Спосіб технологічної дії на розплав
Номер патенту: 54206
Опубліковано: 25.10.2010
Автори: Іванов Артем Володимирович, Цуркін Володимир Миколайович, Мельник Олександр Вікторович, Грабовий Валерій Михайлович
Формула / Реферат
Спосіб технологічної дії на розплав, що включає електрогідроімпульсну обробку розплаву в ковші із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній її частині та мембраною з хвилеводом - у нижній, позитивним та негативним, яким є хвилевід, електродами, які з'єднані з генератором імпульсів струму, який відрізняється тим, що до початку електрогідроімпульсної обробки у верхній частині електророзрядної камери формують повітряну порожнину, об'єм якої визначають із залежності:
![]() ,
,
де ![]() - об'єм повітря у верхній частині електророзрядної камери, л;
- об'єм повітря у верхній частині електророзрядної камери, л;
![]() - об'єм електророзрядної камери, л;
- об'єм електророзрядної камери, л;
![]() - додаткова амплітуда коливань хвилеводу у розплаві,
- додаткова амплітуда коливань хвилеводу у розплаві, ![]() .
.
Текст
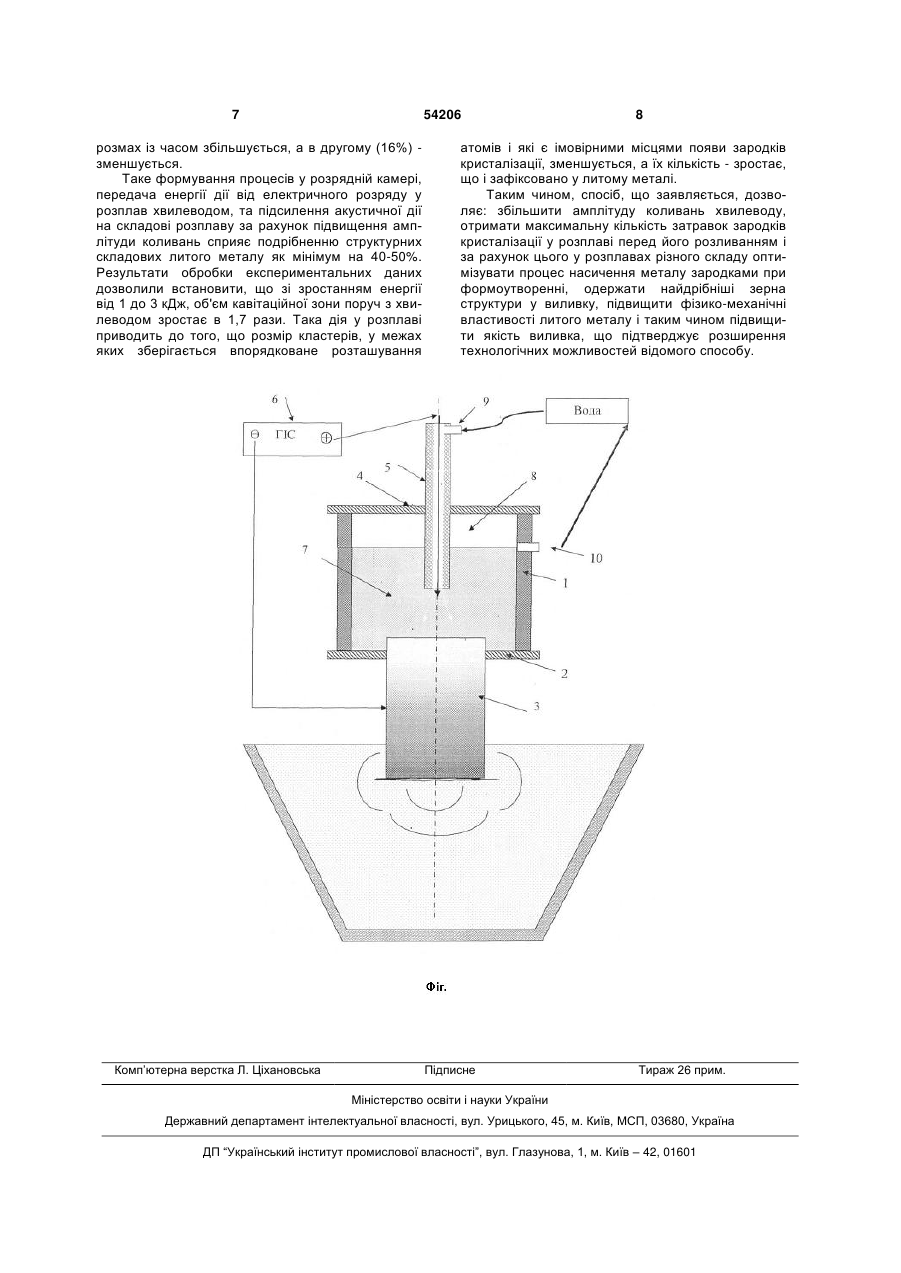
Спосіб технологічної дії на розплав, що включає електрогідроімпульсну обробку розплаву в ковші із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній її частині та мембраною з хвилеводом - у нижній, позитивним та негативним, яким є хвилевід, електродами, які з'єднані з генератором імпульсів струму, який відрізняється тим, що до початку електрогідроімпульсної обробки у верхній частині електророзрядної камери формують повітряну порожнину, об'єм якої визначають із залежності: V 0,055 VРК А 5 , Д Корисна модель відноситься до області ливарного виробництва та металургії й може бути застосована при обробці розплаву з використанням електрогідроімпульсної дії. Відомо спосіб обробки розплаву металу [див. Гулый Г.А. Научные основы разрядно-импульсных технологий. - К.: Наук. думка, 1990. - С.129-147], який включає позапічну дегазацію та рафінування розплаву в ковші під впливом електрогідроімпульсної обробки розплаву в ковші від електророзрядної камери з електродами та зануреним у розплав хвилеводним стрижнем при подачі на електроди напруги від генератора імпульсних струмів з енергією в імпульсі від 0,5 до 1,5 кДж. Спосіб передбачає електрогідроімпульсну обробку розплаву у ковші із заданою енергією в імпульсі від електророзрядної камери з позитивним та негативним електродами, яким є хвилевід, кришкою у верхній частині циліндричного корпусу камери та зануреним у розплав хвилеводом, який закріплено на мембрані у нижній її частині. Ознаки, які збігаються з суттєвими ознаками корисної моделі (спосіб технологічної дії на розплав), що заявляється: електрогідроімпульсна обробка розплаву в ковші із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній її частині та мембраною з хвилеводом - у нижній, позитивним та негативним, яким є хвилевід, електродами, які з'єднано з генератором імпульсів струму. Причини, які перешкоджають одержанню очікуваного технічного результату - обмежено технологічні можливості дії. Аналог не передбачає ефективно здійснювати технологію електрогідроімпульсної обробки розплаву хвилеводом за рахунок додаткових технологічних прийомів (при незмінній енергії в імпульсі), які суттєво впливають на амплітуду дії. Це, у свою чергу, потребує, або збільшення часу позапічної обробки, або підвищення енергії в імпульсі та призведе до зниження надійності електророзрядної камери за рахунок оплавлення хвилеводу або руйнування вузла "мембрана-хвилевід". Наслідком цього є одержання мінімальної кількості додаткових затравок зародків кристалізації у розплаві, а у кінцевому результаті - зниження ступеню подрібнення структури та якості зливків. Прототипом корисної моделі, що заявляється, є спосіб технологічної дії на розплав [Патент 89456 Україна, МПК B22D 27/08 (2009.01) Спосіб технологічної дії на розплав; опубл. 