Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Формула / Реферат
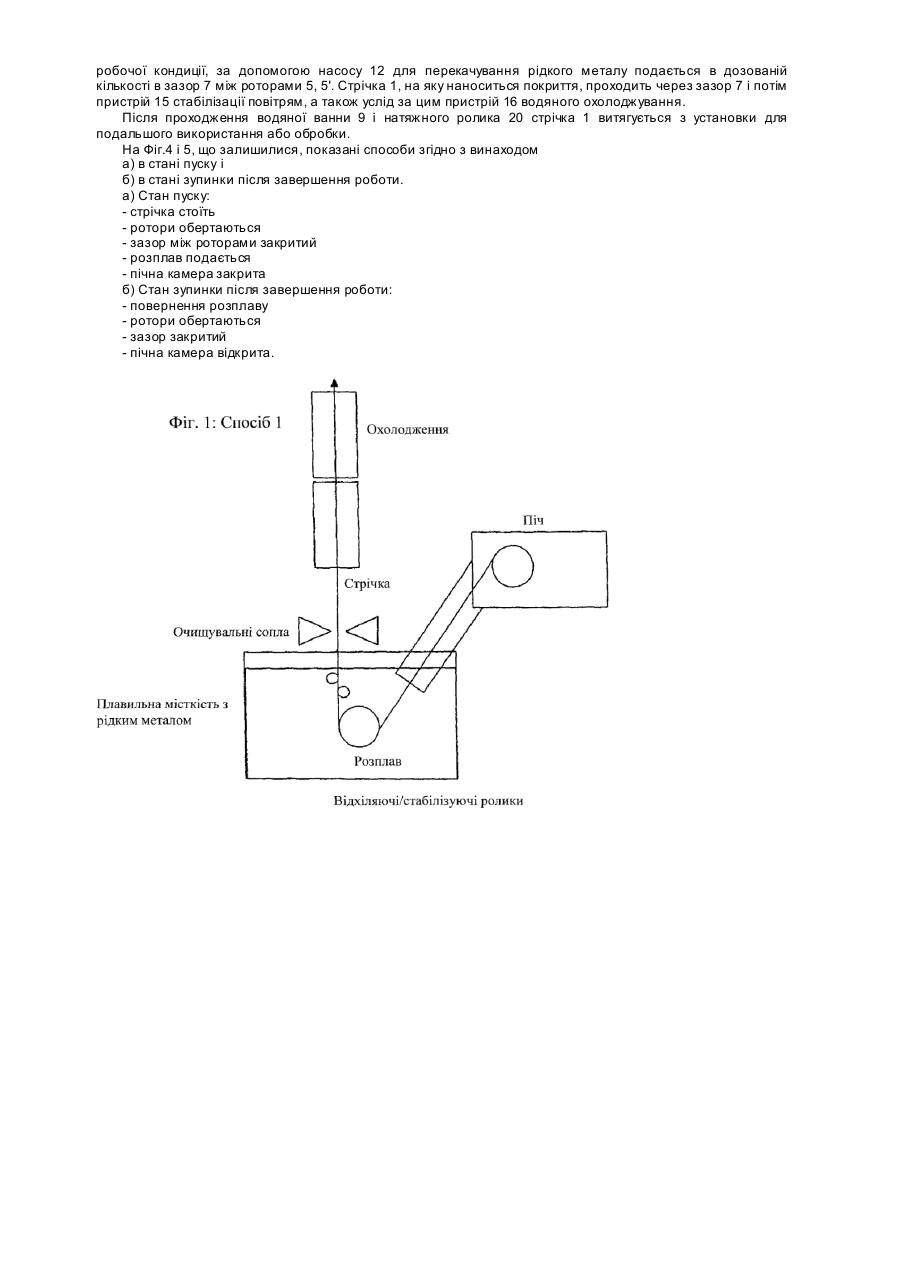
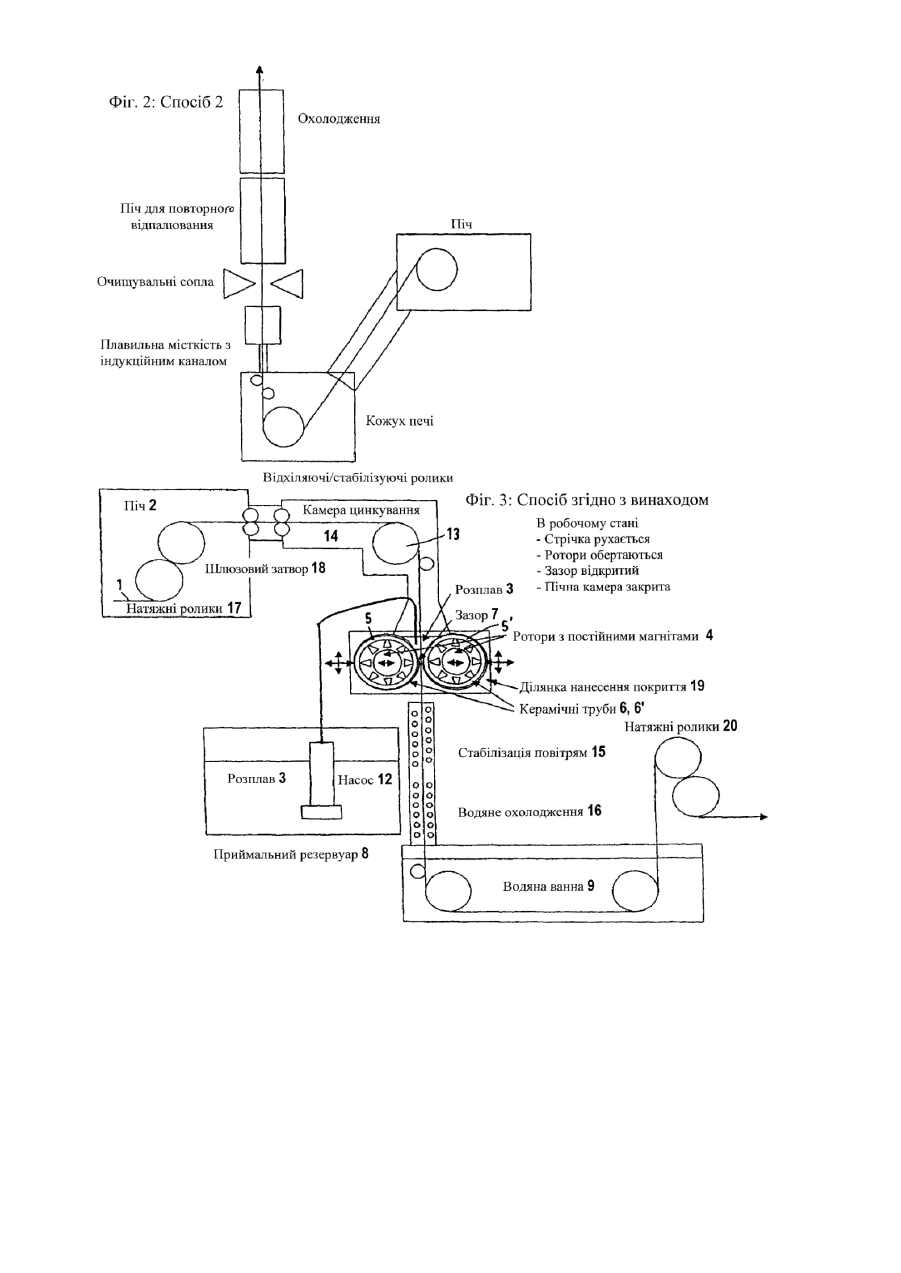
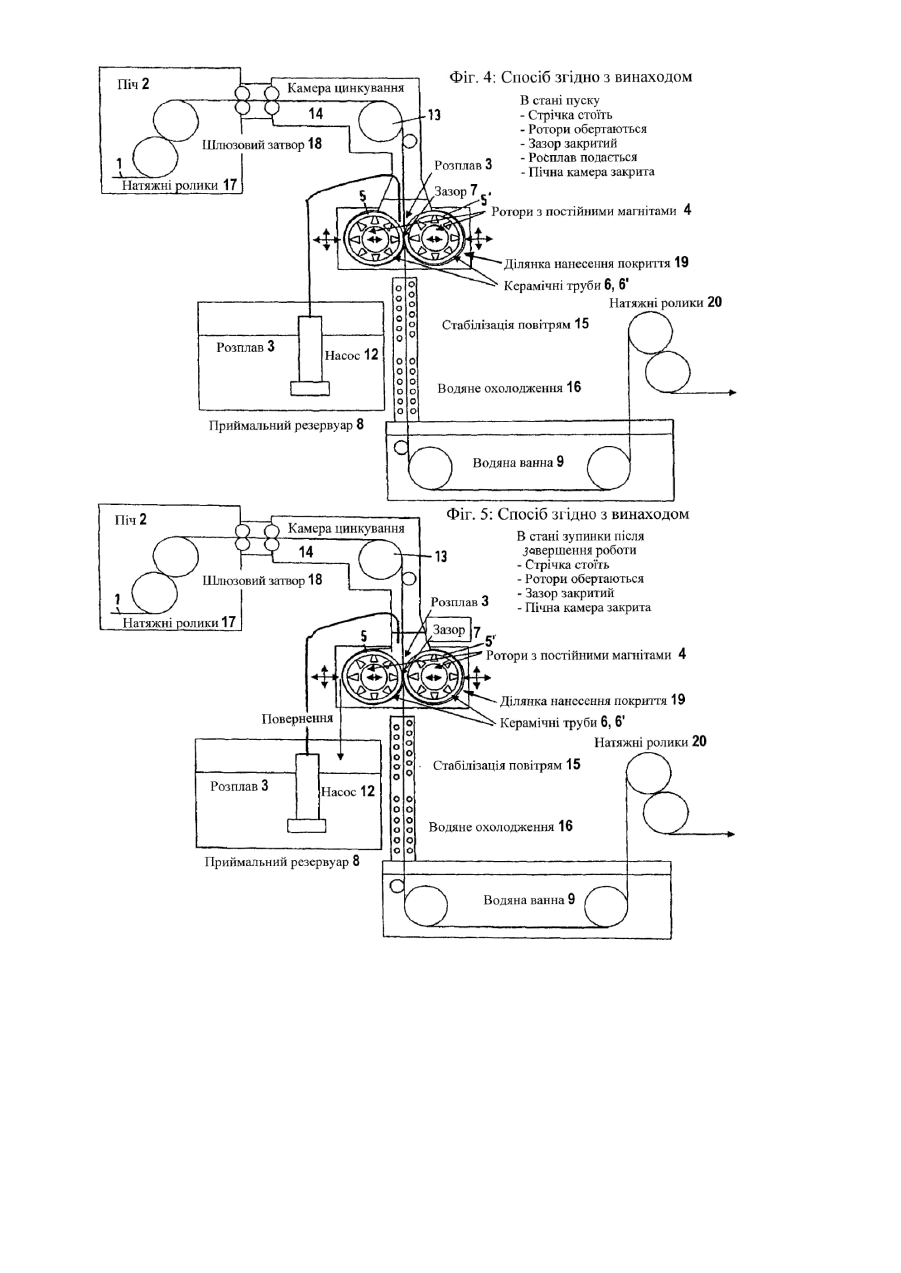
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху вниз через розплав (3) і між роторами (5, 5'), який відрізняється тим, що зазор (7) герметично ущільнюють знизу за допомогою обертових постійних магнітів і всередині роторів (5, 5') розташовують обертові ролики (4, 4'), на яких закріплюють постійні магніти.
2. Спосіб за п. 1, який відрізняється тим, що ротори (5, 5') виконані з термостійких, стійких до впливу розплаву, зокрема немагнітних, матеріалів, переважно з використанням керамічних труб (6, 6').
3. Спосіб за п. 1 або 2, який відрізняється тим, що розплав (3) подають в зазор (7) за допомогою насоса (12) для перекачування рідкого металу в дозованій кількості з приймального резервуара (8).
4. Спосіб за п. 1 або 2, який відрізняється тим, що за допомогою обертових постійних магнітів здійснюють регулювання бажаної товщини покриття на металевій стрічці (1).
