор, підсилювач потужності, блоки автопідстройки частоти і захисту від перевантажень, що ускладнює конструкцію, підвищує потужність, яка споживається, знижує к к д пристрою Крім того, ПОСТІЙНІСТЬ характеристик ультразвукового поля в зоні впливу кожного п'єзоелектричного перетворювача приводить, у випадку виникнення локальних зон з критичним значенням звукового тиску, до зниження якості очистки із-за постійно зростаючої КІЛЬКОСТІ І об'ємів пульсуючих бульбашок в цих зонах, що поглинають частину ультразвукової енергії При цьому п'єзоперетворювачі змінюють свої електроакусти о ^со Ю 53409 чні хараісгеристики, нагріваються, що знижує надійність роботи пристрою і стабільність процесу очистки Відомий спосіб і пристрій для ультразвукової очистки в широкому діапазоні частот (заявка Японії №2-144 181, МПК В08В 3/12, 1990), в якому вироби занурюють в мийну рідину і накладають ультразвукові коливання від ультразвукових перетворювачів, що працюють на різних резонансних частотах Проте в відомому способі створюється ультразвукове поле з кавітаційними зонами різних частот, але з постійними характеристиками, що накопичує надлишкові пульсуючі бульбашки, які поглинають значну частину ультразвукової енергії Це знижує ефективність, к к д очистки і надійність роботи пристрою Найбільш близьким до запропонованого способу по сукупності ознак і технічному результату є спосіб очистки виробів з використанням ультразвукових коливань (патент Роси №212 9921, МПК В08В 3/12, 1998), який містить занурення виробів в мийну рідину і збудження в ній ультразвукових коливань різних частот, що створюються різними п'єзоелектричними перетворювачами, грунтується на тому, що ультразвукові коливання збуджують від кожного перетворювача з девіацією частоти (відхиленням від деякого середнього значення), при цьому діапазон зміни частоти вибирають виходячи із можливості отримання максимальних значень амплітуди коливань кожного п'єзоелектричного перетворювача У відомому способі при визначеному діапазоні девіації частоти кожен п'єзоперетворювач працює у вузькому діапазоні частот, при якому отримують максимальну амплітуду його коливань Проте відомий спосіб не враховує, що практично неможливо отримати повне співпадання електроакустичних характеристик п'єзоелектричних перетворювачів (по внутрішньому еквівалентному опору, резонансній частоті, к к д і інше), тому їх еквівалентні опори по відношенню до внутрішнього опору ультразвукового генератора є неоптимальними, тобто практично кожен п'єзоперетворювач, що включений в паралель працює не на своїй оптимальній коливальній потужності Через це одні перетворювачі працюють із недовантаженням, а ІНШІ - із перевантаженням по потужності, що приводить із-за не контрольованого перегріву до ще більшого дрейфу їх електроакустичних характеристик і збільшення неоднорідності характеристик Крім того, є великий взаємний вплив паралельно включених п'єзоперетворювачів В результаті цього локальні зони з критичним значенням звукового тиску (збільшення КІЛЬКОСТІ і об'ємів пульсуючих бульбашок, які поглинають частину ультразвукової енергії) виникають неконтрольовано, довгий час не зникають і залежать від багатьох випадкових факторів, що знижує стабільність і якість очистки Пристрої, які реалізовують відомий спосіб, ізза цього працюють нестабільно і мають понижений ресурс роботи В основу винаходу поставлено задачу розробки способу ультразвукової очистки виробів, що включає занурення виробів в мийну рідину і збудження в ній ультразвукових коливань п'єзоелектричними перетворювачами, кожен з яких збуджу ють з девіацією частоти , а оптимізацію їх коливальної потужності проводять встановленням електричних характеристик кожного п'єзоперетворювача, діапазону й закону зміни частоти по критерію максимального електроакустичного к к д для підвищення якості очистки, стабільності роботи і надійності пристрою, що реалізований по даному способу Для вирішення поставленої задачі в способі ультразвукової очистки виробів, що включає занурення виробів в мийну рідину і збудження в ній ультразвукових коливань, що створюються п'єзоелектричними перетворювачами, кожен з яких збуджується з девіацією частоти (відхиленням від деякого середнього рівня) згідно з винаходом, вибирають електричні характеристики кожного п'єзоелектричного перетворювача, останні і діапазон зміни частоти встановлюють, виходячи із максимального індекса кавітації при мінімальній електричній потужності, що споживається для збудження Вибір (коригування) електричних характеристик кожного п'єзоперетворювача вирівнює їх електроакустичні параметри, що, наприклад, при живленні від одного ультразвукового генератора оптимізує їх коливальну потужність, тобто кожен п'єзоперетворювач працює на тій