25.05.2010; Бюл. №2], який включає одержання в печі розплаву металу або сплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, тех де V - об'єм повітря у верхній частині електророзрядної камери, л; VРК - об'єм електророзрядної камери, л; А Д - додаткова амплітуда коливань хвилеводу у UA (11) 54206 (13) U 0,5 1 6 мм . , (19) розплаві, А Д 3 нологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки розплаву від електророзрядної камери з напругою від 30 до 60 кВ, частоті посилок імпульсів від 0,5 до 16 Гц та енергії в імпульсі до 100 кДж, яку визначають попередньо за емпіричною залежністю: 0,2375(V )0,2646 Wo 0,6956(V )0,1941, де Wo - енергія в імпульсі, кДж; V - об'єм оброблюваного розплаву, м3; - густина оброблюваного металу або сплаву, кг/м3, час технологічної витримки визначають як частку від ділення різниці температур розплаву в ковші на початку та у кінці технологічної витримки на швидкість зниження температури розплаву в ковші, а електрогідроімпульсну обробку розплаву починають через час після початку технологічної витримки розплаву, який дорівнює: tпoч. ЕГІО=tтех. витр.-tЕГІО, де tпoч. ЕГІО - час початку електрогідроімпульсної дії; tтех. витр. - час технологічної витримки розплаву у ковші; tЕГІО - час електрогідроімпульсної дії, який становить 5 хвилин, та закінчують - одночасно з закінченням технологічної витримки розплаву. Спосіб передбачає електрогідроімпульсну обробку із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній частині циліндричного корпусу камери та зануреним у розплав хвилеводом, який закріплено на мембрані у нижній її частині. Ознаки, які збігаються з суттєвими ознаками корисної моделі (спосіб технологічної дії на розплав), що заявляється: електрогідроімпульсна обробка розплаву в ковші із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній її частині та мембраною з хвилеводом - у нижній, позитивним та негативним, яким є хвилевід, електродами, які з'єднано з генератором імпульсів струму. Причини, які перешкоджають одержанню очікуваного технічного результату: обмежено технологічні можливості дії, тому що не визначено використання повітряного об'єму під кришкою електророзрядної камери. Експериментальні дослідження показали, що на стадії яка передує початку електрогідроімпульсної обробки розплаву, визначення конкретного співвідношення між повітряною порожниною у верхній частині електророзрядної камери (під кришкою) та об'ємом електророзрядної камери від кришки до мембрани суттєво впливає на переміщення хвилеводу. Невикористання цього додаткового технологічного прийому, не дозволяє розширити технологічні можливості способу, або потребує підвищення енергії в імпульсі, що призводить до економічних втрат. Між тим за рахунок повітряної порожнини під кришкою електророзрядної камери визначеного об'єму можна отримати додаткову амплітуду коливань, сформувати значну кількість додаткових затравок зародків кристалізації у розплаві, а у кін 54206 4 цевому результаті - підвищити ступінь подрібнення структури та покращити властивості металу. В основу корисної моделі поставлено задачу: удосконалити спосіб технологічної дії на розплав шляхом введення нової дії, що дозволить збільшити амплітуду коливань хвилеводу при незмінній енергії в імпульсі та підсилити ефективність дії на складові розплаву, без залишкових витрат енергії розширити технологічні можливості способу та одержати максимальну кількість затравок зародків кристалізації у розплаві перед його розливом і за рахунок цього у розплавах різного складу підсилити процес насичення металу зародками при формоутворенні, одержати найдрібніші зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Суть корисної моделі полягає в тому, що у відомому способі технологічної дії на розплав, який включає електрогідроімпульсну обробку розплаву в ковші із заданою енергією в імпульсі від електророзрядної камери з кришкою у верхній її частині та мембраною з хвилеводом - у нижній, позитивним та негативним, яким є хвилевід, електродами, які з'єднано з генератором імпульсів струму, який відрізняється тим, що до початку електрогідроімпульсної обробки у верхній частині електророзрядної камери формують повітряну порожнину, об'єм якої визначають із залежності, V 0,055 VРК А 5 , Д де VП - об'єм повітря у верхній частині електророзрядної камери, л; VРК - об'єм електророзрядної камери, л; АД - додаткова амплітуда коливань хвилеводу у розплаві, АД=(0,5-1,6)мм. Розкриваючи причино-наслідковий зв'язок між ознаками способу, що заявляється, і технічним результатом, якого можна досягти, необхідно відмітити, що ознака "... у верхній частині електророзрядної камери формують повітряну порожнину ...", сприяє підвищенню, без зміни енергії в імпульсі, амплітуди коливань хвилеводу на (0,5-1,6)мм. Слід зазначити, що збільшення амплітуди коливань торця хвилеводу в розплаві, у поєднанні з використанням пружно рухомої мембрани електророзрядної камери, призводить до додаткового подрібнення складових розплаву. Ознака "...об'єм якої визначають за емпіричною залежністю V 0,055 VРК А 5 ..." , сприяє визначенню опД тимального об'єму повітря у верхній частині електророзрядної камери (у діапазоні від 0,5 до 22% від VРК), в залежності від умов конкретного технологічного процесу електрогідроімпульсної обробки розплаву, забезпечує зростання амплітуди переміщення мембрани на величину від 0,5 до 1,6 мм, що у свою чергу сприяє підвищенню ефективності дії на розплав. Тобто, повітряна порожнина у сукупності із пружно рухомою мембраною є резонатором процесів динаміки парогазової порожнини в закритому об'ємі електророзрядної камери та гарантом ефективної дії на розплав. Таким чином сукупність відмінних ознак способу, що заявляється, з відомими істотними ознака 5 ми дозволить збільшити амплітуду коливань хвилеводу при незмінній енергії в імпульсі та підсилити ефективність дії на складові розплаву, без залишкових витрат енергії розширити технологічні можливості способу та одержати максимальну кількість затравок зародків кристалізації у розплаві перед його розливом і за рахунок цього у розплавах різного складу підсилити процес насичення металу зародками при формоутворенні, одержати найдрібніші зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка. Спосіб, що заявляється, пояснюється кресленням, де зображена схема обладнання для реалізації способу. Спосіб може бути реалізований, наприклад, у ковшах із