5. Спосіб за п. 1 або 2, який відрізняється тим, що стрічка (1) після повороту в печі (2) для підігрівання без доступу повітря, переважно в атмосфері захисного газу, прямує вертикально вниз через розплав (3).
6. Спосіб за п. 1 або 2, який відрізняється тим, що по можливості безпосередньо під герметичним ущільненням ємності з розплавом (3) або роторів (5, 5') стрічку (1) з нанесеним покриттям стабілізують повітрям і/або охолоджують водою.
7. Пристрій для нанесення покриття на поверхню за будь-яким з попередніх пунктів, який включає щонайменше одну ємність, що містить розплавлений покривний матеріал для металевого стрічкоподібного матеріалу (1), наприклад приймальний резервуар (8), ділянку нанесення покриття (19) з роторами (5, 5'), що обертаються в протилежному напрямі, між якими утворений зазор (7), який герметично ущільнено знизу, який відрізняється тим, що всередині роторів (5, 5') розташовані обертові ролики (4, 4'), на бічній поверхні яких закріплено постійні магніти.
8. Пристрій за п. 7, який відрізняється тим, що ємність, яка містить розплав (3), утворена верхнім, середнім простором між роторами (5, 5').
9. Пристрій за п. 7 або 8, який відрізняється тим, що ротори (5, 5') оточені кожухом з утворенням атмосфери захисного газу.
10. Пристрій за п. 7 або 8, який відрізняється тим, що кожух роторів з'єднаний з верхньою камерою (14) з метою підведення металевої стрічки (1) зверху до кожуха роторів, а також з приймальним резервуаром (8) для розплаву і з розташованими нижче за кожух роторів пристроями для стабілізації повітрям (15) або відповідно водяного охолоджування (16) стрічки (1) і, можливо, з ще однією водяною ванною (9).
Текст
Винахід відноситься до способу нанесення на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки, щонайменше одного металевого покриття при проходженні через щонайменше одну місткість, яка містить розплавлений матеріал покриття. Винахід відноситься також до пристрою для реалізації способу. Традиційне нанесення покриття на стрічку гарячим способом (що називається способом 1) сплавами Zn, Zn-Al, A1 або Al-Si в галузі нанесення покриття характеризується тим, що стрічка з нагрівальної печі вводиться без доступу повітря в розплав і за допомогою різного розташування непривідних роликів відхиляється у вертикальну площину і стабілізується, як приведено на Фіг.1. Це відноситься до всіх металів або сплавів, що використовуються як покриття при нанесенні покриття зануренням в розплав. Недоліком в способі 1 є те, що ролики і опори роликів знаходяться всередині розплаву і всі матеріали схильні до хімічного впливу розплаву. Термін служби всіх деталей, які знаходяться всередині розплаву, обмежений. Крім того потрібний великий об'єм розплаву і відповідно велика місткість, щоб вмістити ролики або відповідно все заглибне обладнання. Звичайно при гарячому цинкуванні використовується від 200 до 400т рідкого цинку. Швидке управління температурою і складом розплаву неможливе внаслідок великого об'єму. Потрібно враховувати велику різницю вищеназваних параметрів, які приводять в даних умовах до погіршення якості, оскільки в одній місткості технологічні прийоми легування впливають на якість стрічки і навпаки. Інший недолік полягає в тому, що не можна підвищити швидкість обробки, зокрема тонких стрічок
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of coating by immersion into the melt device for realization the same
Автори англійськоюBrisberger Rolf, TRAKOWSKI, Walter
Назва патенту російськоюСпособ нанесения покрытия погружением в расплав и устройство для его осуществления
Автори російськоюБрисбергер Рольф, Траковски Вальтер
МПК / Мітки
Мітки: покриття, нанесення, зануренням, спосіб, пристрій, розплав, здійснення
Код посилання
<a href="https://ua.patents.su/5-78722-sposib-nanesennya-pokrittya-zanurennyam-v-rozplav-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення</a>
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Льняной Віталій Миколаєвич, Гусаров Василь Георгійович, Калашніков Микола Олександрович, Красніков Олексій Іванович
МПК: B05B 13/02, B05D 7/14, B05B 13/00
Мітки: спосіб, металевих, поверхні, здійснення, покриття, пристрій, нанесення, виробів
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб нанесення покриття на матеріали і вироби та пристрій для його здійснення
Номер патенту: 77340
Опубліковано: 15.11.2006
Автори: Колодяжний Анатолій Вікторович, Вакуленко Карина Володимирівна
МПК: C23C 4/00
Мітки: покриття, здійснення, матеріали, пристрій, нанесення, вироби, спосіб
Формула / Реферат:
1. Спосіб нанесення покриттів на матеріали і вироби, який включає розгін робочої речовини у твердій фазі та напилювання її на оброблювану поверхню, який відрізняється тим, що робочу речовину протягом мкс піддають одночасному впливу імпульсного струму густиною А/мм2 і стискаючого магнітного поля, а потім...