резонансній частоті і при тій коливальній потужності, при яких він створює максимальну кавітацію при мінімальних затратах енергії на його збудження Крім того, при апаратній реалізації згаданого способу елементи коригування електричних характеристик розв'язують кожен п'єзоперетворювач, що знижує їх взаємовплив при ЗМІНІ, наприклад температурній, електроакустичних характеристик і навіть при виході із ладу (закорочуванні) одного із них або декількох Вибір (завдання) діапазону зміни частоти по критерію максимального індекса кавітації при мінімальних енергетичних затратах на це дозволяє не тільки отримати уже відоме структуроване по часу ультразвукове поле, але й знову ж таки додатково оптимізувати коливальну потужність п'єзоперетворювачів Додатково, як варіант, зміна частоти ультразвукових коливань по лінійному закону (по закону пилки) створює більш широкий спектр додаткових частот і, як наслідок, в рідині генерується ультразвукове поле з кавітаційними зонами різних частот структуроване по часу, що приводить до більш інтенсивної циркуляції акустичних макро- і мікротечій В результаті цього досягається рівномірний розподіл максимально випромінюваної ультразвукової енергії на весь об'єм рідини (однорідна ЩІЛЬНІСТЬ кавітаційних бульбашок) при деякій періодичній ЗМІНІ звукового тиску і акустичних течій, що підвищує якість очистки Пристрій, який реалізує приведений спосіб, працює стабільно і надійно незалежно від, наприклад, температури і завантаження об'єму рідини виробами при мінімальних затратах енергії, що підводиться до п'єзоперетворювачів Такий режим роботи подовжує строк служби пристрою Сутність винаходу пояснюється рисунками, де на фиг 1 представлено варіант схеми пристрою для реалізації запропонованого способу, в якій всі 53409 п єзоелектричні перетворювачі підключені паралельно до вихідної обмотки трансформатора ультразвукового генератора На фіг 2 представлено варіант схеми пристрою, в якій кожен п'єзоелектричний перетворювач підключений до своєї секції вихідної обмотки трансформатора ультразвукового генератора Пристрій для ультразвукової очистки виробів (фиг 1) складається із заповненої мийною рідиною ванни (на рисунку не показана), до якої прикріплені (наприклад - приклеєні), наприклад, три п'єзоелектричні перетворювачі 1-3, які одними своїми електродами з'єднані із одним кінцем вторинної обмотки вихідного трансформатора 4 скануючого ультразвукового генератора 5 другий електрод перетворювачів 1 - 3 підключений ВІДПОВІДНО ДО коригуючих елементів 6-8 (наприклад дроселів із сердечниками), які своїми іншими виводами з'єднані із другим кінцем вторинної обмотки II вихідного трансформатора Пристрій для ультразвукової очистки виробів у варіанті, що показаний на фіг 2 має ті ж самі складові, але вторинна обмотка вихідного трансформатора 4 складається із трьох секцій II, VI, IV, до кожної з яких підключені через свій коригуючий елемент 6-8 п'єзоелектричні перетворювачі 1 - З при цьому на секціях II, III, IV вторинної обмотки може бути різна амплітуда електричних коливань Запропонований спосіб реалізується в пристрої на фіг 1 наступним чином В підігріту до заданої температури мийну рідину, що налита в ультразвукову ванну, поміщають вироби, які знаходяться в перфорованій корзині Включають скануючий ультразвуковий генератор 5, що настроєний на якийсь мінімальний діапазон девіації частоти коливань, регулятором девіації частоти При цьому на вторинній обмотці вихідного транзистора виставлена визначена амплітуда електричних коливань Потім регулятором середньої частоти скануючого ультразвукового генератора 5 добиваються максимального індекса кавітації в мийній рідині від усіх трьох п'єзоелектричних перетворювачів 1 - 3, що є критерієм оцінки ступеня розвиненості кавітації в об'ємі, її ефективності (див Агранат Б А Ультразвук в порошковой металлургии -М "Металлургия", 1986,-с 19) Після ЦЬОГО сердечниками дроселів коригуючих елементів 6-8 встановлюють (вибирають) такі електричні характеристики ВІДПОВІДНИХ п'єзоперетворювачів 1-3 (резонансну частоту, повний внутрішній опір), при яких індекс кавітації в ультразвуковій ванні стане максимальним при мінімальній електричній енергії, що споживається (що підводиться до п'єзоперетворювачів) Наступним кроком вибирають (збільшують) діапазон зміни частоти (девіації), знову виходячи із критерію максимального індекса кавітації При цьому скануючий ультразвуковий генератор змінює свою частоту по лінійному закону, що дає цілий ряд частот, які періодично повторюються і створюють рівномірно-змінне кавітаційне поле Якби скануючий генератор змінював свою частоту по нелінійному закону, наприклад, синусоїдальному, то кавітаційне поле по часу змінювалося б нерівномірно і в якийсь момент