розплавом відкритого типу. Обладнання для реалізації способу технологічної дії на розплав містить джерело пружних коливань у вигляді електророзрядної камери 1 з мембраною 2, хвилеводом 3, кришкою 4, позитивним 5 та негативним, яким є хвилевід, електродами, які з'єднано з генератором імпульсів струму (ГІС) 6. Електророзрядна камера 1 прокачується робочою рідиною 7, наприклад водою (удільний електричний опір якої коливається у межах від 1200 до 1700 Ом·см), та під кришкою 4 має порожнину 8. Електророзрядна камера 1 оздоблена патрубками 9 та 10 крізь які прокачується вода 7. Спосіб здійснюють таким чином. Спочатку метал або сплав заданих хімічного складу (наприклад, алюмінієвий сплав марки АК5М2) та технологічної температури (наприклад, ТП=750°С) отримують у печі. Потім розплав випускають із печі в ківш, а після його наповнення вимірюють температуру розплаву (Тк.поч=700°С) та починають технологічну витримку розплаву в ковші. Попередньо визначають додаткову амплітуду коливань хвилеводу. Для розплаву АК5М2, об'єм якого становив Vp=0,076 м3, а питома густина =2649 кг/м3, енергія в імпульсі дорівнює від 0,96 до 2,4 кДж (для обробки аналогічного об'єму сталі енергія в імпульсі дорівнює від 1,3 до 2,4 кДж). Наприклад, обираємо енергію в імпульсі 1,875 кДж. Вона може бути встановлена ємністю конденсаторів 1,57 мкФ при напрузі 50,0 кВ. Щодо умов прикладу, при оптимальній температурі заливання форм Тк.кін=670°С та швидкості зниження температури металу в ковші 5°С за хвилину, час технологічної витримки розплаву у ковші становить tтех.витр.=(700-670)/5=6хвилин. Виходячи з того, що електрогідроімпульсну обробку (ЕГІО) треба закінчити одночасно із закінченням технологічної витримки, час електрогідроімпульсної обробки встановлюють - 4 хвилини. ЕГІО розплаву починають через 2 хвилини після початку технологічної витримки розплаву шляхом введення хвилеводу 3 електророзрядної камери 1 у розплав на глибину, яка дорівнює 1/3 від висоти розплаву у ковші. До включення ГІС 6, визначаємо значення додаткової амплітуди коливань хвилеводу у розплаві, наприклад АД=1 мм при VРК=10 л, та вираховуємо із емпіричної залежності 5 0,55 л , об'єм порожнини 8 V 0,055 VРК А Д у верхній частині електророзрядної камери. Він 54206 6 становить 5,5% від VРК=10л, тобто підпадає під значення оптимального діапазону. Система керування об'ємом порожнини 8, виконана, наприклад, у вигляді системи підводу води крізь отвір 9 в електроді 5, а виведення - крізь отвір 10, який розташовано на межі порожнини 8 та води 7 у електророзрядній камері 1. При цьому імпульси тиску від осьової електродної системи (електроди 5 та 3) проходять крізь торцеву (у даному прикладігоризонтальну) поверхню у верхній частині хвилеводу 3. Коливання мембрани 2 із підвищеною від 2 до 3 мм амплітудою сприяють підвищенню енергії хвилі тиску на торці хвилеводу, який занурено у розплав. Обробку закінчують через 4 хвилини одночасно з закінченням часу технологічної витримки. Після завершення обробки хвилевід 3 виводять із розплаву та починають розливку металу із ковша у форму при температурі 670°С. Амплітуда коливань торця хвилеводу вимірювалась крешерним датчиком, який являє собою циліндр діаметром 20 мм і висотою 20 мм. Датчик установлювався співвісно хвилеводу. У результаті отримано, що пластична деформація крешерного датчика, що навантажується уздовж його осі, склала: - з повітряною порожниною й із прокачуванням води - ~2,5 мм; - з повітряною порожниною - ~2 мм; - з прокачуванням води - ~1,5 мм; - без повітряної порожнини й без прокачування води - ~1 мм. Таким чином експериментально доведено, що наявність повітряної порожнини у верхній частині електророзрядної камери позитивно впливає на збільшення амплітуди переміщень торця хвилеводу. На базі чисельного моделювання процесів, що відбуваються в електророзрядній камері, виявлено, що наявність повітряної порожнини об'ємом, що становить 0,5% від об'єму електророзрядної камери, призводить до початку росту максимального розмаху коливань хвилеводу за рахунок резонансних явищ, що виникають у камері. Найбільші значення розмаху коливань хвилеводу спостерігаються, коли обсяг повітряної порожнини становить 1,5÷7,5% від об'єму розрядної камери. Збільшення об'єму повітряної порожнини більш 22% не виявляє подальшого помітного впливу на розмах коливань хвилеводу. Зміни розмаху коливань хвилеводу при різних значеннях початкового обсягу повітряної порожнини мають наступну тенденцію: - при відсутності повітряної порожнини розмах коливань хвилеводу носить регулярний характер; - відносний об'єм повітряної порожнини 3% на початковій стадії коливань трохи знижує їхній розмах, потім спостерігається його значний ріст, при цьому коливання відбуваються з характерними биттями, тобто носять суттєво нерегулярний характер, що сприяє більш інтенсивному утвору кавітаційних зон у розплаві, які виявляють позитивний вплив на якість металу, який піддано ЕГІО; - при об'єму повітряної порожнини у діапазоні від 10 до 16%, биття виникають через більший проміжок часу, причому в першому випадку (10%) 7 54206 розмах із часом збільшується, а в другому (16%) зменшується. Таке формування процесів у розрядній камері, передача енергії дії від електричного розряду у розплав хвилеводом, та підсилення акустичної дії на складові розплаву за рахунок підвищення амплітуди коливань сприяє подрібненню структурних складових литого металу як мінімум на 40-50%. Результати обробки експериментальних даних дозволили встановити, що зі зростанням енергії від 1 до 3 кДж, об'єм кавітаційної зони поруч з хвилеводом зростає в 1,7 рази. Така дія у розплаві приводить до того, що розмір кластерів, у межах яких зберігається впорядковане розташування Комп’ютерна верстка Л. Ціхановська 8 атомів і які є імовірними місцями появи зародків кристалізації, зменшується, а їх кількість - зростає, що і зафіксовано у литому металі. Таким чином, спосіб, що заявляється, дозволяє: збільшити амплітуду коливань хвилеводу, отримати максимальну кількість затравок зародків кристалізації у розплаві перед його розливанням і за рахунок цього у розплавах різного складу оптимізувати процес насичення металу зародками при формоутворенні, одержати найдрібніші зерна структури у виливку, підвищити фізико-механічні властивості литого металу і таким чином підвищити якість виливка, що підтверджує розширення технологічних можливостей відомого способу. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing action on melt
Автори англійськоюHrabovyi Valerii Mykhailovych, Ivanov Artem Volodymyrovych, Tsurkin Volodymyr Mykolaiovych, Melnyk Oleksandr Viktorovych
Назва патенту російськоюСпособ технологического воздействия на расплав
Автори російськоюГрабовой Валерий Михайлович, Иванов Артем Владимирович, Цуркин Владимир Николаевич, Мельник Александр Викторович
МПК / Мітки
МПК: B22D 27/00