Спосіб нанесення керамічного покриття та пристрій для його здійснення

Номер патенту: 78487
Опубліковано: 10.04.2007
Автори: Дароліа Рамжопал, Спітсберг Ірен, Мовчан Борис Олексійович
МПК: C23C 14/30, C23C 14/56, C23C 14/28, C23C 14/08
Мітки: спосіб, керамічного, пристрій, покриття, нанесення, здійснення
Формула / Реферат:
1. Спосіб нанесення керамічного покриття (32) на поверхню деталі (30), який включає етапи:- створення джерела-випарника (10), що містить групу різних оксидних сполук, причому принаймні одна із них має тиск пари вищий, ніж у решти оксидних сполук;- закріплення деталі (30) поблизу джерела-випарника (10);- спрямування високоенергетичного променя на джерело-випарник (10) для розплавлення оксидних сполук джерела-випарника (10)...
Антикорозійне полімерне покриття металевої поверхні, переважно магістрального трубопроводу, спосіб його нанесення, полімерний праймер та полімерний клей-розплав
Номер патенту: 54525
Опубліковано: 17.03.2003
Автори: Василенко Станіслав Кузьмич, Живора Валерій Федорович, Конюшенко Володимир Петрович, Уварова Інна Петрівна, П'ятецький Олександр Іванович, Мусійко Володимир Данилович, Поляков Сергій Георгійович, Биков Олександр Володимирович, Стецьків Михайло Володимирович, Бархатов Валерій Васильович, Митрохіна Людмила Леонідівна
МПК: F16L 58/02, C09J 111/00, C09D 111/00, C09J 123/00, C09D 5/12
Мітки: покриття, полімерне, нанесення, магістрального, антикорозійне, трубопроводу, поверхні, переважно, металевої, праймер, спосіб, полімерний, клей-розплав
Формула / Реферат:
1. Антикорозійне полімерне покриття металевої поверхні, переважно магістрального трубопроводу, що включає ґрунтовий адгезивний шар з термореактивної полімерної композиції, другий адгезивний шар з полімерної композиції типу клею-розплаву та зовнішній шар з термосвітлостабілізованої поліетиленової композиції, яке відрізняється тим, що полімерна композиція ґрунтового адгезивного шару містить хлоропреновий каучук, алкілфенолформальдегідну смолу,...
Спосіб непрямого нанесення тонкого шару покриття і установка для його здійснення
Номер патенту: 73224
Опубліковано: 15.06.2005
Автори: Уба Габріель, Сімон Жан-Ів, Дао Віє Дунг
Мітки: нанесення, здійснення, спосіб, покриття, установка, тонкого, непрямого, шару
Формула / Реферат:
1. Спосіб непрямого нанесення тонкого шару покриття на основи значної ширини за допомогою гравірованого циліндра (5) нанесення з виконаними на ньому спіральними канавками, які служать для захоплення композиції (3), частково зануреного в бак або резервуар (1) із зазначеною композицією нанесення, який відрізняється тим, що на виході з бака або резервуара (1), виступаючу частину циліндра (5) нанесення для розрівнювання композиції нанесення...
Попередній патент: Спосіб одержання насадок для магнітного фільтра
Наступний патент: Спосіб і пристрій для демонтажу і монтажу модулів дугової електропечі
Випадковий патент: Портативний стереоскоп