виникали б локальні зони із надлишковою КІЛЬКІСТЮ бульбашок, що поглинали б ве лику частину ультразвукової енергії Запропонований спосіб реалізується в пристрої у варіанті на фіг 2 таким же чином, але додатково можливо на кожен п'єзоперетворювач подавати таку амплітуду електричної напруги, щоб кожен із них працював при оптимальній коливальній потужності Наявність індивідуальних коригуючих елементів, що встановлюють електричні характеристики ВІДПОВІДНИХ п'єзоперетворювачів, дає можливість значно знизити вплив останніх один на одного в процесі роботи (різні акустичні навантаження) і в процесі регулювання Так, навіть при виході із ладу якого-небудь п'єзоперетворювача (тепловий пробій і закорочення електродів) пристрій буде продовжувати роботу на п'єзоперетворювачах, які залишилися, так як ВІДПОВІДНИЙ коригуючий елемент буде розв'язувати несправний п'єзоперетворювач від працюючих Індивідуальні коригуючі елементи піддаються незначним електричним і тепловим навантаженням в порівнянні з відомими пристроями, де використовують один коригуючий елемент, розрахований на всю потужність пристрою Тому коригуючі елементи в пристрої, що реалізує запропонований спосіб, працюють стабільно, що підвищує його надійністьТаким чином, до можливостей впливати на ефективність очистки діапазоном і швидкістю девіації частоти в відомому способі очистки пропонується вплив підбором (встановленням) електричних характеристик (резонансної частоти, повного внутрішнього опору, амплітуди електричної напруги), що дозволить сформувати більш оптимальне ультразвукове середовище, яке при експлуатації під впливом, наприклад, температури і різкої зміни акустичного навантаження не змінює (не знижує) своїх очисних характеристик Встановлення електричних характеристик по критерію максимального індекса кавітації, а не максимальної амплітуди коливань, є більш точним параметром, що визначає ефективність кавітації і оптимальність технологічного режиму очистки Наприклад, було реалізовано пристрій для ультразвукової очистки по запропонованому способу, в якому було використано три п'єзокерамічні перетворювачі, кожен із яких мав свій коригуючий елемент, якими були підібрані електричні характеристики перетворювачів При ЗМІНІ температури миючої рідини (води) від +20°С до +70°С і зміни завантаження ванни виробами від мінімальної до максимальної потужність, що споживалася, була постійна, складала біля 150Вт і не залежала від рівня наливу рідини Коригуючі елементи мали температуру практично оточуючого середовища П'єзоперетворювачі мали свої резонансні частоти, що відрізнялися більш ніж на 1 кГц, але під час роботи кожен із них працював стабільно і мав приблизно однакову температуру Ефективність очистки слабо залежала від завантаження ванни виробами При реалізації пристрою по відомому способу один коригуючий елемент (дросель) мав температуру більше 60°С, а кожен із п'єзоперетворювачів під час роботи мав свою температуру від +40°С до +70°С При тій же ж ЗМІНІ температури миючої рідини, ступені завантаження виробами ванни поту жність, що споживалася змінювалася від 100 до 180 Вт, що знижувало ефеїсгивність і к кд процесу очистки П'езоперетворювачі необхідно було під 53409 8 бирати із різницею по резонансній частоті не більше 100 - 200Гц, що збільшило затрати на реалізацію пристрою ФІГ. 1 5 Фіг. 2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasonic cleaning of articles
Автори англійськоюChornyi Valerii Ivanovych, Luhovskyi Oleksandr Fedorovych, Movchaniuk Andrii Valeriiovych, Fesich Volodymyr Petrovych
Назва патенту російськоюСпособ ультразвуковой очистки изделий
Автори російськоюЧерный Валерий Иванович, Луговский Александр Федорович, Мовчанюк Андрей Валерьевич, Фесич Владимир Петрович
МПК / Мітки
МПК: C02F 1/48, B08B 3/12, C02F 1/36
Мітки: спосіб, ультразвукової, очистки, виробів
Код посилання
<a href="https://ua.patents.su/4-53409-sposib-ultrazvukovo-ochistki-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукової очистки виробів</a>
Спосіб очистки виробів
Номер патенту: 9116
Опубліковано: 30.09.1996
Автори: Яремчук Микола Миколайович, Алекберова Валентина Василівна, Багалішвілі Спартак Зурабович, Кравець Валентин Васильович, Ніколаєнко Володимир Федорович
МПК: B08B 3/08
Мітки: очистки, спосіб, виробів
Формула / Реферат:
1. Способ очистки изделий, заключающийся в том, что изделия размещают в моечной камере, производят мойку рабочим агентом путем подачи его в камеру и сушку изделий, при этом одновременно с подачей рабочего агента в камеру осуществляют его очистку, отличающийся тем, что, с целью повышения качества очистки и экологических характеристик способа при очистке изделий от солей цветных металлов после гальванообработки, в качестве рабочего агента...