Мітки: технологічної, дії, розплав, спосіб
Код посилання
<a href="https://ua.patents.su/4-54206-sposib-tekhnologichno-di-na-rozplav.html" target="_blank" rel="follow" title="База патентів України">Спосіб технологічної дії на розплав</a>
Спосіб технологічної дії на розплав
Номер патенту: 92118
Опубліковано: 27.09.2010
Автори: Грабовий Валерій Михайлович, Цуркін Володимир Миколайович
МПК: B22D 27/08, B22D 27/02
Мітки: технологічної, розплав, дії, спосіб
Формула / Реферат:
Спосіб технологічної дії на розплав, який включає електрогідроімпульсну дію на розплав у ковші від електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем та одночасне продування розплаву інертним газом, який відрізняється тим, що електрогідроімпульсну дію на розплав виконують послідовно у три етапи, причому на першому етапі хвилевідний стрижень занурюють у розплав на глибину, що дорівнює 0,30-0,36 глибини...
Спосіб технологічної дії на розплав

Номер патенту: 89456
Опубліковано: 25.01.2010
Автори: Цуркін Володимир Миколайович, Грабовий Валерій Михайлович, Сінчук Алла Вадимівна, Федченко Наталія Анатолієвна
МПК: B22D 27/08
Мітки: технологічної, дії, розплав, спосіб
Формула / Реферат:
Спосіб технологічної дії на розплав, який включає одержання в печі розплаву металу або сплаву заданих хімічного складу та температури, випуск розплаву із печі в ківш, технологічну витримку розплаву від температури розплаву в ковші після його заповнення до температури початку розливу розплаву при заданій швидкості падіння температури розплаву в ковші та електрогідроімпульсну обробку розплаву в ковші під час технологічної витримки розплаву від...
Спосіб обробки розплаву металу

Номер патенту: 4792
Опубліковано: 15.02.2005
Автори: Грабовий Валерій Михайлович, Волков Геннадій Васильович, Гумененко Миколай Климович, Цуркін Володимир Миколайович
МПК: B22D 27/08
Мітки: металу, спосіб, розплаву, обробки
Формула / Реферат:
Спосіб обробки розплаву металу, що включає позапічну дегазацію та рафінування розплаву в ковші за рахунок електрогідроімпульсного діяння від електророзрядної камери з електродами та зануреним у розплав хвилевідним стрижнем, що утворює зону обробки у розплаві, при заданих параметрах електрогідроімпульсного діяння - енергії в імпульсі, частоти посилки імпульсів та числа імпульсів, який відрізняється тим, що енергію в імпульсі визначають за...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Брісбергер Рольф, Траковскі Вальтер
Мітки: нанесення, здійснення, розплав, зануренням, покриття, спосіб, пристрій
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Спосіб обробки розплаву металу

Номер патенту: 64267
Опубліковано: 16.02.2004
Автор: Грабовий Валерій Михайлович
МПК: B22D 27/08
Мітки: обробки, спосіб, розплаву, металу
Формула / Реферат:
Спосіб обробки розплаву металу, який включає рафінування розплаву за рахунок електрогідроімпульсної дії із заданим числом імпульсів при подачі напруги на електроди електророзрядної камери з зануреним у розплав на задану глибину хвилевідним стрижнем, який відрізняється тим, що подачу напруги на електроди електророзрядної камери починають до введення хвилевідного стрижня у розплав, а завершують - після видалення хвилевідного стрижня із...
Попередній патент: Екскаватор одноківшевий
Наступний патент: Система енергопостачання пристроїв кондиціювання повітря в пасажирському вагоні
Випадковий патент: Багатополюсний ротор магнітоелектричної синхронної машини