Пристрій для ультразвукової кристалізації розплаву

Номер патенту: 31573
Опубліковано: 15.12.2000
Автори: Костогриз Олександр Петрович, Вільшун Ірина Миколаївна
МПК: B22D 27/08
Мітки: кристалізації, розплаву, ультразвукової, пристрій
Формула / Реферат:
Пристрій для ультразвукової кристалізації розплаву, який включає кокіль, ультразвуковий генератор, магнітострикційний перетворювач з хвилеводом-концентратором, відрізняється тим, що він обладнаний змінною зйомкою перемінного перетину металевою пластиною профільованою зі сторони з'єднання з магнітострикційним перетворювачем причому, зовнішня сторона пластини відповідає робочій поверхні, що має бути отримана.
Спосіб електрогідравлічної очистки виробів та пристрій для його здійснення
Номер патенту: 1834
Опубліковано: 20.12.1994
Автори: Свистунов Микола Васильович, Голубенко Юрій Григорович, Будак Валерій Дмитрович, Щокин Володимир Іванович, Бойченко Юрій Григорович, Гуйтур Василь Іванович
МПК: B22D 29/00
Мітки: електрогідравлічної, пристрій, виробів, здійснення, спосіб, очистки
Формула / Реферат:
1. Способ электрогидравлической очистки изделий, преимущественно электровакуумных и электронно-оптических систем от неметаллических частей, включающий укладку систем в контейнер, размещение тоководов у их поверхности, погружение контейнера в рабочую жидкость и очистку воздействием электрогидравлических разрядов с одновременным перемещением токоподводов вдоль систем, отличающийся тем, что, с целью повышения эффективности и качества...
Ультразвуковий фазовий спосіб виміру товщини виробів
Номер патенту: 38263
Опубліковано: 16.12.2002
Автори: Іващенко Григорій Олексійович, Скрипник Юрій Олексійович, Здоренко Валерій Георгійович
МПК: G01B 17/02
Мітки: виміру, товщини, фазовий, ультразвуковий, спосіб, виробів
Формула / Реферат:
1. Ультразвуковий фазовий спосіб виміру товщини виробів, який полягає в тому, що встановлюють електроакустичні випромінювач і приймач на фіксованій відстані l1, на поверхні контрольованого виробу, перетворюють електричні коливання електроакустичним випромінювачем в ультразвукові коливання, приймають подовжні ультразвукові коливання, відбиті від протилежного боку виробу приймачем, і перетворюють їх знову в електричні коливання, вимірюють...
Пристрій для очистки зовнішньої поверхні циліндричних виробів
Номер патенту: 5214
Опубліковано: 28.12.1994
Автори: Гольденберг Анатолій Менделєвич, Григоренко Анатолій Іванович, Пархомчук Олексій Талимонович, Солтис Віталій Петрович, Яровий Семен Ілліч, Головньов Микола Васильович
МПК: B08B 9/02
Мітки: очистки, поверхні, циліндричних, пристрій, зовнішньої, виробів
Текст:
...раму, установленный на ней полый привод- 30 г -й ротор с выдвижными упорами и смонтированными на нем блоками очистных инструментов с механизмом их подвода-отвода и прижима к очищаемой поверхности изделий, содержащем закрепленные на ро- 35 торе попарно симметрично относительно его продольной оси направляющие с подпружиненными ползунами, имеющими ролики, каждый из которых закреплен на соответствующем ползуне, установленном 40 подвижно в...
Попередній патент: Індивідуальна самогодівниця для свиней
Наступний патент: Робочий орган розпушника
Випадковий патент: Засіб "аспамгран" для лікування застудних та респіраторно-інфекційних захворювань